
Abstract
Recently, fiber metal laminates (FMLs) have attracted considerable application in many industries due to their outstanding properties. FMLs are hybrid materials that are fabricated by adhesion of thin layers of metals and fiber-reinforced composites. It should be noted that the reinforcing mechanisms of nanoparticles on the polymeric composites have been well-established, but there is limited literature regarding the influence of nanoparticles on the mechanical behavior of FMLs and adhesively bonded joints (ABJs) between metal sheets and polymeric composites. To date, various nanofillers including carbon nanotubes, graphene nanoplatelets, clay nanoparticles and oxide nanoparticles have been used for improving the mechanical properties of FMLs, and ABJs. The performed studies revealed that the efficiency of nanoparticles in improving the properties of FMLs and ABJs mainly dependent on various factors such as surface treatment of metal sheets, type of nanoparticles, the morphology of nanoparticles, the size of samples, fabrication parameters, etc. However, the effects of parameters on the properties of FMLs and ABJs reinforced with nanoparticles have not considerably discussed in the literature. This review paper aims to review the existing related papers regarding the effects of nanoparticles on the mechanical properties of FMLs and ABJs in the term of adhesion between metal sheets and polymers.
Introduction
Polymeric composites have found great applications in various industries such as automotive, marine, etc. [1–3]. Recently, enhancing the mechanical properties of polymeric composites through the addition of nanoparticles has been an interesting topic for researchers. It is well-established that the inclusion of nanoparticles into the polymeric matrices can significantly improve the mechanical behavior of polymeric composites [4–10]. The most important advantage of nanoparticles over microparticles is their ability to improve the properties of composites at very low contents. Performed studies have introduced the different strengthening mechanisms of nanoparticles with different shapes in polymeric composites. Over the last decade, carbon allotropes such as carbon nanotubes (CNTs), graphene, nanodiamond, etc. have been introduced as the proper reinforcing materials for improving the mechanical properties of polymeric composites [11–18].
Fiber metal laminates (FMLs) are a class of hybrid materials consisting of metal and fibers reinforced polymer (FRP) layers. A combination of the advantages of both metals and polymeric composites such as high wear strength, impact resistance and fatigue resistance are the main benefits of the FMLs. Because of their outstanding properties, FMLs have found great applications in many industries, especially in the aircraft industry. The mechanical properties of FMLs depend on various factors such as mechanical properties polymeric composite, metal type and adhesion strength of metal/polymer interface. Metal/polymer interface is the most susceptible site for the failure of FMLs [19–30]. Therefore, improving the adhesion strength between the metal and polymeric part of FMLs is an important topic.
Contrary to the extensive performed works on the mechanical properties of polymeric composites reinforced with nanoparticles, the role of nanoparticles on the performance of FMLs and adhesively bonded joints (ABJs) is rarely studied. It is important to note that the term ABJs is used for illustration of adhesion between metal sheets and polymers. Figure 1 illustrates the number of published articles regarding the effects of nanoparticles on the FMLs and ABJs. According to Figure 1(a), it can be deduced that the use of nanoparticles to improve the mechanical properties of the FMLs and ABJs is growing. The investigated structures in this study are FMLs, ABJs and 3 D-FMLs and the percentages of published articles are shown in Figure 1(b) to (d) indicate the number of published articles as a function of the type of nanoparticles. As visible, most of the performed works have focused on the CNTs and other carbon nanomaterials. Accordingly, this paper aims to review the most important studies regarding the effects of nanoparticles on the mechanical properties of FMLs and ABJs. In the first part of this paper, it is tried to review the effect of CNTs on the mechanical properties of FMLs and ABJs and clarify the affecting parameters on their performance. Furthermore, the effect of other nanoparticles on the mechanical behavior of the mentioned materials is reviewed in the second part of this work.

The diagrams of number of related articles on the effect of FMLs containing nanoparticles as a function of (a) year, (b) type of structure, (c) and (d) type of nanoparticles.
Effects of CNTs on the mechanical properties of FMLs
Due to their excellent mechanical, thermal, and electrical properties, CNTs were the most popular reinforcement in the polymeric composites, before the introduction of graphene. The strengthening mechanisms of CNTs in the polymeric composites have been established in previous studies [4,13,17,31–37]. However, the efficiency of CNTs on improving the mechanical properties of FMLs and ABJs depends on various factors. In this review, it is tried to clarify the effect of most important factors on the mechanical properties of FMLs and ABJs containing CNTs.
Surface treatment of metals is one of the most significant affecting parameters on the properties of FMLs and ABJs. For improving the adhesion between metals and polymers, different surface treatment methods have been introduced. Generally, these methods can be categorized into mechanical, chemical, electrochemical, coupling agents, etc. Figure 2 shows the surface morphologies of an Al-Li alloy after surface treatments of sandpaper abrading, sandblasting, chemical etching and phosphoric acid anodizing (PAA) [38]. The use of surface treatment methods, before lamination, can significantly influence the surface morphology, surface energy, wettability and consequently, the mechanical properties of FMLs [27,39–45]. Accordingly, in discussing the properties of ABJs containing nanoparticles, the effect of the applied surface treatment method should be considered.

Surface morphologies of Al-Li alloy after surface treatments of (a) sandpaper abrading, (b) sandblasting, (c) chemical etching, and (d) PAA [38].
Konstantakopoulou and Kotsikos [46] studied the effect of multi-walled carbon nanotubes (MWCNTs) on the joint strength of the single-lap joints. The aluminum, glass fibers reinforced polymer (GFRP) composites and different contents of MWCNTs were the constituents of the samples. To prepare the aluminum sheets for bonding, they used two different methods of grit-blasting and etching-anodizing. Their results indicated that the addition of MWCNTs with two concentrations of 0.1 and 0.3 wt.% led to the increment of joint strength value. With another viewpoint, at all concentrations of MWCNTs, the joint strength values of grit-blasted samples were higher than those of anodized samples. In addition, their results indicated that the efficiency of MWCNTs in improving the joint strength of grit-blasted samples was lower than that of anodized samples. It is worth noting that anodizing route is the most common method for surface treating of the aluminum sheets. Generally, anodizing of aluminum alloys leads to the generation of a porous structure of Al2O3 with nanoscale pores. These pores are the proper sites for penetration of the polymeric chains. Accordingly, it can be said that if the dispersion of the nanoparticles in the polymers is proper, the penetration of nanoparticles in the mentioned pores can effectively improve the adhesion strength value. Therefore, the better performance of MWCNTs in improving the mechanical properties of anodized samples as compared to the grit-blasted samples can be related to this phenomenon.
The application of pressure is necessary for the fabrication of FMLs, to improve the adhesion between the layers. Khurram et al. [47] studied the effect of the MWCNTs (1.0, 1.5, 2.0, 2.5 and, 3.0 wt.%) on the mechanical behavior of FMLs including Al2024 layers and glass fibers reinforced epoxy (GFRE) laminates. The samples were prepared by two methods with the different types of applied pressure. Figure 3 shows the mechanical properties of samples including the strength and % strain values as a function of MWCNTs contents at two mentioned conditions. Their results showed that, in the case of atmospheric pressure, the addition of different contents of MWCNTs didn’t increase the bonding strength of samples. However, the application of vacuum pressure during the curing process led to the creation of a certain trend. In this condition, with increasing the content of MWCNTs up to 2.0 wt.%, the shear strength of samples was increased but beyond that, an adverse tendency was observed. The different influence of MWCNTs in both conditions was attributed to the higher filling performance of MWCNTs into the micro-scale pores of Al2024 caused by chromic acid treatment.

Variation of the stress and % strain of the FML including Al2024 layers and glass fibers reinforced epoxy as a function of MWCNTs concentration produced without application of vacuum and under vacuum [47].
The thickness of samples is another affecting factor on the properties of ABJs and FMLs. An et al. [48] investigated the effect of MWCNTs on the mechanical properties of single lap joints between aluminum sheets. The single lap joints were fabricated with two different thickness of adhesive part (2 and 7 mm). The effects of MWCNTs on the mechanical behavior of samples are in contrast in two types of joints (Figures 4 and 5).

Average lap-shear strengths with thin adherent bonded joints between aluminum sheets with various MWCNTs contents [48].
