
Abstract
The natural fibers of banana and coir from southern part of India was taken as the reinforcement material. Taguchi-based grey relational analysis was used for optimizing the factors influencing tensile, flexural and impact strength of banana/coir composites. Banana wt%, coir wt%, alkali treatment %, pressure and temperature during compression moulding process were the five major factors used for optimizing the mechanical strengths of epoxy-based composites. Grey relational analysis observed 20% banana/15% coir/3% alkali treatment/16 MPa pressure and 100°C temperature combination having the maximum mechanical properties in 16 trial combinations. The signal-to-noise ratio table of grey relational analysis showed combination with 20% banana /15% coir/5% alkali treatment/16 MPa pressure and 100°C temperature having optimized mechanical properties. Banana has the highest rank in improving the mechanical strength of natural composites, followed by coir, alkali treatment %, pressure and temperature. The graph between actual and artificial neural network computed results observed high correlation, proving that network topology of 5-3-1 with five factors, three hidden nodes and one response is the best method for analyzing the parameters in mechanical strength. Hybrid fiber composites with NaOH treatment showed hackles in interface with improved interfacial bonding during SEM analysis.
Keywords
Introduction
The whole world is in a spot of danger due to excessive usage of plastic materials, causing various pollution and health-related issues to all living beings. This can be reduced to high extent by using bio-based natural fibers such as sisal, kenaf, flax, banana, pineapple, coir, cotton, ramie and roselle. The properties of natural fibers change according to area of cultivation with cellulose, hemicellulose and lignin content determining the property [1–5]. These fiber composites are used in various applications as construction material, automobile interior parts, packaging, thermal insulator and vibration damping medium. It showed lesser mechanical strength compared to synthetic fibers such as kevlar, carbon, glass and basalt [6,7]. The hybridization using natural and synthetic fibers add to the mechanical strength of polymer composites. Hybridization enhanced the interface adhesion of the composites and hence improved the properties. These natural fibers lag properties due to water absorption nature, causing weak adhesion with hydrophobic resins [8–10].
Alkali treatment (NaOH) with 5% was used as surface treatment for both the sisal and coir fibers. Surface treatment removed hydrophilic particles as well as dirt content from the natural fibers and improved the adhesion of fiber with the matrix thus enhancing the mechanical properties of the natural composites [11]. The compression moulding technique was adopted in sisal/coir epoxy-based composites showing tensile, impact and flexural property enhancement by the fiber substitution [12]. In previous researches with coir fiber reinforced polyester matrix composites, fiber was treated with sodium carbonate for 10 wt% in different time gap and the results showed tensile, flexural modulus enhancement by 28%, 25%. [13].
The pineapple/flax-based epoxy composites showed good improvement in the mechanical properties by the fiber addition up to 35 wt%. Compression pressure of 14 MPa and temperature of 120°C was provided in this compression moulding technique [14]. Sisal/pineapple epoxy matrix composites observed good tensile, flexural and impact properties at a wt% of 30 [15]. Banana/kenaf polyester composites using hand lay-up technique was used for the fabrication with twill and plain type weaving patterns. Maximum tensile properties were showed in plain type orientation [16].
Response surface methodology (RSM) was used to optimize results for flexural properties. Roselle (wt%), silica A (wt%) and silica B (wt%) were the three factors with three different levels with polyurethane as matrix. The RSM shows optimum wt of roselle with 2%, silica A with 0.78% and silica B with 1% [17]. Design of experiments technique was used to optimize the Young’s modulus and compressive strength of the bio-based composites. Matrix material of lingo sulfonates and reinforcement of corn cob was used in this process. The result states particle size as the most significant parameter in improving the mechanical property during the fabrication. The maximum of 18 MPa, 0.27 GPa of compressive strength and Young’s modulus was obtained from the results [18].
The E-glass fibers were fabricated using ceramic particles and polyester resin. Erosion test was carried out for analyzing the effect of cement by-pass dust (CBPD), aluminium oxide and silicon carbide in wear properties. Taguchi results showed size of the erodent and ceramic particles as the highest influence in wear rate of hybrid composites. Artificial neural network (ANN)-predicted results showed good similarities with the actual results, showing good accuracy [19]. Polymer composites of glass/vinylester drilling operations were optimized using Taguchi and grey relational analysis (GRA). It was confirmed that drill diameter has most impact in the machining properties than feed rate and spindle speed. The multi-response optimization using GRA were confirmed using regression models, fuzzy logic and ANN. The least error of 0.526 was found out in ANN modeling [20].
In the literatures it is clear that finding the best mechanical property conditions for natural fiber composites is a challenging task. This can be solved using Taguchi-based GRA, which helps to find best multi-response findings for flexural, impact, tensile properties and results can be predicted using ANN modeling.
Materials and methods
The natural fibers of banana and coir taken from southern parts of India was used as the reinforcement material. Epoxy grade of LY556 having low viscosity, high chemical resistance, good mechanical property, dimensional stability along with hardener HY951 was used as the matrix material. The properties of fiber reinforcements mentioning its content and properties are discussed in Table 1.
Properties of banana and coir fibers [21].

