
Abstract
Recently, clothing comfort and ease of use have become an indispensable expectation especially in sports and functional clothing which have led researchers to focus on development of smart textiles including new functionalities such as active thermoregulation. Therefore, a novel nanocomposite finishing treatment consisting of temperature responsive shape memory polyurethane (SMPU) and cellulose nanowhiskers (CNWs) was developed and applied to polyester fabric to produce smart fabric having dual responsive performance to moisture besides temperature. Water vapour, air permeability and sweat absorption properties were investigated under different temperature and relative humidity conditions to test thermoregulation performance of the treated fabrics. Physical, mechanical properties (weight, thickness and bursting strength) and durability of treated fabrics were also tested. Morphology, chemical compositions and thermal characterization of treated fabrics were investigated by Scanning Electron Microscope (SEM), Fourier Transform Infrared Spectroscopy (FT-IR), Differential Scanning Calorimeter (DSC) and Thermogravimetric (TG) analyses, respectively. It was found out that polyester fabric exhibited dynamic breathability and sweat absorption with temperature and relative humidity of body or environmental conditions thanks to the obtained dual responsive shape memory function. Also, mechanical and end use performances such as bursting strength and washing fastness of polyester were enhanced with this treatment. Summing up, SMPU-CNW nanocomposite treatment can be a good alternative for smart sports clothing having thermoregulation function for enhanced comfort besides desired mechanical and end use performances.
Introduction
Recently, demands of consumers for textiles have rapidly changed in terms of high performance, functionality and adaptation to physiological changes of the wearer and environmental conditions. The most commonly studied functional properties in terms of adaptation to environmental conditions are related to active thermoregulation/comfort. Smart garments possessing active thermoregulation function have advantages for providing dynamic comfort via detecting physiological or environmental condition changes and responding appropriately to the mentioned changes [1]. The mentioned performance can be achieved by various smart materials such as electronic textiles, shape memory polymers (SMPs), and phase change materials [1–3].
SMPs have attracted attention of researchers due to their ability of self-programming to a temporary deformed shape from an original (permanent) shape and recovery to the original shape by an external stimulus [1–4]. In the group of SMPs, thermo-responsive ones were intensively investigated and selected for smart textile applications because of ease in temperature control. They are used for thermal comfort enhancements in different forms with their adaptability to dynamic environmental and body physiological changes. Among various thermo-responsive SMPs, SMPU is the most suitable material for textile industry in the form of film [5–8], fibre to produce fabrics [9–16], fabric coating/finishing applications [17–29]. SMPU has a two-phase heterogeneous structure consisting of a rigid fixed phase and a soft reversible phase for the shape memory effect [29]. According to the literature, SMPUs have smart water vapour permeability providing both warmth/coolness and dryness under dynamic conditions due to temperature responsive polymer chain mobility and free volume change in soft segment [30,31].
Despite all advantages, their high activation temperature (for body), response time and concentration required for sufficient shape memory effect leading poor fabric hand [32] limit the commercial applications of SMPUs. Besides temperature, moisture (vapour/water) sensation is also, and sometimes more effective for comfort of a clothing [33–35]. Moreover, people can sweat in both high and low temperatures when undertaking high degree of workload and clothing has always an interaction with moisture during daily life and care processes such as washing. However, SMPUs with temperature responsive water vapour permeability may not deal with sweating situations under a cold climate (such as skating) [33–35]. Therefore, developing materials with water/moisture responsiveness is within strong scientific and industrial demands.
Nanocomposite technology is a very useful design approach to enhance response range by modifying thermally responsive SMPs with hydrophilic nanoparticles [35]. Among hydrophilic nanoparticles, cellulose nanocrystals/nanowhiskers (CNWs) have attracted interest recently as a filler for water/moisture responsiveness with their large surface area [36] and some advantages such as stiffness, high crystallinity, modulus and strength as reinforcement material [37]. According to the findings in literature, modification of SMPU matrix by CNW filler enables nanocomposites to have water/moisture responsive shape memory effect depending on plasticisation and percolation network formed by CNWs whose hydrogen bonds can be reversibly regulated by water molecules [38–40]. Hence, the obtained SMPU-CNW nanocomposite structure has simultaneously temperature responsive shape memory function originally existing in SMPU and water/moisture responsiveness due to characteristics of CNWs. Mentioned dual smart function may be useful for thermal comfort enhancements and other industrial applications where temperature and moisture level of the material changes dynamically.
For sportswear, which has a continuous growing market, knitted fabrics made of polyester and their modified forms are the most preferred materials. However, modified functional polyester fibres are still inadequate to adapt dynamic changes of environment (temperature and humidity) and body physiological changes (body temperature, sweating rate) as a result of activity. SMPs containing automatic environmental acclimatizing properties, have wide application potential in the areas of sportswear, work wear and protective clothing [41]. Comfort performance and also active thermoregulation of polyester can be maintained by combining the polyester fibre with SMPU that has the ability of responding to environmental changes, hence, adapting fabric insulation through smart breathability [19,28]. There are applications of SMPU also on fabrics made of different materials such as cotton [24–26,29] and wool [32] for smart breathability. Smart fabrics having the mentioned functions can be directly produced by the finishing process with their easy application procedures and lower costs. Nevertheless, the necessity of high SMPU concentration for sufficient shape memory effect leads to a deterioration in fabric hand [33]. It is stated that [42], in dynamic conditions, water/sweat absorption capacity of fabric has more importance compared to water vapour permeability to enhance wear comfort. Actually, the relative importance of liquid and vapour transfer through fabrics may vary depending on climatic conditions: high absorption capacity could improve the comfort feeling in a hot and humid summer season or under strenuous physical activity when perspiration is excreted profusely and remains in liquid state [43]. In this manner, the SMPU-CNW nanocomposite materials with dual response could provide dynamic water absorption besides water vapour permeability with lower polymer concentrations. However, to the best of our knowledge, there is no study about application of smart nanocomposite structures on polyester fabrics or determining end use performances.