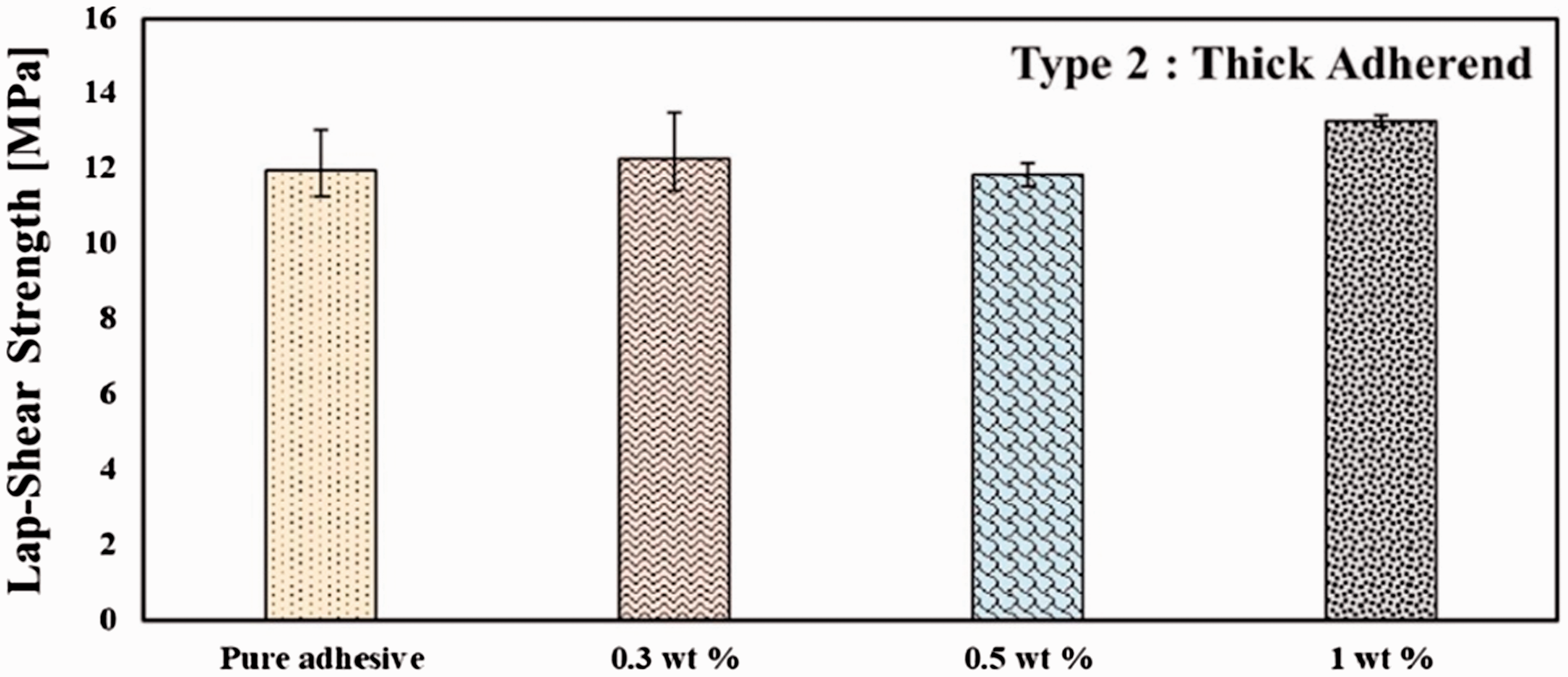
Average lap-shear strengths with thick adherent bonded joints between aluminum sheets with various MWCNTs contents [48].
As visible in Figure 4, their results indicated that in the case of samples with an adhesive thickness of 2 mm, the addition of MWCNTs (0.05, 0.1, 0.3, 0.5, 0.7, and 1.0 wt.%) led to the degradation of joint strength. For example, the lap shear strength of samples with 1.0 wt.% MWCNTs was about 47% lower than that of the sample without MWCNTs. The fracture analyses revealed the occurrence of adhesive failure for the samples with lower adhesive thickness. The reduced surface area for bonding by the inclusion of MWCNTs was introduced as the main reason for the negative effect of MWCNTs on the mechanical properties of these samples.
On other hands, as shown in Figure 5, their results indicated that in the case of samples with higher adhesive thickness (7 mm), the addition of MWCNTs (0.3, 0.5 and 1.0 wt.%) had a relatively positive effect in improving the lap shear strength of samples. In these samples, the cohesive fracture occurred. Their results showed that with increasing the thickness of adhesive, the failure of the sample depends on the shear stress rather than peel stress, changing the fracture type from adhesive to cohesive type. In fact, the addition of MWCNTs increases the shear strength of the adhesive and so, increases the joint strength of samples with higher adhesive thickness [48].
The mechanical properties of polymeric composites can be degraded due to the occurrences of the agglomeration phenomenon. Thereby, the functionalization of nanoparticles to improve their dispersion in the polymeric matrix is usually done. There are some studies regarding the effect of the functionalization of MWCNTs on the properties of FMLs and ABJs. Fereidoon et al. [49] investigated the effect of the addition of both MWCNTs and functionalized-MWCNTs (COOH) on the adhesion between the Al2024 and glass fibers/epoxy composite. They used different concentrations of 0.5, 1.0 and 1.5 wt.% of both types of MWCNTs. Their results showed that the shear strength value of samples was improved by the addition of all concentrations of non-functionalized MWCNTs. However, the addition of functionalized-MWCNTs caused a considerable reduction of shear strength value of samples. In their study, the lower length of functionalized-MWCNTs compared to neat MWCNTs was introduced as the main reason for the negative effect of them on the mechanical behavior of joints.
In another study, the effect of CNTs on the mode II fracture toughness of the steel sheet/composite adhesive joints was evaluated by Garrett et al. [31]. The effect of the functionalization of the CNTs was also investigated in their study. Their results demonstrated that the efficiency of the CNTs on improving the fracture toughness of the steel/composite adhesive joints is greatly determined by their concentrations. The composite part of joints was composed of carbon fibers and vinyl-ester. In their study, only the addition of 1.0 wt.% CNTs increased the fracture toughness of samples. On the other hand, the fracture toughness of samples was reduced owing to the inclusion of the CNTs at above or below 1.0 wt.%. However, the effect functionalization effect has not been completely discussed in their work.
In performed studies, the influence of parameters has not been considered in discussing the findings of the properties of ABJs with MWCNTs. In some studies, the addition of MWCNTs has caused to improving the mechanical properties of samples while in other works, the negative effects of MWCNTs have been reported. In following, it is tried to review the effects of MWCNTs on the most important properties of FMLs and ABJs.
As mentioned in the introduction section, FMLs owing to their advantages have attracted great application in the aircraft industry. It has been reported that the aircraft components fail due to the impact loadings. Therefore, the impact behavior of FMLs is very important. Based on velocity, impact loadings can be categorized into two groups of low-velocity impact and high-velocity impact [19,28,50–55]. In each condition, the absorbing energy mechanisms are different. With this point of view, there should be differences between the effects of MWCNTs on the low-velocity and high-velocity impact properties of FMLs.
Zhang et al. [56] investigated the effect of MWCNTs (0.5, 1.0 and 2.0 wt.%) on the flexural and low-velocity impact behavior of FMLs. They said that the addition of 0.5 wt.% MWCNTs led to the improvement of 40.3% and 28.3% flexural strength and modulus of FMLs, respectively. Furthermore, they observed that the impact energy was not fully absorbed in the samples with 0.5 and 1 wt.% MWCNTs because of the occurrence of the rebounding phenomenon, in contrast to the other samples.
The high-velocity impact and tensile properties of FMLs with different concentrations of MWCNTs (0.25, 0.5, and 1.0 wt.%) were evaluated by Khoramishad et al. [57]. They used Al2024-T3 sheets as the skin layers and E-glass reinforced epoxy layers as the composite part of FMLs. The used MWCNTs in their study were functionalized with the COOH functional group. To prepare the surface of aluminum sheets for bonding, they applied mechanical surface treatment. Their results indicated that there was a downward trend for residual velocity as a function of the MWCNTs content up to 0.5 wt.%, but beyond that, an increasing tendency was observed. In other words, the absorbed energy value of the samples was increased due to the inclusion of the MWCNTs in the epoxy matrix up to 0.5 wt.%. Similarly, the tensile test results of their study were in agreement with the high-velocity impact findings. In general, the optimum content of MWCNTs was 0.5 wt.% in their work. They showed that by adding the MWCNTs in the epoxy matrix, the related damage mechanisms of the composite part are significantly suppressed. The improved mechanical properties of the composite part of FMLs owing to the inclusion of the MWCNTs is related to the various mechanisms such as CNTs crack-bridging, CNTs pull-out, etc.
However, the cross-section images of samples after impact testing (Figure 6) showed that the size of damage in FMLs was increased due to the addition of MWCNTs. In other words, the addition of MWCNTs in the epoxy matrix led to decreasing the adhesion of the aluminum sheets and polymeric composite. Therefore, it can be deduced that the increased absorbed energy value of samples with MWCNTs was due to their weaker adhesion strength between aluminum sheets and polymeric composites. The decreased adhesion between aluminum sheets and polymeric layers can be attributed to the mechanical surface treatment method.

Comparison between the de-bonded areas of aluminum layers for, (a) the unreinforced FML, the reinforced FMLs with, (b) 0.25 wt.%, (c) 0.5 wt.% and (d) 1 wt.% of MWCNTs [57].
Aghamohammadi et al. [58] investigated the effect of COOH-functionalized MWCNTs (0.1, 0.25, 0.5 and 0.75 wt.%) on the flexural and high-velocity impact properties of FMLs. In their study, the constituents of FMLs were Al2024-T3 sheets, epoxy resin and basalt fibers. In their study, with increasing the content of MWCNTs up to 0.5 wt.%, an enhancing trend for flexural properties of samples was observed. Their findings indicated the adhesion between layers generally was improved due to the addition of MWCNTs. The fracture surfaces of polymeric parts of samples containing 0.5 wt.% MWCNTs showing the difference strengthening mechanism are illustrated in Figure 7. As can be seen the mechanisms of MWCNTs- bridging, MWCNTs-fracture, and plastic void growth can be seen in Figure 7.

