
Abstract
In this study, low-velocity impact and interfacial bonding properties of weft-knitted ultra-high-molecular-weight-polyethylene (UHMWPE) filaments reinforced epoxy resin and vinyl ester resin composites were investigated. UHMWPE filament yarns of 600 D were applied to fabricate three weft-knitted structures of plain stitch, interlock air space stitch and swiss double pique. Vacuum-assisted resin infusion (VARI) technology was utilized to combine resin and fabric to form inter-ply hybrid rigid composites. The basic mechanics, impact resistance and puncture performance of the hybrid composites were evaluated and their interfacial bonding was analyzed. It was revealed that composites with interlock air space stitch reinforcement exhibited the highest mechanical properties and puncture resistance. Under the same weft-knitted reinforcement, the tensile and flexural properties of the epoxy matrix composites were better than vinyl ester matrix composites. However, their low-velocity impact resistance was a bit inferior. The interfacial bonding ability between vinyl ester resin and weft knitting structure reinforcement was stronger because of the similar material structure between resin and reinforcement. This process is important for determining the optimum bonding method to achieve extensive application and improve the shelf life of UHMWPE composites.
Keywords
Introduction
Ultra-high-molecular-weight-polyethylene (UHMWPE) fiber is made up of polyethylene with a 1−5 million g/mol molecular weight. UHMWPE fiber is light, resistant to chemical corrosion, flame retardant and has excellent mechanical properties such as high tensile strength, impact resistance, shearing resistance etc. It has various applications and is mainly used in military, transportation and chemical fields [1–6]. Moreover, UHMWPE fiber-reinforced composites can be applied in civil, biological, industrial filtration and building materials.
This knitted reinforced composite is made up of polymer matrix and knitted fabric reinforcements with several warp-knitting and weft-knitting structures. Several studies on the effects of the fabric structure variations on the composite properties have been reported. Some of the studies focused on the effects of changing the structure and layers of two-dimensional knitted fabric reinforcing composite on the mechanical properties and impact resistance of the composite materials [7,8]. Furthermore, to explore the influence of the overall structure of knitted fabric reinforcement on the compression and mechanical properties of composite materials, the structure of biaxial knitted fabric and the three-dimensional fabric was fabricated as reinforcements [9,10].
Moreover, the properties of different resin matrix-based UHMWPE reinforced composites have been reported [11–13]. The UHMWPE fiber reinforced composites were found to have excellent mechanical properties, shear resistance, and impact resistance. Essentially, the reinforcing fibers exhibited better interface bonding effect with the matrix and improved mechanical properties once modified [14–16]. In addition, the mechanical properties of UHMWPE fiber-reinforced composite can be enhanced by varying thermal pressing process parameters [17,18]. Hu et al. studied UHMWPE bonded to silicon carbide (SiC) ceramics and found out that the composite materials had excellent bulletproof properties, which were mainly associated with the shape of the silicon carbide [19]. In another study, Yang et al. prepared basalt/UHMWPE composites by the compression molding method. The mechanical and impact resistant properties analysis revealed that the composite had good strength and toughness. However, its critical failure energy absorption capacity and low-speed impact performance were better than those of carbon fiber/polyethylene composite [20].
Although numerous studies have explored UHMWPE fiber-reinforced composites, very few have focused on its fabrication, blending, mechanical properties and interfacial bonding properties from different knitted constructions [21–23]. It is evident that, once the weft knitted fabric is used as reinforcement, the composite materials have prominent shape-adaptability. This is specifically suitable for mold forming, and has better resistance to impact performance, energy absorption performance and fatigue resistance than other fabric reinforced composites [24–26]. For diverse application and durability of UHMWPE composites, the interface bonding properties of UHMWPE fibers with different resins are studied to determine the optimal bonding method [27–28]. Through varying the reinforced fabric structure, effects of different structures on the mechanical properties of inter-ply hybrid rigid composites were studied [29–31]. Although substantial research has been done on woven fabrics, few have designed by knitted fabric. In this study, UHMWPE reinforced composites with three typical weft-knitted fabric structures with distinct characteristics and different resins were prepared. The effects of these reinforcements on the low-velocity impact and interfacial bonding performance of the UHMWPE composites were investigated. This is important for diverse application and improving the shelf life of UHMWPE reinforced products.
Experimental
Materials and fabrication of UHMWPE weft-knitted reinforcement
UHMWPE filaments were purchased from Zhongfu fiber co. LTD, Qingdao, China. The filaments had a fineness of 600 D and were attached with 25 entwist/10 cm by self-made twisting machine. The breaking strength of UHMWPE fiber was 4 GPa and the elongation at break was 4.3%. E51 epoxy resin, 6500 polyamide hardener, 901 vinyl ester resin, and hardener were provided by Baiyi Chemical co. LTD, Jining, China. The tensile strength of epoxy resin E51 was 80 MPa and the elastic modulus was 3 GPa. The tensile strength of vinyl resin 901 was 85 MPa and the elastic modulus was 3.4 GPa. The UHMWPE filaments were fabricated into three weft-knitted structures by CMS 530HP flat knitting machine (Gauge 14, STOLL, Germany) shown in Figure 1. They included plain stitch, interlock air space stitch, and swiss double pique, which were prepared for reinforcements. Plain stitch is the most basic and simple knitted fabric. Interlock air space stitch is composed of rib and plain stitch with high dimensional stability. Swiss double pique is composed of an incomplete rib and a variable plain stitch with a compact and flat surface. The three kinds of knitted fabrics were appropriate for comparison and reference experiments. The running speed was set at 0.4 m/s with a sinking depth of 10.5 mm. The specifications of UHMWPE weft-knitted reinforcement are shown in Table 1.

