
Abstract
The study employs the mechanical interlocking theory and hot pressing treatment to generate nonimpregnation of highly rebounding composites. This design preserves the high flexibility, elasticity, and stability of elastic polymer while reserving the skin-friendly feature, resilience, and recovery of the highly elastic nonwoven fabrics without using an adhesive. During the preparation of highly rebounding composites, elastic polymers are hot pressed to form films, after which they are combined with highly elastic nonwoven fabrics. The composites are then examined in terms of the mechanical properties and the level of adhesion. Fluffy nonwoven fabrics and elastomer polymers are hot pressed in order to obtain better adhesion and puncture resistance. The tensile and hammer rebound rate test results show that highly rebounding composites that are reinforced using stiff nonwoven fabrics exhibit greater resilient and tensile properties. Comparing to pure nonwoven fabrics, the proposed highly rebounding composites have a structure that is 1.5 time greater compactness, as well as 1.5 times greater a tensile strength and 1.6 time greater resilience. Namely, they provide great variety according to the users’ ends as their performances are better and adjustable. For example, shallowly or deeply needle punched nonwoven fabrics can be separately used in the garments or cushions. The proposed highly rebounding cushion composites are protective materials and are suitable for the application as in cushions, packaging, and buffering protective equipment.
Introduction
Polymers account for one of the main development trends and are commonly applied as biomedical materials [1–4], biosensors [5–9], energy storage devices [10–15], oil cleanup, self-cleaning surfaces [16–22], and shielding materials [23–26]. Moreover, polymers can be made into different states with various manufacturing processes, and a state of film allows polymers to have the original properties and possess flexibility and extensibility [27]. Regardless of whether a polymer film is highly rigid or elastic, it does not have the features of being skin-friendly, moist, and air permeable like fabrics. Therefore, it is particularly emphasized to combine the features of fabrics and polymers.
Adhesive type composites mainly synthesize the upsides of every constitutional material in order to improve the functions of composites. The purpose of using nonwoven fabrics is to make the composite structure complete. The formation of fabrics determines the affinity between the coating and fabrics. Furthermore, the structure along with the intrinsic strength of constituent fibers/yarns mainly bears the load of an externally exerted stress. Hence, the porosity of fabric directly influences the adhesion level and penetration depth of an adhesive or coating. The polymer component of a coating or adhesive is a major content of coated and compressed laminated fabrics. In other words, the coating and adhesive provides specified functions as in insulation, esthetic purpose, laminar adhesion, and combustion resistance. Nonetheless, people cannot overlook the effects of basic properties, such as endurance, strength, and hand feel. To sum up, the rheological property of a coating or adhesive decides its permeation into fabric matrices, while its hardness, ductility, and strength also affect the strength and hand feel of the whole system [28].
Unlike the highly elastic composites made by impregnation, those made by adhesion can obtain reinforced mechanical properties [28–30]. A physical or chemical adhesion process is used to combine fabrics and polymers, and there are many adhesion methods and theories introduced or defined in previous studies, involving mechanical interlocking, diffusion, adsorption, and electrostatic adhesion systems [31]. The systems are introduced in the adhesive attachment theory, especially the difference between adhesive and attached systems [32]. Based on the systems, polymers at a half-melted state are used as a surface adhesive, after which highly elastic nonwoven fabrics that are composed of hairiness or patterns on the rough surface can be hot pressed and combined with the melted polymers [33–35]. Made by the adhesion method, the proposed products can be produced for many user ends, such as baby diapers, breathable membranes, and stitch seamless awnings [28].