Fabrication
The fibers were surface-treated using 0–8% NaOH to remove waste content, wax portions, some hemicellulose and lignin content for enhancing the crystalline property and compatibility with the matrix composites [22]. The alkali-treated fibers were properly washed and allowed to dry in hot atmosphere and then heated in oven with 70°C for 3 h. Then these fibers were chopped with a length of 5 mm. Fiber reinforcement of both coir and banana from 0 to 20 wt% were placed in steel mould for carrying out compression moulding process (300 × 300 × 3 mm3). Volume fraction of banana varying from 0, 0.09, 0.13 to 0.18, similarly volume fraction of coir from 0, 0.10, 0.15 to 0.20 was used with this combination. The required matrix material in wt% is poured into the mould with fiber reinforcement and fabricated using pressure and temperature of mould from 10 to 16 MPa and 100 to 120°C. The whole process was carried out using Taguchi-based GRA and its details are explained in next paragraph. Sample specimens are shown in Figure 1.

Fabricated (a) 10% BR/10% CR/0% NT/16 MPa CP/120 °C TP, (b) 15% BR/15% CR/0% NT/12 MPa CP/120 °C TP composites and mechanical testing samples of (c) 10% BR/10% CR/0% NT/16 MPa CP/120 °C TP, (d) 15% BR/15% CR/0% NT/12 MPa CP/120 °C TP banana/coir composites. BR: banana; CR: coir; NT: alkali treatment %, CP: compression pressure; TP: temperature.
Taguchi method
It is a single-response optimization tool, in this experiment it was used for optimizing the factors influencing mechanical properties (tensile, flexural and impact strength) of banana/coir epoxy-based composites. Coir fiber wt%, banana fiber wt%, alkali treatment %, pressure and temperature during compression moulding process were the five major factors (Table 2) used for optimizing the mechanical strengths. All the results were converted to signal-to-noise (S/N) ratio for normalizing the values. In the strength-related work larger-the-better method is used in tabulating S/N ratio [22]. It is as follows
Factors and levels in Taguchi design of banana/coir combinations.

In this ‘i’ is the trial number, ‘n’ number of responses in the combination and ‘yi’ is the results for ith experiment.
GRA
This is a multi-response optimization route for converting all the mechanical results (tensile, flexural and impact) to form a single response data formation [12]. In the preliminary stage all the data were normalized similar to Taguchi method, equation is shown below
Here ‘i’ and ‘k’ are trial number, quality function. Next ‘xio k’ is output in each trial, ‘min xio k’, ‘max xio k’ is lowest and peak output data from ‘xio k’. In the secondary stage these normalized data were transferred to grey relational coefficient (GRC) using equation (3)
Here 
Prediction of mechanical results using ANN
The results from the GRA analysis were used in ANN to validate by training the data from the response using MATLAB 2013. Feed forward back propagation method was utilized by training algorithm networks for response and input variables. Here, except three trials (third, eighth and fourteenth trials), which were used for data validation, all the other 13 trials were trained using Levenberg-Marquardt back propagation algorithms [12]. Hidden nodes from 1 to 21 were used for training of 1000 epochs and 10,000 iterations for reaching final model. Mean square error (MSE) with low values were used for finding optimal model from 10,000. These models were used with mean absolute error (MAE) for testing and validation process, thus to find the effective model from all [20].
Fourier transform infrared spectroscopy
The Fourier transform infrared (FTIR) results using NEXUS 6800-50 Model found out the variations in the chemical functional groups of treated and untreated banana, coir fibers. The spectral resolution of 2 cm−1 and wave number from 600 cm−1 to 4000 cm−1 is used for the testing.
Mechanical testing
After the compression moulding process, these samples were mechanical tested based on the ASTM standards. Tensile testing using UTM machine (Tinius Olsen H10KL) with a maximum capacity of 10,000 kgf was conducted using ASTM D 638 procedure. It was having test speed of 2 mm/min, with a dumbbell shape of 165 × 13 × 3 mm3 and 50 mm gauge length. The same UTM machine was used for flexural testing which follows ASTM D 790 procedure having 1.5 mm/min speed and sample dimension of 125 × 13 × 3 mm3. Charpy impact tester was used in impact testing following ASTM D 256 standard with 65 × 13 × 13 mm3 dimension. All the results were rechecked in order to confirm the readings.
SEM analysis
The mechanical tested specimens underwent SEM testing for finding the fracture and fiber/matrix interfacial bonding of the manufactured composites. QUANTA 200 model with accelerating voltage of 15 kV and 9.8–12.3 mm working distance were used for testing. In order for smooth movement of electrons in the composite, the fractured fiber surface was sputter coated.
Results and discussion
Optimization process of hybrid composites
Optimization of banana (BR)/coir (CR) combinations were executed using Taguchi design method. The factors of reinforcements ranging from 0 to 20 wt%, alkali treatment with NaOH (NT) (0–8%), fabricating parameters of compression pressure (CP) (10–16 MPa) and temperature (TP) fixed in the mould (100–120°C) were influencing the mechanical properties (impact (IS), tensile (TS), and flexural (FS) of natural fiber composites [12]. The trial having 15% BR/10% CR/8% NT/14 MPa CP and 100°C TP (10th trial) showed the maximum tensile properties of 32.76 MPa. The highest FS and IS properties of 76.77 MPa and 27.8 kJ/m2 was observed in 20% BR/15% CR/3% NT/16 MPa CP and 100°C TP combination (15th trial). The 16 combinations are shown in Table 3. Table 4 shows the S/N ratio of mechanical properties during 16 (L16) experimental trials using larger-the-better method.
Combinations in L16 orthogonal array.