The structure of plain stitch (a), interlock air space stitch (b) and swiss double pique (c).
Specifications of UHMWPE weft-knitted reinforcements.

Manufacturing of weft-knitted UHMWPE reinforced composites
The reinforcing of UHMWPE weft-knitted by combining with epoxy and vinyl ester resins were processed by vacuum assisted resin infusion (VARI) into inter-ply hybrid rigid composites. This process removed microbubbles in the fiber reinforcement and resin. Subsequently, the resin flowed into the permeable fibers and cured at a certain condition to form a composite material. Different composites were formed according to resin/fiber ratio. The experimental process is shown in Figure 2.

Schematic diagram: (a) VARI process and (b) penetration angle.
Firstly, E51 epoxy resin and polyamide 6500 Hardener were mixed at 2:1 weight ratio and filled into a container while stirring to form homogeneous solution. Vacuum defoaming was done in the DZF-6020B vacuum dry oven for 10 minutes at room temperature (26 °C) to form a uniform mixture. The other resins were composed of 901 vinyl ester resin and hardener at a weight ratio of 100:1, which was then defoamed for 20 minutes in vacuum dry oven at room temperature.
Secondly, mold and coat releasing agents were cleared from the surface of the mold. The UHMWPE weft-knitted reinforcements, peel ply, flow medium, spiral tube and vacuum film were placed in turns at the center of the mold. The UHMWPE weft-knitted reinforcements had three layers with identical structure but different angle-ply [0°, 90°, 0°]. After the resin was infused into the whole mold, the mold was kept in the oven at 120 °C for 2 h. The curing condition of vinyl ester resin perfusion molding was 120 °C for 1 h. The inter-ply hybrid rigid composite panel was released after curing. The parameters of the weft-knitted UHMWPE reinforced composites are shown in Table 2.
Specifications of UHMWPE reinforced composite materials.
Testing methods
The tensile strength of the UHMWPE reinforced composites was evaluated using UTM5105 electronic universal testing machine according to the standard of ASTM D3039M-2014. The sample was trimmed into a rectangle with 250 mm × 15 mm dimension. The clamping distance was 170 mm and the clamping length of the chuck was approximately 50 mm. The testing speed was set at 2 mm/min.
The flexural properties were analyzed with UTM5105 electronic universal testing machine according to the standard ISO 14125. The sample was trimmed into a 80 mm × 15 mm dimension and the clamping distance was 16× thickness. The testing speed was set at 10 mm/min.
The low-velocity impact resistance was tested according to the standard ASTM D7136. A ZCJ9302 drop weight impact test machine fixed with a drop hammer of 2 kg and 20 J energy was used. The sample was regulated to 150 mm × 100 mm size.
The puncture resistance of the composites was evaluated using Hongda universal strength machine in Tiangong University according to ASTM F1342. The sample dimension was 100 mm × 100 mm. The punching speed was 1000 mm/min with the 90° penetration angle. Figure 2 is shown. After punching, to study the interfacial bonding effect between the fabric reinforcement and the resin, the fracture phenomenon was observed by scanning electron microscopy (SEM).
Results and discussion
Tensile strength of weft-knitted UHMWPE reinforced composites
There were three layers of inter-ply reinforcements in weft-knitted UHMWPE reinforced composites. The direction of the first layer was defined as the upright direction of the composites. The transverse and longitudinal directions of these composites from different parameters were tested. Figure 3 illustrates the tensile strength and elongation at break of the weft-knitted UHMWPE reinforced composites under different constructions and matrix. I/E exhibited the highest tensile strength among the composites based on the epoxy matrix. In the longitudinal section, the tensile strength of I/E was 36 kN. This is 56.6% and 17.3% higher than the tensile strength of the plain stitch and swiss double pique, respectively. In the vinyl ester-based composites, the tensile strength of the interlock air space stitch reinforced composite was the highest at 37 kN. Similarly, this was higher than that of the plain stitch and swiss double pique by 124.1% and 24.9%, respectively. However, the elongation at break of the plain stitch reinforced composites was exhibited at the top.

Tensile strength and elongation at break of UHMWPE weft-knitted composites.
According to the testing results of all the samples, it is obvious that the tensile strength of the epoxy composites is higher than that of vinyl ester composites. In addition, the elongation at break of vinyl ester-based composites was higher than that of epoxy-based composites. The interlock air space stitch reinforced composites exhibited higher tensile strength in the epoxy composites was than in the vinyl ester composites. In the transverse direction, the elongation at break of epoxy composites was lower than that of vinyl ester composites. In the longitudinal direction, the tensile strength of epoxy-based composites was lower than that of vinyl ester composites but elongation at break was higher.
