
Abstract
In this work, the effect of various concentrations of sodium hydroxide treatment (5, 10, 15 and 20%) on tribological properties of Phoenix sp. fiber reinforced epoxy composites was investigated for the first time and reported. The composites were fabricated by using compression molding technique with optimized fiber length (20 mm) and fiber volume fraction (40%). The shore D hardness of the untreated and treated fiber reinforced composites was determined. The dry sliding wear test was conducted using pin-on-disk wear testing machine at different loads (10, 20 and 30 N), sliding speeds (1, 2 and 3 m/s) and sliding distances (1, 2 and 3 km). The arithmetic mean surface roughness of the samples was measured before and after the wear test. The outcomes revealed that the concentration of sodium hydroxide treatment significantly influenced the hardness and tribological properties and surface roughness value of the fabricated composites. In particular, the composites reinforced with 15% treated fiber composites showed higher wear resistance at all operating conditions and was suggested for fabricating the friction composites for automobile and machine tool applications. The morphology of the worn surfaces of the samples was examined using a scanning electron microscope to study the wear mechanisms.
Introduction
In recent days, the natural fibers are now widely used as reinforcement material in the place of synthetic fibers in polymeric composites due to noteworthy benefits such as biodegradability, abundance availability low cost, light weight, simple processing, and compatible mechanical and tribological properties [1–6]. It was reported in the literature that 1.19 million tons of crude oil and 3.07 million tons of carbon dioxide (CO2) emissions can be saved by replacing 50% of artificial fibers with natural fiber-based composites in automobile applications of North America alone [7]. Furthermore, the use of natural fibers as reinforcements supported the composite products manufacturing industries to maintain their eco-friendly ambience and social responsibilities [8,9]. Nowadays, these natural fiber-based composites are finding application in the aero/automotive interiors, linkages, sliding panels, households, bushing, machine tools and textile industries [10–16]. Especially, the composites used in applications like machine tools, bushes, bearing cages, clutches, seals, cams and rollers, etc. may get the chances of failure due to excessive frictional force [17,18]. Therefore, well understanding of science of tribology is much needed in improving the reliability of any machine component and system. It was estimated that the wear and friction losses can extend to 63% of the total cost incurred by the industries around the world [1,19]. This makes the tribological performance of the materials to be a key parameter while designing the mechanical parts.
The natural fibers, as a reinforcement agent in polymer composites could serve as a worthy material by controlling certain factors, such as the fiber and matrix content in composites, manufacturing process and additives [20–27]. However, the major shortcomings of natural fibers compared to synthetic fibers are poor adhesion with polymer matrix, inferior mechanical properties and lower resistance to humid environments, which affect the behavior of the composites. Literature reported that the surface treatment of fibers significantly improves the bonding between the fiber and the matrix and thereby an increase in wear resistance could be achieved [28–36]. Alkali treatment is a widely used chemical treatment for improving the interfacial adhesion between the fiber and the matrix [37–39]. This could help in improving the wear resistance of the composites through effective stress transfer between the fiber and matrix during the wear process [40].
In this context, Rashid et al. [21] investigated the wear behavior of untreated and alkali-treated sugar palm fiber reinforced polymer composites. The outcomes revealed that the volume loss of alkali-treated fiber reinforced composites was reduced by about 37.9% when compared to untreated fiber composites. Similarly, He et al. [41] studied the tribological performance of treated bamboo fiber reinforced composites. The results displayed that the composites treated with 17% concentration of sodium hydroxide (NaOH) has low wear rate due to improved mechanical bonding between the fiber and matrix. In another study, the polymer composites were fabricated by using untreated, NaOH, calcium hydroxide (Ca (OH)2) and silane-treated palmyra fruit fiber and investigated its wear behaviors using pin-on-disk wear testing machine. The results revealed that the composites reinforced with NaOH-treated fiber have low wear rate and the coefficient of friction among the composites was investigated. Moreover, the wear mechanism was identified through scanning electron microscopic (SEM) images. The fiber cracks and fiber debonding were identified as the failure mechanism in untreated fiber composites, whereas these mechanisms were almost nil in the case of treated fiber composites. However, fiber breakage occurred in threated fiber composites and it was the only failure mechanism identified [42].
