
Abstract
The present work reports an experimental study on the thermal and mechanical properties of hybrid composites obtained from Petiole Date Palm Fiber (PDPF)/Glass fiber (GF) as reinforcement and vinylester resin (VE). In order to improve the fiber/matrix adhesion, palm fibers were alkali treated with 5% NaOH solution for 24 h–72h. SEM and ATR-FTIR analysis revealed that the 48 h treatment of PDFP with NaOH solution led to rough fiber surface. Vacuum assisted resin transfer molding (VARTM) system was used to produce four hybrid composites (30PDPF/0GF, 20PDPF/10GF, 10PDPF/20GF and 0PDPF/30GF) where the weight ratio of total fiber reinforcement was kept 30%. The treated palm fibers were arranged as a nonwoven mat and placed between woven glass fabrics. Tensile, flexural, dynamic mechanical thermal analysis (DMTA), and thermogravimetric (TGA) were carried out to evaluate the performance of the hybrid composites. The flexural strength and modulus for pure PDPF composite were found to be 60 MPa and 3.87 GPa respectively. Addition of 20%wt glass fiber led an increase in the thermal stability and an enhancement in the tensile and flexural strength by 71.72% and 74.51%, respectively compared to pure PDPF composite. However, the incorporation of 10% of PDPF increases the damping factor from 0.2 for the composite glass/VE to 0.54 for the hybrid 10PDPF/20GF. According to findings of this study, PDPF based composites can be used as non-structural parts in automotive and boat industries.
Introduction
The use of natural fibers is a sustainable and environmentally friendly strategy that reduces the negative impact of human activities. Due to the increasing environmental concerns, natural fibers received significant attention as alternative reinforcement for composite structures. They particularly offer higher strength-to-weight ratio compared to synthetic fibers, reduction in toxic gas emission, less dependency on oil sources, and reduction in energy consumption [1,2]. Compared to the structures reinforced with glass fibers, the use of natural fibers reduces the cost and weight by 5 to 10%, while reducing energy requirements by about 80%.
Their hydrophilic surface causes weak interface with polymer matrix. For this reason, several approaches have been developed to improve the adhesion between fibers and matrix by increasing the wettability of natural fibers [3–6]. This can be achieved by removing the outer layers and impurities, changing the topography or the chemical nature of the fiber surface [5]. Pothan et al. [7] evaluated the mechanical properties of alkali treated banana fibers to enhance the adhesion with polyester resin. The alkali treatment improved fiber-matrix interface significantly and led to 39% and 10% increase in fiber and composite tensile strength, respectively. Reddy et al. [8] investigated the effect of alkali treatment (5%, 10% and 15% concentrations) on the mechanical properties of epoxy resin reinforced by prosopis juliflora fiber. The optimum alkali concentration was found to be 10%, where the flexural strength of the composites was improved by 12%. Guduriet al. [9] showed that alkali treatment enhances the adhesion between hydrophobic and hydrophilic contents, where the flexural strength increased by around 30 MPa after treatment of H.Populifolia fabric by 5% NaOH. Khaldi et al. [10] investigated the mechanical properties of anisotropic vegetal Alfa fibers and interface between fiber and epoxy matrix. The energy release rate around the interface decreases which is higher in the presence of debonding areas generated after insufficient wetting.
High performance glass or carbon fibers can be additionally used when the natural fibers do not meet the requirements. Thwe et al. [11] investigated the mechanical properties of bamboo/glass fibers reinforced polypropylene composites subjected to different loading ratios. By adding 20% of glass fibers, tensile and flexural strength of composites increased around 12.5% and 10% respectively compared to pure bamboo composite. Mishra et al. [12] used short glass fibers to further enhance the mechanical performance of pineapple leaf fiber mat (PALF) and sisal fiber reinforced polyester composites. By adding 8.5% of glass fibers, the mechanical properties increased significantly by 38% and 30%, respectively. Dagwa et al. [13] studied the hybrid use of banana, oil palm and glass fibers to reinforce unsaturated polyester resin. They showed that as the banana fiber content increase, there was a gradual decrease in flexural strength which can be optimized by increasing the glass fiber content.
The performance parameters of the natural fiber reinforced composites can be further investigated via thermogravimetric analysis (TGA), which can be used to evaluate the degradation of elementary components and moisture content of composite [14]. In addition, the dynamic mechanical thermal analysis (DMTA) is used to determine different phases, viscoelastic properties and transition temperatures of composite materials [15]. Few studies have investigated the thermo-mechanical properties using hybrid reinforcement. The alkaline treated kenaf and coconut fibers reinforced epoxy resins showed 10% and 38% larger storage modulus compared to the untreated composites [16,17]. Hamdy et al. [18] produced DPFiller/epoxy composites with different fiber ratios (40%, 50% and 60%) and they found an increase in the storage modulus of the composite compared to neat epoxy. However, the damping factor was decreased due to stiffness of DPFiller. Taylor et al. [19] and Ornaghi et al.[20] studied the effect of glass fiber on the viscoelastic properties of composites. Due to the good adhesion and better mechanical properties of glass fibers, the storage and loss modulus was improved according to the amount of glass fiber. Moreover, the glass transition temperature of hybrid composite increases with the glass fiber content.
In this research, the Petiole date palm fibers (PDPF) was selected as reinforcement for the production of composite materials, due to their abundance as agro-waste, high cellulose amount, lightness and low costs [3,21]. Despite numerous studies on the use of DPF as reinforcement for thermoset [22,23] or thermoplastic matrices [24,25], no data have been reported for the mechanical and thermal properties of hybrid PDPF/GF reinforced vinylester (VE). The aim of this study was to improve the surface morphology of PDPF using alkaline treatment and then to investigate the effects of hybridization of PDPF and woven glass fabric on mechanical and thermal properties of composites. The changes in surface morphology were investigated by ATR-FTIR and SEM analysis. Tensile and flexural properties were analyzed to see the effect of hybridization and surface modification on final composite performance. Thermo-mechanical properties were further investigated using TGA and DMTA.