Fernando et al. indicated that adhesive textiles were primarily formed by using an adhesive, the method of which has become trendy in developing textile structure. In addition, IRT was used to adhere fabrics. The test results suggested that the peeling strength of the fabrics was correlated with the temperature distribution of the adhesive area. Hence, the threshold value of uneven thermal distribution can be used to distinguish poorly or well-bonded combination, and interpret how thermal adhesion mode affects the peeling strength of the composites [36]. Porras et al. used hot pressing, bamboo weave as reinforcement, and polylactic acid (PLA) as matrices to produce composites that could be renewable resource and biodegradable materials. The physical, thermal, and mechanical properties of the composites were evaluated. The test results showed that plain bamboo weave had greater fracture force along the weft direction than the warp direction. In addition, the employment of bamboo weave as weft-reinforcement provided composites with higher impact resistance. In addition, scanning electron microscope (SEM) images show that bamboo fibers and PLA resin in hot pressing laminated composites have good adhesion [36].
The nonwoven fabrics are needle punched at different depths. Afterward, nonwoven fabrics and polymer membranes are hot pressed to form highly rebounding composites, after which the level of adhesion and properties of the composites are evaluated. Polymer membranes are melted and then adhere to nonwoven fabrics firmly as a result of hot pressing, thereby forming highly rebounding composites. This manufacture synergizes the properties of two different materials, including mechanical and surface properties. The tensile stress, peeling strength, puncture strength, flexibility, and hammer rebound rate of the composites are tested in order to examine the influences of needle punch depths and damage modes.
Experimental
Materials and methods
This experiment proposes the preparations of highly rebounding nonwoven fabrics, elastic polymer films, and highly rebounding nonwoven fabric-based elastic polymer film. First, highly rebounding nonwoven fabrics are composed of high resilience polyester (HRPET) fibers (Far Eastern New Century, Taiwan) and low melting point polyester (LMPET) fibers (Far Eastern New Century, Taiwan). Both of HRPET and LMPET fibers have a fineness of 4 D (0.44Tex) and a length of 51 mm. HRPET fibers have a core-shell structure, and the melting point of the shell and core is 170–180°C. LMPET fibers also have a core-shell structure with the melting point of the shell and core being 110°C. HRPET and LMPET fibers are blended at a ratio of 80/20, and then needle punched at a depth of 9 or 12 mm and a density of 200 needles/min. The composites that have a thickness of 1.2 cm are placed in a mold of a thickness of 1 cm and hot pressed to form highly rebounding nonwoven fabrics that are reinforced with thermal bonding points.
SEBS (Kraton Corporation, Houston, TX, USA) has a Styrene/Rubber ratio of 13/87, a melting index of 22 g/10 min, a diblock content of 30%, a melting point of 170°C, and a Tg of 60°C. A hot pressing machine is used to make elastic composite polymers into elastic polymer films at 200°C for five minutes. Finally, the nonwoven fabrics and films are combined. An elastic polymer film with a thickness of 0.5 mm is placed in the lower mold and heated at 200°C and 30 kg/cm2 in advance. Next, a highly rebounding nonwoven fabric is laminated on the film, after which they are hot pressed at 60°C and 30 kg/cm2 for 3.5 min to form the highly rebounding composites with a thickness of 4 mm. Figure 1 shows the images of the highly rebounding cushion nonwoven fabric, elastic polymer film, highly rebounding cushion composite, and hot pressing machine.

Images of (a) highly rebounding cushion nonwoven fabric and elastic polymer films, (b) highly rebounding cushion composites (the polymer and nonwoven sides are marked separately in yellow and red rectangles), and (c) hot pressing machine.
Evaluation of highly elastic composites
As specified in the ASTM D903-98 and ASTM F1342-05, the composites are tested for peeling and puncture strengths using an Instron 5566 universal tester (Instron, Norwood, MA, USA). For the tensile test, the tensile rate is 5 mm/min and the distance between clamps is 7 mm. Samples for tensile tests are dumbbell type as specified in ASTM D638 Type IV. The nonwoven samples used for tensile test are taken along the MD and 10 samples for each specification are used. For the peeling test, samples (160 × 25 mm) are prepared with an initial cut of a 50-mm depth as specified in the double cantilever beam destruction pattern mode I. The nonwoven samples used for peeling test are taken along the MD and 10 samples for each specification are used. The peeling rate is 3 mm/min. As for puncture resistance test, a puncture rate of 508 mm/min is employed. The diameter of the impactor is 4 mm. The size of samples is 100 × 100 mm. Ten samples for each specification are used.