Figure 4 shows stress-strain curves of weft-knitted UHMWPE reinforced composites at different parameters. The tensile strength and elongation of the composites are both higher in the longitudinal direction than in the transverse direction. The main reason is that the side limbs of the stitch were distributed in the longitudinal direction, contributing positively to the degree of orientation. The contact area between the fibers increased as the friction was increased. Therefore, the longitudinal tensile strength was higher than that of the transverse direction. The stress-strain curve increased sharply at the beginning of tension in the elastic deformation stage of the materials. Meanwhile, the adhesion between UHMWPE fiber and resin is strong and the fiber cannot be impaired and effectively transfers the load. The deformation was due to the change of bond length and bond angle. When a small external force was applied, fiber elongation resulted from the elongation of its molecular chain and the deformation of the transverse secondary valence bond between the molecular chains.

Stress-strain curves of weft-knitted UHMWPE reinforced composites in (a) transverse direction and (b) longitudinal direction.
Subsequently, the curve began to flatten and plastic deformation occurred. At this point, the resin gradually cracked and the fiber played a major role in tensile fracture resistance. The concave of the curve conforms to the typical tensile curve of the weft-knitted fabrics. When the external force was increased, part of the transverse bond in the amorphous region highly deformed to bear the external force and breaks. Consequently, the molecular chain further extended. At this stage, elongation was easy, the stress slowly rose, the slope of the stress-strain curve was small, and the fiber presented a yield phenomenon. After reaching the peak load, the curve dropped suddenly and the material fractured. When the external force was increased, it became difficult to stretch. This is because most of the macromolecular chains in the fiber had been fully stretched after the yield flow. The fibers gradually broke and the material failed.
Due to the low fiber volume fraction, elongation at break was mainly dependent on the reinforcement structure and types of resin. Figure 4(a) shows that the tension stress of I/E was the highest, which meant that I/E had the highest capacity to resist tension. Figure 4(b) shows that P/E had the maximum fracture stress and the P/V had the maximum elongation at break in a longitudinal direction. Moreover, all curves dropped rapidly after reaching the peak indicating the pick load only depends on the strength of the matrix which may fracture entirely. These results verify that UHMWPE filaments were not strongly bonded to the resins as they did not fracture together to bear the damage energy.
In terms of the initial modulus, Figure 5 shows that the weft-knitted reinforced UHMWPE composite exhibited higher initial modulus-strain in the longitudinal direction than in the transverse direction. In addition, the elastic modulus of the epoxy resin composite was higher than that of the vinyl ester resin. This indicates that the stiffness of the epoxy-based composites is higher and the composite panel is not easily deformed by external force. Besides, the elastic modulus of I/E was the highest because the specific surface density and thickness of interlock air space stitch composite material were superior resulting to greater resistance to deformation. Therefore, the stiffness of composite material is mainly related to resin type, reinforcement structure and fiber content volume. The larger the fiber content volume, the higher the initial modulus.

Initial modulus-strain curves of weft-knitted UHMWPE reinforced composites in (a) transverse direction and (b) longitudinal direction.
The damage degree of weft-knitted UHMWPE reinforced composites after been subjected to tension is shown in Figure 6. Due to the high elongation caused by the loops deformation and unreeving, the rupture of single strong fiber was insignificant but the matrix cracking was significant. There was significant delamination in both the epoxy-based and vinyl ester-based composites at various parameters. Matrix cracking and delamination was the main failure mechanism of the composites. P/E was taken for example that when the composite sample was tensioned, the filaments were stretched causing loops deformation and filaments elongation, the matrix was also stretched until cracking. The cracking phenomenon was significant and the major conjugation bond in the interlayer of laminated composites was broken. Consequently, the composite material acquired multiple layers. According to the figures, the interfacial bonding ability of epoxy-based composites was inferior to that of vinyl ester-based composites. In interlock air space stitch reinforced vinyl ester-based composites, the loop deformation and filaments pull-out were more significant, thus the matrix cracking was higher and the delamination was more distinct. The interlock air space stitch structure has small ductility and good dimensional stability. When some coils were broken, it was difficult for the coils to detach from the broken yarn along the longitudinal line due to the obstruction from the other rib structure coil. The main reason was that the internal bonding force of the vinyl ester matrix was lower and the strength was reduced, even though the interfacial bonding ability between the vinyl ester and UHMWPE was stronger. The phenomenon in swiss double pique reinforced composites was more significant because of the deformed reinforcement. The swiss double pique had a compact structure, good dimensional stability, and small elongation.
