
Abstract
Metallized yarns have become an integral part of fashion because they give extra sheen to garments and an inimitable appearance to fabrics, making them special yarns. However, because of repetitive washing and abrasions, the metallic part of the yarn in the fabric is removed and the fabric loses its brightness and becomes transparent. This study aims to solve this issue by searching for high-quality metallized yarn production methods to eliminate problems during usage. In the experimental part of the study, eight different types of metallized films were produced using the lamination technique with two kinds of adhesives. Non-laminated metallized polyester films were used as a reference to understand the effectiveness of the lamination process. Metallized yarns were produced from laminated metallized films by using standard production parameters. After producing nine different types of metallized yarns, monotype knitted fabrics were then from these yarns. Yarn’s basic properties and fabric’s mechanical properties were then measured to compare the effect of the thin film type, lamination process and adhesive type effect on these properties. The test results showed that the lamination technique significantly improves the resistance of the repetitive washing process and the abrasion property of fabrics. The best results were obtained with polypropylene thin films. However, they had a higher friction coefficient and a harder handle property than polyester films. When using a thinner polypropylene film, this problem could be eliminated, and the yarns could be an important alternative choice for commercially producing metallized yarns in the future.
Keywords
Introduction
Metallized yarns are a type of synthetic yarns with a shiny appearance [1,2]. Thanks to their glossy and smooth surface characteristics, these yarns are frequently used in textile products, such as clothing, home textile and accessories with esthetical purposes to enrich their visual appearance.
Metallized yarns are commonly produced with the metallization process where aluminum is deposited on one or both sides of the polyester web surface. Coated metallized webs are then slit into a yarn size with different thicknesses and wrapped around bobbins under a certain tension. Laminating two metallized webs to each other with an adhesive layer is the second technique used for metallized yarn production [3–5].
Metallized yarns are produced in silver color because of the aluminum coating applied during the metallization process without any special coloring process, but they can also be produced in different colors if desired. Lacquers or metal complex color pigments are used to color the silver metallized yarn to gold or other metallic colors. During the lamination process, color pigments can also be added to the adhesive used. Figure 1 shows an enlarged cross-sectional view of the metallized yarn covered with a protective and coloring layer. The upper and lower parts of the yarns are coated with protective epoxy resin and a coloring layer to protect them from external influences and keep the shiny metallized surface [5–9].
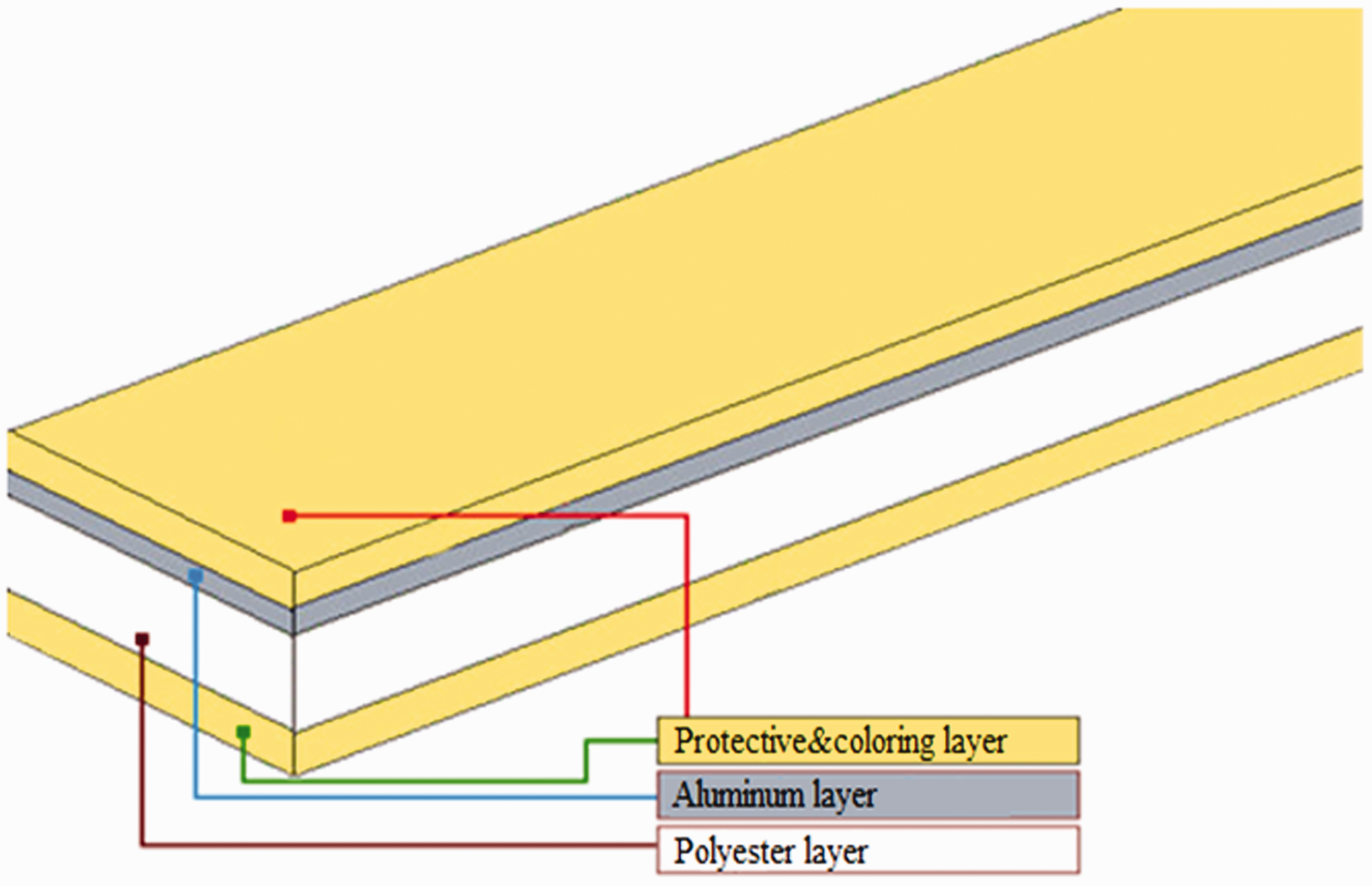
Cross-sectional view of the metallized yarn.
Metallized yarns can be used in the form by which they are produced or by twisting with different filaments, such as polyester and polyamide [10–12]. In the market, metallized yarns directly used in their produced form are called “M” type yarns. Different types of supported metallized yarns could be produced by changing the winding frequency and the distance between the winded metallized yarns obtained by twisting with other filaments. The increase in the number of turns and the decrease in the distance between the metallized yarns increase the yarn brightness [13].
The metallized yarn is exposed to a number of external factors thus the yarn’s metal coating could be removed from the web. In this situation, the yarn brightness is completely lost and the yarn returns to a transparent form. Therefore, determining the fastness properties of the fabrics produced from the metallized yarns against repetitive washing, friction and the coating resistance against chemical substances is crucial. However, literature review showed that studies on the mechanical on mechanical and fastness properties of metallized yarns are almost limited. In a study, the effect of the metallized yarn ratio on the tenacity, tearing resistance, rigidity and abrasion resistance properties of woven fabrics was observed. The results, showed that the increase in the metallized yarn ratio increased the elongation at break and decreased the tenacity, stiffness and abrasion resistance values of the fabrics [14]. The air permeability property of the woven fabrics produced from the polyester and metallized yarn with different weave constructions and weft densities was examined. The results implied that the increase in the metallized yarn usage rate cause an increase in fabric air permeability related to fiber cross section [2].