Materials and methods
Extraction of date palm fibers
Once the date palm fruits are harvested, large quantities of date palm petiole, rachis, and leave wastes are accumulated in agricultural lands. The abundant amount of valuable biomass wastes is of potential interest as a renewable cellulosic material resource [26]. The petiole date palms (PDP) used in this work was collected from oases of Biskra, south of Algeria and kept in room conditions for 3–4 months (Figure 1(a)). The PDP was cut in longitudinal direction to obtain the maximum fiber length about (15–25cm) using fixed jigsaw. Obtained small parts were immersed in water for 72 h at room temperature which softens cellulosic components. Then the PDP fibers were manually extracted by peeling (Figure 1(b)). After the extraction, PDPF were treated with 5% NaOH solution for 24 h, 48 h and 72 h at room temperature and finally, they were dried for 5 h in an oven at 50 °C.

The PDP fiber extraction process: (a) Petiole of date palm wood, (b) PDPF fibers obtained from petiole.
Hybrid composite preparation
Four hybrid composite specimens were prepared by hybridizing of treated petiole date palm fibers (PDPF)with 5% NaOH for 48 h and glass fibers (GF) at different weight ratio (30PDPF/0GF, 20PDPF/10GF, 10PDPF/20GF and 0PDPF/30GF), where the total fiber content was kept 30% by weight (Table 1). PDPF was arranged in nonwoven mat form having an areal density of 600 g/m2 where average fiber length varied between 60 and 120 mm. Further, a woven glass fiber fabric with an areal density of 49 g/m2 (supplied from Areka LLC, Turkey) was used as skins. The vinylester resin (Poliya 702), methyl ethyl ketone peroxide (MEK-P) and cobalt naphthenate 6% were purchased from Poliya, Turkey. Mechanical and physical properties of the components were given in Table 2.
Configuration of the hybrid composite specimens.

Physico-mechanical properties of hybrid composite components.

Layer by layer hybridization method was adopted by putting PDPF mat between woven glass fiber fabrics. After that, vacuum assisted resin transfer molding (VARTM) was used to prepare the composite hybrid specimens. Polyurethane based release film was placed on the top of the VARTM table to remove specimens easily after curing. To ensure a homogeneous resin distribution and to establish a consistent vacuum throughout the mold, two spiral tubes were fixed on the edges of the top layer. One spiral tube was used as an inlet, which was connected to the resin bucket via an infusion hose. The other spiral tube was used as an outlet and connected to the vacuum pump via vacuum infusion hose. Two layers of peel ply and perforated release film was placed on top of the glass fiber fabric and spiral tubes to facilitate the resin flow during the infusion process. At the end, vacuum bagging was placed on top and sealed to the glass top using a sealing tape to prevent any air leakage during the VARTM process. To start the resin infusion process, infusion hose was placed into the resin bucket and vacuum pump was turned on and resin mixture started to flow through sandwich mats. Once the resin reached the outlet, infusion hose was clamped and vacuum was turned off. Samples were set to consolidate for 24 hours (Figure 2).

Hybrid composites manufacturing using VARTM process: (a) Nonwoven PDPF fiber mat on the glass fabric, (b) peel ply and perforated films, (c) fixing the tube for inlet and outlet resin, (d) resin infusion.
Characterization
Morphology
The morphologies of untreated and treated PDPF were examined using an optical microscope (OM) equipped with a Moticam2500 camera digitally controlled by Motic Images Plus V2.0 and Tescan Vega 3 scanning electron microscope (SEM) with 10.00 kV acceleration voltage. Due to their specific dimensions, magnifications ranging from 1 to 1000 X were used. The hybrid composites morphologies were investigated before and after the fracture tensile tests while the magnification was 100 X. The specimens were coated with a 10 nm gold layer before analysis.
Infrared spectroscopic analysis (ATR-FTIR)
The ATR-FTIR spectra of the PDPF before and after the chemical treatments were compared using a Thermo Scientific Nicolet iS10 equipped with a Golden Gate single reflection ATR accessory. The spectrum was obtained between 500 and 4000 cm−1 with a resolution of 2 cm−1. The main ATR-FTIR bands corresponding to the vibration of different groups were extracted and compared with the literature.
Mechanical tests
The mechanical properties (tensile and flexural) of the hybrid composite specimens were investigated. Tensile tests were performed using a Shimadzu testing machine with a 100 kN load cell according to the ASTM D3039 standard. Test specimens were cut into 100 mm × 10 mm × 3 mm pieces. Flexural tests were done following ASTM D790 where the specimens have dimensions of 60 mm × 12.7 mm × 3 mm. Five specimens were tested for each group (20 specimens in total),and their averages with their standard deviations (SD) were reported.
Thermogravimetric analysis
Thermal stability of hybrid composites was characterized using a thermo-gravimetric analyzer TGA/DSC3+ (METTLER TOLEDO) under a nitrogen atmosphere and a heating rate of 10 °C/min from 30 °C to 600 °C.
Dynamic mechanical thermal analysis (DMTA)
This technique is a used to analyze viscoelastic properties as a function of temperature. Storage modulus (E′), loss modulus (E″), damping and glass transition temperatures of composite specimens were measured using Hitachi DMA 7100 located at “Nanotechnology Laboratory & Thermal Analysis Laboratory”, Istanbul University-Cerrahpasa. Sample dimensions were 50 × 10 × 3 mm3. All samples were tested in dual cantilever mode (3-point bending) at a frequency of 1 Hz. The temperature was increased from room temperature to 150 °C at a rate of 5 °C/min. 3 to 5 samples were analyzed by DMTA for each hybrid composite group.