BR: banana reinforcement; CR: coir reinforcement; NT: NaOH treatment %, CP: compression pressure; TP: temperature.
Taguchi results for banana/coir composites.

TS: tensile strength; FS: flexural strength; IS impact strength; S/N: signal-to-noise.
Tensile strength of hybrid combinations
The tensile results (S/N ratio) for banana/coir combinations showed good improvement in the properties with the increase of banana, coir, NaOH treatment and decreases with compression pressure, temperature (Figure 2). The initial substitution with 10% of banana, coir and 3% treatment showed a good increase in the tensile properties of the BR/CR hybrid composites. The optimized tensile properties (S/N ratio) were shown in banana 20%, coir 20%, NaOH 8%, pressure 14 MPa and temperature 100°C combination (Figure 2). The incorporation of banana and coir fibers added to TS of hybrid combinations by the good interfacial adhesion of fiber with the matrix material [23]. Surface treatment removes the wax, hemicellulose, oil covering materials, lignin, pectin and makes the surface clean. This provides elimination of voids and uniformity in the fiber surface which increases the stress-transferring capacity between the fiber cells in the composites [24].

S/N ratio of tensile strength. S/N: signal-to-noise.
Delignification of fiber takes place with the extra addition of alkali treatment in the natural fibers, which reduces the properties by damaging the fibers [25]. The delta results showed rank of each factors. In this experiment banana showed vital importance in enhancing the TS. Other factors of CR, NT, CP and TP are in 2–5 positions. Result states significance of the reinforcement addition in enhancing the tensile properties [16].
The SEM results after tensile results of 10% BR/0% CR/3% NT/14 MPa CP/120°C TP composites (Figure 3(a)) observed fiber pullout in the composites. Similarly, 0% BR/15% CR/5% NT/14 MPa CP/120°C TP (Figure 3(b)) combination observed breakage of matrix and creating void gaps in the composites. The two combinations showed lesser adhesion of fiber/matrix due to the non-homogeneous mixing of fibers in the matrix [26]. This improper mixing is mainly due to the single reinforcement addition at lesser wt%. The composite with 15% BR/10% CR/8% NT/14 MPa CP and 100°C TP (Figure 3(c)) showed hackle formation in the fiber/matrix interface, showing enhancement in the tensile strength of natural fiber composites [27].