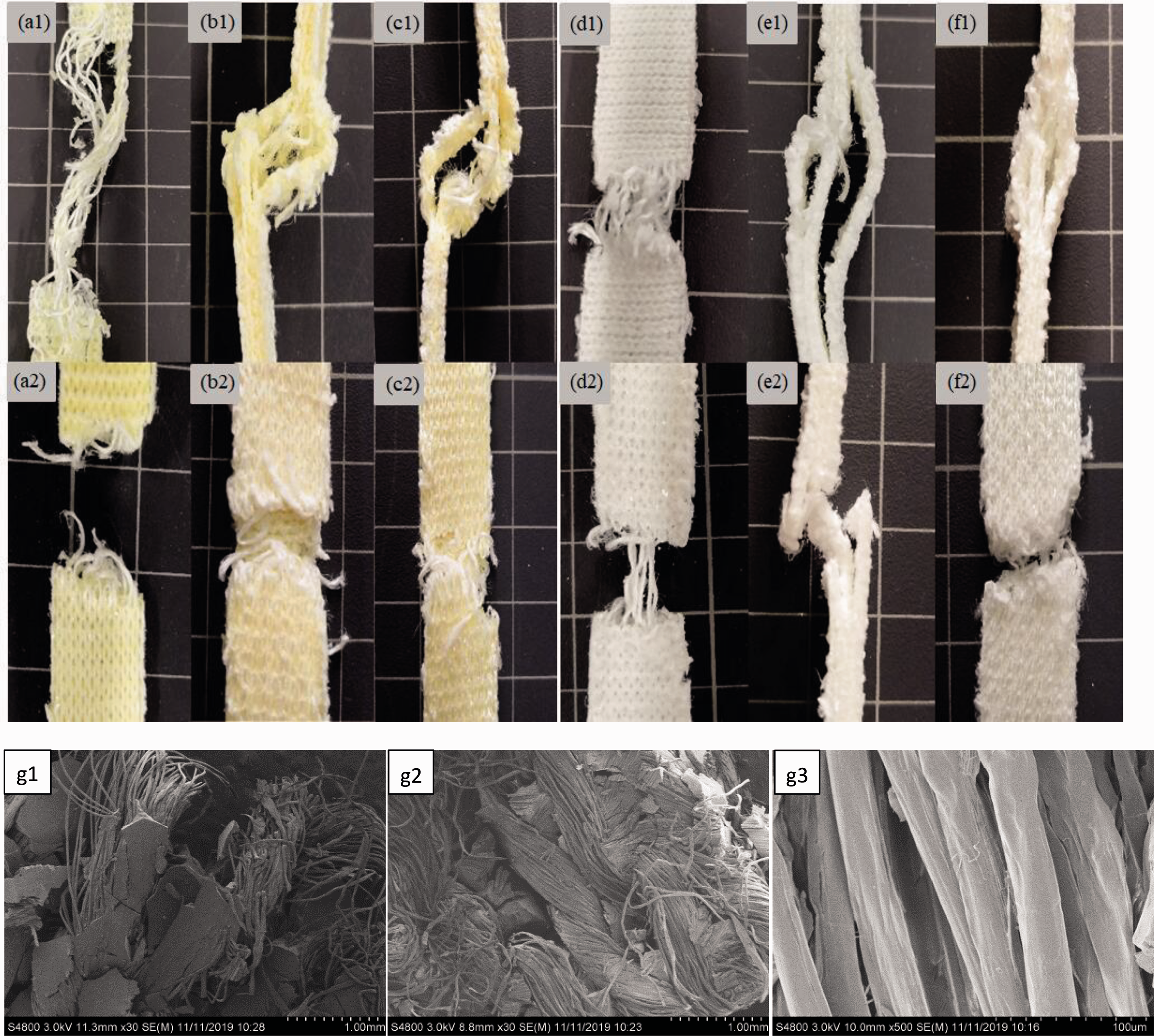
SEM and samples after been subjected to tension and fracture in longitudinal of P/E(a), I/E(b), D/E(c), P/V(d), I/V(e), D/V(f) and transverse direction.
After being subjected to the longitudinal direction and transverse direction tension, it was revealed that the filaments were completely broken during the stretching in the longitudinal direction. However, there was less breakage in the transverse direction, which exhibited serious loop deformation and unreeving. This is because the fabric was composed of fibers that were fabricated in the lateral direction and the side limbs were located in the longitudinal direction. The deformation degree in the longitudinal direction was very low and the fiber orientation resisted breakage. When the loops were stretched in the transverse direction, it was easy to change the loop shape and the UHMWPE yarns were pulled out of the matrix. These figures show that the interfacial bonding ability between UHMWPE and matrix was not strong and the failure under tension was due to matrix cracking and delamination.
Flexural properties of weft-knitted UHMWPE reinforced composites
Figure 7 reveals the load-displacement curves of flexural testing of weft-knitted UHMWPE reinforced composites at different conditions in transverse and longitudinal directions. The curves were smooth and had little sawtooth, except plain stitch reinforced composites that had significant changes at 2 mm to 3 mm deflection in both directions. This meant that the composite samples had unclear integral rupture but the plain stitch reinforcement had low consistency and toughness and the rupture occurred at the beginning of the bending. The flexural load rapidly increased at the initial 3 mm deflection and thereafter became steady. Notably, the flexural strength of the composites was higher in the longitudinal direction than in transverse direction, indicating that the stiffness of the composites in the longitudinal direction was much higher. Besides, the epoxy-based composites exhibited higher flexural strength than vinyl ester-based composites.