Moreover, an SEM (S-4800, Nikon Instruments, Japan) is used to observe the morphology of the composites. Fractured samples that are collected from the tensile and peeling tests are fixed on the platform using carbon paste, and then coated with a thin layer of gold, after which they are observed using an SEM. The hammer rebound rate test is conducted as specified in ASTM D2632. The impactor is released from a specified 400-mm height to hit the sample (100 × 100 mm), and the distance that the impact bounces is recorded as the resilience. The flexibility of samples (2 × 15 cm) is measured using a flexibility tester (Hung Ta Instrument, Taiwan) as specified in CNS 13752 L3243.
Results and discussion
In the highly rebounding composite field, it is commonly used to fully immerse the reinforcing material in a polymer matrix in order to acquire all of the properties of constituent materials. In particular, mechanical interlocking is the most commonly used adhesive system, which takes the advantages of the rough surface of the reinforcing material as well as the penetration of an adhesive through the matrix in order to proceed the adhesion [37,38]. In this study, hot pressing is used for the adhesive combination, which excludes an adhesive and retains properties of the two constituent materials. Figure 2 shows that regardless of whether the needle punch depth is 9 or 12 mm, highly elastic nonwoven fabrics demonstrate that the surface hairiness of the nonwoven fabrics enter the shallow surface of polymer membrane, thereby attaining mechanical interlocking [28]. Besides, the constituent LMPET fibers can be melted due to a high temperature to adhere to the polymer surface, which further strengthens the interfacial adhesion. The interface between two constitutional materials are indicated by yellow arrows in Figure 2, which proves that two materials are bonded using mechanical interlocking manner via hot pressing effectively.

SEM images of cross sections of highly rebounding composites that are needle punched at a depth of (a) 12 mm and (b) 9 mm.
Figure 3 shows the mechanical properties of highly rebounding composites as related to the needle punch depth. The failure mechanism can be divided into three parts. In the first part, highly rebounding composites have tensile yield strength of 2–2.5 MPa. The peak value of tensile strength is attributed to the nonwoven fabrics. The tensile strength of pure highly rebounding nonwoven fabrics is 1.7 and 1.5 MPa for a needle punch depth of 9 and 12 mm, respectively. Increasing the needle punch depth has a positive influence on the tensile strength of nonwoven fabrics, which then mechanically reinforces the textile-based polymer films [39]. Figure 3(a) shows the nonlinear tensile stress–strain curves where the tensile strength of composites increases when the fabric is broken [40]. When the tensile stress–strain becomes linear, it indicates that the highly rebounding fabrics completely come off the films [41]. Afterward, the tensile force is totally withstood by the plank until it is broken. Figure 3(b) shows the peeling damage curve of highly rebounding composites as related to the needle punch depth, which indicates that the presence of physically strong highly rebounding fabrics does not exhibit a higher or equivalent level of peeling strength. The aforementioned discussions show that the adhesion effect is primarily dependent on whether the fabrics have a rough surface and whether the adhesive penetrates through the reinforcing fabrics. In sum, a needle punch depth of 9 mm provides the nonwoven fabrics with a fluffy structure and a rough surface, which enables a better adhesion with elastic polymer films [27]. The curves fluctuate with polylines because during the peeling test, the cohesion force among the fibers fails to be bonded jointly by thermal bonding and then becomes the stress concentration point [42]. Subsequently, the tensile force propagates to the thermal bonding points or interlocking interface, and the composites exhibit higher peeling strength [27,43].

Mechanical property evaluations and observation of fractured surface of polymer membranes: stress–strain curves of (a) tensile strength and (b) peeling strength; SEM images of fractured samples collected from (c and d) tensile strength test and (e and f) peeling test.