The SEM analysis after tensile results of (a) 10% BR/0% CR/3% NT/14 MPa CP/120°C TP, (b) 0% BR/15% CR/5% NT/14 MPa CP/120°C TP and (c) 15% BR/10% CR/8% NT/14 MPa CP/100°C TP combinations. BR: banana; CR: coir; NT: alkali treatment %, CP: compression pressure; TP: temperature.
Banana and coir fibers mixing improved the distribution of reinforcements in the epoxy natural composites. The alkali treatment provides reduction in lignin content, removal of oil-covering materials and wax content and thus provides fibers with improved adhesion with matrix [28]. The alkali treatment with NaOH already provided good mechanical properties in epoxy-based composites [12,25].
Flexural strength of hybrid combinations
The flexural strength (S/N ratio) of banana/coir combinations (Figure 4) showed increase in the properties with the incorporation of banana, coir, NaOH treatment and compression pressure. Flexural properties reduce with rise in temperature. The addition of banana and coir enhanced the flexural strength of BR/CR combinations by even distribution of fibers [29]. The substitution of banana fiber showed enhancement in the S/N ratio (35.65–36.98). Similarly, coir fiber showed 35.84–36.68 rise, NaOH treatment showed 35.88–36.78 and compression pressure 36.28–36.64 improvement (Figure 4).
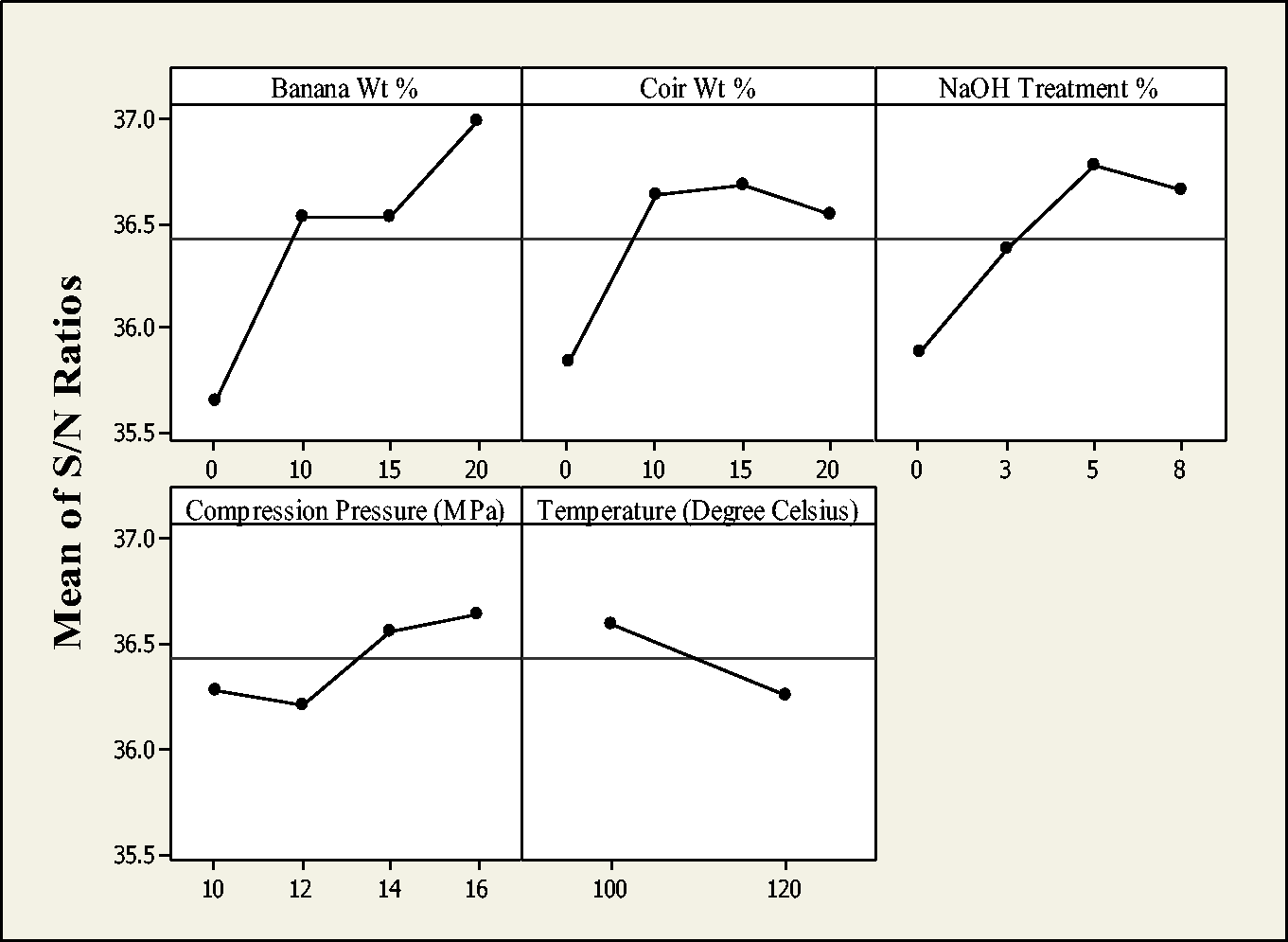
S/N ratio of flexural strength. S/N: signal-to-noise.
The optimized flexural results were showed in 20% BR/15% CR/5% NT/16 MPa CP/100°C TP combination. Increase in the addition of reinforcement declines the flexural strength of the hybrid combinations due to uneven distribution of fibers [22]. In this experiment BR has more influence in enhancing the FS of hybrid combinations, NT, CR, CP and TP are in other positions. Apart from reinforcement addition, alkali treatment has a vital role in influencing the