In some other studies found in the literature, metallized yarns, surface structures and production methods were analyzed by using techniques such as optical microscope, scanning electron microscope, X-ray, EDX, etc. [15–20]. In one type of study, the changes on the surface of the metallized yarns were evaluated after corrosion the process by image analysis. The alkaline solution treatment was found more effective on the aluminum-based samples than the silver-based samples. As a result, alkaline treatment may be optimized specifically according to the specimen obtain the desired shiny appearance [21].
Previous patents similar to this study subject were also observed. One of them, stated that metallized yarns, which are durable to degradation against high temperature and pressure during dyeing were produced by laminating metallized transparent webs using an adhesive, including a polyethylene copolymer [22]. Another showed that a laminated plastic metallized yarn is durable for processing in conventional piece dye baths and in scouring and cleaning baths without any decrease in its shiny appearance [4]. In one of the other patents, some problems were encountered because of the dyeing process of the metallized yarns. Accordingly, a new technique about using a heat resistive polyurethane material as an adhesive during the production process was explained to eliminate the delamination and the discoloration of metallic yarns after dyeing process [23].
This project mainly aims to improve the physical and fastness properties of metallized yarns eliminate problems, such as loss of brightness and becoming transparent during usage. The lamination technique has been chosen as the solution. Moreover, different from the previous studies, for the first time metallized and transparent polypropylene films are used in the metallized yarn production process.
The test results obtained in the study, indicate that the metallized yarns produced herein are resistant to repetitive washing and abrasion caused by friction. Additionally, the produced laminated metallized yarns are thought to be an important alternative choice for commercially producing metallized yarns and could be preferred in the production of high value-added products in the market.
Material and methods
Metallized film production via lamination technique
Eight different laminated metallized films were produced from a transparent polyester film (PET), a metallized polyester film (PET-MET), a transparent polypropylene films (BOPP) and a metallized polypropylene film (BOPP-MET) in a leading packaging company.
PET is co-extruded transparent biaxially oriented polyethylene terephthalate film. This film is commonly used for applications that require medium oxygen resistance, high UV light resistance, low moisture absorption, high tensile strength, high gas barriers and high temperature resistance. The most standard production thickness for the film is twelve microns.
PET-MET co-extruded metallized (coated with a thin layer of aluminum) biaxially oriented polyethylene terephthalate film. This film is commonly used for applications that require glossy metallic appearance, high moisture oxygen and UV resistance, and high tensile strength. The film is widely used, instead of aluminum foil, in the flexible packaging market. The most standard production thickness for the metallized PET film is twelve microns.
BOPP is co-extruded transparent biaxially oriented polypropylene film. This film is commonly used for applications that require moisture resistance, optical clarity and high tensile strength. The most standard production thickness for the film is twenty microns.
BOPP-MET is co-extruded metallized (coated with a thin layer of aluminum) biaxially oriented polypropylene film. This film is commonly used for applications that require glossy metallic appearance, high moisture resistance, medium oxygen resistance, UV resistance and high tensile strength. The most standard production thickness for the metallized BOPP film is twenty microns.
Polyurethane adhesives (solvent-based and solvent-less) were used in the experimental part of this study. With the solvent-based lamination, the OH and NCO groups were defined as the hardener and the main substance respectively, while solvent was defined as the viscosity regulator. Meanwhile, in the solvent-less lamination technique, two components were combined and the viscosity was obtained within 15-25 seconds. Less adhesive was used with the solvent-based lamination technique, however, the curing time was higher than the solvent-less adhesive type [24]. The reaction of the solvent-based and solvent-less adhesives with isocyanate and poliol content used in lamination occurred as;