The load-displacement curves in three-point flexural test of weft-knitted UHMWPE reinforced composites in (a) transverse direction and (b) longitudinal direction.
In Figures 8 and 9 the flexural strength and deformation phenomenon of the weft-knitted UHMWPE reinforced composite material are shown. Evidently, the I/E had the highest flexural strength in the longitudinal direction at 0.78 MPa, which was 1.9 times the P/E. Moreover, the flexural strength of I/V in the longitudinal direction was 0.60 MPa, which was 3.2 times the P/V. Due to the compact structure of interlock air space stitch reinforcement, with high fiber volume fraction, the flexural resistance was enhanced and the bending angle exhibited the lowest resistance. Although none of the materials had a significant rupture, slight delamination occurred in the composites, leading to the declined flexural strength. Therefore, the main failure mechanism of the weft-knitted UHMWPE reinforced composites was interfacial delamination.

Flexural strength of weft-knitted UHMWPE reinforced composites.
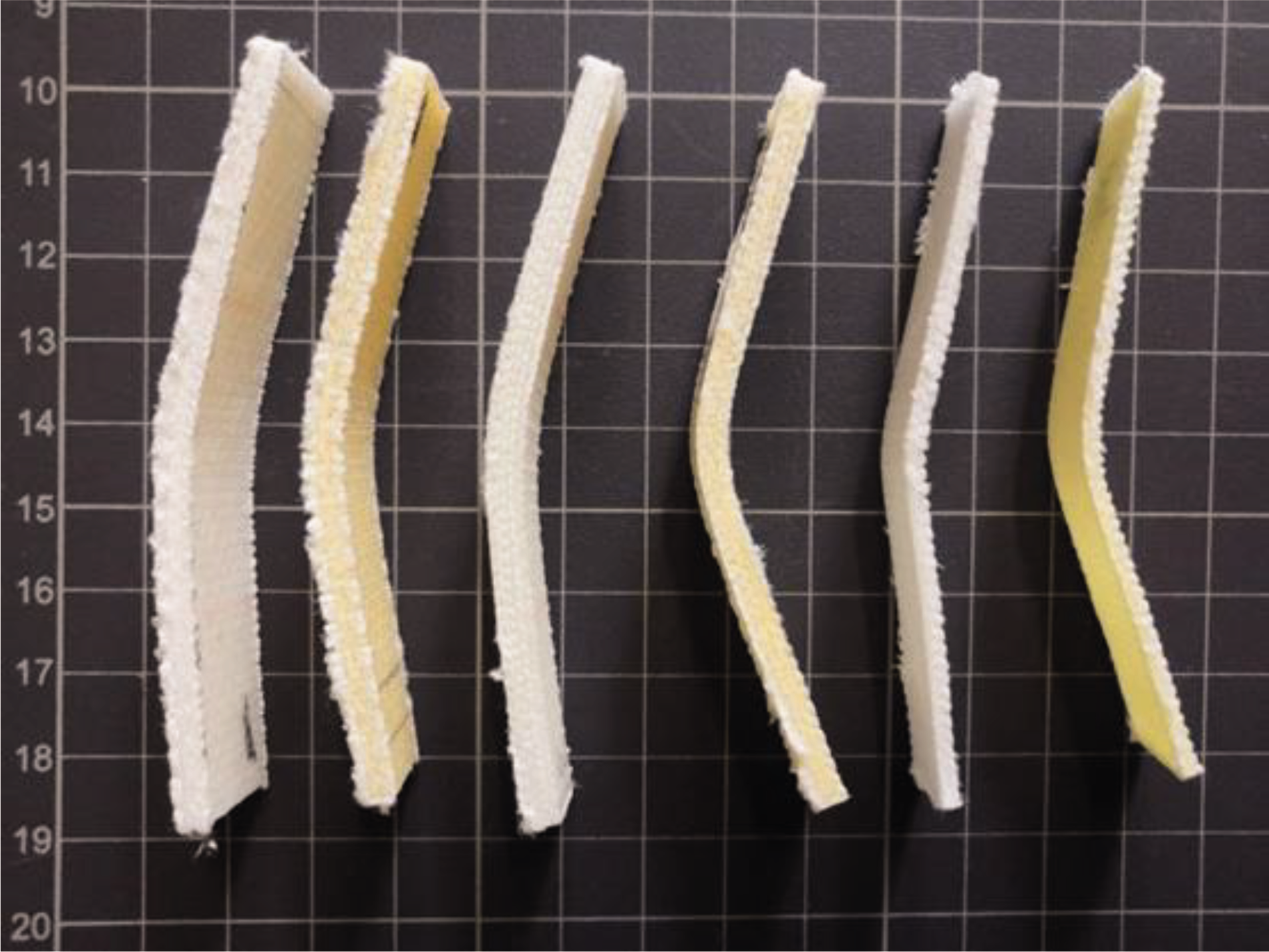
The deformation phenomenon of weft-knitted UHMWPE reinforced composite materials with different structural parameters under the three-point flexural test.