flexural strength of combinations. Alkali treatment increases the aspect ratio (length to diameter) by reducing the diameter of the fiber [11]. This makes improvement in the effective surface area and increasing the compatibility with fiber and matrix [30]. Higher addition of treatment leads to damaging or weakening the natural fibers, which leads to poor mechanical properties.
The SEM results after FS of 10% BR/0% CR/3% NT/14 MPa CP and 120°C TP combination (Figure 5(a)) showed breakage in matrix and uneven mixing of reinforcement in the epoxy matrix. The SEM results of 0% BR/15% CR/5% NT/14 MPa CP and 120°C TP (Figure 5(b)) observed fiber breakage and voids in the combination. All these deformations in the composites lead to the high porous content in the matrix with less fiber/matrix adhesion and resulted in reduced flexural properties [31]. The composite with 20% BR/15% CR/3% NT/16 MPa CP and 100°C TP (Figure 5(c)) observed improved reinforcement and resin incorporation by homogeneous arrangement of reinforcements. Hybridization of coir reinforcements improved the compatibility of fiber with matrix, enhancing the flexural properties of natural hybrid composites [12].
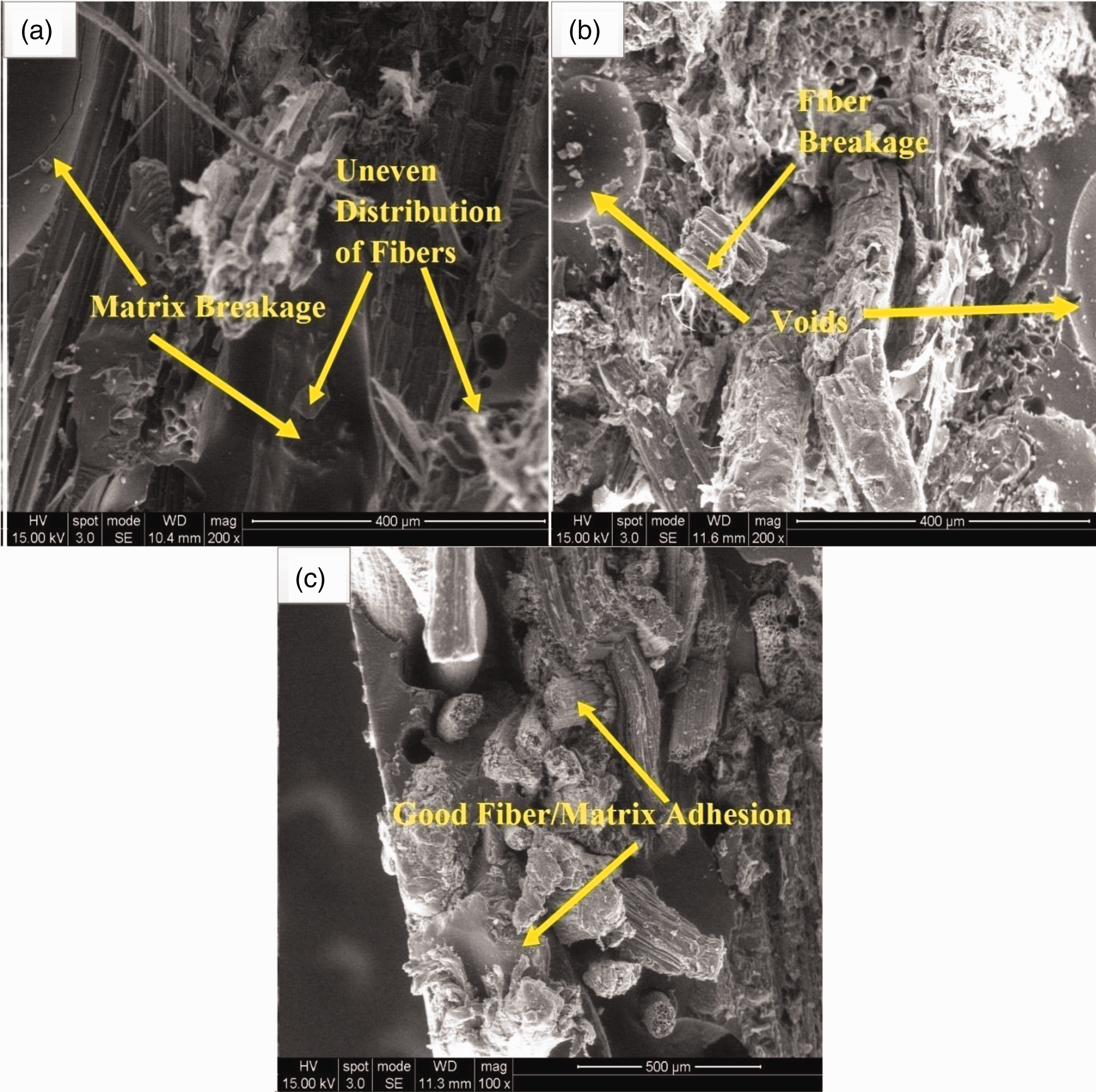
SEM Analysis after flexural testing of (a) 10% BR/0% CR/3% NT/14 MPa CP/120°C TP, (b) 0% BR/15% CR/5% NT/14 MPa CP/120°C TP and (c) 20% BR/15% CR/3% NT/16 MPa CP/100°C TP combinations. BR: banana; CR: coir; NT: alkali treatment %, CP: compression pressure; TP: temperature.
Impact strength of hybrid combinations
The impact strength (S/N Ratio) of banana/coir composites showed rise in the properties with addition of banana, coir, NT, CP and TP in the composites (Figure 6). The incorporation of banana and coir fibers improved the adhesion of fiber/matrix, enhancing the impact properties of the hybrid composites [21].