Figure 3(c) to (f) shows the SEM images of damaged samples collected from the tensile and peeling tests. The tensile failure mode is different from the peeling failure mode. Figure 3(c) and (d) shows that at a low tensile speed (5 mm/min), a low number of fibers are presented over the polymer films. Moreover, SEM images show that a few broken fibers are residual over the film surface and cracks. With a peeling rate of 10 mm/min, a considerable amount of fibers are still adhered to the films, which proves that the highly rebounding composites are combined and adhered by the impregnated fibers and thermal bonding points of LMPET fibers (Figure 3(e) and (f)). With a high tensile rate, the damage mechanism is attributed to the absence of bonding force among broken fibers, which suggests that the employment of hot pressing provides an effectively interfacial bonding to the nonwoven fabrics and polymers.
Table 1 shows the flexibility of highly rebounding composites as related to needle punch depth. Flexibility is tested by sliding fabrics or composites on the platform of the tester and the length before the sample bends and touch the FIR detector is measured. Hence, the smaller the length, the greater the flexibility. The flexibility of pure SEBS films is 1.58 mm. The flexibility is 6.87 cm when nonwoven fabrics are needle punched at 9 mm, and 8.15 cm when nonwoven fabrics are needle punched at 12 mm. Regardless of whether the nonwoven fabrics being needle punched at 9 or 12 cm, the composites exhibit a lower flexibility, which suggests that the composites are less flexible than the film and nonwoven fabrics. Compared to other composites made by different manufactures, the proposed highly rebounding composites can afford bending or multiple folding. This result proves that in addition to an excellent yield, the hot pressed composites also exhibit the features of nonwoven fabrics (e.g., affinity and flexibility) and elastomer polymer (e.g., elasticity, hydrophobic property, and sleek surface).
Flexibility of highly elastic composites as related to the polymer blending ratios.

Figure 4(a) shows the puncture strength of highly rebounding composites as related to the needle punch depth. The group that the nonwoven fabrics are needle punched at 9 mm has the maximum puncture strength. This result is contrary to our expectation as within a certain range of needle punch, the mechanical properties increase as a result of a greater needle punch depth [44]. In addition, all of the composites have comparable puncture strength. As the probe penetrates nonwoven layer so the puncture strength is demonstrated by the resistance of polymer films. It is likely that the composites are delaminated after the nonwoven fabrics fall off [45]. The stress–strain curves of puncture resistance (Figure 4(b)) proves that in response to the damage caused by puncture head, the highly elastic buffering composites first exhibit a smaller fracture peak, which reflects the damage to the nonwoven layer, and then a greater fracture peak, which reflects the maximum strength when the composites are totally damaged. On top of that, Figure 3(b) shows that the optimal peeling strength of highly rebounding composites occurs when the needle punch depth is 9 mm. To sum up, the puncture strength of the highly rebounding composites is basically counteracted by the nonwoven fabrics, elastic polymer film, and the stress caused by the delamination. Hence, the composites that are composed of fluffy nonwoven fabrics can obtain optimal puncture resistance.