Low-velocity impact resistance of weft-knitted UHMWPE reinforced composites
Figure 10 shows the impact deformation area and absorbed energy of weft-knitted UHMWPE reinforced composite materials. P/E exhibited the largest deformation area of 314.63 mm2. This was 3.5 times that of the interlock air space stitch structure and 2.2 times that of the swiss double pique structure. The composites reinforced with interlock air space stitch had the lowest deformation area, meaning that reinforcement helped to improve the impact resistance of the composites. This was because the plain stitch fabric with the same fiber content volume was the thinnest and the composites had the smallest thickness, thus the impact deformation area was extensive. Generally, the impact deformation area of epoxy-based composites was larger than that of vinyl ester-based composites. The epoxy resin composites had a weak resistance to the destruction on impact.

The deformation area and absorbed energy of composite materials after low-velocity impact.
In low-speed impact testing, the dynamic structural response of the target is very important. Besides, if there is enough contact for the entire structure to respond to the impact load, more impact energy is absorbed by the weft-knitted reinforced composites. The energy that was absorbed by the vinyl composites was higher than that of the epoxy composites, indicating that the vinyl resin was more closely bound to UHMWPE fiber. Compared with epoxy resin, both vinyl resin and UHMWPE molecules contained unsaturated bonds. They had the same functional groups, similar molecular size and structure. According to the principle of similar phase dissolution, vinyl resin and UHMWPE bond more closely, have high cross-link density, and their interface bonding force is stronger. The maximum energy absorbed by I/V was 17.9 J, which was 3 times that of P/E. As the interlock air space stitch is composed of rib and plain stitch, their reinforced fibers were more closely and evenly distributed in the matrix compared to the swiss double pique and plain stitch. Therefore, the needle loop between the fabric layers had better nesting and interlacing in the composite. This hybrid structure can inhibit crack or layered growth.
Figure 11 shows the failure of composite material after a low-speed impact test. Accordingly, after the impact, the plain stitch/epoxy resin composite had larger holes than the plain stitch/vinyl ester resin composite. Yarn breakage and matrix cracking were high, and delamination followed in the composite material. The main failure mechanism of the composite material was yarn breakage and matrix cracking. The form of damage in the interlock air space stitch/vinyl ester resin composite was minimal and did not break completely. The main damage here was mainly resin fracture. Moreover, the epoxy composite was more impaired by the impact than the vinyl composite. Considerably, the yarn was more broken and the composite was slightly layered.
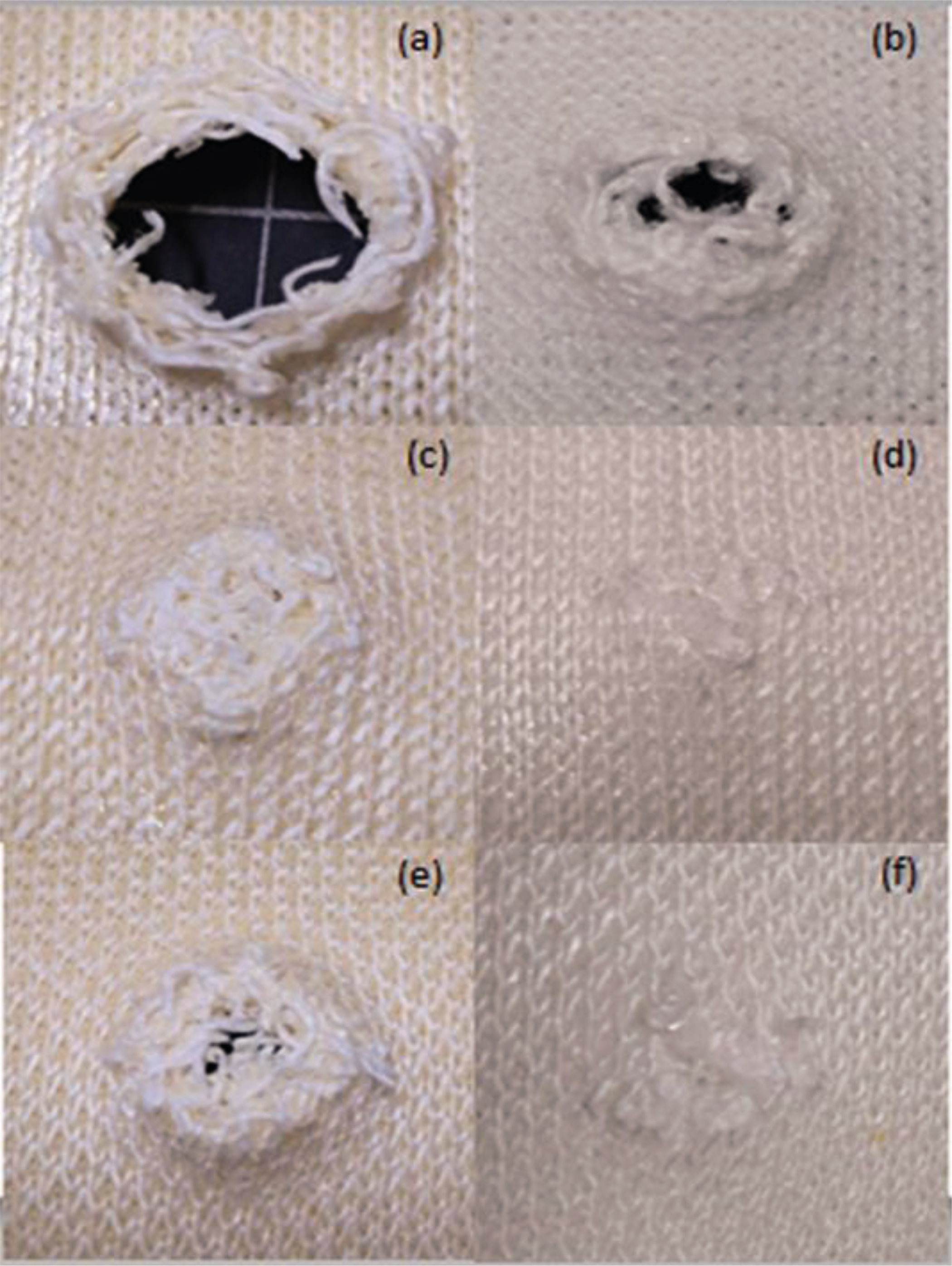
Failure area of composite materials under low-velocity impact. (a) P/E, (b) P/V, (c) I/E, (d) I/V, (e) D/E, (f) D/V.