In this study, it was aimed to produce smart polyester fabric for sportswear having dual responsive shape memory performance. For this aim, a simultaneous temperature and water/moisture responsive nanocomposite structure comprised of temperature responsive SMPU matrix and hydrophilic CNWs was applied to polyester fabric as finishing treatment. Shape memory characteristics of treated polyester fabrics were determined by a comprehensive test plan comprising of dynamic permeability and absorption tests at different temperature and relative humidity conditions simulating a sports activity. Besides dynamic comfort measurements, physical, mechanical properties (weight, thickness and bursting strength) and durability of finishing treatment were also tested. The morphology, chemical compositions and thermal characterization of treated fabrics were investigated by SEM, FT-IR, DSC and TG analyses, respectively.
Experimental
Materials
Single jersey 100% staple polyester knitted fabric without elastane having weight of 139 g/m2 and density of 26 course and 20 wales per cm was used. Before finishing treatment, fabric samples were washed 5 times in a Wascator FOM71washing machine (James Heal and Co Ltd., Halifax, UK) according to TS EN ISO 6330: 2012.
Pellet-type MM-3520® SMPU polymer (SMP Technologies Inc., Japan) having temperature responsive shape memory property was used as matrix material to produce simultaneously temperature and water/moisture responsive nanocomposite suspensions. This SMPU polymer was chosen due to its glass transition temperature (Tg) of 32.12°C (determined by DSC analysis [31]) which is suitable for body applications. Pellet type MM-3520® SMPU is composed of diphenylmethane-4,4'-diisocyanate, adipic acid, ethylene glycol, ethylene oxide, polypropylene oxide, 1,4-butanediol, and bisphenol A according to manufacturer data. For nanocomposite suspensions, CNWs used as nanofiller for water/moisture responsiveness (Grafen Co., Turkey) have a length of 150–200 nm and width of 20 nm (by TEM) and crystallinity of 98.98% (by XRD) [31]. The polyoxyethylenesorbitan monooleate (Tween80, Sigma Aldrich, USA) was used as nonionic surfactant. N, N-dimethylformamide (DMF) (Sigma Aldrich, USA) was used as solvent. All chemicals are analytical grade and were used as received without further purification.
Treatment of polyester fabrics with SMPU-CNW nanocomposite suspensions
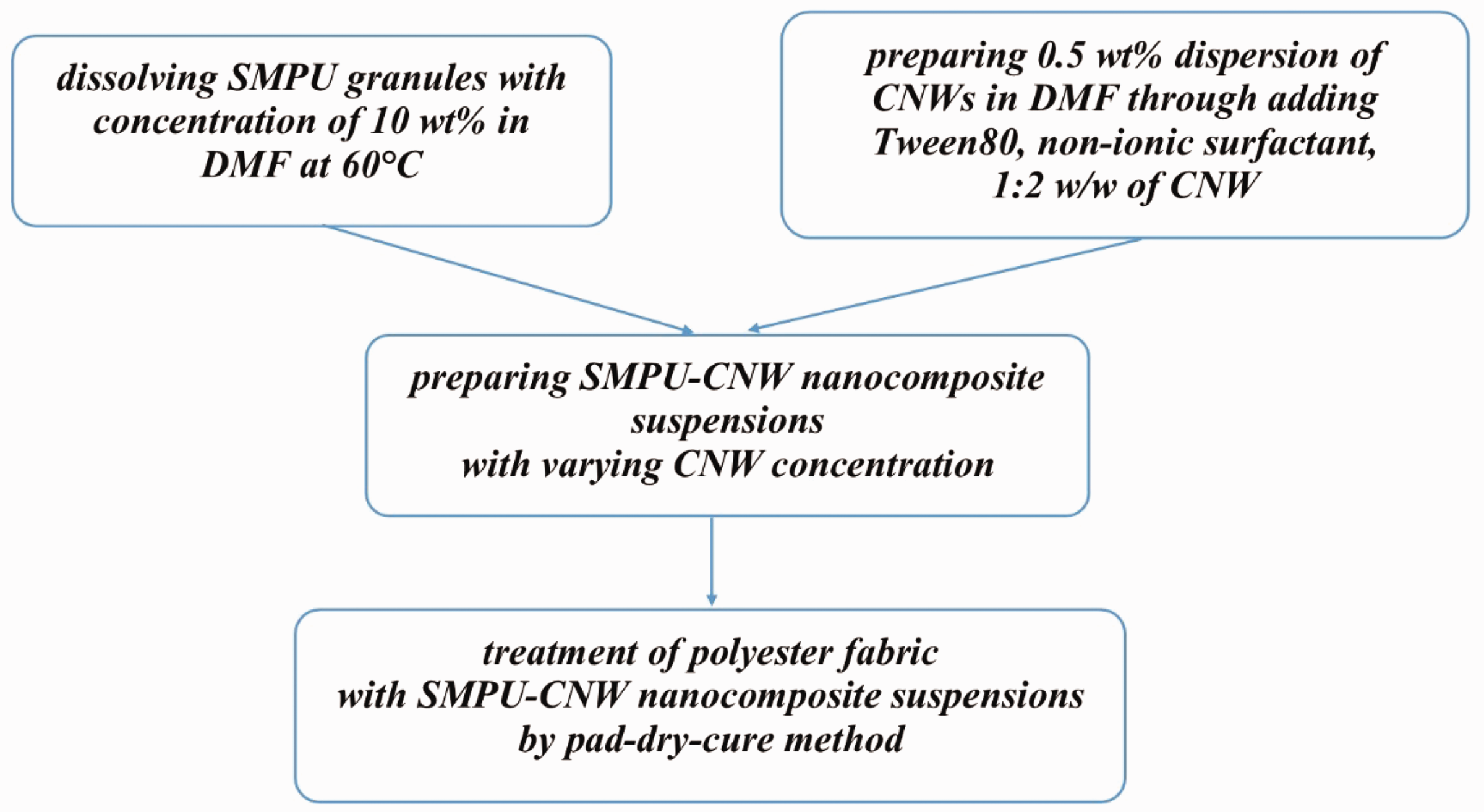
Nanocomposite suspensions were produced by introducing CNWs into SMPU matrix and applied to polyester fabric as finishing treatment according to the process steps shown in Figure 1. 10 wt% polymer concentration was determined as optimum from results of a preceding study [32]. SMPU polymer solution was mixed at 60°C for 6 h with a mechanic stirrer. In the second step, the homogeneous 0.5 wt% dispersion of CNWs in DMF was prepared through adding Tween80, non-ionic surfactant, at 1:2 w/w of CNW and ultrasonic stirring with a sonifier (Sonopuls HD 2200, Bandelin Sonopuls Corp.). The CNW dispersion then drop wise transferred into the SMPU solution under ultrasonic stirring for another 1 hour. The final solutions consisted of 10 wt% SMPU and CNW concentrations of 5%, 10% and 20% relative to the polymer mass.