S/N ratio of impact strength. S/N: signal-to-noise.
The major improvement in impact properties were shown in banana and coir wt% at 10. It is mainly due to the initial substitution of these reinforcements in the epoxy-based matrix. Banana addition enhanced the impact properties (S/N ratio) from 20.70 to 24.97 and coir from 20.94 to 25.24 (Figure 6). It showed the impact of natural fibers in enhancing the properties. The alkali treatment at 3% showed good improvement in the impact properties (S/N ratio) (21.26–24.79).
The optimized impact properties were showed in 20% BR/15% CR/5% NT/16 MPa CP and 120°C TP. The highest influence in impact properties were showed by banana, followed by coir, NT, CP and TP. In the compression moulding process compression pressure provides better passages of resin into the fibers, improving the bonding of fiber and matrix. Temperature fastens the curing process of the fabrication process.
The morphological results after IS of 10% BR/0% CR/3% NT/14 MPa CP and 120°C TP combination (Figure 7(a)), 0% BR/15% CR/5% NT/14 MPa CP and 120°C TP composites (Figure 7(b)) observed breakage in the matrix and non-uniform distribution of fibers resulted in reduced impact properties of hybrid compositions. The combination with 20% BR/15% CR/3% NT/16 MPa CP and 100°C TP (Figure 7(c)) observed even distribution of fibers with good matrix/fiber bonding. This reinforcement addition improves the stress transfer capacity of the epoxy matrix, improving the mechanical properties [21]. Good addition of reinforcement (wt%) with hybrid fibers improve the impact properties of hybrid combinations [23].