Though there are several studies which reported the tribological performance of natural fiber-based polymer composites, still the tribological aspects of new materials need to be explored towards achieving a high performance material. To this aim, the effect of alkali treatment on tribological performance of Phoenix sp. fiber reinforced epoxy composites was investigated for the first time. In this paper, the effect of various concentrations of alkali treatment on tribological properties was reported for different operating parameters such as applied load (10, 20 and 30 N), sliding speed (1, 2 and 3 m/s) and sliding distance (1, 2 and 3 km). Moreover, in order to understand the wear failure mechanisms, the morphological analysis was carried out on the worn-out surface of the samples.
Materials and methods
Materials
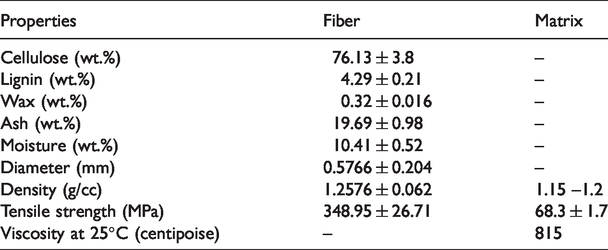
The epoxy resin (LY556) and its amine-based hardener (HY951) were procured from the M/s Covai Seenu and Company, Coimbatore, Tamilnadu, India. The Phoenix sp. fibre was extracted from the petioles of the Phoenix sp. plants (through water retting process) which were abundantly growing in Coimbatore region, India. The detailed extraction and treatment procedure was presented in our previous studies [3,43,44]. The properties of the Phoenix sp. fiber and epoxy matrix are shown in Table 1.
Fabrication of composites
In this work, the composite laminates were fabricated by reinforcing the Phoenix sp. fibers of 20 mm length and 40% volume into the epoxy matrix using the compression molding technique. The epoxy resin and its hardener were mixed in the ratio of 9:1 as indicated in the technical data sheet. The silicone spray and releasing agent were applied on the fabricated mild steel mold (dimension of 100 mm × 50 mm × 10 mm) and the fibres were mechanically spread (randomly oriented) over on the female part of the mold. Subsequently, the prepared matrix was poured into the mold in such a way that the male part of the mold was placed over the female part and kept under a pressure of 4.5 bar for 6 h using a hydraulic press in order to obtain the whole composite with uniform thickness. Finally, post curing process was carried out at 60°C for 4 h to stimulate the homogeneity of developed composite. Then, the composite samples of size 40 mm × 10 mm × 10 mm were prepared by cutting the composite panel using a diamond saw and the tribological tests were performed on 10 mm × 10 mm apparent contact area [47].
Hardness test
The hardness of the untreated and treated fiber composites was measured using a PTC model 307 L durometer (Shore D scale) according to the ASTM D 2240 [48,49]. The hardness value was displayed based on the penetration of the durometer indenter into the composite samples. The hardness of each sample was computed from the average of 10 measured values at different locations.
Tribological test
The tribological test was performed to determine the specific wear rate (SWR) and coefficient of friction (μ) of the composite samples. The SWR corresponds to the wear volume per unit distance and unit length, while the μ is a dimensionless number, which gives the relation between frictional force and normal force between the two objects having sliding motion with respect to each other. The value of μ lies between 0 and 1, if the value is 0, then no friction exists between the objects, but if the value is 1, then the frictional force is equal to the normal force. In some cases, the value exceeds 1 due to huge friction between the surfaces of the objects (for example, the silicone rubber has μ > 1).
A pin-on-disk Tribo machine (DUCOM: TR–20LE–CHM–400) was used to conduct the tribological test for fabricated composites according to the ASTM G 99 standard (Figure 1). Before the test, the counterface was polished using a SiC abrasive paper of grade No. 1200, while the specimens were polished against the abrasive paper of grade No. 800, which ensure proper contact between the specimen and the counterface. Dry sliding wear test was conducted at different applied loads (FN), sliding speeds (VS) and sliding distances (DS). The specific wear rate (SWR) and coefficient of friction (μ) of the composites were calculated by using equations (1) and (2) respectively [47,50].