Finishing treatment process of polyester with SMPU-CNW nanocomposites.
The polyester fabric was treated with the prepared nanocomposite suspensions by using pad-dry-cure technique with triplicate padding and passed through squeeze rollers at the conditions of 3 bar pressure and 2 m/min speed to reach an average wet pick up of 90%. Padded fabrics were dried at 85°C for 3 minutes and cured at 120°C for 2 minutes. The composition and sample codes of all treated fabric samples were presented in Table 1. Fabric samples were conditioned according to standard ASTM D1776-08e1 (2009) before all tests.
Codes of reference and treated polyester fabrics.

Morphological, chemical and thermal analyses
Surface morphologies of the polyester fabrics were monitored by SEM analysis using Fei Quanta FEG 250 SEM (Thermo Scientific, USA) at 20 kV accelerating voltage and a current of 10 µA with a high magnification power up to 3000. Also, Energy-Dispersive X-ray spectroscopy (EDX) was performed to obtain qualitative analysis of elemental contents.
Chemical structures of the used materials and presence of polymer/nanocomposite finishing treatment in fabric structure were investigated chemically by FT-IR with KBr disk using Perkin Elmer Spectrum BX instrument. FT-IR spectra were obtained in the range of 400–4000 cm−1 with a resolution of 4 cm−1 number, 2 cm−1 interval and 16 scan numbers at room temperature.
Thermal properties were analysed by DSC (Mettler Toledo DSC 1Star System) at a temperature range from 30°C to 240°C with scanning rate of 10°C/min under nitrogen atmosphere. In DSC analysis, second heating and cooling cycles were considered to eliminate thermal histories of the samples.
TG analysis was conducted to study thermal stability of the fabrics according to standard ISO 11358:1-3 by Mettler Toledo TGA/DSC II Star under nitrogen atmospheres from 20°C to 550°C at 10°C/min heating rate with 50 mL/min nitrogen flow rate.
Physical, mechanical and durability measurements
Weight and thickness tests were carried out according to standards TS EN 12127 and ASTM D 1777–96 by James Heal R&B Cloth Thickness Tester, respectively. Bursting strength test was carried out by a Lloyd LR5K+ Tensile Tester with a ball-burst attachment according to ASTM D6797-15.
Durability of nanocomposite treatment on the treated fabrics were investigated by weight losses of fabrics after 1, 5, 10, and 20 washing cycles. Fabrics were washed in a Gyrowash machine at 40°C for 30 minutes by using ECE standard detergent without optical brightener. Finally, the washed fabrics were rinsed by tap water and then dried by hanging at room temperature. Weight changes of fabrics were calculated after washing cycles according to equation (1).
Where W0 and W1 are the weights before and after washings.
Permeability based shape memory properties
Air permeability of the fabrics were measured according to ASTM D737-04:2012 by FX 3300 Air Permeability Tester (TexTest AG, Schwerzenbach, Switzerland). Measurements were performed at different fabric temperatures such as 20°C (below Tg of SMPU), 40°C and 65°C (above Tg of SMPU) to determine effect of temperature on molecular mobility hence changes in pore structures, therefore permeability of the treated fabrics with at least ten replications. The temperatures of fabrics were adjusted by a heated plate and controlled by a thermal camera (Fluke Ti100 Thermal Imager).
Water vapour permeability (WVP) of the fabrics were measured according to ASTM E96-80 with plastic cups under different environmental temperatures (20°C, 40°C and 65°C) and relative humidity (20%, 40%, 65% and 80% for constant temperature of 20°C). Ratios of WVP values for different temperatures and relative humidity values (WVP65°C/WVP20°C, WVP40°C/WVP20°C, WVP80%/WVP20%, WVP65%/WVP20% etc.) were also calculated to determine the change trends of permeability with temperature and moisture [31].
Absorption capacity based shape memory properties
Absorption capacities of the fabrics were determined on 2.5 cmx2.5 cm samples (8 samples for each condition) according to BS 3449:1990. The fabric samples were immersed in deionized water at three different temperatures (20°C, 40°C and 65°C) for a total time of 30 minutes. After that, excess water on the fabric surface was wiped out with filter paper and absorption capacity values were calculated according to literature [44–46] from weight ratios of absorbed water to dry fabric (percentage expressions).
