
Abstract
The present research deals with the finite element analysis (FEA) considering high strength Kevlar/epoxy composites as a target plate subjected to ballistic impact by varying nose-shaped projectiles. A multi-scale modelling technique has been implemented with FEA to design the intricate weave architecture. The damage properties are adopted using a user-defined function in the explicit analysis. The proposed methodology is validated by the available literature. The conical-shaped projectiles will have more damage and penetration as compared to the flat projectiles, which are studied for two plate thickness. The conical 60° and conical 90° projectiles will have better penetration to the target plate even for the increased thickness, whereas the Conical 120° and Flat projectiles will have a significant reduction in residual velocities. Also, with the increment in thickness, the energy absorption will significantly increase for Flat projectiles as compared to the conical projectiles. For lower velocities, the yarn slippage and puncturing are the major factors of failure along with fiber breakage and matrix cracking. As the velocities increased, the dominant phenomena of failure will be the linear momentum transfer.
Keywords
Introduction
Various ballistic protection systems require high-performance fibers for protective systems for personal and automobiles. One of the most widely used ballistic materials is Kevlar fibers, which are applied directly as dry woven fabric layers and as composites. Even though the ballistic performance of a protective system is a strong function of material type, various fabric characteristics and structural features are equally significant. To develop the protective systems, it is mandatory to understand the resistance offered by the fabric design and composites. The kinetic energy of the Projectile is absorbed by the fiber yarns and the matrix used in the target plate. Chu and Chen [1] studied the ballistic performance of Kevlar fabric with different weave architecture. The study shows that the plain weave fabric will have the highest energy absorption against Twill and basketweave, especially for the low-velocity impact. This was further highlighted by Shimek and Fahrenthold [2], where they observed that aramid fabrics with the same architecture would have the highest energy absorptions. Zhou and Chen [3] numerically studied the effect of weave type and confirmed that plain weave fabric exhibits better energy absorption as compared to the satin weave. Stopforth and Adali [4], further investigated the Kevlar for body armours where the 2 D plain weaved Kevlar composites and are impacted using 9 mm projectiles to determine the weight and number of layers of Kevlar and ballistic gel required to stop the Projectile. Grugen [5] highlighted the importance of boundary conditions for understanding the ballistic behaviour. As study highlights that the free edges have more energy absorption as compared to the fixed edges for low velocities but this property diminishes at higher velocities gradually. Nilkantan et al. [6] studied the effect of clamping for aramid fabrics when subjected to the ballistic impact. Zeng et al. [7] studied the influence of boundary conditions on the ballistic behaviour of target plates for the two-sided and fully clamped targets. Their study highlights that two-sided clamped plates have higher energy absorption as compared to the fully clamped sides. Stress waves started upon impact travel along with primary yarns and produced auxiliary waves in symmetrical yarns at weave intersection points. When the stress waves arrive at the limits, they are either reflected by completely clamped edges or transformed into kinetic energy related with inward moving fabric material at unclamped edges. The stress waves reflected from clamped boundaries are altogether intensified in magnitude and consequently encourage damage and thus reduce the ballistic resistance. On account of four-clamped edges, the stress waves in essential yarns in direct contact with the bullet are reflected from all directions. A higher stress level is invoked, which triggers yarn failure quickly, causing the early penetration of the target plate. Phoenix and Porwal [8] established an analytical model for the ballistic impact response of fibrous materials. It centers around an un-tensioned 2 D layer impacted transversely by a blunt-nosed projectile. For the ballistic target plates, including various quantities of fabric layers, the distortion of the primary yarns in multiple layers would make a strain gradient, with the front layer having the enormous tensile strain and the back layer the smallest one. The issue of strain gradient is resolved with a strain expression developed by Porwal and Phoenix [9] for the strain at the edge of the Projectile, where the maximum strain in the primary yarns is associated with projectile velocity and the distance traveled by the transverse stress wave in terms of Lagrangian (material) coordinates. Chen et al. [10] further modify this model by incorporating the effect of several intrinsic factors such as yarn linear density and fabric thread density and the effect of various extrinsic parameters such as the projectile dimension and mass. Shaktivesh et al. [11] studied the stress wave propagation in the fabric targets during ballistic impact. They observed the various damage mechanisms with the effect of fabric thickness.
Pandya et al. [12] developed an analytical simulation technique to understand the longitudinal and transverse stress wave propagation in 2 D plain weave carbon/epoxy and E-glass/epoxy composites during ballistic impact and compared them. Bresciani et al. [13] studied the ballistic behaviour of 2 D plain woven composites using a multi-scale analysis approach. The study highlights that the initial layers are subjected to high shear stress as compared to the rear layers. Yahya et al. [14] studied the ballistic response of Kevlar/Kenaf hybrid woven composites against FSPs. The study highlights that composites failed due to a combination of fiber shear, delamination, and fiber fracture in the impacted surface. Parson et al. [15] studied the impact of a single layer of Kevlar fabric, considering a continuum level unit cell without explicitly considering every yarn.
Parameters affecting the ballistic behaviour due to the projectile
Several projectile parameters are affecting the ballistic phenomena like projectile mass, projectile diameter, angle of impact, and geometry of the projectile nose. A brief discussion based on available literature are discussed below: Mass: Kumar et al. [16] numerically investigated the ballistic behaviour of Kevlar/epoxy laminates for the influence of mass on the Projectile keeping diameter constant. Nilkantan et al. [17] studied the single layer fully clamped Kevlar fabrics when subjected to spherical, conical, and cylindrical projectiles of the same mass but of different diameters. It is witnessed in their study that residual velocity is higher, and the rate of deceleration of smaller projectiles of the same shape is lesser as compared to the largely shaped projectiles of the same shape. But, the deceleration rate of both the conical projectiles is less as compared to other projectiles. Projectile Diameter: Lim et al. [18,19] experimentally evaluated the critical velocity of Twaron fabrics with round projectiles of four different diameters and observed that damage mechanism shifts from shear to fibrillation as the curvature is increased. Angle of Impact: Naik and Raja Gopal [20] studied the oblique ballistic impact, and energy absorption of Twill weave E-Glass/Epoxy composites using analytical and experimental methods. The study revealed that friction is one of the significant parameters for energy absorption, and the fracture in the composite panel is due to the shear plugging. Dewangan and Panigrahi [21] studied the oblique impact on target plates made up of Kevlar/epoxy and comprehended the effect of obliquity for lower and higher velocities. A multi-scale modeling methodology is implemented to study the intricate design and complex ballistic phenomena. For the ballistic penetration mechanism, projectile geometry plays a vital role in damage evolution and energy absorptions. Projectile Nose Shape: Gurgen [22] numerically studied the effect of preloading and