The FESEM images of strengthening mechanisms of basalt fibers/epoxy composite containing 0.5 wt.% MWCNTs (a) MWCNTs-crack bridging, (b) MWCNTs-pull-out and bridging, (c) plastic void growth and (d) rough fracture surface [58].
Figure 8 shows the impact results of samples as a function of MWCNTs. As visible in Figure 8, in contrast to the flexural testing results, high-velocity impact results indicated that the absorbed energy value of samples reduced due to the addition of MWCNTs. Images from fracture of the samples after impact loadings revealed that the damage size of samples was reduced owing to the addition of MWCNTs. Accordingly, they said that the improved adhesion strength at the metal/polymer interface in samples with MWCNTs was the main reason for their lower absorbed energy values.
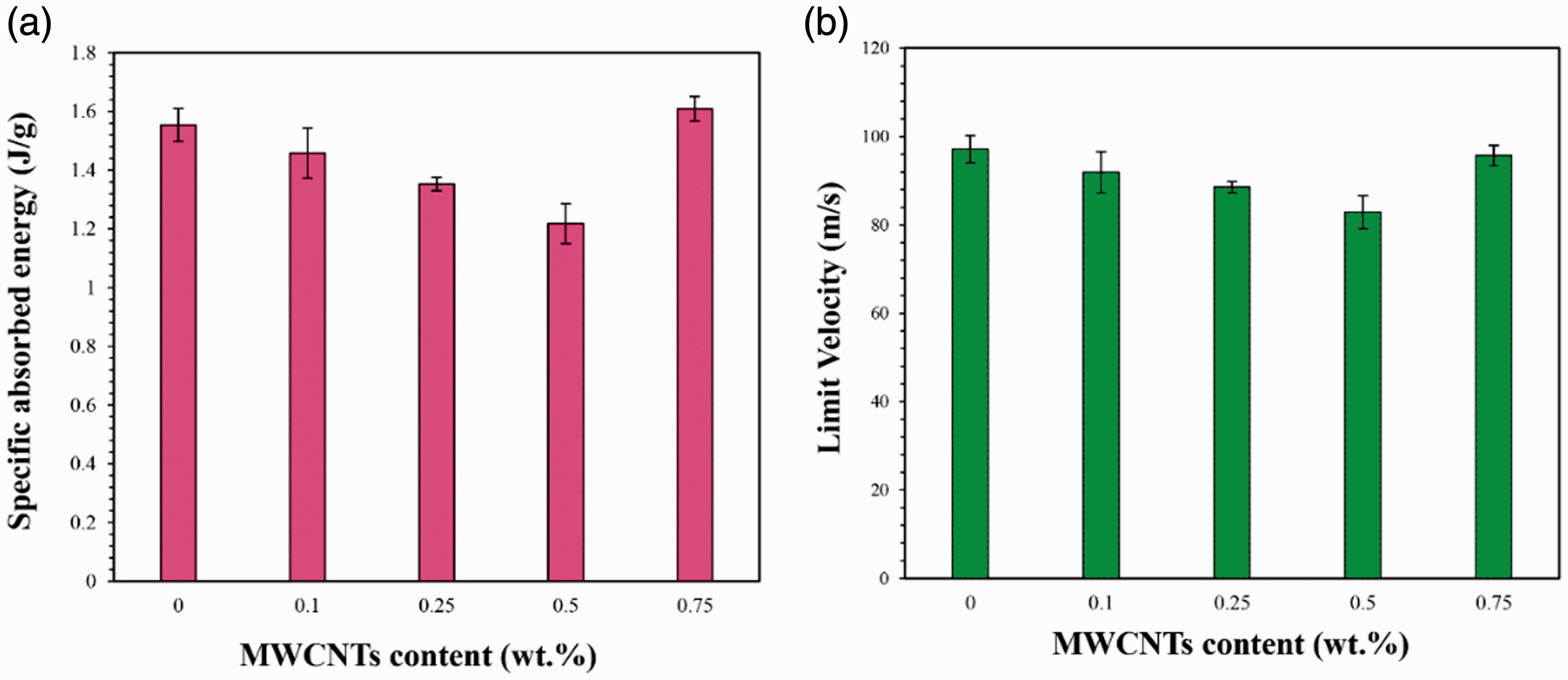
Results of high-velocity impact testing of the basalt fibers/epoxy/aluminum 2024 FMLs with different content of MWCNTs, (a) specific absorbed energy and (b) limit velocity [58].
The shear strength and fatigue life are the two important parameters in FMLs and ABJs. Therefore, understanding the effect of MWCNTs on these properties of ABJs is necessary. The fatigue resistance of single lap joints including aluminum 2024-T3 sheets, epoxy adhesive and MWCNTs (with different concentrations of 0.5, 1.0, and 2.0 wt.%) was investigated by Mactabi et al. [59]. Their fatigue test results indicated that the fatigue resistance of samples was improved only using 1.0 wt.% concentration of MWCNTs while other concentrations led to the degradation of fatigue resistance of samples. However, they said that due to the high scattering of the results, it cannot conclude any improvement of the sample due to the inclusion of MWCNTs.
Wolf et al. [60] improved the adhesion properties by adding CNTs-specific peptides (SP1) protein complex by the weight ratio of 0.2 to 1. The interesting idea of this research using the SP1 protein as a new approach for preventing the aggregation phenomenon. Then this complex was added to the epoxy for adhering aluminum 2024-T3. The reported results showed that the shear strength of 0.7 wt.% CNTs-SP/epoxy was approximately 18.8 MPa, whereas pristine epoxy shear strength was 15.4 MPa.
Kang et al. [61] investigated the fatigue life and crack detection of the single lap joints containing MWCNTs. They used Al6061 and carbon fibers-epoxy prepreg as the constituents of single lap joints. Figure 9 illustrates the force-displacement curves of samples. Their results indicated that the addition of 2.0 wt.% MWCNTs led to the about 36.62% reduction of adhesive strength, compared to the joints without MWCNTs. SEM observation from the fracture surfaces demonstrated that the failure mechanism of the sample was changed from cohesive to adhesive type owing to the inclusion of the MWCNTs. However, the fatigue lives of samples with 2.0 wt.% were about 12.8% higher than those of samples without MWCNTs. They said that the higher time for crack initiation and crack propagation in the polymeric layer is the reason for higher fatigue resistance of samples with 2.0 wt.% MWCNTs, compared to sample without MWCNTs.
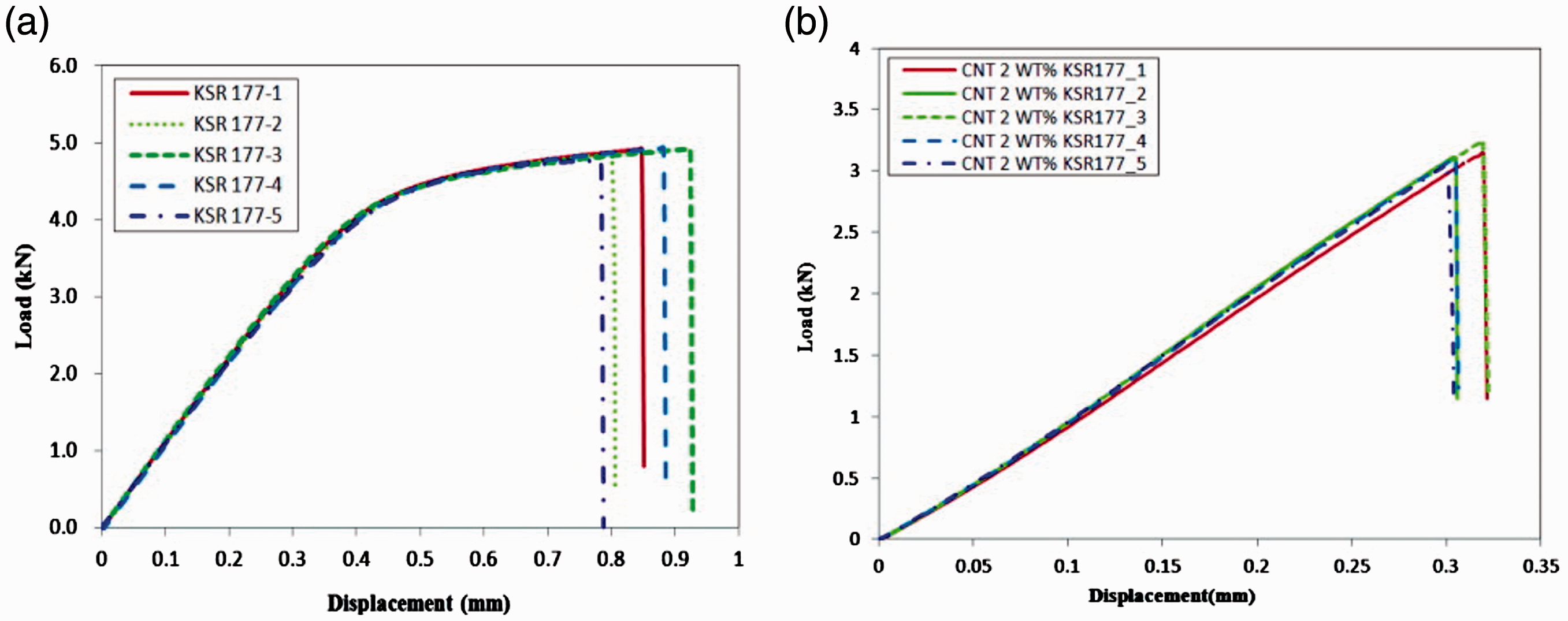
Force–displacement curve of adhesive joints between Al6061 and carbon fibers-epoxy prepreg, (a) without MWCNTs and (b) with 2.0 wt.% MWCNTs (KSR is the name of used epoxy resin) [61].