SEM Analysis after impact testing of (a) 10% BR/0% CR/3% NT/14 MPa CP and 120°C TP, (b) 0% BR/15% CR/5% NT/14 MPa CP/120°C TP and (c) 20% BR/15% CR/3% NT/16 MPa CP/100°C TP combinations. BR: banana; CR: coir; NT: alkali treatment %, CP: compression pressure; TP: temperature.
FTIR results of natural fibers
The alkali surface treatment in banana and coir fibers showed a significant improvement in its cellulose content. The peaks showed in banana fibers (Figure 8(a)) at 1314 cm−1 by C-H asymmetric deformation and 1422 cm−1 due to CH2 symmetric cellulose bending in NaOH treated fibers showed improvement in the cellulose content than raw fibers [32]. These peaks were not observed in untreated banana fibers. The 5% NaOH surface treatment provides ionizing the –OH groups and produces alkoxide in the fibers, thus removing the –OH groups [12]. The hemicellulose and lignin contents in acryl groups was the reason of peak at 1257 cm−1 (untreated fibers). This confirmed high presence of lignin and hemicellulose in untreated banana fibers. The NaOH treatment reduces the hemicellulose and lignin content in the natural fibers [21]. In Figure 8(b) the peaks at 1345 cm−1 and 1417 cm−1 with 5% NaOH coir fibers is due to C-H asymmetric deformation and CH2 symmetric cellulose bending confirms the richness of cellulose content due to alkali treatment [32]. Crystalline properties of natural fibers will also be enhanced with high presence of cellulose content, which add to the dimensional stability of the polymer composites [14]. The peak at 1234 cm−1 (untreated coir fibers) refers to C-O plane stretching vibrations due to acetyl group in hemicellulose and lignin contents [33].
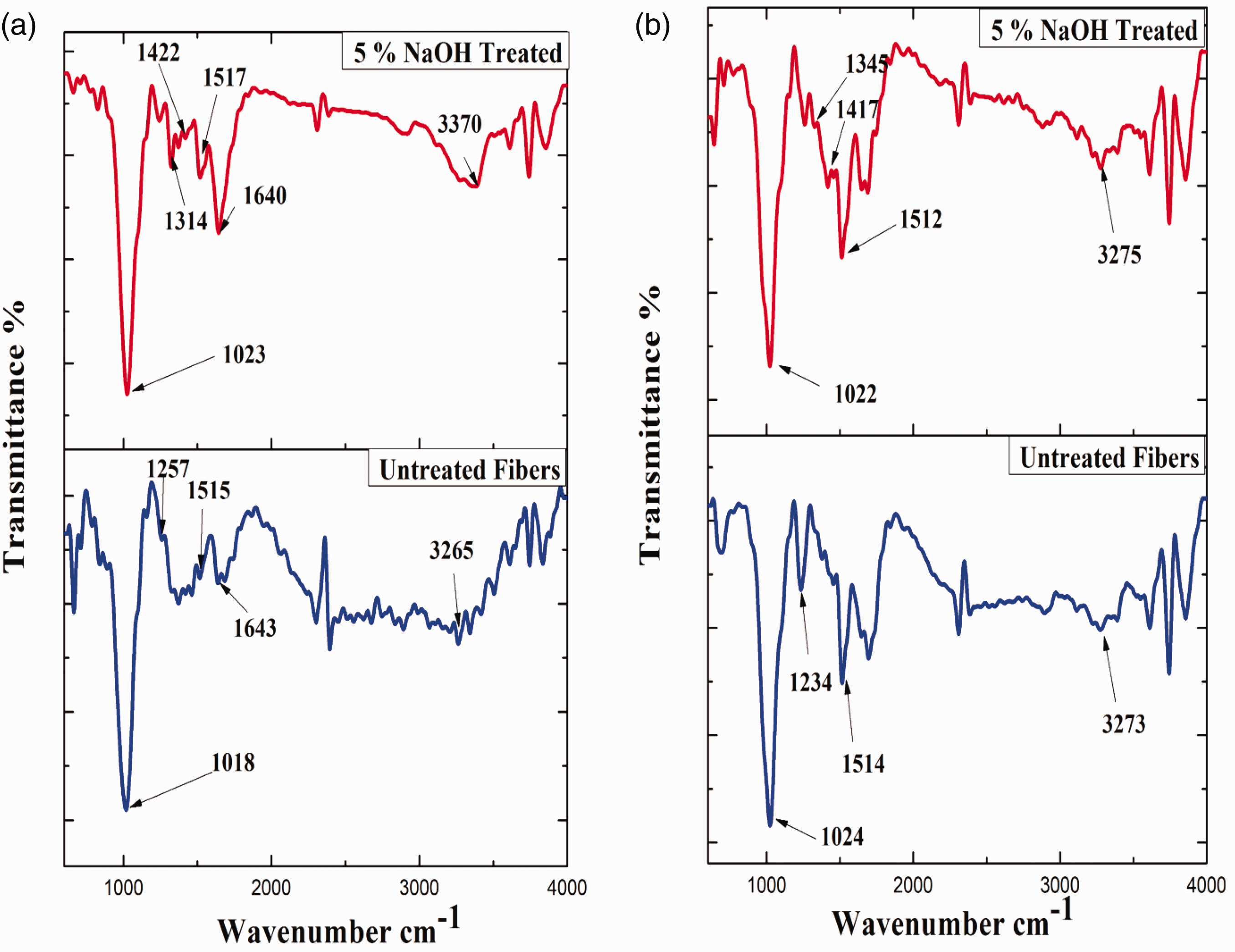
FTIR results of (a) banana and (b) coir fibers. FTIR: Fourier transform infrared.
The 3265 cm−1 and 3370 cm−1 peaks (Figure 8(a)) in untreated and treated banana fibers is due to stretched vibrations in –CH and –OH groups by the lignocellulosic natural fibers [14,34,35]. The bending mode of absorbed water results in peaks at 1643 cm−1 (untreated fibers) and 1640 cm−1 (treated fibers). The peaks at 1515 cm−1 and 1517 cm−1 defines stretching vibrations due to aromatic ring in untreated and alkali-treated fibers (Figure 8(a)) [34]. The stretched vibrations in –CH and –OH groups (Figure 8(b)) resulted in the peak of 3273 cm−1 (untreated coir fibers) and 3275 cm−1 (5% NaOH treated) in lignocellulosic natural fibers [14,32,35]. The stretching vibrations due to aromatic ring resulted in 1514 cm−1 peak in untreated fibers and 1512 cm−1 peak in 5% NaOH treated fibers [34]. The pyranose ring vibration results in the peak of 1024 cm−1 (untreated coir) and 1022 cm−1 (NaOH treated coir) (Figure 8(b)), similarly 1018 cm−1 and 1023 cm−1 in untreated and treated banana fibers (Figure 8(a)).
Stress-strain graph for tensile and flexural testing
Tensile and flexural testing stress–strain graph is plotted for the combination of banana/coir (Figure 9). It showed peak tensile stress (Figure 9(a)) of 20 MPa, 22.67 MPa and 28 MPa in 10% BR/0% CR/3% NT/14 MPa CP/120 °C TP (banana combination), 0% BR/15% CR/5% NT/14 MPa CP/120 °C TP (coir combination) and 15% BR/20% CR/3% NT/10 MPa CP/120 °C TP (hybrid banana/coir combinations). Flexural stress peak (Figure 9(b)) of 62.1 MPa, 64.77 MPa and 65.24 MPa were observed in banana, coir and hybrid banana/coir epoxy-based combinations.