The polyurethane-based adhesive was used in both types of lamination. The amount of adhesive transferred could vary depending on the machine speed, the application roller diameter and rotation speed. Preliminary trials performed before the production of the laminated metallized films. The production parameters were then determined and kept constant. Table 1 shows the production parameters used in the experiments. Figure 2(a) and (b) illustrates the schematic representation of the solvent-based and solvent-less lamination techniques respectively.
Machine parameters used in the lamination process.


Solvent-based lamination process (a) and solvent-less lamination process (b).
Figure 2(a) shows the solvent-based lamination process. In this technique, the OH and NCO groups, defined as hardener and main substance respectively, were brought to the applicable viscosity with the help of a solvent. The obtained solvent-based adhesive was applied from the application unit and in the application rollers. The excess adhesive was peeled off with a stripping knife to prevent excess adhesive from being applied onto the film. The adhesive applied on the application rollers was transferred to the film by the help of transfer rollers. The laminated metallized film was then dried with a drying oven and the solvent was vaporized.
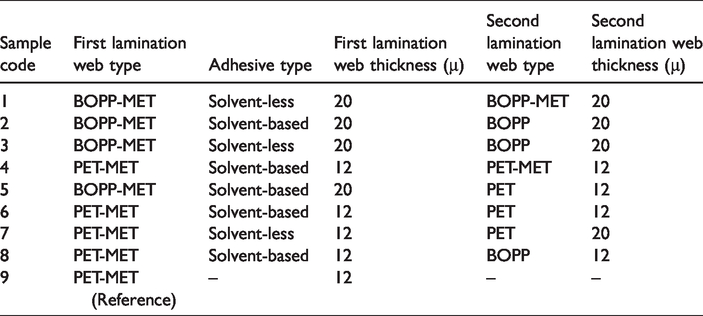
Figure 2(b) shows the solvent-less lamination process. The two component, adhesive formulation (isocyanate and poliol) was prepared in the mixing unit. The adhesive was applied from the application unit and in the application rollers. The laminated metallized film was then winded and a laminated metallized film roll was obtained. Eight different types of laminated films were produced using two different types of laminating adhesive. Table 2 presents the experimental plan used in the study.
Experimental plan used in the study.
Production of metallized yarns
Metallized films are cut in a rectangular form in different width sizes ranging from 0.20 to 0.37 mm according to customer demand. In this study, the thickest width (0.37 mm) was determined and used to produce all the metallized yarns. In one of the metallized yarn companies the films were cut and winded in bobbin form under standard conditions. The “M” type metallized yarn was not suitable for the direct fabric production process because of the low tenacity property; therefore, they were twisted 19 tpm with two polyamide filaments having 20 Denier linear densities, one in the “S” direction and the other in the “Z” direction with 19 tpm.
Yarn tenacity test
The metallized yarn tenacity is an important property for the fabric production process, which directly affects the tensile strength of fabrics [25]. The lamination method is thought to certainly have an advantage on the tenacity property of the yarns. All yarns were tested with a Zwick Z010 yarn tenacity tester according to the TS EN ISO 2062 standard to understand the effect of the lamination process, raw material and the adhesive types on the tenacity property of metallized yarns.
Yarn friction coefficient
The frictional behavior of the yarns has a significant effect on the processability of yarns. The yarn is subjected to two important friction forces during fabric production. The first one is yarn-to-yarn and the other one is yarn-to-metal friction. If the tension of the yarn during these two frictions is too excessive, the yarn breaks. Increase in the number of breaks, reducing the production speed and efficiency and thus cause to increase the production cost of the product [26].
The yarn friction properties can be measured using a constant tension transport (CTT) test machine [27]. The metallized yarns’ yarn-to-yarn coefficient properties were tested herein according to the ASTM D3412, except for one sample (Sample 1) considering the continuous yarn breaks. The yarn-to-yarn friction coefficient test could also not be performed because of the yarn breaks and the excessive elongation of all metallized yarns produced herein.
Production of knitted fabrics
Metallized yarns are generally used in manufacturing knitting wears, knit and woven fabrics, embroideries, labels etc. [28]. This study mainly aims to produce one type of fabric structure from different metallized yarns to observe the resistance of these yarns against the external effects during usage. Accordingly, the knitting method was chosen for the fabric production, because of less preparation time and high production speed advantages. During the productions, a Mesdan Lab knitter machine was used and a single jersey knitted knit structure was produced using constant production parameters (tension: 0.40 cN and speed: 4). Except for one metallic yarn sample (Sample 1), all metallic yarns were knitted. After too many trials with different yarn bobbins, we decided that the BOPP-MET/BOPP-MET yarn was not knittable because of the continuous yarn breaks.
Circular bending rigidity
The circular bending stiffness is the resistance of fabrics against bending and acts as an indicator of the hardness of textile surfaces. In other words, the bending rigidity is one of the main fabric properties used for determining drapeability and handle [29]. Rigidity is the indicator of the appearance of clothe evaluation and decision as regards whether the fabric is deformable or sewable. This test gives an idea on the suitability of fabrics for specific end-use. All fabrics were measured according to the ASTM D4032 standard with SDL Atlas Circular Bending Stiffness tester to understand the effect of the film and adhesive types on the bending stiffness of fabrics [30].
Fabric abrasion resistance
The wear resistance of all fabrics produced within the scope of the study was measured according to the TS EN ISO 12947-2 standard using a Martindale abrasion tester [31]. The formation of the first yarn break or hole of the fabric sample was tested in the preliminary trials. Moreover, the highest abrasion cycle number was determined as 10,000. The test samples were observed periodically, and the average values of the first fabric break were calculated.
Handle property
The handle property of fabrics related to the fiber, yarn, and fabric properties has an important effect on the fabric. The handle property of the produced fabric was subjectively evaluated herein. Accordingly, four-finger test and two or more finger compression methods were used [32]. In the first method, the fabric was tested with four fingers and back and forth movements on the fabric surface. Fabric properties such as surface structure and the feeling of warmth, were evaluated. In the second method, the fabric was squeezed between the thumb and index fingers. Textures, hardness, weight, and other properties including the feeling of warmth, friction, and amount of tension for both sides of the fabric, were observed. Both tests were scored by 10 experts. All fabrics were scored between 1 and 5, in which 1 means the hardest and 5 means the softest [33].
Repetitive washing test
Textile products are being exposed to repetitive washing during usage; hence, all fabric samples produced herein were repeatedly washed to determine the durability of the fabric appearance without losing the surface brightness against repetitive washing. Within this framework, the knitted fabrics produced from the metallized yarns were prepared in dimensions of 10 × 10 cm2 and washed for 20 times in a household washing machine according to the TS 5720 EN ISO 6330 standards [34,35]. Aside from 40°C, the washing temperatures chosen were 60°C and 90°C were chosen to observe the fabric durability against high-temperature repetitive washing. The washing process continued for approximately 90 min using 150 g of detergent for three different temperatures. After 1st, 5th, 10th, 15th and 20th repetitive washing at different temperatures, the surface appearances of the fabrics were subjectively examined using gray scale [23,36,37].
Dry cleaning, rubbing, perspiration, and ironing fastness
During usage, textile fabrics they are generally exposed to dry cleaning, rubbing, perspiration, and ironing processes. In this study, these properties are measured one time according to the test standards given below. After each test, the change in the fabric brightness before/after the test is then visually observed and subjectively evaluated with grayscale.
The resistance of the metallized yarns to dry cleaning was investigated according to TS EN ISO 105 D01. Therefore, 10 x 4 cm fabric samples were placed into 200 ml perchlorethylene together with steel balls to simulate the mechanical action of a dry-cleaning equipment at 30°C for 30 min.
The rubbing fastness was measured according to the TS EN ISO 105 X12 standard. The fabric and the dry/wet white cotton fabric samples were placed longitudinally between the jaws of the friction device (crockmeter) with certain pressure and number of rubbing with equal intervals.
The perspiration fastness was measured according to the TS EN ISO 105 E04 standard. Human sweat is sometimes acidic and sometimes basic; therefore, for the perspiration fastness, both acidic and alkaline fastness were tested under specific pressure (12.5 kPa), temperature (37°C), and time (4 h) in the perspirometer and evaluated [36].
The ironing fastness test was measured according to the TS 472 EN ISO 105 X11 standard at 110°C temperature [38]. The tests were applied according to the standard with the dry, wet, and moist fabric form.
Results and discussion
All tests were performed after the test samples were kept in standard atmospheric conditions for 24 h (65 ± 5% relative humidity, 20 ± 2°C). The experimental test results of the yarns and some fabric properties were evaluated with the one-way analysis of variance (ANOVA) using the IBM SPSS.22 pocket program at 95% confidence level. For the analysis, we performed a binary comparison of the samples. Furthermore, the effects of the adhesive type (solvent-less/solvent-based), film type (PET, BOPP), and lamination process on the observed property of the yarn/fabric were investigated in detail.
Test results of yarns
Tenacity, elongation ratio, and friction coefficient results
The yarn tenacity test was applied to the metallized yarns in “M” form to clearly understand the effect of the lamination process on the yarn strength property. When the yarn tenacity was compared, the highest tensile tenacity was obtained with the yarns produced from PET-MET/PET (Sample 6). Meanwhile, the yarns produced from BOPP-MET/PET achieved the lowest tensile tenacity (Sample 5).
The highest elongation value was achieved with the BOPP-MET/BOPP-MET yarns, while the lowest elongation value was obtained with the BOPP-MET/PET yarns. The metallized yarns produced with BOPP-MET/PET had the highest yarn-to-metal friction coefficient value. On the contrary, the reference yarns PET-MET had the lowest yarn-to-metal friction coefficient value. Tables 3 and 4 show the metallic yarn tenacity, elongation ratio, yarn-to-metal friction coefficient values, and variance analysis results, respectively.
Metallic yarn tenacity, elongation ratio and friction coefficient values.