Results and discussion
Surface morphology
The optical microscopy images reveal the presence of high amount of waxes around the fiber core for the untreated PDPF (Figure 3(a)), while a smoother surface was observed for the treated one with 5% NaOH for 24 h (Figure 3(b)). This could be due to removal of impurities from the fiber surfaces.
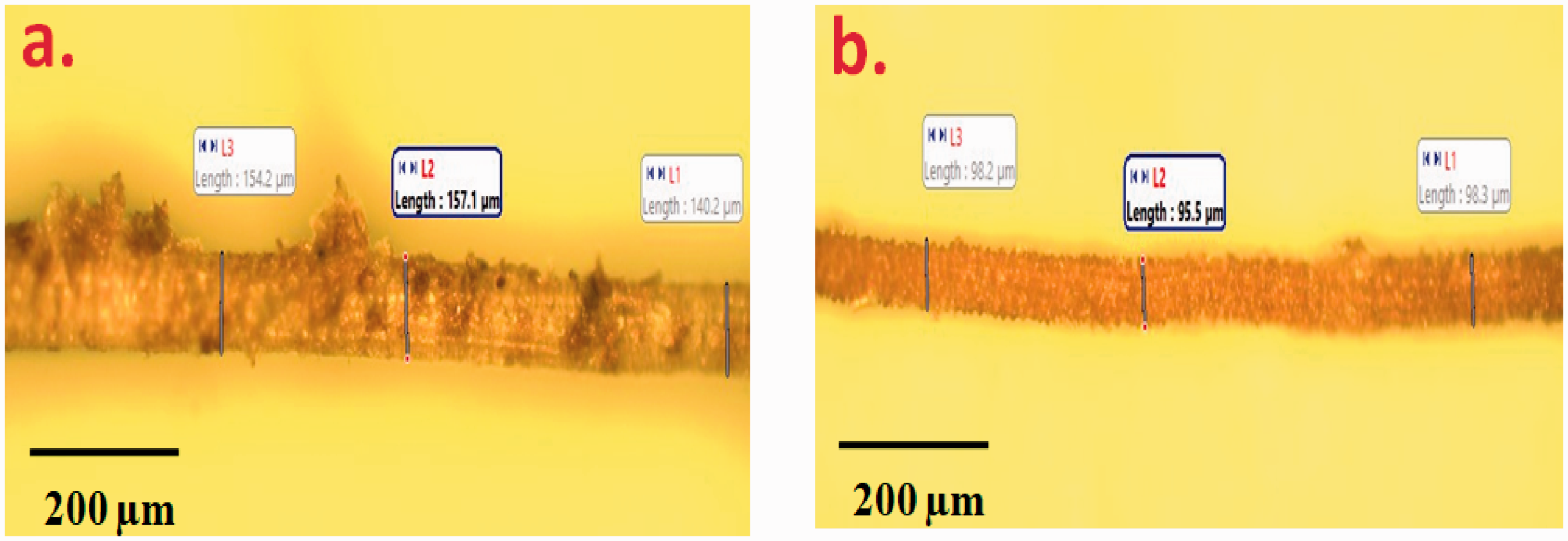
Optical microscopy images of longitudinal surface of PDPF fiber: (a) untreated fiber, (b) treated with 5% NaOH.
Figure 4 shows the longitudinal SEM images of the untreated and alkali treated PDPF in 5% of NaOH during 24 h, 48 h and 72 h. The untreated fibers were clearly covered with impurities, wax and grease layers (Figure 4(a)). The same remarks were also observed on most of the natural fibers reported in the literature [27,28]. However, the surface morphologies of the treated fibers were significantly better compared to untreated ones (Figure 4(b) and (d)), where wax and impurities were removed. Longer chemical treatment (72 h) causes creation of holes around the wall of the fibers (Figure 4(d)). For 24 h treatments, there were still impurities and wax with smaller quantities and most of them were attached to the fiber surface. Optimum results were observed after treatment for 48 h, where fiber surface was free from holes and breakages (Figure 4(c)).

SEM images of petiole date palm fibers: (a) untreated, (b) 5% NaOH for 24h, (c) 5% NaOH for 48h, (d) 5% NaOH for 72h.
Infrared spectroscopy
ATR-FTIR spectroscopy was utilized to determine the chemical composition of treated and untreated PDPF (Figure 5). Spectrum analysis shows several common peaks for the treated samples. The large band observed in the 3338 cm−1 region was mainly related to hydroxyl group [29]. The intensity of the –OH band decreased with alkali treatment time, which was due to removal of undesirable components like wax, hemicelluloses and lignin. Multiple small peaks located at 2846–2922 cm−1are related to stretching vibration of hydrocarbons from –CH and –CH2 in cellulose and hemicelluloses [30,31]. The peak of 1743 cm−1 means the presence of C–O stretching vibration from carboxylic acid and ester groups of hemicelluloses [32]. The peak around 1427 cm−1 corresponds to CH2 from cellulose groups. The wave number of 1238 cm−1 corresponds to the C=O groups of hemicelluloses [33]. Moreover, the strong peak localized at 1032 cm−1 indicates a stretching mode of hydroxyl and other groups in cellulose. The presence of a peak in the range of 899 cm−1 is associated to C-O groups which are related to the β-glycosidic linkages between cellulose monosaccharides [34].

ATR-FTIR spectra of treated and untreated PDPF fibers.