Statistical analyses
Statistical analyses of the test results were examined by using SPSS 22.0 Statistical Software (IBM, Armonk, USA). Univariate ANOVA (univariate analysis of variance) was applied to determine the effects of finishing agent type/concentration, temperature and relative humidity on permeability and absorption characteristics of the polyester fabrics. The differences between measured parameters of the fabrics were evaluated by Student-Newman-Keuls test.
Results and discussion
Surface morphology and chemical characterization results
SEM images showing surface morphologies of the fabrics (Figure 2) display clearly grooves and some small spots which may be oligomers formed during melt spinning process [47] on polyester fibre (Figure 2(a) and (b)). For SMPU treated fabric, a thin layer was observed not only on the fibre surface but also between two neighbouring fibres (Figure 2(c) and (d)). It presents the successful immobilization of SMPU polymer onto polyester fabric. Comparing SMPU treated fabric with SMPU-CNW5 (Figure 2(e) and (f)) and SMPU-CNW20 (Figure 2(g) and (h)) treated ones, especially at higher CNW concentration (20 wt%), homogenously distributed CNW can be observed on the polyester fabric surface.

SEM and EDX images of the polyester fabrics at 1000x and 3000x; reference sample (a, b), PES-SMPU (c, d), PES-SMPU-CNW5 (e, f), PES-SMPU-CNW20 (g, h).
According to EDX results, reference polyester fabric surface had an elemental composition of 71.16% carbon and 28.84% oxygen atoms. After treating with SMPU-CNW nanocomposite having 5 and 20 wt% CNW, O/C ratio of the treated fabric samples increased (0.41) when compared to reference and only SMPU treated ones (0.40). This increase in oxygen/carbon ratio emphasize better wettability properties of fibres and can be attributed to hydrophilic nature of CNW particles. EDX results confirmed SMPU-CNW nanocomposite presence on fabric surface.
According to FT-IR results (Figure 3) analysing presence of SMPU-CNW nanocomposite in fabric structure, the characteristic peaks of polyester at 3434 cm−1 (C = O, carbonyl overtone), 2965 cm−1 (glycol C-H stretching), 1577 cm−1 (C-C ring stretching), 1506 cm−1 (CH ring in-plane bending and C-C ring stretching), 1469 cm−1 (CH2 bending, O-C-H bending), 1411 cm−1 (C-H ring in-plane bending and C-C ring stretching), 1345 cm−1 (C-H vibration, O-C-H bending), 1239 cm−1 (C(=O)-O stretching, C-C ester ring stretching, C = O in-plane bending), 1094 cm−1 (glycol C-O stretching), 1009 cm−1 (C-C-C ring bending, C-C ring stretching, CH ring in-plane bending), 964 cm−1 (O-CH2 stretching, C(=O)-O stretching, chain folding), 872 cm−1 (C-H ring out-of-plane bending, C-C ester ring out-of-plane bending, C = O out-of-plane bending, ring bending), 844 cm−1 (C-C ring stretching, C = O in-plane bending, C-H2 vibration), 790 cm−1 (C-H ring out-of-plane bending, C = O vibration and CCO bending), 727 cm−1 wavelength (C = O out-of-plane bending vibrations) were determined, respectively (a). Different from the reference sample, the peaks at 1714 cm−1 belong to the (C = O) groups of urethane and (C-O) stretching vibration of SMPU was at 1220–1362 cm−1 for SMPU treated fabric (c). The band at about 1720 cm−1 is related to the free urethane C = O groups, whereas the shoulder about 1700 cm−1 indicates the hydrogen bonded urethane C = O groups [48]. A free urethane C = O group was observed at about 1714 cm−1 in the SMPU treated sample (c) but it was not observed in the SMPU-CNW nanocomposite treated fabrics (d, e). Moreover, peak broadening and increase of the peak intensities of hydrogen bonded C = O group at 1703 cm−1 with CNW concentration proved the presence of SMPU-CNW nanocomposite in polyester fabric structure. Also, improved strength of alkane (C-H) asymmetric stretching vibration peak at 2906 and 2964 cm−1 indicating more (-CH2-), hence more CNWs in the SMPU nanocomposite was another proof of SMPU-CNW nanocomposite in the fabric structure.

FT-IR spectrum of reference polyester fabric (a), SMPU polymer (b), PES-SMPU (c), PES-SMPU-CNW5 (d), PES-SMPU-CNW20 (e) treated fabrics.
Thermal characterization results
The glass transition temperature (Tg) obtained from DSC analysis (Table 2) show that, while Tg (used as Ttrans temperature for shape memory effect) of the SMPU was 32.12°C, Tg temperatures of nanocomposite containing 20 wt% CNW decreased to 26.86°C. Decrease in Tg for nanocomposite compared to SMPU can be attributed to the weakened interactions between polymer chains or increased chain flexibility through the generated plasticizing effect, hence, reduced intermolecular bonding with CNW reinforcement. Also, agglomeration of the CNWs may be another effective parameter of Tg decrease that intermolecular bonding between matrix and filler could be interfered by cellulose aggregates during composite processing [47].
DSC results of the finishing treatment materials and treated fabric samples.