oblique impacts on aluminium plates and observed that full perforation is possible for low oblique angles but deformation method changes with increased obliquity. Dhakal et al. [23] studied the damage resistance of non-woven hemp fiber unsaturated polymers for low-velocity impact. Their main focus was to highlight the effect of projectile tup geometries, and they observed that it is necessary to understand the effect of nose shapes. Their study shows that different impactor shapes will generate various damage mechanisms, which will have significant effects on the residual velocities and energy absorption of the composite target plates. Hudspeth et al. [24] studied the effect of nose geometries for three different materials, namely Kevlar KM2, Dyneema SK76, and Autx against transverse impact by a high carbon steel razor blade, 0.30 calibre round projectile and 0.30 calibre FSP. The study revealed that Autx and Kevlar KM2 shows a cutting failure for the razor blade but exhibited a high degree of fibrillation when impacted by FSP and round Projectile. Even the Dyneema plates show cutting fracture failure by razor blade but show more resistance to the FSP and round Projectile. The study by Wen [25] mentioned that for carbon/epoxy laminates when subjected by high-velocity impact by different nose shapes causes damage by plugging and fiber separation. Ulven et al. [26] further studied the failure mechanisms and ballistic limit for satin weave carbon/epoxy plates with 50 calibre conical, flat, hemispherical, and FSP. Their study highlights the puncture capability of conical projectiles will give the highest ballistic limit. Severe flattening of fibers is observed for the hemispherical and flat projectiles whereas, and fibrillation is the major factor for damage in the case of ogival and conical projectiles, as mentioned by Lim et al. [27,28]. The sharp-nosed projectiles can slip through the fibers, and splitting of fibers occurs along and perpendicular to the length. Lee et al. [29] studied the low-velocity impact response of flat, conical, hemispherical, and semi-cylindrical projectiles on a sheet molding compound(SMC) laminates. The observation highlights that the conical Projectile will have the lowest energy absorption. The local indentation developed during penetration by flat and hemispherical impactors results in having similar energy absorption and damage mechanisms, whereas the semi-cylindrical generates the vertically propagated cracks. The type of damage mechanism will significantly affect energy absorptions, as observed by Zhou et al. [30]. They considered four geometric factors, namely projectile sizes, projectile nose shapes, target plate diameters, and boundary conditions applied. Mines et al. [31] investigated the high-velocity impact response by flat hemispherical and conical impactors on woven, Z-stitched, and through the thickness Z-stitched glass polyester laminates. They observed that flat and hemispherical impactors will have higher delamination as compared to the conical projectiles. Talebi et al. [32] numerically investigated the ballistic behaviour of Twaron fibers by varying the different nose shapes. They studied only about the dry fabrics, but composites may have a different effect on the damage mechanisms. Nayak et al. [33] considered the influence of matrix for Twaron plain weave composites with Polypropylene(PP) and epoxy as a matrix. Their examination highlights that the epoxy resin composites failed mainly as a result of shear behaviour as compared to the PP composites, which is attributable to the tensile mode of failure. Also, epoxy-based composites demonstrate localized failure, whereas PP based composites have a global method of failure.
Gaps identified and motivation for the present study
As observed from the above discussions that the effect of projectile nose shapes need to be more explored effectively, which is the motivation for the current study. Millan et al. [34] studied the ballistic behaviour of Kevlar/epoxy composites target plates for 7.62 mm projectiles of different nose shapes including flat conical and double nose shapes. They observed that the conical-conical double nose projectiles will have lowest ballistic limit. But the study fails to understand the effect of complex architecture which causes variations in the damage mechanisms. Similarly, Lopez-Puente et al. [35] studied the normal and oblique impact on woven Carbon Fiber Reinforced Polymer Composites (CFRP) composites experimentally and observed that for lower impact velocity, i.e., below the ballistic limit, damage extent increases and subsequently decreases when the velocity increases, i.e., above the ballistic limit. However, the methodology adopted was very simple as they modelled the composite like a laminated composite plate, which oversights the critical evaluation of the weaving and interlacing effect of the yarns. Li [36] investigated the dynamic response of Kevlar/epoxy laminate subjected to ballistic impact by aluminum foam projectiles and steel projectiles in order to understand the fibrillation, fiber splitting, and matrix cracking. Similarly, Dewangan and Panigrahi [37] investigated the ballistic impact of 3 D Angle Interlock woven composites and observed that the warp and weft yarns absorb the major portion of energy during the ballistic impact. Further, Dewangan and Panigrahi [38] investigated the effect of z-fiber yarns and their effect on ballistic resistance. The study highlights that most of the energy absorption is done by the primary warp and weft yarns, whereas z yarns act for the un-crimping warp and weft yarns. With the advancement of shear thickening fluids(STF), the ballistic performance are increased by incorporating the SiC additives in the target plates as studied by Gurgen et al [39,40]. The literature review enlightens on numerous aspects that influence on properties and the dynamic reaction of material composites incorporating different analytical solutions [41–45], numerical [46,47] and experimental methods [48–51] and, are extensively explained in the review articles [52–57]. In general, to convey much better quality for ballistic protection, various studies are conducted in the form of yarns, fabrics, matrix, and composites.
The current study exhibits with the ballistic behaviour of 2 D plain weave Kevlar/epoxy composites with different nose shape projectiles using a multi-scale method. A Representative Volume Element (RVE) technique is adopted to design the plain weave architecture as these preforms are periodic in the plane of the warp and fill yarns. The generation of RVE of the material is explained in the subsequent sections. A commercial FEM code of ABAQUS is utilized with a user subroutine called VUMAT for explicit dynamic analysis is implemented in the simulations. The model is validated by comparing the methodology with two different materials. Further, a series of FE simulations were conducted for 2 D plain weave Kevlar/Epoxy composite with varying nose shape (from 30° Conical to 180° Flat nose) projectile. A peculiar variation was observed for the energy absorption of the different nose projectiles, and conical (90°) is having both the effect of shear plugging and wedging. Further, the study is extended for the two plate thickness of 5 mm and 10 mm to understand the effect of thickness. Additionally, this paper is an up-gradation of the previous works done by the authors for 2 D plain weave [21,58], 3 D angle interlock woven composite [37], and 3 D orthogonal woven composite [38,59]. In the previous studies, only the effects of the target plate are the significant parameter for the study. Still, the current study explains the influence of nose shape on the ballistic behaviour of 2 D plain woven Kevlar/Epoxy composite. The paper is organized as follows. In section 2 we describe the thorough multi-scale modelling along with the damage model. Results and discussions are discussed in section 3 followed by the conclusions in section 4.
Methodology
The modelling of the target plate made up of 2 D Plain woven Kevlar/Epoxy is complex and challenging to define the weave architecture adequately. These are designed using a Micro-Meso-Macro transition approach called Macro Homogeneous-Meso heterogeneous modelling technique. Figure 1(a) represents the flow of the methodology utilized for the multi-scale analysis.