Tensile properties
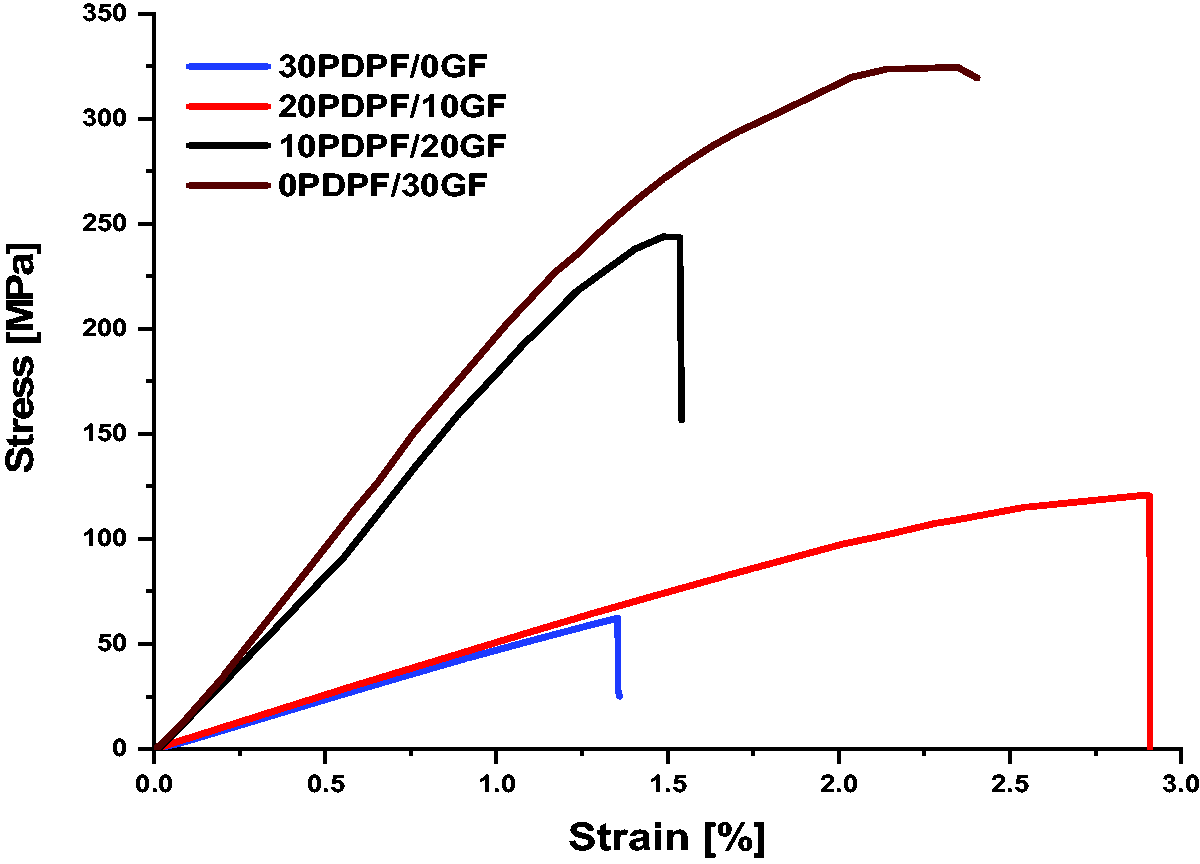
Figure 6 shows the stress-strain curves of hybrid specimens. It was observed that both Young modulus and tensile strength improved with the increasing glass fiber ratio as summarized in Table 3. In comparison between the tensile properties of the samples, 30PDPF/0GF samples exhibited lower strength due to the nature of the components (hydrophilic and hydrophobic) and possibly random distribution of the PDP fibers. Compared to 30PDPF/0GF, hybridizations with 20PDPF/10GF and 10PDPF/20GF significantly improved the tensile strength by 52% and 73%, respectively. As expected solely GF reinforced samples exhibited the highest tensile strength around 287.02 ± 26.81 MPa. This was due to superior mechanical properties and uniform distribution of glass fibers within woven glass fabric. The elongation at break also increased with the increase in the amount of glass fabric (Table 3). The tensile modulus of the samples results indicates clearly the significant effect of hybridization. By adding 10% and 20% of glass fibers, the Young modulus improved almost by 15% and 38%, respectively.

Typical tensile stress-strain curves for hybrid composite specimens.
Tensile properties of the hybrid composites.

The neat PDPF composite (30PDPF/0GF) exhibited significant increase in tensile strength and modulus (by 20.6% and 58.0% respectively) compared to that of date palm wood/polypropylene composite with the same weight ratio [35]. Besides, its tensile modulus was 51% higher compared to sawdust wood polymer composite produced by Rahman et al. [36]. Even, the hybrid composite 10PDPF/20GF exhibited larger tensile strength compared to coir/glass mat and banana-sisal-glass fibers/epoxy by 41% and 13%, respectively [2,37].
Flexural properties
Flexural properties of four hybrid composites were presented in Figure 7. Tensile and flexural properties showed the same tendency. Because of the GF content in hybrid composites and its configuration on composites (inner and outer layers), a considerable difference in bending behavior was noted in Table 4. As obtained by Mishra et al. [12] during bending tests, three mechanisms occur simultaneously: tension, compression and shearing. Due to lack of woven GF layers, the PDPF (30PDPF/0GF) was more flexible. The 30PDPF/0GF composite sample exhibited a flexural strength of 60.05 MPa, which was increased by 51.00% and 74.51%, when the glass fibers amount was 10% and 20%, respectively. The increase could be due to the high glass fiber strength and uniform stress transfer between GF and matrix. On the other hand, the PDP fibers amount was proportional to the failure strain values due to its weak shear resistance compared to the glass fiber. As expected GF reinforced vinylester exhibited the highest flexural value of 311.59 MPa. Flexural modulus was found to be 18 GPa for pure GF reinforced vinylester, followed by 17.23 GPa for 10PDPF/20GF where the decrease was only by 4.2%. The flexural modulus was dramatically low for higher PDPF contents: 4.92 GPa for 20PDPF/10GF and 3.87 GPa for pure PDPF composite. This finding was in agreement with the work of Safri et al. [38] for hybrid sugar palm fiber/glass fiber composites (Table 4).