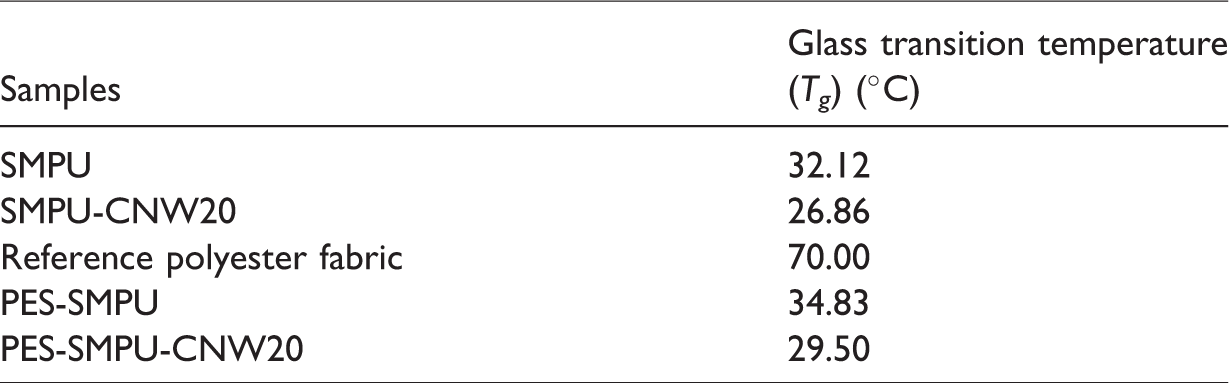
For hydrophobic matrices as the SMPU selected in this study, the surfactant (non-ionic type, Tween80) used for homogeneous dispersion might also create plasticizing effect on polymer and cause a decrease in Tg [49–52]. The Tg decrease obtained by CNW particles in this study is preferred in case of thermal comfort due to its better suitability for body conditions. Furthermore, SMPU and SMPU-CNW nanocomposite treated polyester fabrics had the mentioned trend as can be seen in Table 2.
TG analysis was performed to determine the effect of nanocomposite finishing treatment on thermal stability of the polyester fabric and also interactions between the fabric and finishing treatment. According to TG curves (Figure 4), it is clearly observed that all fabric samples include a two-step weight loss. Also, it can be noted that onset degradation temperature (Table 3) of fabric samples increased by both SMPU and SMPU-CNW nanocomposite treatments. The reference sample starts thermal degradation at 375.33°C, while thermal degradation of all treated samples start at 382.33°C and 390.17°C, respectively. It can be concluded from here that, thermal stability of treated fabrics increased due to interaction between SMPU/SMPU-CNW nanocomposite and polyester fabric. Another increase for both T10% and T50% of fabric samples were observed with the treatments which may be other evidences of thermal stability enhancement with SMPU-CNW nanocomposites. Thermal weight loss values of the reference, PES-SMPU and PES-SMPU-CNW20 treated fabrics reached to 89.07%, 88.19% and 86.16%, respectively at 550°C. The observed reduction in weight loss shows also thermal stability of the structure as the polymer decomposition decreased with the nanocomposite treatment.
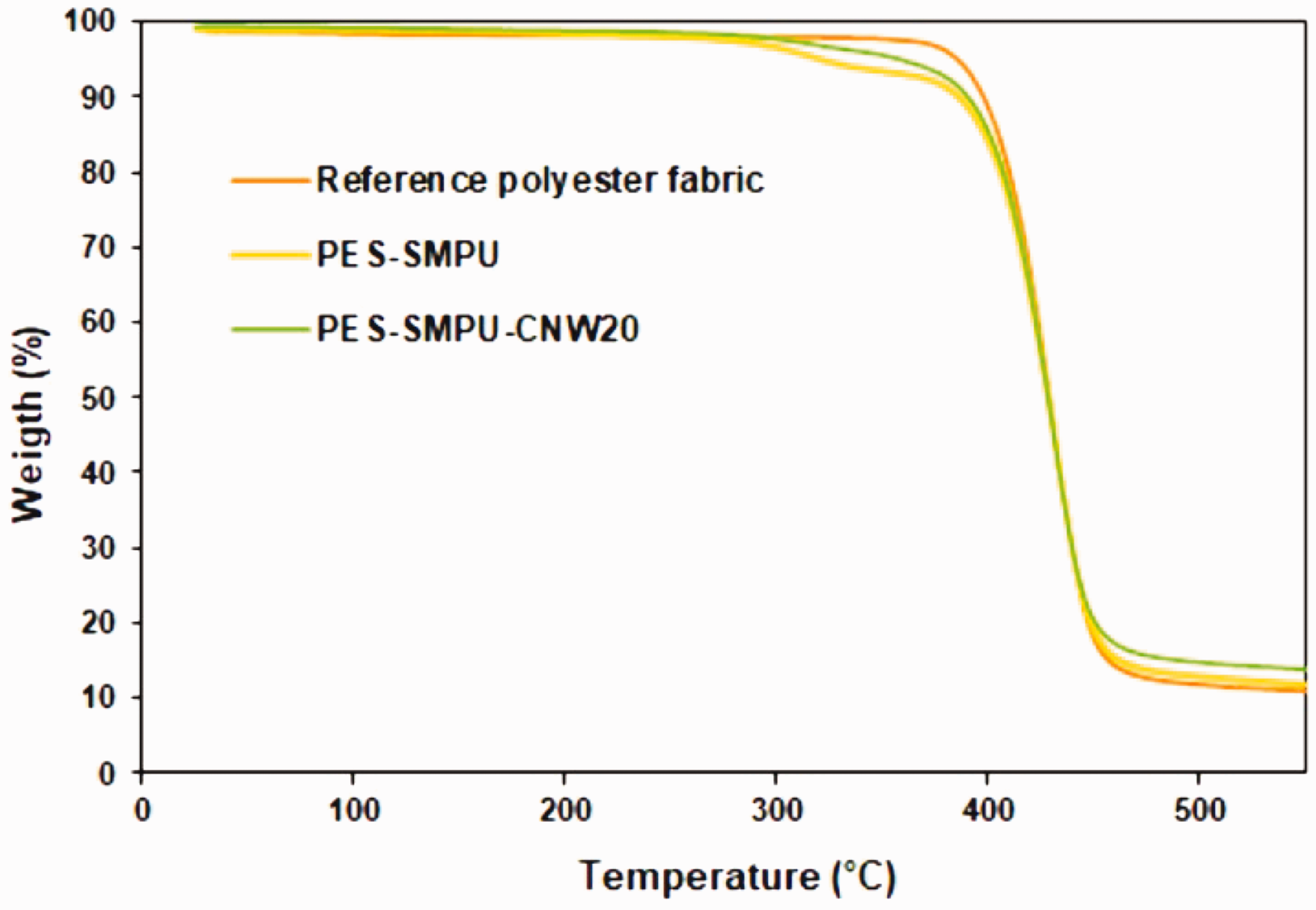
TG analysis curves of reference polyester fabric, PES-SMPU and PES-SMPU-CNW20 samples.