(a) Micro-Meso-Macro transition approach applied for the present analysis. (b) Flow Chart of the work for analyzing the ballistic behaviour of the target plate. (c) Flow chart of User Subroutine VUMAT.
The damage behaviour of fiber and matrix is incorporated in the meso-scale analysis. The constituent response from the meso-scale is taken as the global constitutive for the homogeneous macro-structure. So the global properties of the macro-scale are the homogenized properties obtained from the meso-scale. The coupling between two scales mechanics (Macro homogenous and meso heterogeneous [13,58–61] depends upon the efficient design of RVE, which provides the homogenized output for the macro-scale.
A user-defined material called VUMAT for explicit dynamic analysis is integrated to express the damage behaviour of the constitutive yarns and matrix. VUMAT (Vectorized User- defined Material, is basically the subroutine which is used for explicit analysis in ABAQUS) is a subroutine that describes the elastic relationship between stress and strains incorporating the damage initiation, fiber, and matrix cracking. Referring to Figure 1(b), the constitutive relations are referred from Luan and Gu [62] and are implemented in the Fortran code, which in turn are incorporated in the simulation using a VUMAT. The subroutine fails means the elements get deleted as per the failure criteria described in section 2.2. Similarly, Figure 1(a) describes the different scale analysis involved in the present analysis, and several processes are discussed in section 2 in detail. Figure 1(b) represents the flow of methodology which starts with “Design of Weave Pattern” where warp and weft yarns and material properties are defined. This proceeds to “Finite Element Modelling”. Further, “Result analysis is evaluated for KE dissipation and residual velocity,” as shown in the figure and are discussed in detail in the Results and discussion section where “Validation” is made with available literature. Figure 1(c) represents the flow of subroutine, which was mentioned in Figure 1(b). So, when the stress and strain values reaches the defined values as per the damage criteria, the calculation stops, and the elements get deleted from the simulation. All laws are applied on the constitutive sub-cell level, so every data stored will be modelling at each increment and subsequently progressed for the consecutive time step. In order to visualize the maximum values at sub-cell, the Solution Dependent-State Variables (SDVs) are defined for each orthogonal direction within the RVE of the material point. So, at every increment, the multi-scale properties will be evaluated for the failure criteria and stress properties of the homogenized composite. A total of 4-6 hours of computational time is required on the 256 core, 2.64 GHz high performance computing cluster.
Multi-scale modelling
Micro-scale modelling: Modelling of fiber and matrix
The micro-scale model represents the various class of intricate micro-level constituencies, which include fiber properties and strength and its interaction with the interface and matrix. These are necessary to understand the single yarn pull-out behaviour, fiber breaking, matrix debonding, and various micro damages. The properties of the fibers, matrix and interfaces are part of local data (input phenomena) of micro-scale. The homogenized properties (global data or output) of the micro-scale represent the local properties of meso-level. In the present study, the Kevlar yarns are considered to be transversely isotropic material, whereas the epoxy resin as an isotropic material. Table 1 represents the material properties for epoxy resin and Table 2 for Kevlar, which are considered in the present FE analysis. Table 3 provides the various failure properties of Kevlar fiber. X1T and X2T are the tensile strengths in warp and weft directions, ZR is the tensile strength in through the thickness direction; SL is the longitudinal shear strength and ST is the transverse shear strength, failure occurs when any damage variable (dij) reaches the value 1 as described by Millan et al. [34].