Flexural stress-strain curves for hybrid composite specimens.
Flexural properties of the hybrid composites.

TGA analysis for PDPF/GF hybrid composites.

Petiole date palm fiber/glass fiber reinforced composites were also investigated elsewhere. For instance, Saba et al. [39] studied the flexural properties of date palm filler/epoxy manufactured through hand lay-up technique. They have found flexural strength and modulus optimized when the filler loading was 50%. Alshammari et al. [40], found each part of date palm fiber tree gives different properties (fruit brunch stalk gave the highest values). Tapas et al. [41] produced hybrid composites of date palm stem fiber/glass fiber reinforced epoxy composite. The flexural strength and modulus of the stem fiber composites were 30% and 16% higher compared to those obtained in this study which can be due to the epoxy resin and stronger stem fibers.
Thermogravimetric analysis (TGA)
Figure 8 shows TGA/DTG curves obtained from the four hybrid composite samples and their degradation stages with their mass losses. A small weight loss between 30 °C and 180 °C was noted for 30PDPF/0GF, 20PDPF/10GF, 10PDPF/20GF and 0PDPF/30GF by 4%, 3.32%, 2.87% and 1.92%, respectively, which was associated to the moisture content in each composite. Between 180 °C and 530 °C the weight loss of 0PDPF/30GF was approximately 37.61% due to the degradation and volatilization of the resin present in the composite. Composite specimens maintain a quasi-linear mass loss up to 600 °C, and the final residue was only 59.12% of the original mass (Table 5). Besides, the addition of glass fiber showed a significant change in the degradation process towards a considerably higher temperature level around 535 °C. These quantities of residues prove that the thermal stabilities of the composites have been slightly improved by the presence of glass fibers due to their high thermal stability up to 1000 °C [42].

TGA/DTG curves of hybrid composite samples.
The derivative of thermogravimetric (DTG) curves presented in Figure 8(b) show minor degradation detected between 250 °C to 340 °C due to the decomposition of the organic elements in the hybrid composites. The second stage from around 340 °C to 460 °C reveal the decomposition of the hemicelluloses and cellulose constituents of the PDPF content, while the third degradation step between 460 °C to 560 °C showed the decomposition of the lignin and volatile hydrocarbon components. The results were in agreement with previous studies [14,41].
Dynamic mechanical thermal analysis (DMTA)
Storage modulus
The storage modulus (E′) is the most significant parameter to determine the load bearing capacity of a viscous material [45]. Figure 9 shows the variation of storage modulus (E′) as a function of temperature for the hybrid composite specimens. All samples exhibit two relaxation processes. Initial glassy stage falls in the range of 30–80°C indicating the mobility of tight molecular group, and the glass transition state occurred between 100 and 120 °C, by which higher temperature increases the molecular mobility of chains, thus lead to the starting of transition phase between glassy and rubbery state [46].

Storage modulus curves of the hybrid composites.
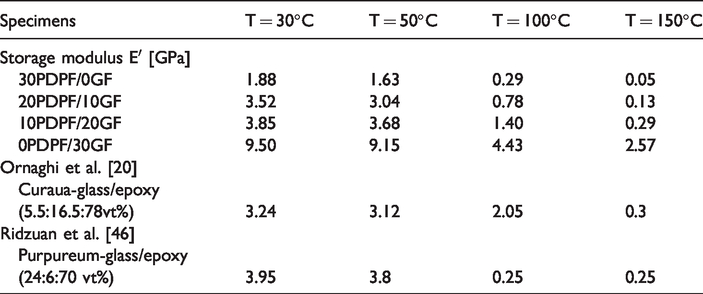
At 30 °C, the hybrid specimen (0PDPF/30GF) record highest storage modulus of 9.50 GPa, followed by 10PDPF/20GF with 3.85 GPa, then by 20PDPF/10GF with 3.52 GPa and finally the 30PDPF/0GF with 1.88 GPa (Table 6). This was due the high mechanical properties possessed by glass fiber and strong fiber/matrix interfacial forces [13,19]. However, the highest onset storage modulus temperature was noted for 10PDPF/20GF at 72.25 °C, which increased by 23.25% compared to the pure glass fiber composite. This suggests that PDPF could improve the thermal stability of composites. The rubbery phase started at 120-150°C, where the temperature excited the molecular bonds within the specimens. DMTA was also performed on different hybrid composites including curoua-glass/epoxy and Purpureum-glass fibre/epoxy [20,46] respectively (Table 6). PDPF based samples exhibited similar rigidity with those obtained from cuaua and purpureum. In another research [47], significant proportionality was observed between E′ and the glass fiber ratio within pineapple leaf/GF reinforced vinylester composites. However, tan δ decreases due to high modulus of glass fiber.
Storage modulus E’ at four different temperatures (30, 50, 100 and 150 °C).
Loss modulus (E″)
The loss modulus evaluates the energy released by the material under cyclic loading [48]. For the case of composites, E'' is mostly dependent on fiber-matrix interaction. Figure 10 shows the variation of the loss modulus as a function of temperature. As clearly seen, the loss modulus of hybrid specimens increases with increase in temperature and reaches peaks, then it was dramatically decreased. This behavior is due to the free motion of polymeric chains at high temperatures.