The mechanical properties of single lap joints with MWCNTs were studied by Sam-Daliri et al. [62]. Al5754 sheets, epoxy resin and MWCNTs were the constituents of samples. They investigated the effect of addition of high concentrations of MWCNTs (2.5, 6.0, and 9.0 wt.%) in the epoxy resin. In their study, the surface treatment of Al sheets was performed using mechanical abrasion with soft sandpaper. As shown in Figure 10, the tensile test results demonstrated that with increasing the content of MWCNTs in the epoxy resin, a significant increment in the bond strength of samples was achieved.
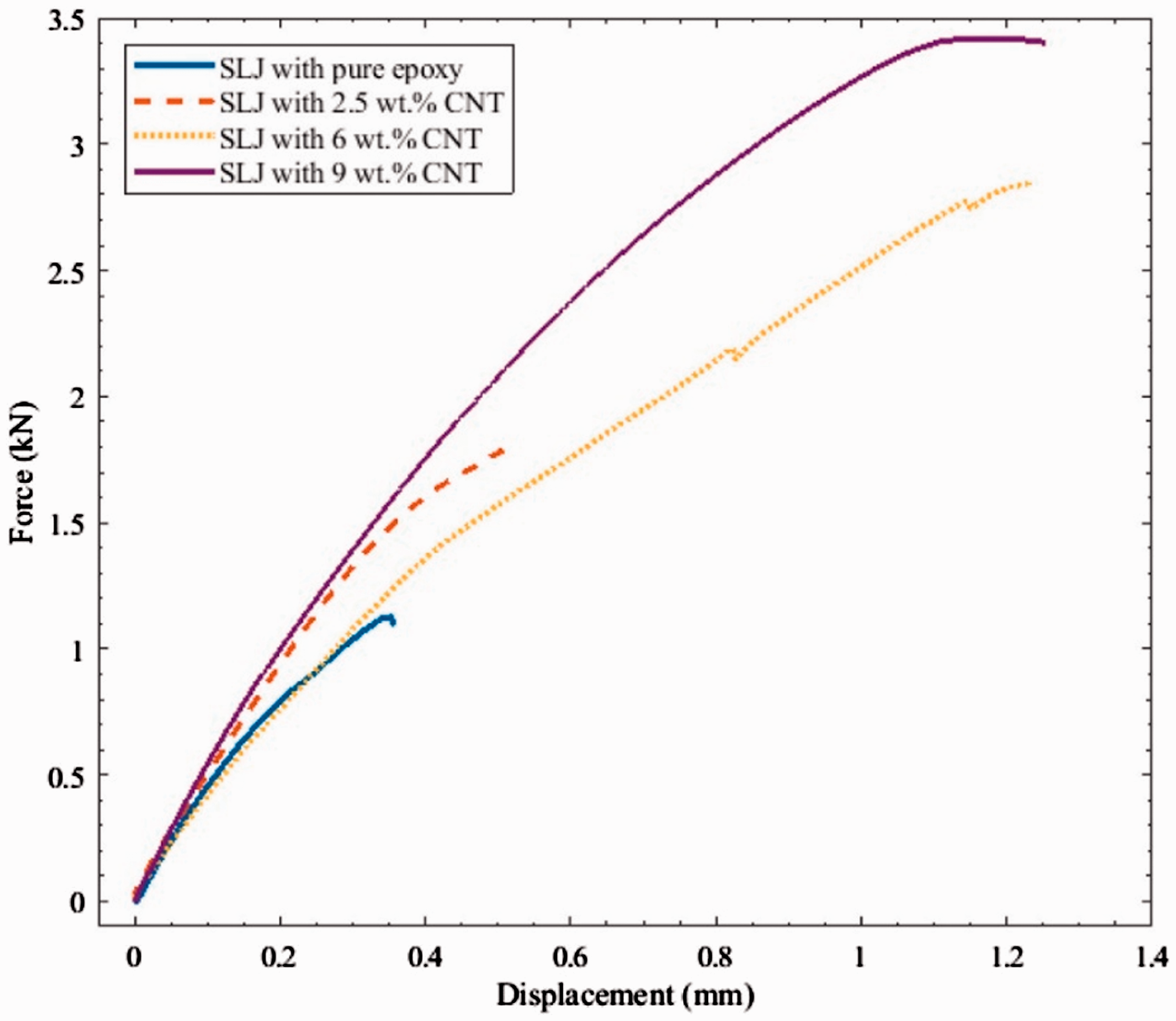
Force-displacement graphs of single lap adhesive joints between Al5754 sheets and epoxy resin with different concentration of MWCNTs [62].
Yu et al. [63] used different contents of MWCNTs (0.5, 1.0, 2.0, 3.5 and 5.0 wt.%) in the epoxy adhesive for increasing the adhesion between aluminum plates. They used the mechanical stirring + ultra-sonication method for preparing the MWCNT-epoxy mixture as the adhesive. In their study, to investigate the adhesion condition between aluminum plates, the Boeing wedge test was carried out. Their results indicated that the addition of MWCNTs in the epoxy matrix had a significant effect on the fracture toughness of the joints. The fracture toughness of samples with neat epoxy was 1983 J/m2, while for the sample with 1.0 wt.% MWCNTs was 7.4 × 106 J/m2. Their results indicated the positive effect of MWCNTs on the fracture toughness of samples. On the other hand, their results showed that with increasing the content of MWCNTs in the epoxy matrix up to 1.0 wt.% the fracture toughness value was increased while for a higher content of carbon nanotubes (i.e. 3.5 wt.%) the positive effect of them was decreased. At high concentrations, the MWCNTs can act as the defect and so, decrease the mechanical properties of joints. They also investigated the fracture toughness of joints after immersion in the water at 60 °C for different times. The fracture toughness of samples was decreased as a function of immersion time in the water. However, the reduction rate of samples with MWCNTs was lower than that of the sample with neat epoxy.
The efficiency of MWCNTs on the properties of FMLs and ABJs under environmental conditions such as corrosive conditions is an important topic for the development of these structures for marine applications [64–67]. Gkikas et al. [68] evaluated the role of MWCNTs (0.1 and 0.5 wt.%) on the degradation of mechanical properties of aluminum to aluminum joints in a corrosive environment. They used Al2024, epoxy and MWCNTs as the constituents of joints. Aluminum sheets were anodized in phosphoric acid solution. In their study, the salt spray tests were performed for different times of 10, 20 and 30 days. The electrochemical polarization results showed that the addition of MWCNTs into the epoxy led the increasing the corrosion current density and decreasing the corrosion potential. Owing to the higher electrical conduction of MWCNTs, the inclusion of the MWCNTs into the epoxy system leads to an increase in the electrical conductivity of samples. Their results indicated that the shear strength of all samples was decreased with increasing the time of exposure. They showed that the addition of 0.1 wt.% MWCNTs led the decreasing the reduction effects of the corrosive environment on the properties of samples. However, the reduction in shear strength of samples was accelerated because of addition of 0.5 wt.% MWCNTs. They said that the higher content of MWCNTs led to the formation of susceptible sites for corrosion. Therefore, they concluded that there is an optimum content for MWCNTs for decreasing the negative effect of corrosive environment on the mechanical properties of aluminum to aluminum joints.
Khoramishad et al. [69] investigated the shear strength of the single lap joints containing MWCNTs (0.1 and 0.3 wt.%) at different temperatures. They used anodized Al6061-T6 and epoxy resin as the constituents of adhesive joints. The mechanical tests were performed at different temperatures of 23, 40, 50 and 60 °C. The dependence of the joint strength of the sample as a function of temperature is shown in Figure 11. Their findings indicated that with increasing temperature up to 40 °C, the joint strength of all samples was increased. However, the joint strength values of samples were decreased with the further increase of the temperature. In another viewpoint, they showed that the addition of MWCNTs in the epoxy matrix had a positive influence on the joint strength values of the samples. For example, the joint strength of samples at the temperatures of 23, 40, and 50 °C was found to about 22.7%, 17.9% and 2.5% increment owing to the inclusion of 0.1 wt.% MWCNTs, compared to the unreinforced adhesive joints. On the other hand, the addition of 0.3 wt.% MWCNTs had negative effects on the joint strength value of samples at higher temperatures (above 50 °C).