Meso-scale modelling: RVE design with architecture with FE
The second step is to define the Meso-heterogeneous since the yarns and the matrix are reproduced individually as can be observed in Figure 1(a). In the present analysis, the meso-scale modelling represents the geometry of the individual yarn, as presented in Figure 2. Table 4 provides the RVE geometrical input data for designing the weave architecture.
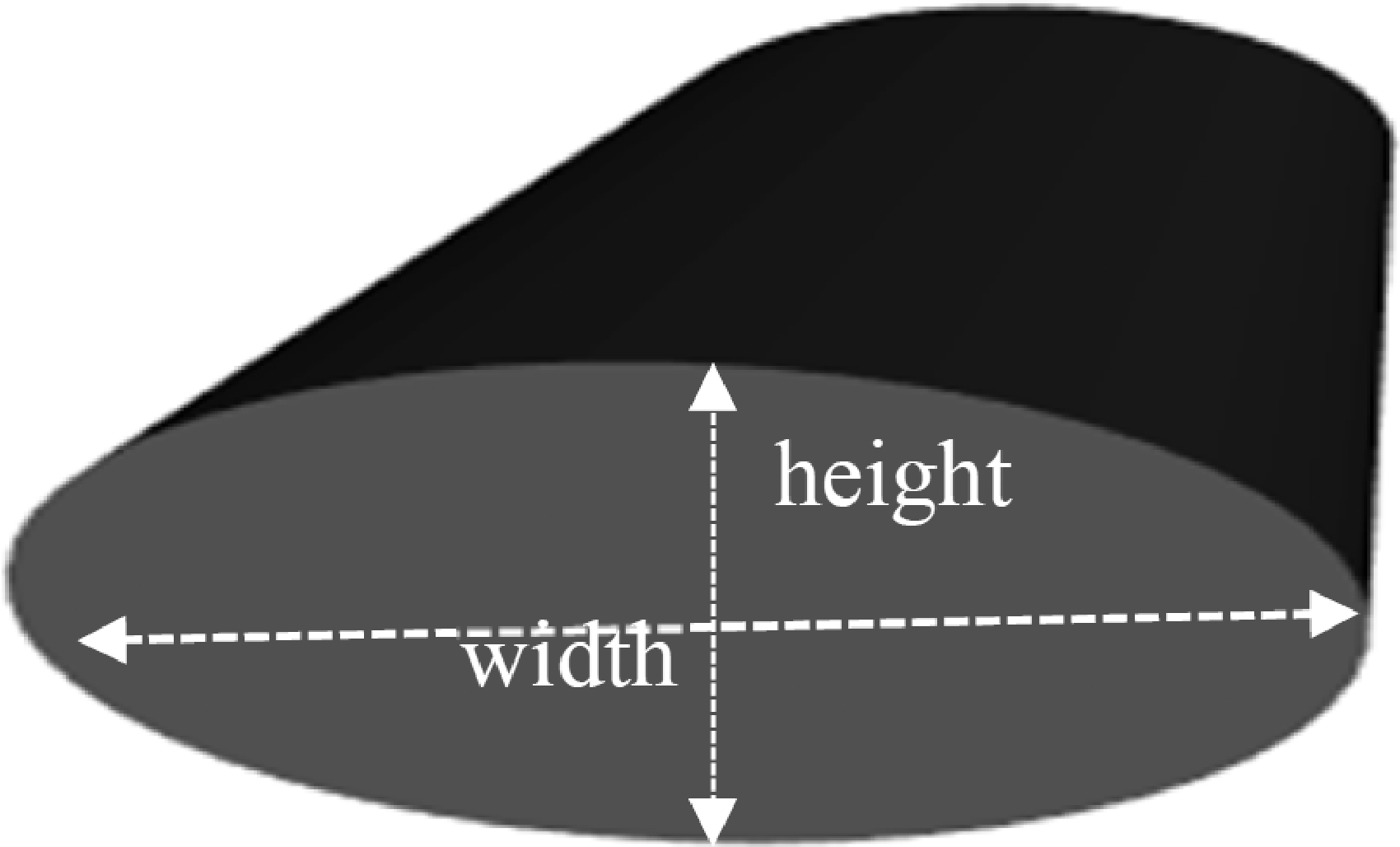
Geometry of the yarn.