TG analysis data of fabric samples.

Physical and mechanical test results
Physical and mechanical properties of the polyester fabrics and their statistical analysis results were compiled with different superscript letters in Table 4. According to weight values of the polyester fabrics, SMPU and SMPU-CNW nanocomposite treatments resulted in significant increase (p < 0.05) in fabric weight as expected. The fabrics treated with SMPU-CNW nanocomposites had significantly higher weight values which reached to a maximum for the maximum CNW concentration (PES-SMPU-CNW20). Furthermore, SMPU and SMPU-CNW nanocomposite treatment led to a significant increase in thickness of polyester fabric (Figure 5). As can be seen in Figure 5, while the polyester fabric had 0.55 mm thickness before finishing treatment, the fabric thickness increased by 27% and 13% after treatment with SMPU and SMPU-CNW20 nanocomposite, respectively. Moreover, SMPU and SMPU-CNW nanocomposite treatment significantly increased bursting strength of polyester fabric (p < 0.05) as expected but CNW concentration did not create a significant difference. The higher bursting strength with only SMPU application may be attributed to coating of fibre/yarn surfaces with a polymer film which may help facilitation of the fibre slippage, improve fibre/yarn mobility within the fabric structure. Moreover, CNW particles may act as a softener due to plasticization effect of CNW, a hydrophilic nanoparticle, and also reduce inter yarn friction, hence increase smoothness and mobility of the yarn.
Physical and mechanical properties of fabric samples.
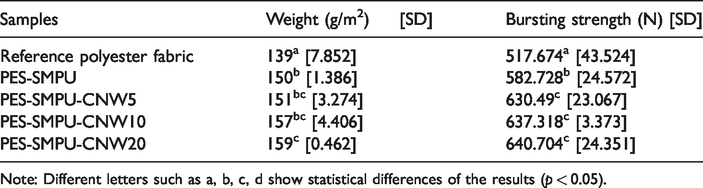
Note: Different letters such as a, b, c, d show statistical differences of the results (p < 0.05).

Boxplot diagram of thickness values of reference and treated polyester fabric samples.
Permeability and absorption based shape memory performance results
To determine temperature and moisture sensitive shape memory performances of the treated polyester fabrics; a comprehensive air, water vapour permeability and water absorption test plan including different ambient/water temperature and relative humidity conditions was conducted. Statistical analysis results about the effects of finishing treatment type/concentration, temperature and relative humidity on permeability and water absorption performances were summarized in Table 5.
p values of Univariate ANOVA analysis.

Note: * shows statistical differences of the results (p < 0.05).
Air permeability, which gives an idea about porous structure, hence both heat and sweat transfer within the fabric is influenced from fibre and yarn properties, fabric structure, shape and volume of airflow channels within the fabric and finishing treatments [53,54]. As air permeability is the easiest way to examine fabric porous structure, it is measured also for smart fabrics for which porosity is changed according to environmental conditions [55–57]. The mentioned feature enables to adjust insulation and permeability of the fabric system through porosity change which keeps the state of comfort under different body or environmental conditions, an attractive and useful feature for both daily life and extreme conditions [55]. According to the statistical analysis results (Table 5), finishing treatment type, temperature and their interactions all have significant effects on air permeability of the SMPU-CNW treated polyester fabrics (p < 0.05). Results of air permeability measurements carried out at different temperatures (20°C, 40°C and 65°C) and differences among results are given in Figure 6(a) and (b), respectively. When results are evaluated according to finishing treatment type, reference and SMPU treated polyester fabrics had higher air permeability values than SMPU-CNW nanocomposite treated ones. As confirmed by SEM images in Figure 2, SMPU-CNW nanocomposite treatment created a thicker coating which may decrease pore volume among fibres and yarns [58]. Air permeability values increased with temperature (p < 0.05) as can be seen in Figure 6. At 20°C below Tg of SMPU, the air permeability of polyester fabrics decreased proportional to CNW concentration as stated before but as the temperature was raised to 40°C and 65°C (above Tg of SMPU), air permeability of the treated fabrics, especially PES-SMPU and PES-SMPU-CNW-20 fabrics (from 504 l/m2/s to 617 l/m2/s for the maximum CNW concentration) increased significantly (Figure 6(b)). Increase in air permeability with temperature (above Tg of SMPU), can be explained first by an increase in temperature sensitive free volume [35], micro-Brownian motion [6,28,29] of the soft segments of SMPU matrix that open the permitting passages in inter-molecular gap [28]. Introduction of CNW to the SMPU matrix creates a second mechanism that additional permanent micro-voids occur within the structure and they increase in size and number [59]. Moreover, probable stretching and distorting of hydrogen bonding formed within CNWs with temperature may also be another reason of air permeability increase.

Air permeability values of polyester fabrics (a), change in air permeability values according to temperature (b).