Pin-on-disk machine.
Surface roughness test
The arithmetic mean surface roughness (Ra) of the composites was measured by using portable surface roughness tester (Model: MITUTOYO SJ-210 Series). The experimental test setup is shown in Figure 2. The tracing length on the worn-out surface was fixed as 2.5 mm. The roughness value was measured twice in each sample at different locations and the average value was noted as the Ra of the respective sample.

Surface roughness testing setup.
Morphological analysis
SEM is one of the most widely used techniques to evaluate the worn surface morphology and analyze the wear mechanism of the composites [51]. In the present study, the morphological analysis of the worn out samples was carried out using an EVO 18 – CARL ZEISS type SEM at 20 kV accelerating voltage. Before scanning, the fiber samples were gold coated to make it conductive and also to avoid electrostatic charge [52].
Results and discussions
Hardness
The determination of hardness of composite materials is important while evaluating its friction and wear properties because the hardness is the measure of wear resistance of any materials. In other words, higher the hardness, higher will be the wear resistance [49]. The shore D hardness value of untreated and treated fiber composites is shown in Table 2. It was noted that the hardness of all treated fiber composites was higher than that of the untreated fiber composites. This could be due to the increased stiffness and enhanced interfacial bonding in the treated fiber reinforced composites [52]. Some literature also reported the increasing trend of hardness for treated fiber reinforced composites [48,53,54]. However, a slight decrement in hardness of 20% treated fiber composites may attribute to reduced interfacial bonding between the constituents because of the fiber damage. This could happen normally when the natural fibers are treated using higher concentration of chemical solutions. In the present study, the composites reinforced with 15% treated fiber show higher hardness among the composites evaluated. Thus, it can be concluded that the 15% treated fiber composites have higher wear resistance.
Hardness of different composite samples.

Specific wear rate
In the present study, the SWR of the fabricated composites was addressed as a function of concentration of NaOH treatment, applied load, sliding speed and sliding distance. The SWR of the untreated and treated fiber composites at varying FN is presented in Figure 3. It was observed that the wear rate of the untreated and treated composites increased with the increase in FN. This could be explained by taking into the account that at higher loading condition the pulverized fibers were easily peeled out, and hence the composite samples became deeply worn-out which led to increased SWR [8,55]. Moreover, it was observed that the SWR decreased with the increase in concentration of NaOH treatment up to 15%. This could be due to the better interfacial adhesion between the Phoenix sp. fibers and the epoxy matrix and higher hardness value of the composite. Furthermore, the treated fiber supports the matrix during rubbing for a longer sliding distance because of enhanced interfacial adhesion. However, in the case of untreated fiber composites, the fiber supports the matrix only up to a minimum sliding distance, after which it was pulled out of the matrix due to poor bonding that leads to more wear of the composites. A slight increase in wear rate was noted for composites reinforced with 20% of treated fibers when compared to 15% treated fiber composites. This may be attributed to the delignification of fiber due to higher concentration of NaOH, which weakens and damages the fiber [56]. Therefore, the resulting composites lose its bonding strength, which led to increased SWR.

SWR of composites at different concentration of treatments and loads (at 3 m/s and 1 km).
In addition to this, Figure 4 demonstrates that the SWR of the prepared samples decreased with the increased in DS and increased with the increase in VS. The former was due to the reduction in severity of abrasives after repeated passes [57], while the later was due to the increase in weight loss of the samples [58]. The obtained results indicated that it could be possible to reduce the SWR up to 49.2% (compared to untreated fiber composites) by reinforcing 15% treated Phoenix sp. fibers. This confirms that the 15% concentration of treatment provides better interfacial adhesion between the Phoenix sp. fiber and the epoxy matrix when compared to the other concentrations of treatment.

SWR of composites at different: (a) sliding distances and (b) sliding speeds.
Coefficient of friction
In the present study, the μ value of the fabricated composites was determined as a function of concentration of NaOH treatment and operating parameters such as FN, VS and DS. The effect of various concentrations of NaOH treatment on μ with different FN is presented in Figure 5. It was observed that the μ of the composites decreased with the increase in applied load at all cases. This was expected because under dry sliding wear testing condition, the temperature at the contact surface between counterface and specimens gets increased corresponding to the increase in load resulting in the development of thermal stresses in the samples [59]. This weakens the bonding between the Phoenix sp. fiber and epoxy matrix which led to the reduction in μ. The higher value of μ at low load was attributed to mechanical interlocking of asperities at the interface between the samples and the rotating disc [58]. Furthermore, it was noted that the μ was higher for untreated fiber composites and lower for treated fiber composites due to enhanced interfacial adhesion between treated Phoenix sp. fibers and epoxy matrix. In particular, the composites reinforced with 15% treated fibers show least value of μ at all FN leading to lower wear, which was confirmed from the obtained SWR data. Similar to SWR, the increase in μ value was observed for 20% treated fiber composites due to the poor strength of resulting composites.