The meso-scale characterizes the influence of fiber packing (volume and fraction) due to orientation and design. The inner structure is characterized by the architecture design and associated deformations applied to the fiber during the part design. The homogenized properties are integrated with revision (every successive increment will refine the properties) at meso-scale. Global on meso level means local distribution at the macro level and local in meso level represents global of micro-scale modelling which includes the homogenization of RVE fiber packing, fiber orientation, and volume fraction of the fiber. The meso-scale modelling includes the voxel-based homogenization strategy incorporating the Mori-Tanaka Homogenization method [60,63–67] to represent the behaviour of the composite. The commercial tool MSC-DIGIMAT has been utilized to model the RVE. Other model designers are Wisetex [60,61] and Texgen [68,69], which are widely used recently. Table 5 provides the meso-scale data which are utilized in the present study. The areal density and fiber volume fraction are the global data of micro-scale and are input (local data) to the meso-scale along with the yarn linear density, which will be depended on the geometric and material properties of yarn and matrix.
Meso scale data of 2 D plain Weave and 3 D Interlock weave.

The microstructure in the RVE for the 2 D Plain Woven composite with yarn and matrix along with its discretised form is shown in Figure 3. A voxel-based non-conformal meshing is used having 50 elements in all the three directions leading to a total number of 1,25,000 3D continuum hexahedral solid elements designated as C3D8R with reduced integration which is defined for the discretization of the RVE. A series of simulations were conducted by varying the number of elements and observed that the discretization of the RVE with 50 elements is optimal for evaluating the initial values. Furthermore, the main purpose of meso-scale analysis is to provide the homogenized properties of the composite to be utilized by the macro-scale model (Target plate).
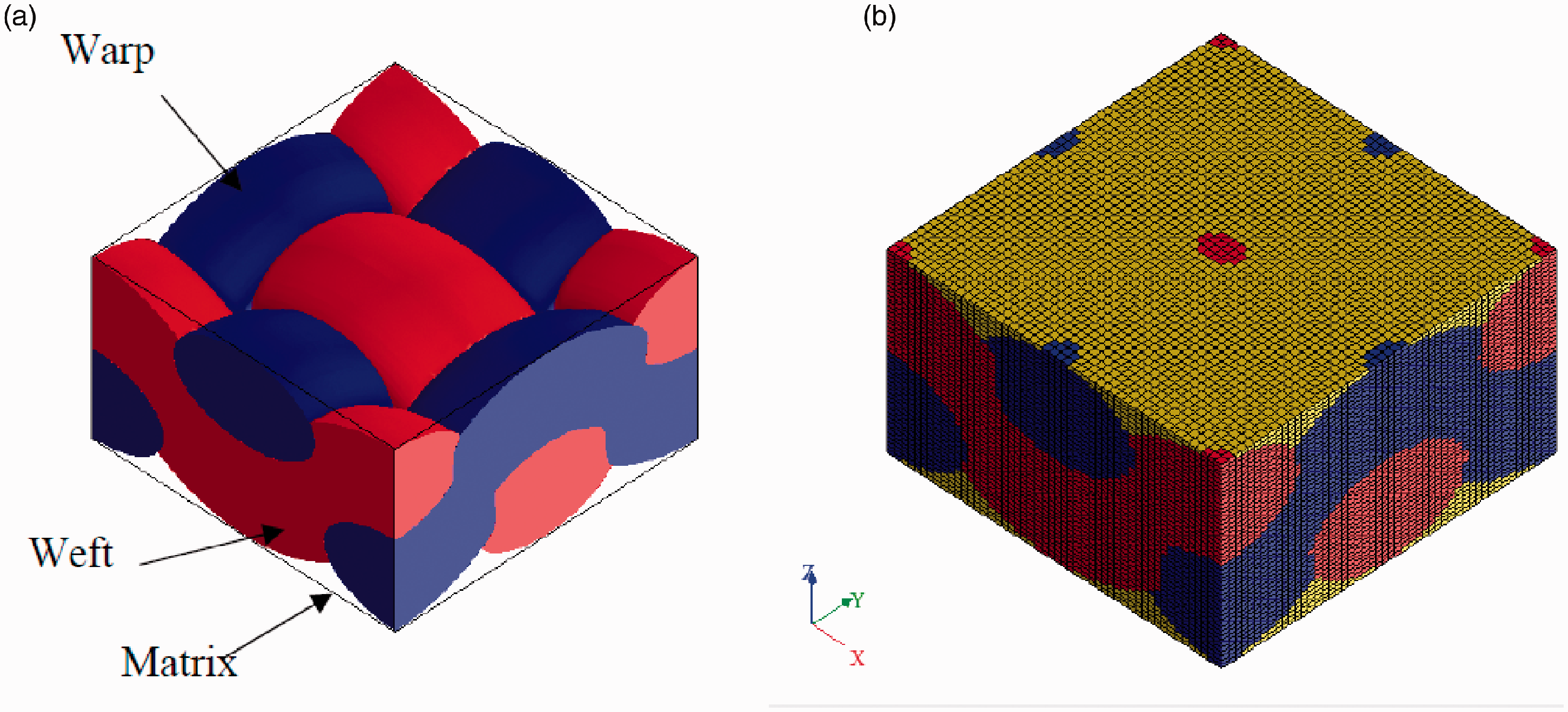
Weave Architecture of the RVE. (a) 2 D Plain Weave with matrix (blue colour represents the Warp, and red colour is for Weft yarns and the empty space is used for the matrix). (b) meshed RVE (blue colour represents the Warp, and red colour is for Weft yarns and the yellow colour is used for the matrix).
The model is loaded with a uniaxial strain of 1% in the longitudinal direction to evaluate the initial homogenized data for the calculation of stresses on the composite plates, which is necessary to define the mechanical behaviour as mentioned by Jia et al. [70]. They also evaluated the axial as well as the shear strain of varying percentage of strains for different fatigue period. Although in the present analysis, the simulation is carried out only to obtain the initial homogenized material properties (global data output) for utilising it in the macro-scale (local data input) and to initiate the VUMAT subroutine for the failure criteria.
Macro-scale modelling: FEA of target plate
In the Macro-scale modelling, a real-time problem/real structural problem is modelled along with its 3 D geometry of the target plate called homogenized composite plate. The damage and other material parameters are defined and can be done on Meso-scale also. This design consists of the finite elements which are discretized along with the loading and boundary conditions of the target plate. In order to simplify the problem and to reduce the computational cost, a symmetrical quarter model of the composite plate of thickness 5 mm and width, the height of 25 mm (shown in Figure 4) is modelled along with a deformable 7.62 mm conical-cylindrical Projectile which is discretized by 106456 hexahedral finite elements designated as C3D8R along with the boundary conditions. A series of simulations are conducted with varying the element size in the macro scale, and a progressive element biasing is selected along with several partitions is used to achieve the optimum number of elements for the macro-scale analysis, as can be seen in Figure 4(b) and (c).These elements are linear 3 D continuum hexahedral elements used to discretize the plate. A total of 6200 elements are used for discretizing the Projectile. The Projectile is having the outer diameter of 7.62 Armor Piercing (AP) rounds, but for simplification, only the core has been utilized which is made up off steel having density 7.85 g/cm3, Modulus of Elasticity equals to 210 GPa and Poisson’s ratio is taken as 0.3. A cylindrical projectile of 7.62 mm with an equal number of elements has been utilized for the discretization.