*Could not be measured.
Variance analysis results of metallic yarn tenacity and elongation ratio values.

*Statistically significant at 95% confidence level.
The adhesive type used in the lamination significantly affects the yarn tenacity and elongation ratio properties. The effect changed according to the raw material type. The metallized yarns produced with polypropylene films had a higher strength property when the solvent-less adhesive type was used in the production. On the contrary, the yarns tenacity increased when solvent-based adhesive type was used in the production polyester films.
The effect of the raw material type on the yarn strength and elongation was statistically significant. However, the tenacity values of the metallized yarns produced from the polyester or polypropylene thin films were close to each other. We can say that the most important issue is the use of a unique type of web in the lamination. If the second lamination web type is different from the first one, the yarn tenacity will significantly decrease instead of increasing, which could be explained with the incompatibility of the different types of web films. The similar effect was observed with the elongation ratio values when the monotype raw material was used in the lamination. The elongation ratio also increased.
The lamination process increased the yarn thickness compared to the conventional single-ply metallized film. No significant increase in strength was observed. In other words, the strength of the yarns produced from the laminated films slightly increased, albeit not being sufficient for knitting the laminated metallized yarns directly in the knitting machine.
The adhesive type did not have any effect on the yarn-to-metal friction coefficient values. The effect of the lamination film on the yarn-to-metal friction coefficient was significant only in two groups. The yarn-to-metal friction coefficient of the yarns significantly increased when the metallized polypropylene film was used in the production of metallized yarn production. Moreover, the lamination technique significantly increased the yarn-to-metal friction coefficients of the metallic yarns of samples 6, 7 and 8.
Test results of fabrics
The difference between the fabric weight and thickness was caused by the significant thickness difference between the different types of metallized films. The yarns produced with polypropylene and/or metallic polypropylene thin films were thicker and had a higher fabric weight than those produced with polyester and/or metallic polyester thin films. Table 5 presents the basic physical properties of the knitted fabrics. The numbers of yarn breaks and holes with the knitted fabrics were recorded to compare the yarn knittability. Table 6 provides the data obtained from the produced fabric length (6mt).
Basic physical properties of the knitted fabrics.

*Could not be knitted.
Number of yarn breaks and holes on the fabrics during knitting.

All fabric data obtained during knitting indicated that the optimum yarn for knitting was PET-MET/PET with zero yarn breaks and holes. The highest number of holes was obtained with the BOPP-MET/BOPP and BOPP-MET/PET yarns. The breakage of the yarn caused holes during knitting; however, in some fabric samples (samples 2 and 5), a big difference was found between the number of yarn breaks and holes. The lamination web type and adhesive type effects were not clear on the number of holes in the fabric alone, but the test results showed that the combination of metallized polypropylene film with the solvent-based adhesive significantly increased the number of holes in the fabric.
Circular bending rigidity
In the circular bending stiffness test of the fabric samples, considering the low weight of the fabrics, the samples were folded six times before the tests and before being measured. Tables 7 and 8 show the test and variance analysis results.
Circular bending rigidity test results.

Variance analysis results of the circular bending rigidity test values.