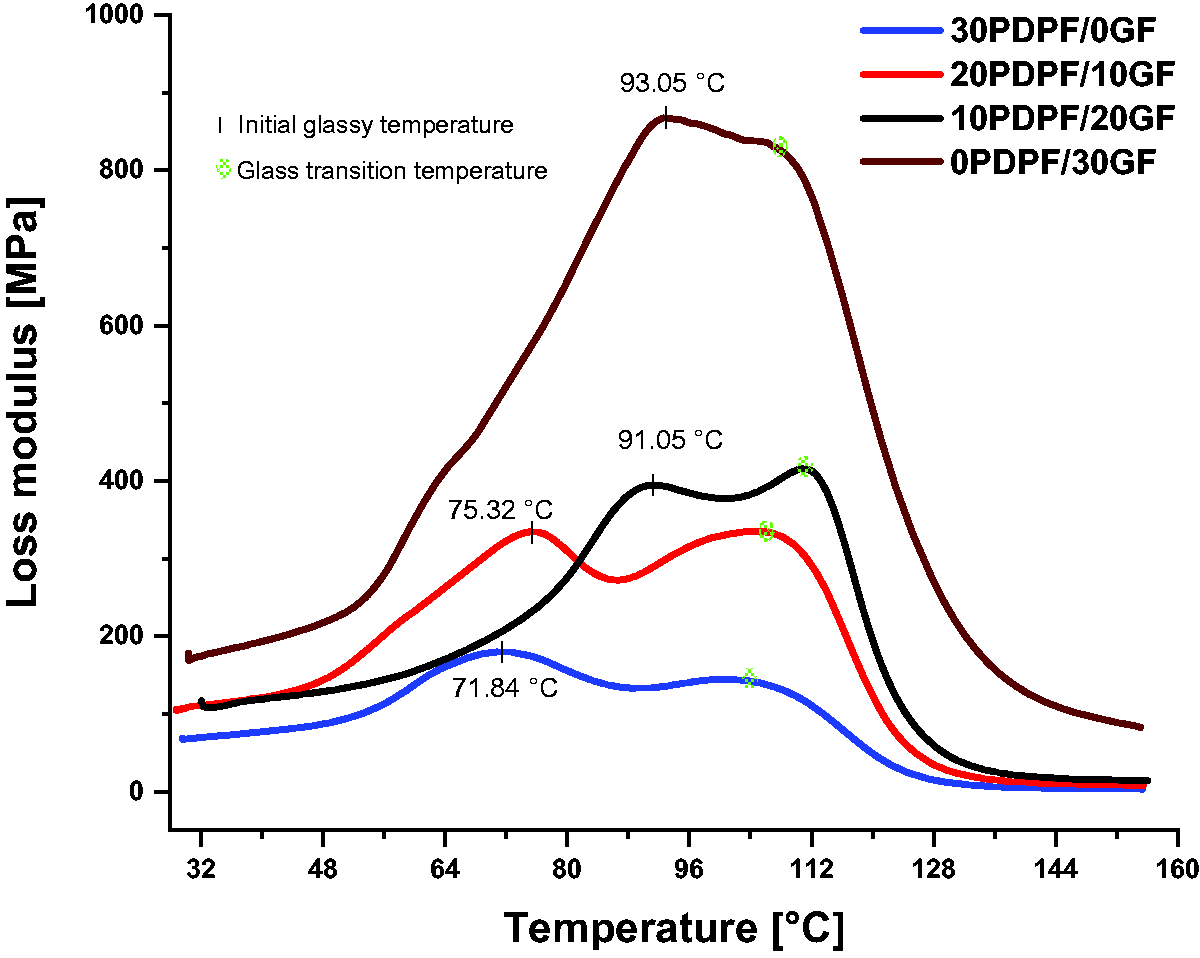
Loss modulus curves of the hybrid composites.
Initial glassy temperature of the 30PDPF/0GF and 20PDPF/10GF were too close (71.84 °C and 75.32 °C). For the larger glass fiber ratios, the glassy temperature were significantly increased (91.05 °C and 93.05 °C). The second glass transition was appeared due to the mobility of chain segments detected between 100 °C and 115 °C. The highest glass transition temperature (111.25 °C) was obtained for 10PDPF/20GF hybrid composite, followed by 0PDPF/30GF (104.97 °C), thus suggests that the using of PDPF improves the thermal stability of the composite.
The initial transition peak (Tg) was shifted to the higher temperature by 19%, 28%, 17% and 15% for the 30PDPF/0GF, 20PDPF/10GF, 10PDPF/20GF and 0PDPF/30GF hybrid composites, respectively. This could be caused by the immobilization of the polymer molecules at the interface and molecular interactions within vinyl ester matrix. A similar trend was reported in literature for the thermal analysis of E″ [47].
Damping factor (Tan Delta)
The variation of the damping (loss tangent) at 1 Hz was plotted in Figure 11. It was shown that damping factor increases with increase in temperature and it reaches maximum level at around 110–115°C and then decreases with practically the same rate.

Tan δ values of the hybrid composites for temperatures 30–155°C.
The 10PDPF/20GF yielded highest Tg at 116.12 with the damping of 0.54, despite its high amount of glass fiber. Due to the higher stiffness of glass fiber and its good interface with vinylester matrix, the damping was reduced to 0.2 for 0PDPF/30GF composite. The two relaxation peaks in loss modulus were also appeared in these data, but with high temperature compared to the loss modulus curves (Table 7). It was observed that, the presence of glass fibers reduced the damping factor dramatically [49]. The reduction was found to be 67.7%. Using PDPF led to the enhancement of thermal stability and benefit in damping performance in structural applications.