(a) Schematics of a quarter geometry of the target plate and Projectile (all dimensions are in mm not drawn in scale), (b) Discretised model and (c) zoomed view of the mesh of the plate highlighting the progressive meshing utilized for the proper stress wave propagation and maintaining the optimal solution for the macro-scale.
Several FE simulations are conducted for different nose shapes changing from conical to flat projectiles. Further, the study is extended for the two plate thickness of 5 mm and 10 mm to understand the effect of plate thickness. Dewangan and Panigrahi [21] and Chu et al. [71] studied the effect of angle of attack on woven composites, and the identical concept is considered here. During ballistic impacts, the contact surfaces of plate and Projectile constantly change on account of the target plate failure. For defining the variations due to interaction in contact, a penalty-based hard contact formulation is applied, where the master surface is defined for the projectile surface and the slave surfaces of the composite plates. In contrast, interaction with the bullet takes place as in practice mentioned by Lomov et al. [60,61]. The nodes of the slave surface should be allocated to the stiffer part, and they are forced not to infiltrate the master surface by methods of scale factors with lower values, altogether not to present anomalous energy in the system. A strategic distance must be maintained between the two surfaces to avoid excessive penetrations among themselves. It is a “two-way” plan, which implies that the interpenetration, which creates the contact forces relative to the fictitious springs, is verified twice for the slave and the master nodes. The surface to surface subroutine program of ABAQUS, which defines the contact algorithm between the target plate and the impacting Projectile, is applied. For the deleted elements, the element deletion tab is checked on. When the materials fail as per the failure criteria, finite elements get deleted, resulting for the contact subroutine to define the new contact between the newly generated surfaces and the Projectile. The frictional coefficient also has the tendency to absorb the impact energy. Even after the various damage mechanisms like fiber extension, fiber rupture, matrix shearing, and matrix cracking, the target plate still offers resistance to the projectile motion. And if the kinetic energy of the Projectile is not enough to overcome the frictional resistance, it will not penetrate the target plate. Besides this, inter yarn friction also plays an important role. This has been mentioned by many researchers. The static and dynamic coefficient of friction is considered in the explicit analysis as 0.18 [63,72,73]. As mentioned by Zeng et al. [7], fully clamped target plates will invoke higher stress levels. Hence a symmetrical boundary conditions are placed for two sides, and rest two are fully clamped to design the fully clamped case. The symmetrical boundary conditions are invoked by providing appropriate constraints at two sides of the plate (i.e. two rotational degrees of freedom i.e. UR2=UR3 = 0 for ‘x symmetry’ and UR1 = UR3 = 0 for ‘y symmetry’ and one translational degree of freedom is fixed U1 = 0 for ‘x’ and U2=0 for ‘y’) and other two sides are considered to be fixed (Constrained all the degrees of freedom i.e. U1 = U2 = U3 = UR1 = UR2 = UR3 = 0).
Failure criteria for VUMAT subroutine and energy absorption
The interdependency of damages obstructs the mostly utilized damage dissipation function in the field of continuum damage mechanics (CDM). The damage of the fiber package is thought to be free from extreme strain failure mode in axial as well as in transverse direction. During the penetration process, a very small amount of damage occurs due to compression, which can be neglected for the present analysis at the beginning part of the target plate. The element deletion tab is checked on by defining the failure strain. Once the target plate attains this failure strain, elements get deleted from the analysis, and total energy is balanced by the remaining finite elements The main reason behind the ultimate failure of the target plate is the failure due to shear deformation of matrix and damage propagation in fiber axis. When the subcell strain attains the maximum strain of fiber or matrix [62], the failed elements of the FE analysis will be deleted. The composite material model used for the Kevlar/epoxy composite is obtained from the Chang-Chang model [74], which has been widely used in literatures [35,75,76]. This model considers four types of failures, and damage variable d(stress dependent) varies from no damage (0) to full damage [1]. Some improvements are inducted for the woven composites and are shown below. When d equals one, the target plate loses its strength, so some of the stress components are set to zero. Delamination: The damage variable follows the equation

This method is applied only for out-of-plane tension ( Fiber failure: This damage criteria, which considers tensile and compressive fiber breakage, was slightly modified: fibers exist in two directions (1 and 2).
Hence two different equations are used, equation (2) for fibers at 0°, and equation (3) for fibers at 90°

Constants Xt and Yt are tensile strengths in the 1 and 2 directions, respectively, and for this material, both have the same value; Sf is the through-thickness shear strength. When one of these two damage variables equals one, all the stress components that appear in the equation are set to zero.
Numerical investigation of 2 D plain weave composite
The focus of the present research is to assess the capacity of the numerical method to imitate the physical phenomena engaged with this composite material during ballistic impact, which can acknowledge the effect of projectile nose shape efficiently. The proposed methodology is validated by simulating the target plate of 2 D weave and compared with the available literature of two different materials.
Target plate
This section has discussed the model validation of 2 D plain weave with two different materials. Several researchers [21,34,36–38,77–79] investigated the dynamic response of target plates subjected to ballistic impact to understand the various damage mechanisms like fibrillation, fiber splitting and matrix cracking. Similarly, Gu [80] studied the ballistic behaviour of Twaron multilayer fabrics subjected to 7.62 conical-cylindrical steel projectile and mention that the aramid fibers have an insensitivity to the strain rate. As observed by various studies [81,82], that PPTA fibers, like Kevlar and Twaron, are rate insensitive materials, so this makes Kevlar as ideal fiber for the impact resistance composite structures. To validate the present methodology for efficient multi-scale modelling, a two-dimensional Plain Weave (2DP), whose weave architecture is shown in Figure 3(a) and discretized RVE in Figure 3(b). The composite plate is modelled as per Figure 4, which underwent ballistic impact by different projectiles having varying nose shapes. Further, the study has been extended for 10 mm plate thickness. Damage evaluation: The element deletion option is on for the damage of the composite plate when the Projectile is penetrating. When the stresses decrease to zero, a large deformation has appeared on the deletion of the element. Once the critical values are achieved for either fibers or matrix, out of plane strain by considering the maximum strain criteria, the element gets deleted from the plate after every increment. Energy Absorption: As there are no external forces applied in the Finite Element model, all the energy is conserved, and the variation of the kinetic energy of the Projectile must be transformed to either change in internal energy or change in sliding energy. The change in the internal energy is the sum of the remains of residual velocity and stress wave energy absorbed by the target plate. On the other hand, initial incident velocity and projectile incidence angle are the main parameters for the change in sliding energy. The absorbed energy EA by the target plate will be the difference between the incident kinetic energy Ek and residual energy Er .