*Statistically significant at 95% confidence level.
The adhesive type had an important effect on the fabric’s rigidity property. When the solvent-less adhesive type was used, the rigidity significantly increased, independent of the raw material type. The type of the lamination film was found to be statistically important within three binary comparisons; however, effect was unclear. In some cases, using the polypropylene and polyester film increased the rigidity. The effect of the lamination method on the rigidity property of the fabrics was also significant. The increase in the web film thickness caused the lamination process to significantly increase the bending rigidity of all fabrics.
Fabric abrasion resistance
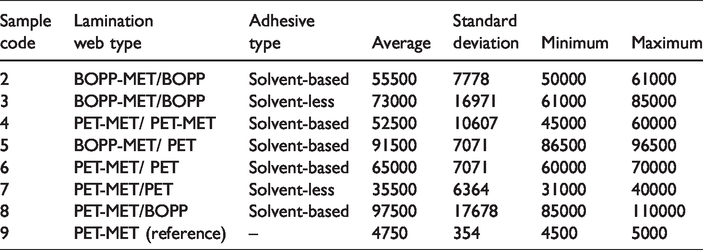
The abrasion resistances were evaluated by using the determination of the first yarn break of the fabric samples. The test results implied that the highest abrasion resistance was observed with the metallized polyester and polypropylene (Sample 8), while the lowest abrasion resistance was observed with the reference fabric (Sample 9). Tables 9 and 10 list the fabric abrasion test and variance analysis results, respectively.
The fabric abrasion test results.
Variance analysis results of the fabric abrasion test values.
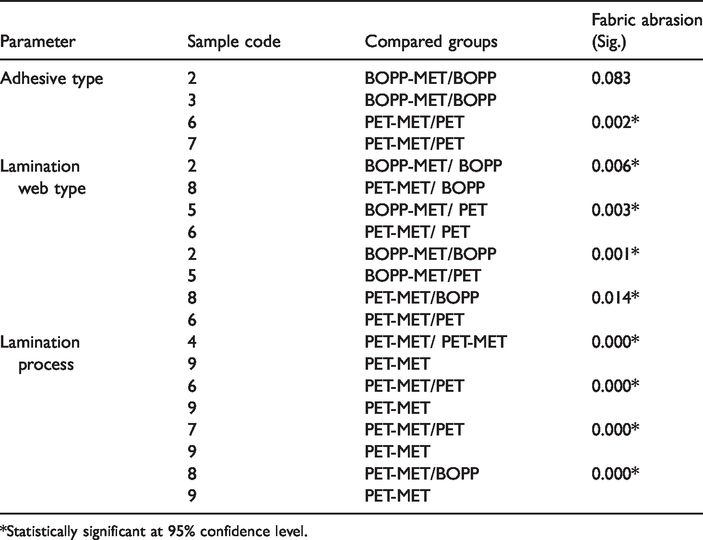
*Statistically significant at 95% confidence level.
The variance analysis results showed that the effect of the adhesive type on the fabric abrasion resistance property changed according to the lamination film type. The adhesive type does not have a significant effect on the fabric abrasion resistance property produced with polypropylene films. In contrast, the effect was significant on the fabrics produced with polyester films. When the solvent-based adhesive was used in the PET-MET/PET yarn production, the fabric produced with these yarns had a higher abrasion resistance compared to the solvent-less adhesive type.
The lamination film type was also significant for the abrasion property; however, the effect changed. In one group, the fabrics produced with the polyester film yarn had a higher abrasion resistance, while in the other group, the fabric produced with the polypropylene film yarn had a higher abrasion resistance. The abrasion resistances of the fabrics produced with both polyester and polypropylene films generally always have a higher abrasion resistance.
The effect of the lamination process was quite clear and important. Even the fabric with the lowest wear resistance produced with the lamination method showed approximately 10 times more abrasion resistance than the reference fabric sample. In addition, the fabric with the best abrasion resistance value had approximately 20 times more abrasion resistance than the reference sample.
Handle property
As mentioned earlier, a four-finger test and two or more finger-compression methods were used with the handle test. According to the test results, although two different test methods were used for the handle property, the results were similar. The fabrics produced with polyester films are generally softer than those produced from polypropylene films. Tables 11 and 12 present the fabric handle property test and the variance analysis results, respectively.
Handle property test results.

*1: Hardest; 5: Softest.
Variance analysis results of the handle property test values.
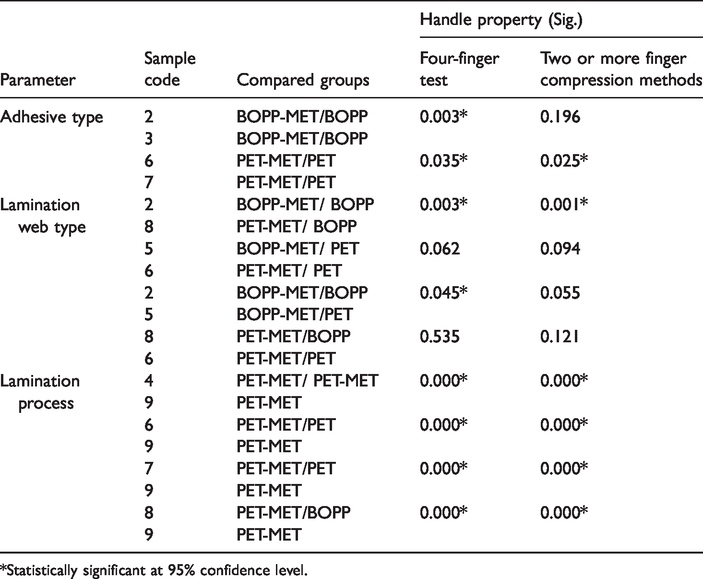
*Statistically significant at 95% confidence level.
The effect of the adhesive type on the fabric handle property was mostly similar independent to the raw material type. The effect of the adhesive type was important in both polypropylene and polyester films. The fabric stiffness significantly increased when the solvent-less adhesive type was used.
The effect of the film type was similar with two different handle property test methods. The hardest handle property was mostly observed with the fabrics produced with polypropylene films. This effect was more evident, especially when both lamination film types were chosen as polypropylene.
The lamination process effect is quite clear and important. A significant increase was observed with the handle properties of the fabrics produced with the laminated yarns. The lamination process increased the thin film thickness; thus, the yarns and the fabrics produced from these films had a stiffer handle property.
Repetitive washing test results
After the washing tests, the samples were subjectively evaluated according to the gray scale method by those who are experts in evaluation. All fabrics were graded between 1 and 5 according to appearance (metallic brightness) after the 1st, 5th, 10th, 15th, and 20th times of washing. All untreated samples were initially scored as 5. The evaluations were made by comparing the untreated (unwashed) reference of each sample. A higher score meant that the sample was closest to the initial state and had a higher resistance to the repetitive washing process.
The washing test results were also evaluated with the regression analysis method for each washing temperature separately. In the regression analysis, lamination web type, adhesive type, and the number of washing treatment cycle variables were defined as independent variables and the scores for the fabrics after repetitive washing was defined as the dependent variable.
After the repetitive washing test at the lowest temperature of 40°C, the first washing results of the yarns and fabrics produced using the lamination technique were found to be similar. On the contrary, the reference fabric appearance changed from the beginning, and the brightness decreased. The best result was obtained with the yarns produced with BOPP-MET/BOPP (solvent-less). The difference between the reference and laminated samples was significantly observed after the fifth washing treatment. The metallic part was removed entirely after this cycle. Table 13 and Figure 3 show the fabric scores and appearances, respectively. Table 14 presents the regression analysis results.
Fabric scores after repetitive washing at 40°C.