Tg results obtained from tan delta or E″ curves.
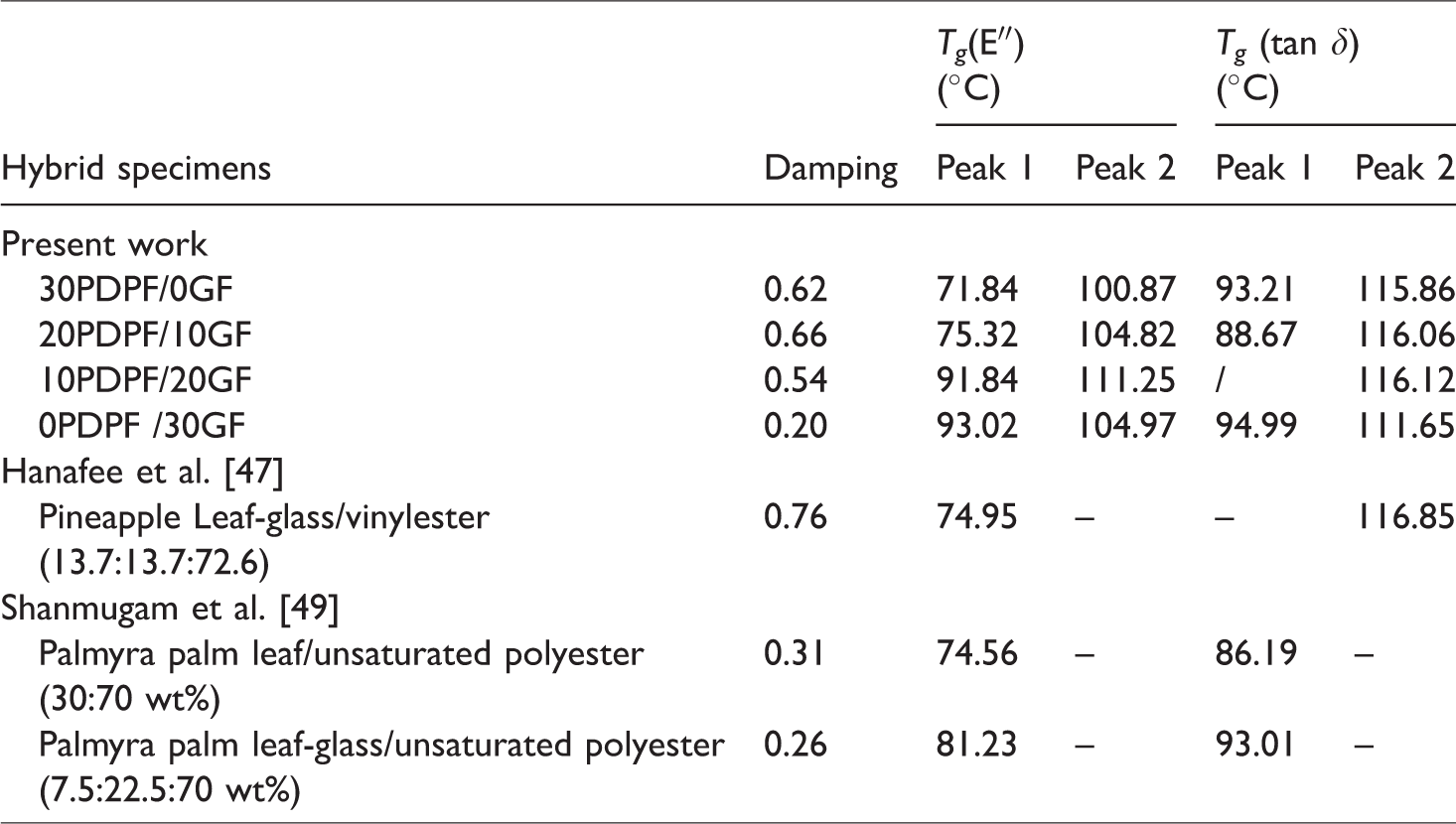
The composite 30PDPF/70VE has a damping factor of 0.62 which is quite larger than damping values obtained from Palmyra palm leaf based composites. Also, the addition of 20% of glass fiber (10PDPF/20GF) led to a slight decrease on the damping, however the peaks 1 and 2 of Tg (E″) increases, which was in good agreement with the work of Shanmugam et al. [49]. Moreover, the hybrid composite pineapple leaf-glass/vinylester exhibited [47] nearly same Tg values with 20PDPF/10GF and 10PDPF/20GF of the present work (Table 7). Similarly, Jawaid et al. [50] reported that the incorporation of bamboo powder with glass fiber showed high storage modulus and low tan δ which indicates higher rigidity of the hybrid specimens. Besides, addition of bamboo resulted with thermally stable composites.
Fracture surface analysis
SEM images of hybrid specimens before and after tensile tests were given in Figures 12 and 13. For structural composites the most undesirable phenomenon was debonding of the fibers from the matrix. This phenomenon is more pronounced for the natural fibers (PDPF) than the glass fibers which exhibit good adhesion with the vinylester resin (Figure 12(d)). Due to its hydrophilic nature, the PDPF absorbs water and undergoes a swelling through the mixture which causes micro-cracks and debonding (poor adhesion) after drying. This was clearly observed in Figure 12(a) and (c). Random fiber orientation and irregularity in fibers diameters are basic reasons behind the comparatively weak performance of hybrid composites.