Water vapour transmission feature of fabrics is the one of crucial parameters affecting comfort properties of clothing systems in both high and low temperatures and during undertaking normal and high degree of workload [28]. Therefore, dynamic WVP or breathability change according to environmental temperature and relative humidity creates active thermoregulation function which is crucial for some functional clothing such as sports and protective. As presented in Table 5, WVP of the treated polyester fabrics changed significantly (p < 0.05) with CNW concentration, temperature and relative humidity. When WVP values were examined according to finishing treatment type (Figure 7(a)), the reference polyester fabric had statistically identical results with PES-SMPU and PES-SMPU-CNW5 samples. Other nanocomposite treated samples had statistically identical WVP and PES-SMPU-CNW20, having the highest CNW concentration had the highest permeability. When the effect of temperature is considered, there is an apparent increase trend directly proportional to temperature as expected and confirming a preceding study on wool fabric [32]. While all polyester fabrics had statistically identical WVP values at 20°C below Tg of SMPU, although having higher values, differences among all fabrics (reference and treated) were not significant (p > 0.05) for also 40°C (above Tg of SMPU). However, WVP values increased abruptly for especially SMPU-CNW nanocomposite treated fabrics for 65°C and when fabrics were compared at this temperature, PES-SMPU-CNW10 and PES-SMPU-CNW20 had the maximum WVP values and differences are significant. Increase trends of WVP values calculated from ratios of WVP for different temperatures, show that there is surely increase trends for WVP40/WVP20 and WVP65/WVP20 and the maximum increment was for PES-SMPU-CNW20 (4.14 and 13.46, respectively). The mentioned increase trend can be explained by higher molecular mobility [55] opening the permitting passages as a result of temperature sensitive free volume change and micro-Brownian motion [8,9,14] of the soft segments above Tg of SMPU like stated for air permeability. For CNW reinforced structures, probable stretching and distorting of hydrogen bonds lead to a free volume increase within amorphous phase, additional permanent micro-voids form or increase in size and number enabling higher WVP [59].
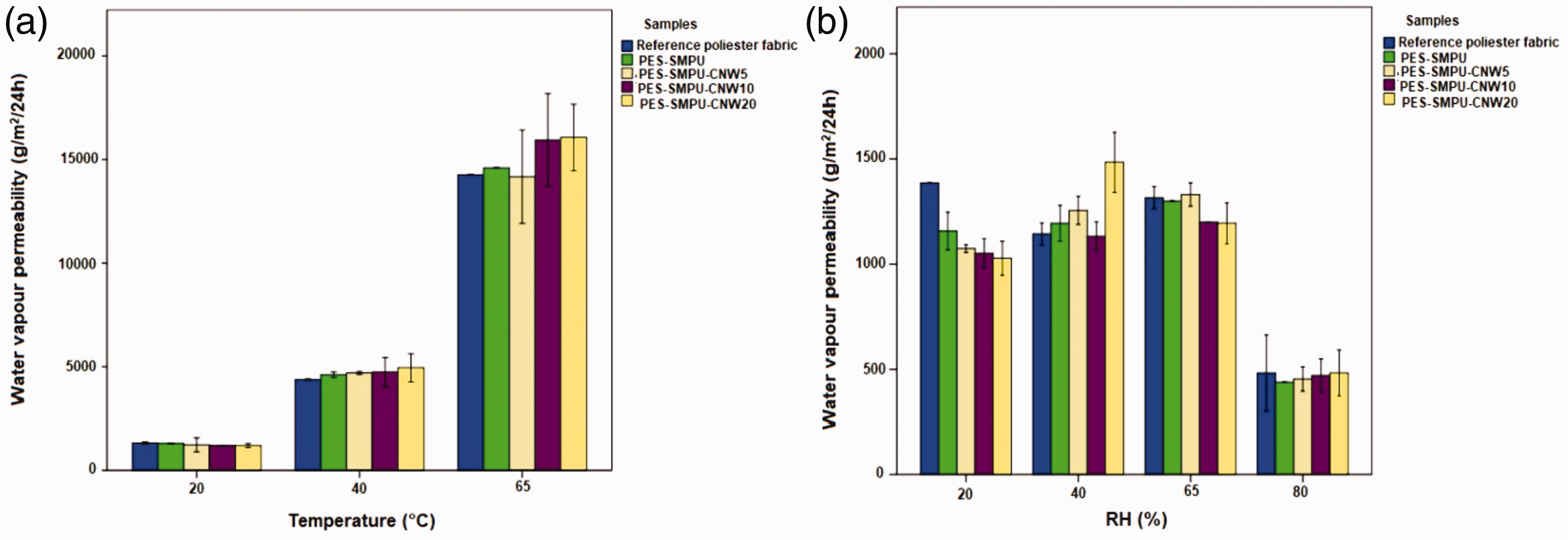
WVP values of the polyester fabrics according to different temperature (a) and relative humidity values.
WVP results differing according to relative humidity (RH) values at a fixed temperature of 20°C (Figure 7(b)) indicate that WVP results were statistically identical for different treatments (p > 0.05). When the effect of relative humidity is analysed, WVP reached the maximum values for 40% and 65% RH and decreased significantly (p < 0.05) for 20% followed by 80% RH. At 20% RH, the reference fabric sample had significantly the highest WVP and results decreased with CNW concentration. The mentioned phenomenon can be explained by strong hydrogen bonding of CNW percolation network which can be reversibly broken and rebuilt by moisture [35] within SMPU matrix. Lower WVP at low RH could provide insulation effect in polyester clothing for warmth retention and also skin moistening. On the other hand, SMPU-CNW nanocomposite treated fabrics, especially PES-SMPU-CNW20 had higher permeability at 40% RH, a middle level recommended for a comfortable zone (neither too dry nor too wet) [55]. At 40% RH level, SMPU-CNW nanocomposite treated fabrics had higher increment rates and maximum increase rate (from 20% to 40%) belong to PES-SMPU-CNW20. In the middle levels of RH such as 40%, moisture responsive permeability effect can be obtained with CNW particles whose hydrogen bonds, being formed with proton donors and acceptors, are disrupted by the absorbed moisture molecules, hence pores are created for water vapour passage [35]. As the RH value rise above 40%, permeability of reference and treated polyester fabric decreased as expected due to the reduction in water vapour concentration gradient between the microclimate and surroundings, triggering parameter of water vapour transfer [60].