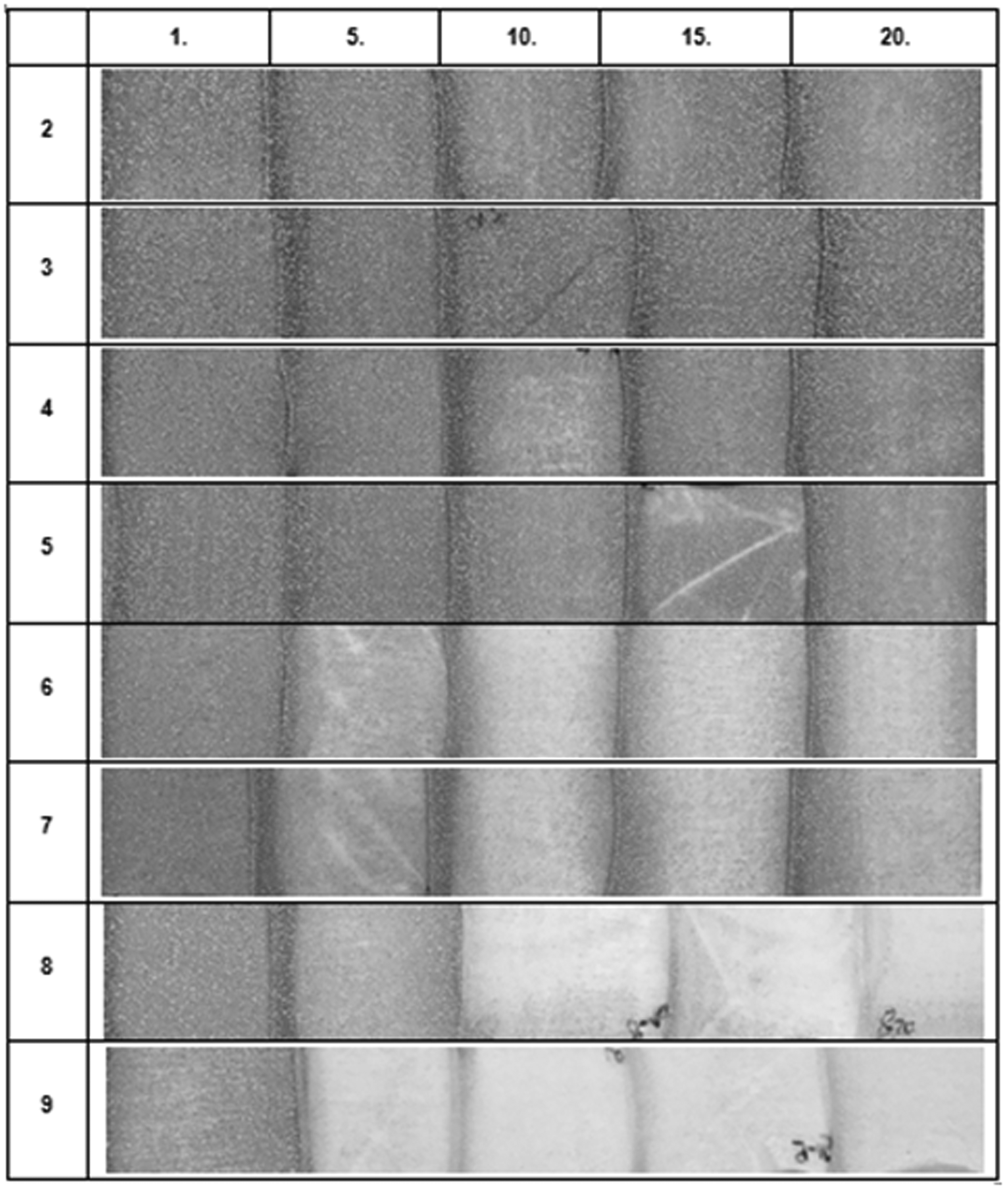
Fabric appearances after repetitive washing at 40°C.
Regression analysis results for repetitive washing at 40°C.

*Statistically significant at 95% confidence level.
According to the regression analysis results, it was seen that the effects of lamination web type and washing cycle on the fabric scores after repetitive washings at 40°C are statistically significant. This result supports the subjective evaluations. On the other hand, the effect of adhesive type on fabric appearances was not found significant.
During the examination of the values after repetitive washing at 60°C, a noticeable difference in the reference fabric appearance was observed since the first washing cycle; thus, the bright appearance started to disappear significantly. After the tenth wash, many of the fabric samples produced with the laminated yarn had exhibited significant changes in their appearance, and their bright appearance disappeared. The best results were obtained with the fabrics produced from BOP-MET/BOPP (solvent-less). In addition to this, BOP-MET/BOPP (solvent-based) and PET-MET/PET-MET (solvent-based) were also close to the best result. Table 15 and Figure 4 exhibit the fabric scores and appearances, respectively. Table 16 presents the regression analysis results.
Fabric scores after repetitive washing at 60°C.


Fabric appearances after repetitive washing at 60°C.
Regression analysis results for repetitive washing at 60°C.

*Statistically significant at 95% confidence level.
According to the regression analysis results, the effects of lamination web type and the adhesive type on the surface appearances of fabrics exposed to repetitive washing at 60°C were found statistically significant. On the contrary, the effect of the washing cycle was not significant.
Most of the changes in appearance were examined with reference to fabrics washed at a 90°C temperature. Similarly, the metallic part of the yarns completely disappeared in the first washing cycle. The best results were obtained with BOPP-MET/BOPP (solvent-based), similar to the other washing tests conducted at different temperatures. However, PET-MET/PET-MET (solvent-based) was also close to the best result. Table 17 and Figure 5 present the fabric scores and appearances, respectively. Table 18 shows the regression analysis results.
Fabric scores after repetitive washing at 90°C.