Effects of MWCNT weight percentage and testing temperature on the strengths of adhesive joints between Al6061-T6 sheets [69].
Effects of other nanoparticles on the mechanical properties of FMLs
Contrary to the effectiveness of CNTs, the influence of other common nanoparticles such as graphene nanoplatelets (GNPs) and nanoclay on the mechanical properties of FMLs and ABJs have not been extensively examined. In this section, it is tried to review the most important works on the effect of mentioned nanoparticles on the properties of FMLs and ABJs. Graphene, a two-dimensional material, is a single layer of graphite which comprised of sp2 hybridized carbon atoms. Due to its outstanding mechanical, electrical, thermal and optical properties, graphene has attracted great attention in the scientific and industrial societies. Outstanding mechanical properties of graphene sheets can be attributed to the very strong bonding between carbon atoms. Different mechanisms such as crack deflection and crack separation have been introduced for improving polymeric composites through the addition of GNPs (Figure 12) [11,70]. However, there are few works regarding the effects of GNPs on the properties of FMLs or ABJs.
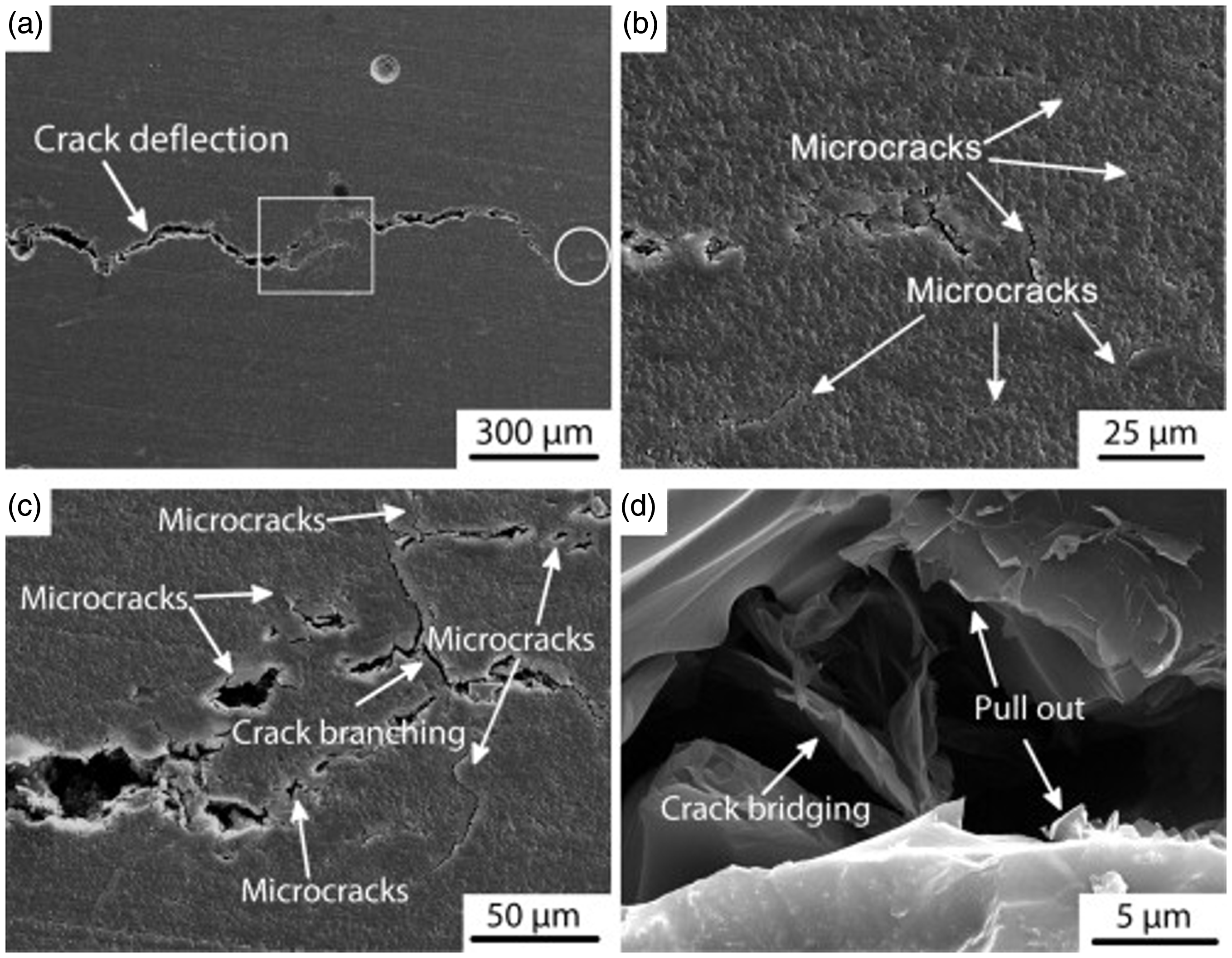
SEM images of the strengthening mechanisms of graphene/epoxy nanocomposites [70].
Asaee et al. [71] studied the delamination buckling behavior of a new kind of FMLs containing 0, 0.5, 1, and 2 wt.% GNPs with the 0, 0.3, 0.5, and 0.7 delamination length ratio. These researchers firstly fabricated the 3DFMLs with magnesium layers as shell and the 3 D glass foam filled fabrics as core. They introduced 3DFML structures for fabricating the body panels for automobiles and trucks, in their previous works [72,73]. They previously reported that the delamination between in the glass foam filled fabrics was not observed, whereas this phenomenon was seen in the interface of metal shells and composite core. They mentioned that the addition of 0.5 wt.% GNPs could not change the critical capacity of 3DFML, whereas addition of 1 wt.% GNPs led to 20% increasing the critical capacity. Due to the agglomeration of GNPs, with increasing the percentage of GNPs up to 2 wt.%, the critical capacity significantly reduced. The obtained results showed that the inclusion of 0.5 wt.% GNPs could not increase the buckling load capacity of the 3DFMLs with the delamination length of 0 and 0.3. However, in the samples with delamination length of 0.5 and 0.7, the buckling load capacity was enhanced by 15 and 25%, respectively. In their paper, only mentioned mechanism for improving the buckling load capacity of samples was the improving the ductility by adding GNPs. This research group in another work [74] investigated the effect of different percentages of pristine GNPs and amino-functionalized GNPs on the impact properties of 3DFMLs by modified Charpy impact test. They concluded that the addition of 0.5 and 1 wt.% pristine and amino-functionalized GNPs improved the ductility of 3DFMLs.
In another investigation, Dizaji et al. [75] compared the impact properties of 3DFMLs and conventional FMLs containing 1 wt.% SiO2 nanoparticles. In their research, the aluminum 2024-T3 as shell, and 3 D glass fabric filled by polyurethane foam (in 3DFMLs), as well as the plain-weave of glass fabric (in conventional FMLs) were used. The obtained results indicated that the samples containing GNPs had higher impact resistance than samples containing SiO2 nanoparticles. However, the impact resistance of samples without nanoparticles was higher than that of nano-reinforced samples. They mentioned that the impact load transfer occurred at two directions in the plain-woven structure and consequently, a larger area was resisted against the impact load. However, in 3DFML, the impact load was only transferred in the thickness direction.
The properties of reduced graphene oxide (RGO)-epoxy adhesive in the ABJs with different extension rates were studied by Saeimi Sadigh et al. [76]. In their work, the 304 stainless steel as substrate, Araldite 2011 epoxy as adhesive and 0.5 wt.% RGO were used as the constituents of adhesively bonded joints. To investigate the mechanical properties of the adhesively bonded joints, the lap shear tests with 0.0005, 0.02 and 0.05 s−1 extension rates were performed. As previously mentioned, the adhesive and cohesive failure types were the most frequent failure types of the ABJs containing nanomaterials. Adhesive failure is related to the failure at the metal/polymer interface while the failure within the polymeric layers is referred to as the cohesive failure. Similar to other mentioned literature, the failure mechanism of the unreinforced samples was adhesive failure mode, whereas including 0.5 wt.% RGO changed the failure type to cohesive-adhesive failure mode. They reported that the ABJs containing RGO at the strain rates of 0.0005, 0.02 and 0.05 s−1 had 27, 20 and 19% higher ultimate tensile strength than unreinforced ABJs at the same strain rates. In this paper, it has been stated that the surface treating the substrate had a key factor to improve the adhesion force.
Polat et al. [77] firstly fabricated GNPs doped nylon 66 nanofiber by electrospinning method. In Figure 13, the SEM images of the nylon 66 nanofibers with different contents of GNPs 2 shown. Afterward, the GNPs were dispersed into the epoxy adhesive with of 1, 3 and 5 wt.% for joining aluminum 2024. Then, they investigated the fatigue and shear strength of samples. These researchers firstly cleaned aluminum sheets by NaOH solution. After that, aluminum layers were etched by forest product laboratory etching (FPL) solution for a period time of 12 min and in the final step, the samples were anodized in the phosphoric acid electrolyte solution. Considering this surface treatment, the effect of a weak interface between adhesive and aluminum on the fatigue and shear strength strongly reduces. Considering shear strength of pure epoxy adhesive was 8.34 MPa, the addition of 1, 3 and 5 wt.% GNPs doped nylon 66 nanofibers increased the shear strength of samples to 9.76, 12.15 and 13.44 MPa, respectively. The obtained fatigue life results for unreinforced adhesive under a load of 1.5 kN was 14,960 cycles. Adding 1 and 3 wt.% GNPs doped nylon nanofibers caused the fatigue life under the same load to be 79,792 and 106 cycles, respectively.