Water absorption and transfer properties of fabrics are key contributors of the perceived thermal comfort [61,62], and fatigue level experienced when comfort cannot be enabled under extreme conditions or high activity. Thus water absorption capacities of polyester fabrics were investigated at different water temperatures. Absorption capacity values and increase trends calculated from the differences of values at different temperatures are given in Figure 8(a) and (b). Statistical analyses showed significant effects of both water temperature and finishing treatment type (p < 0.05) but interaction of these two factors was not found significant (p > 0.05). As can be seen from Figure 8(a), the water absorption capacities of fabrics, especially SMPU-CNW nanocomposite treated ones increased significantly with temperature (p < 0.05). According to literature, absorption capacity composes of water absorption by fibre molecules and moisture fill up in inter-fibre and inter-yarn pores. Therefore, amount of water taken increases with the porosity [42]. The effect of CNW on water absorption capacity is significant that while reference and SMPU treated fabrics had statistically identical and lower capacities, the values increased significantly with CNW concentration for all water temperatures. The increase ratio is higher also for PES-SMPU CNW20 (Figure 8(b)). Higher water absorption capacity in SMPU-CNW nanocomposite treated fabrics above Tg of SMPU can be attributed to temperature sensitive free volume change in the soft segments and higher molecular mobility [63] and hydrophilic nature of CNW nanoparticles within hydrophobic SMPU matrix. Also at temperatures above Tg of the SMPU matrix, the water molecules could interact with the nanoparticles in the crystalline regions as well as the amorphous regions with the help of temperature for SMPU-CNW treated fabrics. It is worthy to note that SMPU-CNW nanocomposite treatment could provide ability of adapting to dynamic environmental conditions in terms of water absorption besides other smart permeability features for polyester fabric.

Water absorption capacity values of the polyester fabrics (a), change in water absorption capacity values according to temperature (b).
Durability results
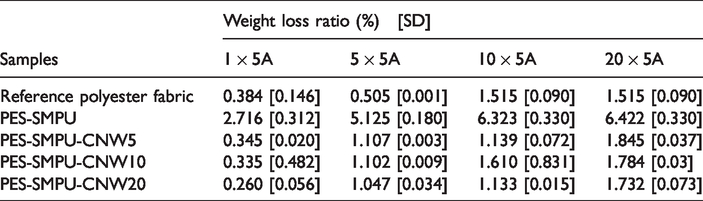
Durability of the SMPU and SMPU-CNW nanocomposite treated polyester fabrics were determined because temperature and water/moisture responsive nanocomposite treatment have potential applications for functional clothes, especially sportswear requiring high washing stability. The weight loss rates of treated polyester fabrics as a function of repeated washing cycles as 1, 5, 10 and 20×5A were given in Table 6. After washing the first time, all treated polyester fabrics had higher weight losses compared to the reference and SMPU treated ones showed a maximum weight loss of 2.716%. Also, the weight loss rate decreased for SMPU-CNW nanocomposite treated samples directly proportional to CNW concentration. The mentioned weight loss trend is the same for all washing cycles. Increasing washing cycles from 10 to 20, the maximum weight loss reached up 6.422% for PES-SMPU and minimum rate belongs to PES-SMPU-CNW20 (1.732%). According to weight loss ratios, it can be concluded that the SMPU and especially SMPU-CNW nanocomposite finishing treatment is quite stable on polyester fabric for many washing cycles required for a sports clothing.
Weight change ratios of polyester fabrics after repeated washing cycles.
Conclusion
Polyester is the most commonly used fibre for active or sportswear and dynamic permeability and absorption features are crucial for a sports clothing to enable smart thermoregulation function. Therefore SMPU-CNW nanocomposite finishing treatment was applied on polyester knitted fabric for simultaneous temperature and water/moisture responsiveness. Water vapour, air permeability and sweat absorption properties were investigated under different temperature and RH values to test thermoregulation performance of the treated fabrics. According to the results, SMPU-CNW nanocomposite treated polyester fabrics gained active thermoregulation performance through dynamic air and water vapour permeability and sweat absorption capacity stimulated by temperature and RH of body or environment. Moreover SMPU-CNW nanocomposite coating polyester fibre/fabric enhanced bursting strength and washing fastness performances. CNW incorporation into SMPU matrix enabled an easier way for production of dual responsive smart structures with higher shape memory performance. It also led to a decrease in Tg, an advantage for thermal comfort as a result of better suitability to body conditions. It can be concluded that SMPU-CNW nanocomposite structures, especially with 20% CNW content providing higher performance in terms of all tested features are thought to be suitable materials for development of smart polyester knitted fabrics for sportswear. Considering the market of sportswear and the place of polyester within it, the mentioned smart function gained with an easier procedure may be valuable for industry besides textile science.
Footnotes
Acknowledgements
Furthermore, we would like to express our gratitude to Saide Group for fabric supply.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research has received financial supports from the Scientific and Technological Council of Turkey (Project No. 118M228) and Süleyman Demirel University (Project No. 05424-DR-14).