Stress–strain graph for tensile and flexural testing.
GRA
The GRA results showed multi-response optimization of TS, FS and IS properties in banana/coir combinations. The final response called as GRG must be higher for better results (Table 5). In this result 20% BR/15% CR/3% NT/16 MPa CP and 100°C TP combination has the maximum mechanical properties in 16 trial combinations. Composite having 15% BR/10% CR/8% NT/14 MPa CP and 100°C TP has the second maximum mechanical properties in the trial. The S/N ratio response (Table 6) showed combination with 20% BR/15% CR/5% NT/16 MPa CP and 100°C TP having optimized mechanical properties. Banana has the highest rank in improving the mechanical strength of BR/CR hybrid composites, followed by CR, NT, CP and TP.
GRA of banana/coir composites.

GRA: grey relational analysis; TS: tensile strength; FS: flexural strength; IS impact strength; GRC: grey relational coefficient; GRG: grey relational grade.
Response table for S/N ratio of GRG.

S/N: signal-to-noise; GRG: grey relational grade; BR: banana reinforcement; CR: coir reinforcement; NT: NaOH treatment %, CP: compression pressure; TP: temperature.
ANN prediction
Grey relational results were predicted using soft computing ANN method. In the first step normalizing process was done with the input and output data from –1 to 1 by giving same preference for every factor [12]. Equation (5) is explained below
Here Nn is normalized results, Ni is the reading to be normalized, Nmin, Nmax are smallest and largest readings in the given array. The proposed model underwent 10,000 iterations and this adds to the prediction efficiency. Normalized results were converted to MSE using equation (6) as follows
‘r’ mentioning total specimen number, ‘t’ is number of parameters used in training, ‘W’ is actual result data, ‘Q’ ANN predicted response. In various created models, best resultant models were concluded using MAE by equation (7)
The better model was taken in MAE with smallest value. The graphical representation between hidden nodes in the X direction and MAE in the Y direction showed third node with smallest MAE reading (Figure 10). The 5-3-1 topology is the appropriate model with factors, hidden nodes and responses of 5, 3 and 1, respectively (Figure 11).

MAE values for developed ANN models. MAE: mean absolute error; ANN: artificial neural network.

Adopted topology for developed ANN model. ANN: artificial neural network.
The efficiency of proposed model was identified by selecting three random values from the all experiments here third, eighth and fourteenth trials were used. These values were taken for model validation and remaining trials were taken for model training. The results observed ANN prediction and actual calculations only with slight change (Figure 12). The trained readings also showed similar results with very less error, regression graph was observed with 98.42% R reading (Figure 13).

Validation of predicted and experimental results for 5-3-1 adopted topology.

Experimental and predicted value relationship.
The graph between actual and ANN computed results observed high correlation, proving that topology using 5-3-1 is the best for analyzing the parameters in mechanical strength.
Conclusions
GRA observed that 20% BR/15% CR/3% NT/16 MPa CP and 100°C TP combination of trial 15 having maximum mechanical properties in 16 trial combinations. Composite specimen in 10th trial having 15% BR/10% CR/8% NT/14 MPa CP and 100°C TP has the second maximum mechanical properties in the trials. The GRA response table showed combination with 20% BR/15% CR/5% NT/16 MPa CP and 100°C TP combination having the optimized mechanical results. The SEM analysis confirmed improvement of surface properties by the fiber additions and alkali treatment in epoxy based composites. It was proved that third, eighth and fourteenth trials in GRA results showed almost same results with the ANN prediction. The graph between actual (GRA results) and ANN computed results observed high correlation, proving that topology using 5-3-1 is the best for analyzing the parameters in mechanical strength having five factors, three hidden nodes and one response. The manufactured composites can be used for low mechanical applications in interior parts of automobile vehicles. The optimized GRA combinations can be incorporated with various bio and metal fillers for better applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.