SEM and inset TEM images of N66 nanofibers, (a) 1 wt.% GNPs, (b) 3 wt.% GNPs, (c) 5 wt.% GNPs, (d) the thickness of N66 nanofibers mats cross-section view [77].
They said that similar to the dislocations in the metals, the network effect phenomenon in the nanofibers can be introduced as the main reason for the improvement of adhesive strength. Due to increasing the solution conductivity, GNPs caused the reduction of the fiber’s diameters and consequently, increased interaction between adhesive and fibers due to enhancing the surface area of them. They believed that the sharp increase in the fatigue life of 3 wt.% GNPs doped nylon nanofibers, as comparison with unreinforced adhesive, was due to synergetic effects of nanofibers and GNPs in the crack propagation. Figure 14 depicts the SEM images of samples with different contents of GNPs. The main mechanisms were the crack-bridging and pulling out phenomena in nanofibers, and the crack pining and strengthening mechanism of GNPs.

SEM images of fracture surfaces after fatigue tests of single lap joints with, (a and b) pure epoxy, (c and d) 1 wt.% GNPs doped, (e and f) 3 wt.% GNPs, (g and h) 5 wt.% GNPs, doped epoxy + N66 nanofibers [77].
Askin et al. [78] surveyed the effect of GNPs on the mechanical properties of Al 2024/carbon fibers- epoxy FMLs. These researchers used the chromatic acid etching as surface modification method of aluminum layers. The obtained results showed that adding 1 wt.% GNP increased the tensile and shear strength of FML to about 9 and 24%, respectively.
Akpinar et al. [79] analyzed the effect of adding carboxylated graphene (0, 0.25, 0.5, 1, 2, and 3 wt.%), carboxylated CNTs, and fullerene C60 on the properties of ABJs of aluminum 2024-T3. The ABJs were fabricated using toughened (DP460), rigid (DP270) and flexible (DP125) adhesive types which were epoxy-based adherents. The obtained results showed that the addition of 1 and 2 wt.% carboxylated graphene to the rigid adhesive increased the failure load up to 109% and 276%, respectively. On the other hand, adding the fullerene had not any significant effect on failure load. Moreover, they reported that in the flexible adhesive, the fullerene enhanced the failure load between 40–65%, whereas adding fullerene, carboxylated graphene and CNTs to toughed adhesive approximately increased the failure load up to 15, 19 and 28 wt.%, respectively. The maximum failure load in the toughed adhesive obtained in the samples with 1 wt.% nanomaterials. The failure surface of the non-reinforced joint indicated that the failure was started at the edges of the lap region and propagated suddenly. However, in the samples contacting nanomaterials, the failure was begun from edges and slowly propagated to the center of the lap region.
In another investigation, Jojibabu et al. [80] studied the effects of different contents of CNTs, single-walled carbon nanohorns (CNHs) and GNPs (0, 0.2, 0.5, 1.0, and 2.0 wt.%) on the lap shear strength of ABJs including epoxy resin and Al6061 sheets. In general, their results indicated that the addition of mentioned nanoparticles up to 1.0 wt.% led to the improvement of lap shear strength value while the further inclusion had negative effects on the properties of ABJs (Figure 15). Their study indicated that the efficiency of MWCNTs in improving the mechanical properties of ABJs was dominant at higher loadings (>1.0 wt.%). However, the mechanical properties of reinforced samples with lower contents of GNPs and CNH were better than those of reinforced samples with higher concentrations.

Lap shear strength of nano-carbon reinforced epoxy adhesive joints between Al6061 sheets [80].
In another preformed study by Jojibabu et al. [81], they studied the influence of carbon nanofillers including MWCNTs, and GNPs at a constant loading (0.5 wt.%) on the mechanical properties of ABJs under hygrothermal conditions. In general, the hygrothermal conditions lead to a decrease in the mechanical properties of ABJs. Their results confirmed the efficiency of carbon nanofillers on decreasing the negative effects of hygrothermal aging on the lap shear strength of samples. Their results indicated that the reduction of lap shear strength value of samples with pure epoxy, epoxy + MWCNTs, epoxy + GNPs and epoxy + CHNs after 12 weeks aging was respectively 55, 30, 27 and 43%. Also, the lower reduction in the mechanical properties of ABJs under hygrothermal conditions was related to the lower water absorption values of samples containing carbon nanofillers. Their results indicated that the water absorption of the epoxy + MWCNTs, epoxy + GNPs and epoxy + CHNs after 12 weeks was about 16%, 20%, and 13% respectively lower than that of the sample with pure epoxy. Besides, their fracture surface investigations indicated that the failure type of samples generally changed from cohesive failure to adhesive one by extending the hygrothermal conditions. However, the percentage of cohesive failure is samples reinforced with carbon nanofillers was higher than that of sample with pure epoxy, indicating the positive effects of carbon nanofillers on the adhesion strength of samples.
Another most widely used reinforcements in the polymeric matrixes are the clay nanoparticles. It is well-established that the mechanical properties of polymeric composites can be improved through the addition of clay nanoparticles. In the case of FMLs, Zakaria et al. [82] investigated the effect of different contents of clay nanoparticles (0, 0.5, 1, 2, and 4 wt.%) on the interfacial toughness of FMLs by asymmetric double cantilever beam (ADCB) method. The fabricated FMLs was comprised of aluminum alloy 7075-T3 and carbon fibers-epoxy composite layers. The load-displacement curves of samples with different contents of clay nanoparticles are shown in Figure 16. It is visible that, as compared with other percentages of clay nanoparticles, the FMLs containing 0.5 wt.% clay nanoparticles had the maximum mechanical properties. The mentioned reason for that was the exfoliated mechanism in the clay nanoparticles which was confirmed by the XRD analysis. They reported that the adhered clay nanoparticles on the surface of carbon fibers caused the improvement in the fracture energy and also decrement of the stresses on the interface of epoxy-carbon fibers which were due to crack blunting mechanism by clay nanoparticles.
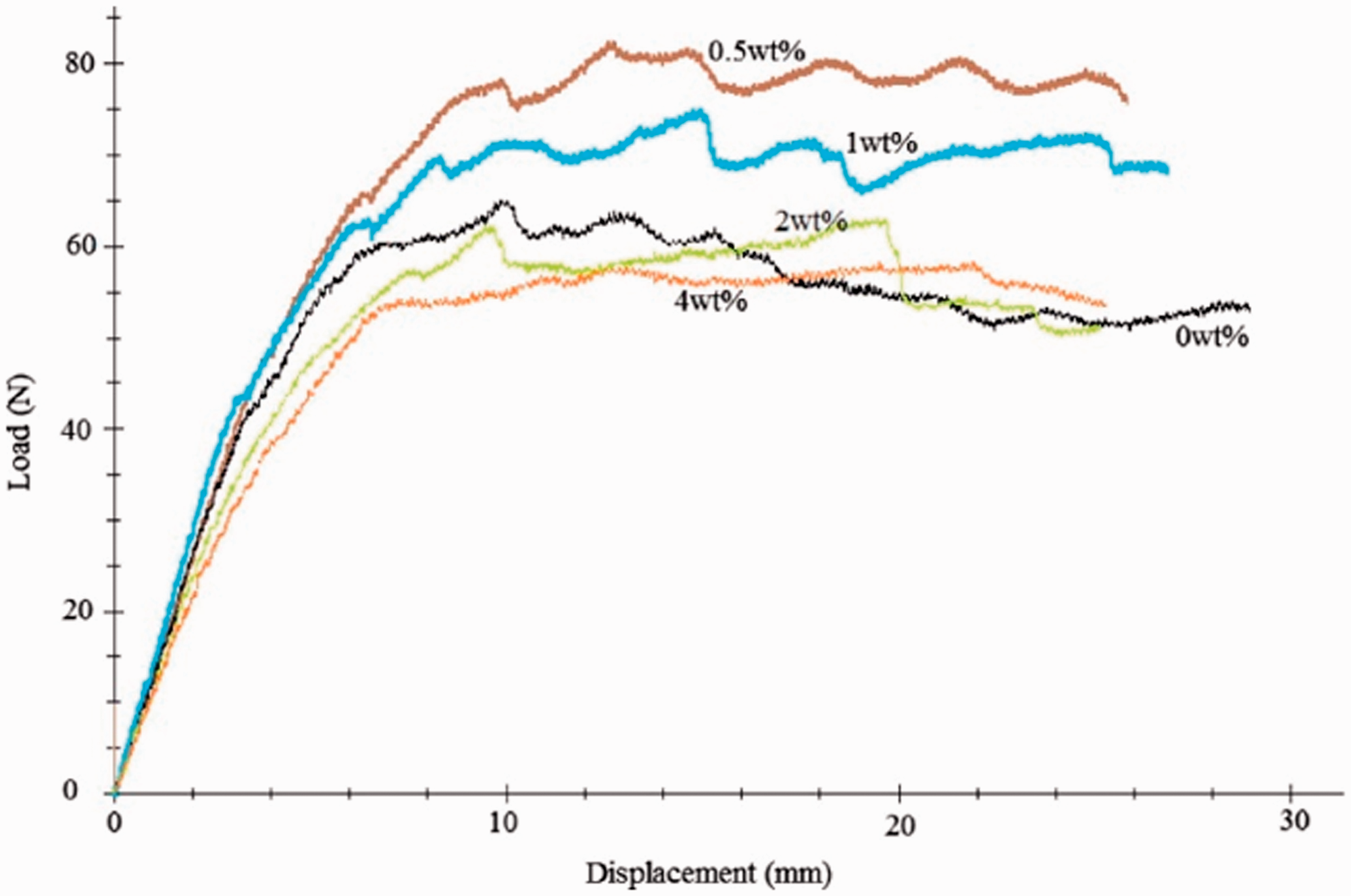
Load-displacement diagrams delamination of FMLs including aluminum alloy 7075-T3 and carbon fibers-epoxy composite layers with different wt.% of nanoclay [82].