So, Percentage Energy absorption is evaluated as:
The present analysis reveals that maximum energy is absorbed by the fabric weave and as the effect of strain variation in the FE model by VUMAT, the sensitivity for ballistic impact is very high for filament yarns.
Projectile
Figure 5(a) represents the front view of the geometry of the steel projectile with different nose shapes highlighting the conical angle of the nose-tip of the projectile. Different nose shaped 7.62 calibre projectiles varying from conical to Flat (30° Conical to 180° Flat nose with an increment of 15°) is impacted on the composite target plate with the initial velocity of 350 m/s for all the projectiles. The mass of each Projectile is 5 g, and the calibre is constant, so the overall volume is constant by maintaining only the length which is the only changing variable as shown in Figure 5(b) and (c) where nose-tip angles are mentioned as 180° Flat nose and conical 90° respectively. It’s a representation for different nose shapes and an attempt has been made to represent the array of nose shapes in a line so that understanding will be easier. Figure 5(d) shows different projectiles with its discretization for better understanding of different nose shaped projectiles. While FEA only the quarter geometry of the projectile is used and were given symmetry boundary conditions similar to the target plate. Also, the projectile is considered as rigid body and an initial velocity is provided for the simulations in the ABAQUS. All the projectiles are initially given 350 m/s incident velocity and the energy absorption is studied for different nose shapes. Then the results are extracted in the form of residual velocities and energy absorption. Further, the study is extended for two plates of different thickness of 5 mm and 10 mm. The simple design of the bullet is adopted from the literature by Millan et al. [34] and is implemented for the present study.

(a) Schematics of the front view of the geometry of the projectiles with various nose shapes from conical to Flat (all dimensions are in mm and not drawn in scale) (b) 7.62 flat projectile (c) 7.62 90° conical projectile and (d) Discretized image of different nose shaped projectiles (from conical 30° to 180° (Flat)).
Results and discussion
In this section, FEA results obtained from the propsed methodology are first validated with the available literature. The projectiles are considered as rigid for te simulations as no deformation is observed in the projectiles after the ballistic impact. Furthermore, the study is extended for several nose shapes and the varying nose shape projectiles are divided into four segments. A series of simulations are conducted and critical analysis is done for Projectile from each segment and effect of thickness for energy absorption is studied.
Model validation
Figure 6(a) and (b) shows the comparison between predicted residual velocities and Experimental results for 2 D Plain Weave composites for two different materials Kevlar and Carbon, when impacted by 7.62 mm projectile. The residual velocity is considered as the variable and is compared with two different materials for the validation of the proposed methodology. So, the present modelling technique and the analysis are compared with the experimental and numerical simulations of Millan et al. [34] for the Kevlar and with Lopez- Puente et al. [35] for the carbon/epoxy woven laminates. It can be observed that the present FE simulations are in good agreement with the available literature [34,35]. The discrepancies in the values of the residual velocities may be due to different assumptions considered during the multi-scale modelling (i) Different damage criteria used by Millan et al. [34], (ii) Usage of basket weave as compared to plain weave for Kevlar as used by Millan et al. [34] and (iii) different elements selections. The trend of residual velocity is showing a similar pattern as projected by numerous researchers, thus establishing the projected modelling methodology.

Validation of results between Predicted residual velocities and Experimental results for 2 D plain weave composites for two different materials impacted by 7.62 mm projectile: (a) Kevlar/Epoxy. (b) Carbon/Epoxy.
Numerical investigation of 2 D plain weave composites with different projectile nose shapes
Figure 7 represents the energy absorption of all the projectiles utilized for impacting the 2 D Plain Weave Composite plate. All the projectiles are initially given 350 m/s incident velocity and the energy absorption is studied for different nose shapes. This can be divided into four distinct segments.

Energy absorption as a component of projectile nose shape for 2 D plain weave.
Another significant observation is that the sharp projectiles below 60° not necessarily cause more deformation. The sharp nose tip of the Projectile itself will get deformed easily due to the resistance offered by the composite. Moreover, the manufacturing for a very pointed tip is challenging, and most of the mass will be removed for the given length of the Projectile (for keeping the mass of the Projectile constant as constraint in the present analysis), thus instigating the failure of the Projectile to penetrate the compsite plate. An interesting and non-intuitive outcome of the present study is that the existence of a matrix will subside the natural failure of textile interspaces between the intertwined yarns. This will enhance the energy absorptions of the textile composites due to the additional opposition offered by the matrix. Also, energy observation is the response of the initial impacting velocity of the Projectile. A similar representation was presented by Tan et al. [28] and Talebi et al. [32] for Twaron fabric 2 D weave armour.
To understand the effects more efficiently, four different nose angled projectiles, each from every segment mentioned above is selected. So, four projectiles, Conical 60°, Conical 90°, Conical 120°, and Flat Projectile is selected and studied for their ballistic behaviour, and residual velocity and energy absorption are considered as the parameters as can be observed in Figure 8.