In the case of swiss double pique reinforcement, there were no holes in the vinyl ester resin composite after the impact. However, some fibers were broken, and the mechanism of failure was mainly resin fracture. After the impact of the epoxy composite, holes appeared, and the yarn was completely broken and the composite was slightly layered. The resistance impact of the composite reinforced by interlock air space stitch is the best under the same resin. Under the same conditions, the resistance impact of epoxy resin is the worst because of its brittleness and poor toughness. Consequently, matrix cracking and fiber fracture accompanied by the composite slight delamination is the main failure mechanism of the weft-knitted structure reinforced composite.
Puncture resistance of weft-knitted UHMWPE reinforced composites
Figure 12 illustrates the puncture performance of weft-knitted UHMWPE reinforced composites at different parameters. Accordingly, the puncture strength of the interlock air space stitch reinforced composite material is the same as that of the swiss double pique. The smallest puncture strength is that of the plain stitch composite material. In the interlock air space stitch reinforced composite material, the puncture stress is 11 kN, 1.8 times that of the plain stitch reinforced composites. According to the results, the puncture strength initially increased linearly and after reaching peak puncture strength, the composite material began to break. This was primarily due to matrix cracking and afterwards the curve began to decline and fluctuate due to yarn breaking and delamination. Due to non-uniform force on the fabric during puncture, the part in contact with the bayonet is first stressed and the stress is transferred to the surrounding. Thus, the fabric yarn breaks at the same time and the puncture force has fluctuates. When the puncture force was reduced to the minimum point, the composite material was penetrated. According to Figure 12, the decline of the curve graph of the plain stitch reinforced composite material was at the cutting-edge. This revealed that the displacement and toughness of the plain stitch reinforced composite material resin are highest at the beginning of fracture, and only the smallest puncture strength can be sustained.

Load-displacement curves of composite materials after the puncture test.
After the puncture test, the fracture of the weft-knitted structural reinforcement composite was observed by electron microscopy (Figure 13). We infer that at the fracture point of the weft-knitted structure reinforced composite, the yarn is broken and some fibers are pulled out. The resin is cracked and the reinforced fabric yarn degum, which can cause delamination of the composite material. This indicates that the interfacial bonding strength of the weft-knitted structure and the resin is less than the tensile strength of the fiber itself. When the bayonet came into contact with the composite material and reached a certain puncture strength, the resin on the contact surface cracked. As the bayonet further developed, the composite material first delaminated as the interfacial bonding force is less than the tensile strength of the fiber. Subsequently, the fabric yarn was stressed, the fiber broke, and the composite material was punctured and damaged. The state of the composite damage after low-speed impact is similar to that of puncture. During the impact, the composite experienced resin cracking, material delamination, fiber debonding and fiber fracture. However, the vinyl resin and UHMWPE fiber have similar molecular, resulting strong the interface bond, so the fiber and resin is not easy to debond, and the composite material failure area is small. Moreover, the needle loop between the fabric layers has better nesting and interlacing, thus the interlock air space stitch structure reinforced composite inhibits crack or layered growth. As shown in Figure 11(d), the resin cracking of the composites was inhibited, and there was no fiber fracture.