In another study, Bahari-Sambran et al. [83] investigated the effect of inclusion of different percentages (0, 1, 3, and 5 wt.%) of modified clay nanoparticles on the flexural and impact behavior of FMLs. The constituents of fabricated FMLs were basalt fibers/clay nanoparticles-epoxy composites as core and 2024-T3 aluminum sheets as the shell. These researchers used a silane-coupling agent for increasing the adhesion between basalt fibers and epoxy matrix. Their results showed that the samples containing 3 wt.% modified clay nanoparticles had the maximum flexural strength and absorbed energy which were 766 MPa and 134 J, respectively. Their interesting finding was the effect of clay nanoparticles on the delamination length of FMLs which can be seen in Figure 17. It can be seen that FMLs containing 3 wt.% modified clay nanoparticles had the highest delamination length which means that this structure had the most absorbed energy, in comparison with samples without clay nanoparticles, with 5 wt.% modified clay nanoparticles and 3 wt.% unmodified clay nanoparticles.

Delamination length of the impacted areas testing, (a) without clay nanoparticles, (b) with the 3 wt.% modified clay nanoparticles, (c) with the 5 wt.% modified clay nanoparticles, and (d) with the 3 wt.% unmodified clay nanoparticles [83].
Bahari-Sambran et al. [84] in their recent study investigated the effect of modified nanoclay (1, 3, and 5 wt.%) on the mechanical and interfacial behavior of basalt fiber metal laminates (BFMLs). The Charpy test results showed that the absorbed energy values of the samples containing nanoclay were increased, compared to the samples without nanoclay. The improvement in the impact strength of FMLs containing nanoclay was related to the enhancement of the basalt fibers/epoxy interfacial properties and creating some physical entanglement such as mechanical interlocking between the polymer chains and nanoclay. Otherwise, nanoclay addition decreased the interlaminar shear strength of FMLs. They revealed that the agglomerated nanoclay particles prevented the epoxy infiltration into porous structures of aluminum layer and consequently, weakened the interlaminar shear strength.
Najafi et al. [85] investigated the effect of thermal aging on the mechanical properties of Al 3105/glass fibers-epoxy composite containing 3 wt.% nanoclay. These researchers exposed the mentioned FML in the temperature of 130°C for 35 days. The addition of the 3 wt.% nanoclay into the FML improved the maximum flexural load, flexural stiffness and Charpy impact strength to about 2.25, 5.87 and 4.65%, respectively. Also, after the thermal aging, the FML only lost 1.55% maximum flexural load, 0.88% flexural stiffness and 3.33% Charpy impact strength. They reported that the addition of clay nanoparticles enhanced the mechanical properties of samples under thermal aging condition via a reduction of the coefficient of thermal expansion (CTE) of epoxy. Decreasing the CTE value of epoxy prevents the chain mobility of epoxy during the thermal aging condition. In the other works by this research group, the cryogenic durability of similar FML containing 3 wt.% nanoclay by exposing that at the temperature of −196°C for 336 h was investigated. The cryogenic aging reduced the maximum flexural load, flexural stiffness and impact strength to about 26.82, 5.13 and 14.06%, respectively [86]. In another research, this research group exposed the FMLs containing the 3 and 5 wt.% nanoclay into the hygrothermal aging condition at the 80°C for 70 days. The obtained results showed that the FMLs containing the 3 wt.% nanoclay exhibited 8.63, 3.82 and 1.13% drop in maximum flexural load, flexural stiffness and impact strength, respectively, which were the minimum reductions after exposing in the hygrothermal aging [87].
Oxide nanoparticles have been also used for improvement of FMLs and ABJs. Zhai et al. [88] studied the effect of the addition of 0, 1, 2, 3, 4 and 5 wt.% Al2O3 nanoparticles on the adhesion strength of steel sheets and epoxy adhesive by pull off method. As shown in in Figure 18, their results indicated that due to the addition of Al2O3 nanoparticles, the adhesion strength of the samples with Al2O3 nanoparticles was dramatically enhanced, compared to samples without Al2O3 nanoparticles. The adhesion strength in the sample with 2 wt.% Al2O3 nanoparticles approximately was 4 times more than that of sample with neat epoxy. Also, the mechanism of failure at the interfaces was changed from interfacial to the combination of cohesive and interfacial.

Effect of nano-Al2O3 additive content on the adhesion strength between steel sheets and epoxy resin [88].
They mentioned that active and interfacial cohesive are important factors for adhesion strength. In the samples with pure epoxy, the interfacial forces were weaker than the cohesive force and so, the interfacial cracks could easily cross from adhesive-steel interfaces. In contrast, in the samples with Al2O3 nanoparticles, the failure modes of cohesive and interfacial were observed at the same time. The cohesive failure, especially in the samples with 2 wt.% Al2O3 nanoparticles, was more seen, because of the formation of the stronger bond between epoxy adhesive and steel. Using the X-ray photoelectron spectroscopy (XPS) method, they confirmed the formation of the polar group on the surface of steel which increased the adhesion strength.
In the performed experimental study by Saraç et al. [89], the mechanical properties of ABJs with of epoxy containing 0, 2, 4 and 6 wt.% Al2O3, TiO2 and SiO2 nanoparticles as adhesive for connecting mechanical surface-treated 304 stainless steel at 20, 25, 30, 50 and 70 mm overlap lengths under shear load were investigated. The experimental results showed that adding the nanoparticles caused the increment of the failure load. Among different used nanoparticles, the Al2O3 nanoparticles had the most effects on the failure strength which at the 20 mm overlap length. The addition of 4 wt.% Al2O3 nanoparticles led to a 97% improvement of failure strength. In the sample with 4 wt.% TiO2 nanoparticles, at the and overlap length of 20, 25 and 30 mm with 87% improvement had maximum failure length, in comparison with other nano TiO2 nanoparticles-epoxy adhesives. Moreover, they said that the samples containing SiO2 nanoparticles at an overlap length of 20 mm had an improving trend by increasing the percentage of SiO2 nanoparticles. Considering the obtained results in this paper, the effect of nanoparticles’ percentage on the failure strength was more than that of overlap length.
This research group in another work [90] investigated the static and fatigue strength of the same samples at a 20 mm overlap length. The reported endurance limit results of unreinforced, 4 wt.% Al2O3 nanoparticles, 6 wt.% SiO2 nanoparticles and 4 wt.% TiO2 nanoparticles were 2.37, 2.90, 2.64 and 1.85 kN, respectively. The improvement in the fatigue life of the adhesive containing SiO2 and Al2O3 nanoparticles can be related to the effect of them on the crack initiation and crack propagation times. However, the reason for reducing effects of TiO2 nanoparticles on the fatigue life has not been mentioned in their work.
Megahed et al. [91] surveyed the effect of adding 1 wt.% various nano-fillers on the tensile, flexural and shear strength of GLARE. They used the Al 1050 as skin and 10 plies glass fibers-epoxy composite as core in their FML structures. The used nanoparticles were SiO2, TiO2, Al2O3, copper and aluminum nano-fillers. They reported that adding the SiO2 nanoparticles and alumina had the significant enhancement in the tensile, flexural and shear strength of FMLs. These improvements were lower in the FMLs with the aluminum and copper nano-fillers. Also, they found that adding the TiO2 nanoparticles decreased the mentioned mechanical properties. This research group investigated the impact and water barrier properties of these FMLs in the dry, distilled and sea water conditions. The FML containing the SiO2 nanoparticles showed the maximum enhancement in the impact strength under the dry condition, whereas the maximum improvement of that in the distilled and sea water conditions had belonged to the FML with the TiO2 nanoparticles [92].