(a) The residual velocities of different nose shape projectiles for the 5 mm plate thickness. Furthermore, the percentage of the total kinetic energy absorbed by the projectiles (%EA) is shown in (b). As can be observed from the figure that energy absorption is least in case of (a) Residual velocity vs Incident velocity and (b) energy absorption by the target plate with 5 mm thickness for different projectile nose shapes.
Figure 8(a) highlights the residual velocities of different nose shape projectiles for the 5 mm plate thickness. Furthermore, the percentage of the total kinetic energy absorbed by the projectiles (%EA) is shown in Figure 8(b). As can be observed from the figure that energy absorption is least in case of conical 60° projectiles and maximum for the Flat Projectile as discussed in the previous portions. A similar observation was mentioned in the studies conducted by Tan et al. [28] and Talebi et al. [32] where they considered the Twaron fabric. Furthermore, once the Projectile has attained a sufficient velocity (above 350 m/s), the behaviour of all the projectiles becomes almost linear for the trend in residual velocities. This is due to the fact that after sufficient energy absorption by the plate, the linear momentum transfer by the Projectile becomes the dominant phenomena for higher impact velocities. This will be more efficiently discussed in the next section.
Effect of plate thickness in energy absorption of the target plate
Several studies [33,42,50,84–86] highlight the importance of plate thickness for the energy absorption of the projectiles. De Oliveira Braga et al. [84] conducted experiments with 7.62 mm projectiles with ammunition speed of 800 m/s on multiple dry fabric layers of Kevlar, comprising 96 layers and thickness of 50 mm. The study shows that 50 mm of aramid fabric thickness is required for complete absorption of the Projectile at such speed. Similarly, Nguyen et al. [85] conducted an experimental study for UHMWPE composites by 12.7 mm and 20 mm calibre projectiles for thin plates of 9 mm to thick plates of 100 mm. Alonso et al. [42,86] conduct investigations based on the ballistic behaviour of monolithic plates with high-velocity impact and observe that the energy absorption, perforation are also affected by the composite plate thickness and areal densities. The present study highlights the effect of plate thickness for 7.62 mm projectiles for the above mentioned four projectiles(Conical 60°, Conical 90°, Conical 120°, and Flat) and their effect in penetration of two plate thickness of 5 mm and 10 mm. Figure 9(a) represents the residual velocity against the incident velocities and Figure 9(b) represents the energy absorption by the 10 mm thick target plate. As can be observed from the figure, the energy absorption is significantly increased as compared to the 5 mm plate thickness. The main reason behind the extra energy required to break the resistance offered by the hick composite plates. Furthermore, the effect of linear momentum transfer is the predominant phenomena in the ballistic peneteration after 350 m/s and can be conluded from the Figure 10 which shows residual velocities and energy absorption for different velocities when impacted by four different projectiles of Conical 60°, Conical 90°, Conical 120°, and Flat Projectile.

(a) Residual velocity vs Incident velocity and (b) energy absorption by the target plate with 10 mm thickness for different projectile nose shapes.

The residual velocity and energy absorption against incident velocities for four different projectiles. (a) Conical 60°. (b) Conical 90°. (c) Conical 120°. (d) Flat projectile.
As can be seen form Figure 10(a) and (b) the conical 60° and Conical 90° projectile will have higher energy absorption and reduction in the residual velocities. Another observation is that the plate will fail at higher velocities, but with the increment of thickness, its energy absorption is significantly increased. Figure 10(c) and (d) represents the residual velocities and energy absorption of the Conical 120° and the Flat Projectile. The energy absorption is very high even for higher velocities for these projectiles. The shearing phenomena of failure at the preliminary stage requires a good amount of energy for the increased thickness of the plate for both lower and higher velocities. This causes more energy absorption even at higher velocities. The Conical 90° projectile will have better penetration and lesser energy absorption for both the plate thickness, which makes it more lethal for the target plate damage. Conical 90° projectile is selected for further analysis for developing better weave architectures like 3 D weaves, as studied by Dewangan and Panigrahi [37,38], which can offer better resistance against the 7.62 Conical 90° projectiles.
Figure 11 represents the target deformation at 350 m/s for the four different conical projectiles for 5 mm thickness plate. The conical 60° and Conical 90° projectiles will have better penetration to the target plate even for the increased thickness, whereas the Conical 120° and Flat projectiles will have a significant reduction in residual velocities. As described in the introduction section that a more detailed study of different nose shapes and its effect on the ballistic behaviour needs to be explored more which was discussed here. Furthermore, a multi-scale model helps in the detailed analysis at different scales, which helps in analyzing the ballistic effect at all scales.

Representing the different deformation of the target plate when hit by different projectiles at 350 m/s for 5 mm thickness plate. (a) Conical 60°. (b) Conical 90°. (c) Conical 120°. (d) Flat.
Conclusions
The present study utilizes a multi-scale modelling technique, and the effect of the nose shape of projectiles and plate thickness are taken as parameters for understanding their influence during ballistic phenomena. The methodology is validated by comparing the residual velocities for two different materials, namely Kevlar/epoxy and carbon/epoxy, from the available literature. The model is implemented for understanding the energy absorption of varying nose shapes. A series of FE simulations were conducted for 2 D plain weave Kevlar/Epoxy composite with varying nose shape (from 30° Conical to 180° Flat nose) projectile. Four different nose shapes are selected from the four segments are compared for the residual velocities and energy absorptions. Figure 11 represents the target deformation at 350 m/s for the four different conical projectiles for 5 mm thickness plate. The conical 60° and Conical 90° projectiles will have better penetration to the target plate even for the increased thickness, whereas the Conical 120° and Flat projectiles will have a significant reduction in residual velocities. Also, with the increment in thickness, the energy absorption will significantly increase for Flat projectiles as compared to the conical projectiles. For lower velocities, the yarn slippage and puncturing are the major factors of failure along with fiber breakage and matrix cracking. As the velocities increased, the dominant phenomena of failure will be the linear momentum transfer. Among several projectiles, conical 90° projectiles will have better penetration, and less energy absorption and Flat Projectile will have the highest energy absorption and lowest residual velocities.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.