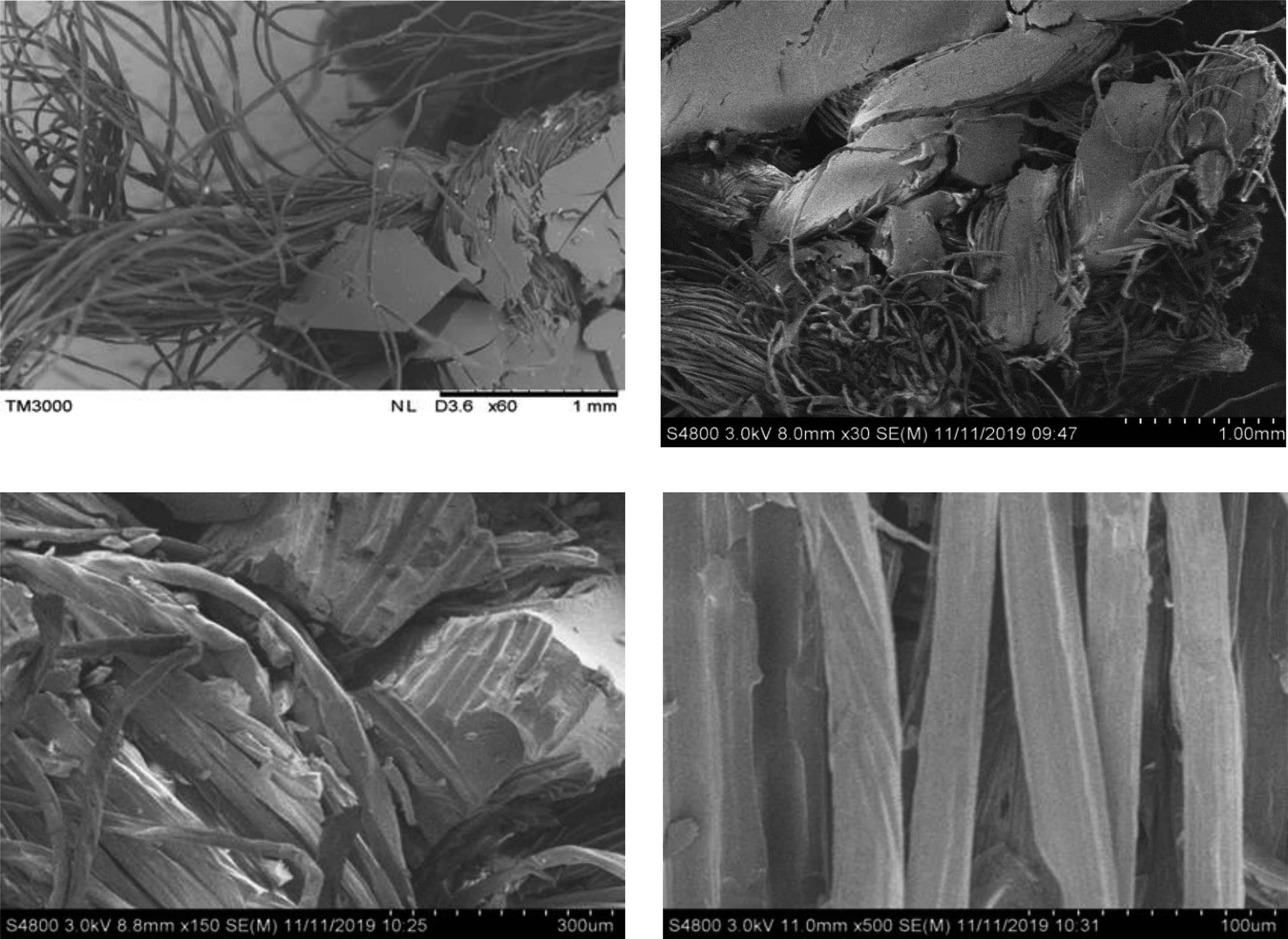
SEM photographs of punctured composites.
Conclusions
To achieve extensive application and improve the service life of UHMWPE composites, the interface bonding properties of UHMWPE fibers with different resins are studied to determine the optimum bonding method. UHMWPE filaments were fabricated into various structural reinforcements and then compounded with epoxy and vinyl ester resin to prepare rigid hybrid composite panels. Their mechanical properties and interlayer bonding performance were studied. These results show that the mechanical performances of the composites chiefly depended on the reinforcement constructions and the resin type. Composites with interlock air space stitch reinforcement exhibited excellent mechanical properties while plain stitch reinforced composites exhibited the lowest mechanical properties and even exhibited apparent fracture in the flexural process. The mechanical properties of epoxy-based composites were consistently better than those of vinyl-based composites and vinyl ester-based composites offered better interfacial bonding. The interfacial bonding between vinyl ester resins and weft knitting structure reinforcement was stronger because the material structure was similar to that of the resin and the reinforcement. Due to the better nesting and interlacing needle loop between the fabric layers, the interlock air space stitch structure reinforced composite could inhibit crack or layered growth, and absorb more impact energy. Consequently, the failure mechanism of mechanical properties of the weft-knitted UHMWPE reinforced composites were matrix cracking and delamination. The main factors that influence impact and puncture resistance are the reinforcement structure and the interface bonding between the filaments and the resin.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Funding of Hebei Education Department [QN2018038]; Funding of the doctoral program of HEBUST [1181240]; Funding of Hebei Natural Science Foundation [E2019208424]; and Youth Talents Plan of Hebei Province.