Prasad et al. [93] investigated the effect of nanoalumina on the fatigue behavior of Al 1050-E-glass- epoxy FMLs. They dispersed 0.1, 0.2 and 0.3 wt.% nanoalumina into the epoxy resin. The surface modification of aluminum layers was done by emery paper as a mechanical method. The optimum percentage of nanoalumina was 0.1 wt.%, which improved about 46, 45 and 94% of fatigue life at the stress level of 50, 60 and 70 of ultimate tensile strength. The characterized mechanisms for improving the fatigue behaviors were interfacial strengthening, crack bridging and pull out nanoalumina.
Rahamani et al. [94] studied the effect of silica and zirconia nanoparticles on the high velocity impact behavior of FPL treated aluminum/carbon fibers-epoxy laminate composites. The obtained results showed that by adding the 5 wt.% silica and 3 wt.% zirconia nanoparticles, the impact energy was increased about 18 and 12%, respectively. Overloading of the nanoparticles up to 7 wt.% caused to the formation of the agglomerated zones, which reduced the energy absorption capacity of FMLs.
Jakubinek et al. [95] surveyed the effect of adding 0, 1, 2 and 5 wt.% boron nitride nanotube on the epoxy as adhesive for adhering sol-gel-treated aluminum. Their fracture surface investigations showed that boron nitride nanotube had resistance against crack propagation by crack deflection mechanism, increasing the fracture toughness. They reported that adding the boron nitride nanotube changed the fracture mode from adhesive to adhesive-cohesive type. The optimum of boron nitride nanotube content for shear strength value was 2 wt.%. Similar to CNTs, the pulling out of the nanotube was observed in the fracture surface of adhesive containing boron nitride nanotube.
Meguid and Sun [96] firstly dispersed Al2O3 nanoparticles and CNTs into the epoxy adhesive and then used them at the interfaces of carbon fibers/epoxy composite- aluminum 6061-T6. After that, the tensile debonding and shear strength properties of samples were investigated. The percentages of Al2O3 nanoparticles and CNTs in the epoxy adhesive were 1.5, 2.5, 5, 7.5, 10, 12.5, and 15 wt.%. In the tensile test, the critical load for the samples containing 2.5 wt.% Al2O3 nanoparticles and 2.5 wt.% CNTs samples was respectively 1.4 and 1.2 times higher than that of samples with pure epoxy. In addition, the critical load in the shear lap test for 2.5 wt.% Al2O3 nanoparticles and CNTs were 1.3 and 1.1 times higher than that of samples with pure epoxy, respectively. The fracture surface analyses of the sample with 2.5 wt.% Al2O3 nanoparticles showed two distinct regions which were remained carbon fibers and nano-reinforced adhesive. However, in the samples containing 7.5 and 15 wt.% Al2O3 nanoparticles, the content of remained carbon fibers had been reduced, but the region of nano-reinforced adhesive had been increased.
The effect of the mixture of SiO2 and MWCNTs on the shear strength and elongation at failure of single lap joints was investigated by Razavi et al. [97]. The Al7075-T6, epoxy resin and SiO2 nanoparticles were the constituents of prepared samples. Their results showed there were two different trends for the effect of SiO2 nanoparticles and MWCNTs on the shear strength value. Figure 16b and 19 respectively show the shear strength and elongation at failure of samples as a function of nanofillers (MWCNTs and SiO2). In comparison to the sample without the nanoparticles, the shear strength of single lap joints was decreased due to the inclusion of 0.2 wt.% SiO2 nanoparticles. However, further increasing the percentage of SiO2 nanoparticles caused to the considerable improvement of the shear strength value. However, an adverse trend was reported by them for samples containing MWCNTs. Their results indicated that the addition of low percentages of MWCNTs (0.2 and 0.5 wt.%) can increase the shear strength value while the high concentration of MWCNTs caused to decreasing it, compared to the unreinforced sample with nanoparticles. In contrast, the shear strength value was increased as a function of the content of the mixture of SiO2 and MWCNTs. On the other hand, the similar trends were reported for elongation at failure of samples containing SiO2 and MWCNTs nanoparticles. Generally, the mixing of the SiO2 and MWCNTs nanoparticles was more effective in improving the properties of single lap joints.

Comparison between the (a) shear strength and (b) elongation at failure for the single lap joints between Al7075-T6 and epoxy resin reinforced with single and mixed nanoparticles (SiO2 and MWCNTs); note that the SNPs is the abbreviation of the SiO2 nanoparticles [97].
In Figure 20, the fracture types of samples are illustrated. The fracture surface between adhesive and substrate in unreinforced, reinforced by MWCNTs, reinforced by SiO2 nanoparticles and combination of them were interfacial, predominately adhesive, combination of cohesive and adhesive, and dominant cohesive, respectively. This research group completely discussed the fracture mechanism in their works. Because of the high aspect ratio of MWCNTs, the pulling out of MWCNTs is one of the predominant mechanisms. In the first stage, the MWCNTs start to separate from the adhesive. In the second stage, the MWCNTs try to debond form adhesive, whereas the friction force against debonding. Growing the separated area and slipping the MWCNTs are caused to pull out of them. The collision of micro-crack with MWCNTs causes to deviate crack path and consequently, the shear strength and toughness of adhesive were enhanced. In the samples containing SiO2 nanoparticles, debonding and formation of plastic voids are phenomena that absorbed the energy and improved shear strength and toughness of adhesive.

Fracture surfaces of the single lap joints between Al7075-T6 and epoxy resin a) without nanoparticles, b) with 0.5 wt.% MWCNTs, c) with 0.8 wt.% SiO2 nanoparticles and d) with the mixture of nanoparticles (epoxy + 0.4 wt.% MWCNTs + 0.4 wt.% SiO2 nanoparticles) [97].
Tabaei et al. [98] added the different percentages of MWCNTs and Al2O3 nanoparticles into epoxy resin as the nanocomposite adhesive for investigating the lab shear strength between mechanical treated Al2024-T3 sheets. In view of the obtained results, two thresholds points were reported for different percentages of MWCNTs which were 9.8 and 11.4 MPa for samples containing 1.25 and 3 wt.%, respectively. These researchers mentioned that the MWCNTs were trapped between the cross-linked and uncross-linked regions and consequently, the addition of MWCNTs up to 1.25 wt.% led to the improvement in the mechanical behavior of samples. In their study, this improvement was attributed to increment in the contact area between the polymer chain and MWCNTs. By increasing the MWCNTs percent, the aggregation phenomenon between CNTs occurred and so, the shear strength values were decreased. The second threshold in 3 wt.% MWCNTs had been attributed to the viscosity increment, by these researchers. Also, they reported that the threshold point for shear strength of epoxy- Al2O3 nanoparticles adhesive was approximately 12.9 for samples containing 1.5 wt.% Al2O3 nanoparticles; this increment was 70%, compared to samples with pristine epoxy.
Future trend
Up to now, many researchers have investigated the effects of various parameters, conditions and properties of different FML structures. Using the shape memory alloys [99], fabricating the FMLs with the 3 D fiber-reinforced composites as the core [100], designing the FMLs for using the hygrothermal and cryogenic conditions [101], substituting the synthetic fibers with natural fibers in the FMLs [102], and using the new methods for characterization of features of FMLs like acoustic emission [103] had a remarkable growing rate in the past years. On the other hand, the developing and fabricating the materials with new features like self-healing structures [104,105] and shape memory effect [106] are the interesting subjects for different researchers and industries. Adding the nanoparticles and investigating the simultaneous effect of nanoparticles and the mentioned subjects will be done in the near future, which will be caused to fabricate the new FML structures for new applications.
Summary
Fiber metal laminates (FMLs) are a type of hybrid composites consisting of metal and fibers reinforced polymer layers. These composites combine the advantages of both metals and polymers. To date, improvements in the mechanical properties of polymeric composites through the inclusion of the various nanoparticles have been investigated by many researchers. However, the effects of nanoparticles on the mechanical properties of FMLs and adhesively bonded joints (ABJs) between metal sheets and polymers have not completely understood. Based on our knowledge and experience in the field of FMLs and polymeric composites, we decide to collect recent papers regarding the effects of various nanoparticles on the properties of FMLs and ABJs between metal sheets and polymers.
Most of the performed works mainly have investigated the effects of carbon nanotubes (CNTs) on the properties of FMLs and ABJs between metal sheets. In the case of FMLs and adhesive joints reinforced with CNTs, the effects of affecting parameters such as surface morphology of metal sheets, specimen sizes, etc. have been considered by some studies. However, properties of FMLs and ABJs between metal sheets by addition of other nanofillers have not been extensively surveyed and in these studies, the concentration of nanofillers is the only investigated parameter. Therefore, additional researches are required to study the effects of other nanoparticles such as graphene, clay, TiO2, Al2O3, SiO2 nanoparticles, etc. on the mechanical behavior of FMLs and ABJs between metal sheets. Up to now, it is worth noting that the efficiency of nanofillers in improving the properties of FMLs and ABJs between metal sheets only have been investigated at room temperature and dry environments. Accordingly, the effects of thermal/cooling conditions, hygrothermal aging on the mechanical properties of FMLs/ABJs reinforced with nanofillers can be introduced as the future topic of researches.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.