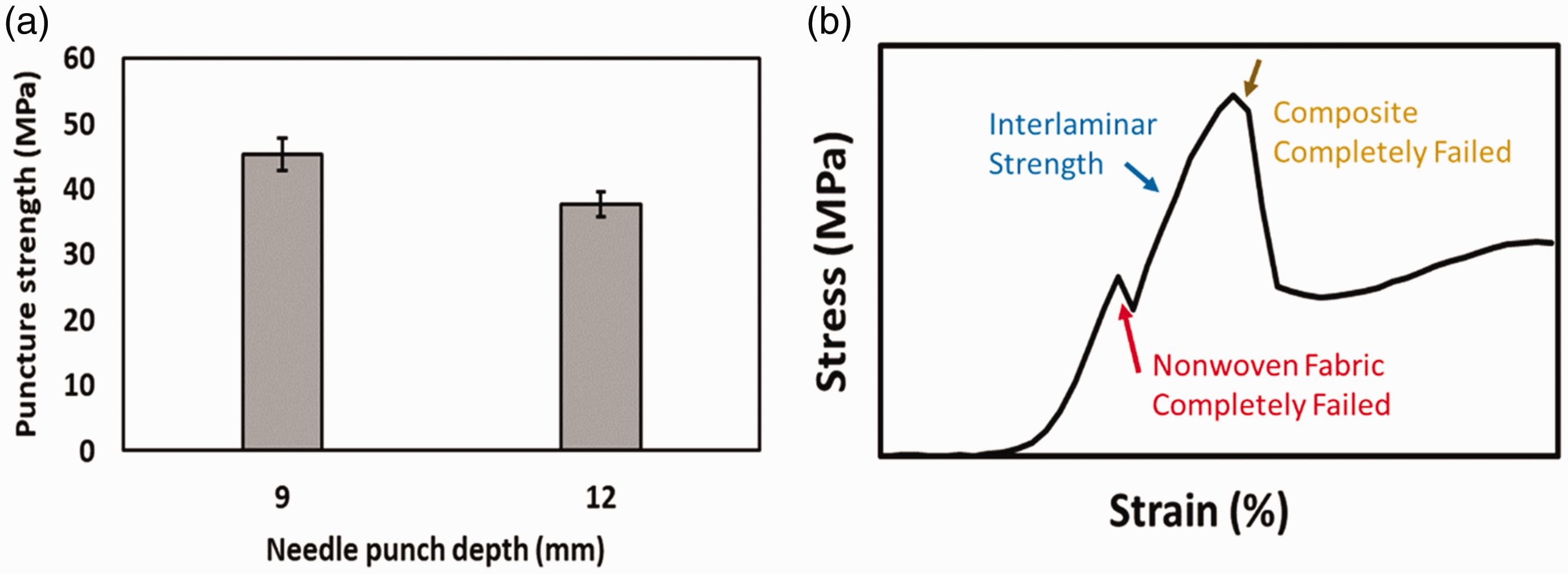
(a) Puncture strength of highly rebounding composites as related to the needle punch depth. (b) The stress–strain curves of puncture strength test.
Table 2 shows the hammer rebound rate of highly rebounding composites as related to the needle punch depth. The hammer rebound rate of the polymer side is slightly higher than that of the nonwoven side. Because the hammer is dropped onto the polymer side, the polymer films have an even structure which generates a lower deformation level than nonwoven fabrics. By contrast, when the hammer hit the fluffy nonwoven side, the fabrics deform in order to absorb the impact energy, preventing it from being transferred into a rebound force. Moreover, there is no significant difference in the deformation level of polymer sides, but the opposite is the case for the nonwoven sides. The difference in the hammer rebound rate of nonwoven sides is about 1.6 times and is attributed to the needle punch depth. Comparing to a needle punch depth of 12 mm, a needle punch depth of 9 mm provides the nonwoven fabrics with a more fluffy structure and the nonwoven side, thus, demonstrates a greater deformation and subsequently a lower hammer rebound rate.
Hammer rebound rate of highly rebounding composites as related to the needle punch depth.

Conclusion
This study successfully adheres a highly rebounding nonwoven fabric onto an elastic polymer surface using the hot pressing process. The tensile strength of highly rebounding composites (i.e., nonwoven fabric-based polymer films) is 1.5 times that of the control group. The mechanical property test results indicate that different tensile rates cause different damage mechanisms of highly rebounding composites. Finally, the hammer rebound rate of the polymer sides is 1.3 times higher than that of the nonwoven sides. Adhesive type composites can retain properties of both materials. The purpose of using adhesive type composites is to obtain a greater diversity of applications and reduce the consumption of the nature sources. Regardless of the users’ ends being in the clothing, livelihood, or industrial fields, the development of adhesive composites makes a great contribution to the composite textile products exclusively.
Footnotes
Acknowledgements
Jia-Horng Lin and Dr. Yueh-Sheng Chen contributed equally to this work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Ministry of Science and Technology of Taiwan financially supported this research under Contract MOST 107-2221-E-035-052-MY2.