Coefficient of friction of composites at different concentration of treatments and loads (at 3 m/s and 1 km).
In addition to this, the μ value increased with the increase in sliding distance and decreased with the increase in sliding speed (Figure 6). The decrement of µ with respect to increase in sliding speed may be attributed to the fact that the reinforcement and matrix get cracked at higher speed and squeezed out onto the contact surfaces forming a thin adherent lubricating film resulting in lower µ value. However, after a particular time, the existing lubricating film gets thickened which led to gradual increase in µ with respect to increase in sliding distance [60]. The obtained data clearly concluded that by incorporating the 15% treated Phoenix sp. fibers into epoxy, the μ can be reduced up to 64.4%. This happens due to the enhanced interfacial adhesion between 15% treated Phoenix sp. fiber and epoxy matrix.

Coefficient of friction of samples at different: (a) sliding distances and (b) sliding speeds.
Effect of sliding on surface roughness
It is well known that the roughness values significantly affect the wear mechanism of the composite materials [61]. The average surface roughness values of composites before and after the tests (at 30 N, 3 km and 3 m/s) are illustrated in Figure 7. A huge increase was noted in the surface roughness of the untreated (UT) fiber composites after the test. This confirms that the untreated fiber composites significantly damaged during the sliding test because of poor bonding between the Phoenix sp. fiber and epoxy matrix. This made the surface more rough and led to higher wear rate. On the other hand, lower roughness values were noted for treated fiber reinforced composite due to less damage of samples at the contact surface because of good interfacial bonding. In particular, the composites reinforced with 15% treated fiber showed lower roughness value (0.067 µm) among the composites investigated. The literatures reported that the composites with high roughness value generate more friction and wear [50,62]. Similar trend was noted in the present work outcomes.

Average surface roughness of composites before and after test.
Morphological analysis
In order to characterize the morphology and to identify the predominant wear mechanism, the worn surfaces of the samples were examined thorough SEM images. The micrographs are taken for both untreated and treated Phoenix sp. fiber reinforced composites tested under the conditions of 30 N applied load, 3 m/s sliding velocity and 1 km sliding distance (Figure 8(a) to (d)). The fiber pull-outs, debonding and fiber breakage were noted in the untreated fiber composites (Figure 8(a)) due to poor interfacial bonding [63]. In case of treated fiber reinforced composites (Figure 8(b) to (d)), fiber pull-outs and debonding were minimized due to the enhanced interfacial adhesion resulting in lower wear rate. Moreover, some micro-cracks were observed in the treated fiber composites due to the combined effect of applied load and thermal mismatching between Phoenix sp. fiber and epoxy resin. These micro cracks start propagating due to high side force and cause failure of composites with increased wear rate at higher loads [19]. Therefore, it was ascertained that the dominant wear mechanism in the untreated fiber composites was fiber pull-outs and debonding, while for the treated fiber composites, the dominant wear mechanism was micro cracks.

Morphology of worn-out surfaces of: (a) untreated and (b)-(d) NaOH treated fiber composites tested under the conditions of 30 N, 3 m/s and 3 km.
Conclusions
Based on the tribological characterization of the untreated and treated Phoenix sp. fiber reinforced epoxy composites and analysis of results, the following conclusions can be drawn: The hardness value was found to be higher for the treated fiber incorporated composites due to improved interfacial bonding and stiffness of the composites. The SWR increased with the increase in applied load and sliding speed, but decreased with the increase in sliding distance. An opposite trend was observed for μ value, which makes clear that there was no correlation between the SWR and μ with respect to operating parameters. The order of operating parameters which dominates the tribological performance of the composites was applied load > sliding speed > sliding distance. The SWR and µ were found to be lower for the treated fiber reinforced composites than the untreated fiber composites. A significant variation between the Ra values was observed at the worn-out surfaces of untreated and treated fiber composites. The wear mechanism of the samples was predominated by fiber pull-outs, debonding and fiber breakage in the untreated fiber composites, while for the treated fiber composites, the dominant wear mechanism was found to be micro cracks.
According to the experimental results obtained, it could be concluded that the composites reinforced with 15% of NaOH-treated Phoenix sp. fiber can improve the wear resistance and was suggested for fabricating the friction composites for automobile and machine tool applications. Based on the encouraging results from this work, it was planned to fabricate the Phoenix sp. fiber-based nano composites and to investigate its tribological performance under different operating conditions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.