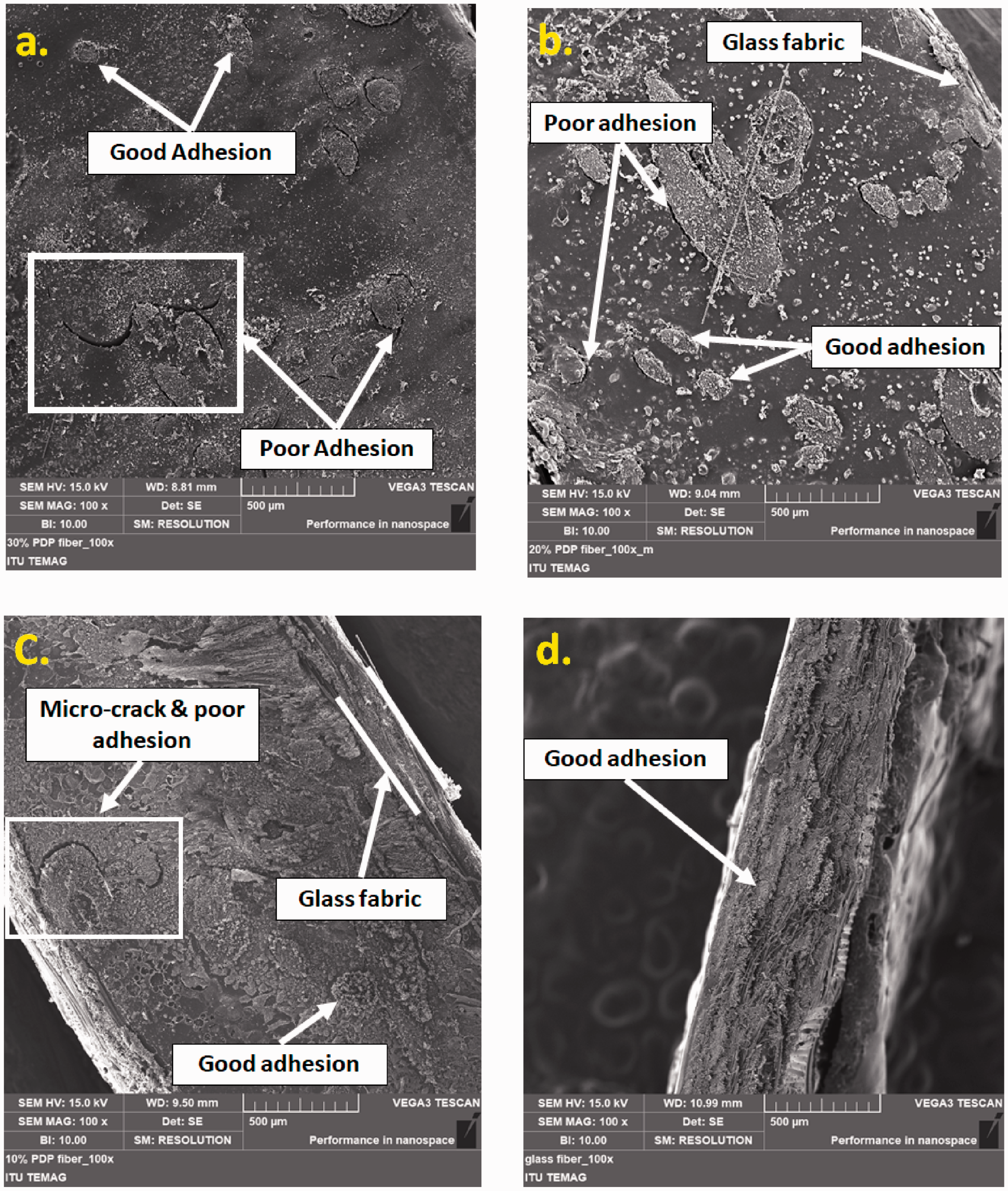
SEM of the four hybridization cases before tensile tests: (a) 30PDPF/0GF, (b) 20PDPF/10GF, (c) 10PDPF/20GF and (d) 00PDPF/30GF.

SEM images of the samples after tensile tests: (a) Pulled-out fibers, cracked resin, (b) pulled-out fibers, (c) partial fracture of glass fiber fabric and (d) broken glass fibers.
Figure 13 shows the fracture mechanisms of hybrid specimens after tensile tests where four phenomena can be observed: matrix cracking, fiber debonding, fibers stretching and fiber broken. The Figure 13(a) showed poor PDPF/VE interfacial bonding, resin cracking and fibers pull out which led to weak tensile property. Some holes were located on the surface of the fracture, which were probably formed after the stretching of fibers. The presence of glass fibers affected the PDPF/VE interface (Figure 13(b) and (c)). It was found that a less number of PDPF pull out from the matrix and most of them were broken, which could be due to the good interface. Woven glass fabric distributed the load more uniformly over the hybrid specimens and enhanced the performance (Figure 13(d)).
Conclusion
In this study, hybrid composites were produced using date palm and glass fibers. Their thermal, quasi-static and dynamic mechanical properties were analyzed. Main conclusions are: The alkaline treatment led to elimination of impurities resulting in rough fiber surface and improved fiber/matrix interface. The optimum results were obtained after 5% NaOH treatment for 48h. The mechanical analysis revealed that 30% PDPF composites performed superior flexural properties compared to those obtained from most of the other stem fiber composites. Glass fiber hybridization led to an increase in the mechanical properties, while the incorporation of PDPF enhances the damping factor and glass transition temperature (Tg) by 74% and 62%, respectively. Based on density, biodegradability and low cost, PDPF might be used as an outstanding alternative for secondary structural applications in automotives and boats.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge ERASMUS Funds, ITU-BAP (Grant No 41,292) and gratefully acknowledge also to AREKA LLC for the financial support of this work.