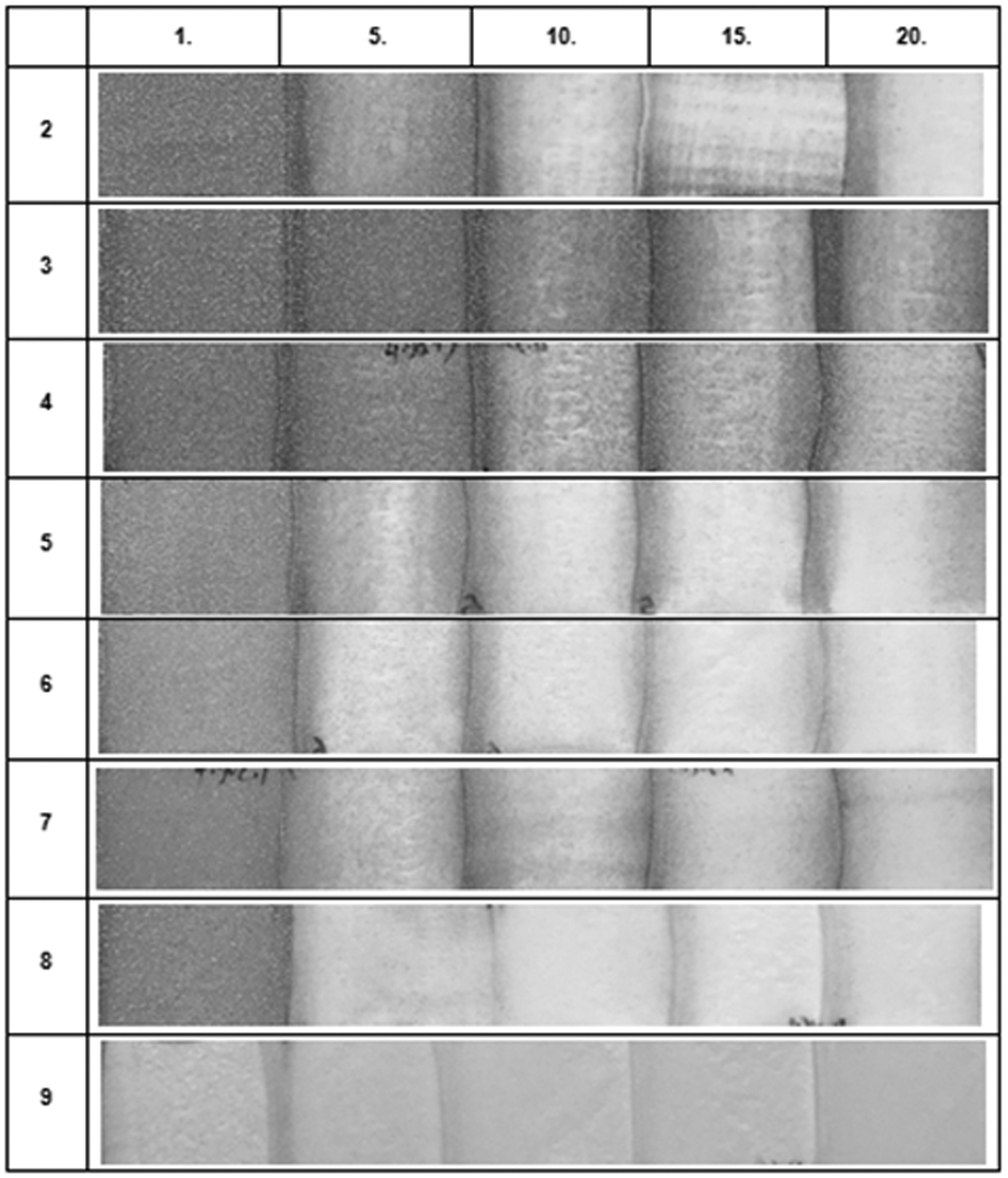
Fabric appearances after repetitive washing at 90°C.
Regression analysis results for repetitive washing at 90°C.
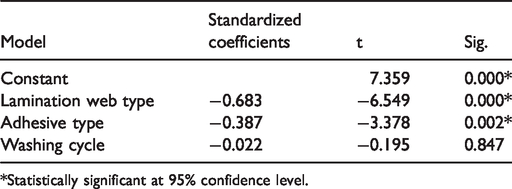
*Statistically significant at 95% confidence level.
According to the regression analysis results, the effects of lamination web type and adhesive type after repetitive washing at 90°C were statistically significant. The effect of the washing cycle was not significant.
As seen from the regression analysis results, the adhesive type had not significantly affected the fabric's surface appearance at low temperatures. On the contrary, the adhesive type becomes more important and effective due to the increment in washing temperature. It is thought that this result is related to the effect of solvent-based adhesive that eliminates delamination.
The lamination process protects the metallized yarn coating. As a result, these fabrics had a distinctly higher resistance to the repetitive washing treatments. The fabrics produced with polypropylene yarns had the highest resistance when compared to the fabrics produced with polyester.
An analysis of the adhesive type’s effect on the fabrics against repetitive washing until the fifth washing treatment illustrated that the fabrics produced with the solvent-based adhesive type had better washing fastness for both polyester and polypropylene raw materials. However, after this cycle, the fabrics’ visual appearances were similar.
Dry cleaning, rubbing, perspiration, and ironing fastness test results
All fabric samples produced in this study were resistant to the dry cleaning fastness, acidic/alkaline perspiration fastness, and ironing fastness tests. The lamination web type, adhesive type, and lamination process did not have any effect on the fastness properties.
The rubbing fastness test aimed to observe the brightness change of the fabric after test. According to the results, dry and wet rubbing caused changes in the fabric appearance, and the difference was more distinct in the reference fabric. However, the effects of the lamination web type and the adhesive type were not observed. Table 19 and Figures 6 to 9 show the scores for the fabric fastness test results and evaluated fabric appearances after the dry cleaning, rubbing, perspiration and ironing fastness tests, respectively.
Scores for the fabric fastness test results.

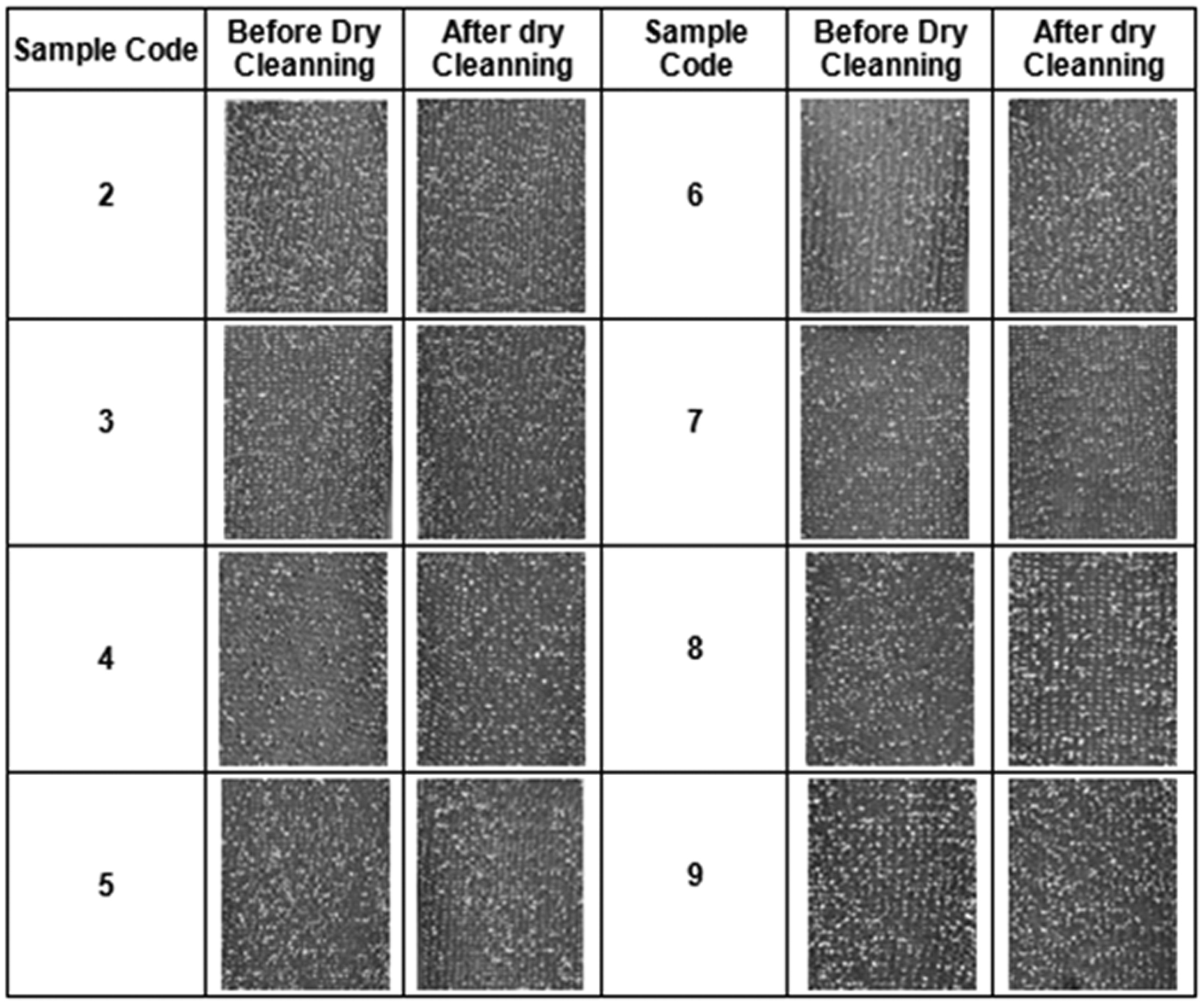
Change on the fabric appearance after dry cleaning.

Change on the fabric appearance after dry/wet rubbing.

Change on the fabric appearance after perspiration.

Change on the fabric appearance after ironing.
Conclusion
The tests results revealed that the metallized yarns produced by using the lamination method have higher tenacity values than the reference yarn. Particularly, the increase in yarn tenacity was distinct when a monotype film was used for the lamination. However, the increase in strength was not enough for single use in the knitting process, and the laminated metallized yarns still could not be knitted without twisting with another filament.
The adhesive type used in the lamination process was effective in terms of yarn tenacity and break elongation. Higher tenacity values were obtained when a solvent-less adhesive was used for polypropylene films, and the solvent-based adhesive was used for the polyester films.
With respect to the friction coefficient values of the yarns, the lamination process increased the yarn-to-metal friction coefficient values of the metallized yarns. Regarding the raw material type, the yarns produced from the metallized polypropylene film had higher yarn-to-metal friction coefficient values compared with those produced from metallized the polyester film.
An evaluation of the fabric properties showed that the lamination process increased the stiffness property of the fabrics, and the fabrics finally had a harder handle property. This result implied that the lamination process had a negative effect to garment comfort. However, we should also consider that the knitted fabrics in the study were produced with completely metallized yarns. The metallized yarns in these garments generally have low percentages; hence, the increase in the metallized yarns’ stiffness will probably not significantly affect the handle property of the garment.
The lamination process, web film type, and adhesive type did not have a significant effect on the dry cleaning, acidic/alkaline perspiration, and ironing fastness properties. Only a slight improvement in the lamination process was observed with the dry and wet rubbing fastness properties.
The lamination process protected the metallic coating; thus, the fabrics produced with the laminated films showed a very good performance against the repetitive washing process. After the high number of washing cycles, the fabrics were still shiny and had a usable appearance. The effect was more evident with low temperatures. In contrast, the effect of the lamination process was indistinct with the temperature increase. The samples produced from the metallized polypropylene and polypropylene (solvent-less adhesive) had the best performance against repetitive washing.
With respect to the abrasion test results, the lamination process significantly improved the abrasion resistance because of the protection of the metallic part between the two web films. The fabrics produced with the polypropylene showed a better wear resistance than those produced with polyester films. On the contrary to the yarn tenacity, the best wear resistance properties were obtained with the fabric produced from both polyester and polypropylene films. The effect of the adhesive type changed according to the raw material type. Moreover, and the use of a solvent base adhesive with the polyester yarns significantly increased the abrasion resistance and the yarn tenacity.
As a result, the lamination technique definitely improved the resistance of fabrics against the factor effect during usage. When all test results were evaluated, according to high resistance to repetitive washing and high abrasion resistance of fabrics produced with metallized polypropylene and polypropylene (solvent-based adhesive type) is the best one.
In the future project, we aim to produce woven fabrics with metallized yarns and develop a new type of metallized yarns that are resistant to the textile finishing process.
Footnotes
Acknowledgements
The authors would like to thank project partner Bak Ambalaj Company for their contributions to the study. We are grateful to Ege University Planning and Monitoring Coordination of Organizational Development and Directorate of Library and Documentation for their support in editing and proofreading service of this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by TUBITAK 118M137 project.