
Abstract
In this study, sound absorption and abrasion resistance performance of needlepunched nonwovens produced from blend of round polyethylene terephthalate/hexaflower polyethylene terephthalate/low melt polyethylene terephthalate fibers with various weight ratios, i.e. 50/40/10, 40/40/20, 70/20/10, 50/30/20, were reported. The carded webs were bonded by needlepunching at two punch densities, i.e. 400–500 punches/cm2 and penetration depths, i.e. 11-6-6 and 13-8-8 mm, then passed through an through-air thermal bonding oven to melt low melt polyethylene terephthalate fibers within the samples. Design of experiments was planned according to Taguchi method, and an optimum sample, produced according to optimum production levels, was determined. In order to further improve the sound absorption and abrasion resistance performance, as a first approach, a low denier nonwoven top layer was combined with the optimum sample. As a second method, samples were back coated with a styrene butadiene resin and the changes in sound absorption were analyzed. The effect of production parameters on sound absorption and abrasion resistance was analyzed using a Minitab statistical software. As a result, fiber blend ratio, penetration depth, and areal density significantly affected sound absorption and abrasion resistance performance of nonwoven samples. On the other hand, punch density was found to be statistically insignificant over sound absorption and abrasion resistance. The optimum sample reached to a sound absorption coefficient value of 0.273 at 2000 Hz, and showed a fiber loss percentage of 1.55% and was found to be a suitable facing material for automotive carpet applications.
Introduction
There are different kinds of sound sources in an automobile such as engine, exhaust, wind, and road leading to discomfort of the passengers [1–3]. Two types of interacting mechanisms exist between the sound sources and an automobile structure. In the first case, sound waves directly transmit to the interior of an automobile, generating airborne noise which is medium or high frequency sound and dominate the interior noise level [2]. The other case is known as the structure-borne noise in which the outside sound waves cause the vibration of the automobile structure leading to radiation of the noise inside the automobile by the interior surfaces, generating low frequency sound. The major noise control approach in an automobile aims to reduce the airborne noise using dense padding materials for preventing the transmission of noise waves. Moreover, porous sound absorption materials, i.e. foams, woven and knitted fabrics, nonwovens, etc., are used to reduce the reflected noise inside the automobile by different sound absorption mechanisms of vibration, heat conduction, and momentum loss effects [4–6].
The nonwoven usage in an automobile includes floor carpet (43%), headliner (6%), hoodliner (10%), trunk (13%), insulation (17%), door panels (1%), seating (6%), package trays (3%), and other areas (1%) [7], with the aims of reinforcement, filtration, barrier, sealing, and acoustic [8]. One of the main usage areas of nonwovens in an automobile is carpets, serving for aesthetic and sound absorption functions [9]. Tufted fabrics or needlepunch bonded nonwovens have been used as facings for automotive carpet applications [10], among which the latter is mostly preferred due to cost reasons.
A growing attention has been paid to investigate the sound absorption properties of needlepunched nonwoven materials. In the study of Ganesan and Karthik [11], the sound absorption performance of blended kapok/cotton and milkweed/cotton needlepunched nonwovens was studied. It was reported that a blend of cotton fiber with milkweed resulted in better damping of sound due to low fiber density of milkweed. In another study [12], it was observed that the noncircular and hollow polyethylene terephthalate (PET) fiber-based nonwovens resulted in good sound absorption performance since these fibers had high surface area which enhanced the friction losses between sound wave and fibers. The sound absorption coefficient (SAC) values of nonwovens produced from 2 denier round fiber were reported to be higher than the samples produced from 4 DG fibers due to the gear meshing effect of grooved fibers. Muthukumar et al. [13] investigated the effect of increased weight ratio of low melt PET, i.e. 10, 20, 30%, on sound absorption performance, in needlepunched and then thermal bonded nonwovens having fiber blends of flax/low melt polyester. In another study [14], the effect of fiber fineness, fabric thickness, and fabric areal density on sound absorption of Struto nonwovens, produced from round, hollow, and bicomponent PET fibers, was investigated. Hassanzadeh et al. [15] investigated the sound absorption performance of needlepunched nonwovens produced from Estabragh (milkweed)/PP fibers at different blend ratios and reported that sound frequency, fiber blend ratio, and fabric areal density had a significant effect on acoustic performance.
Abrasion resistance is one of the most significant requirements for a needlepunched nonwoven floor carpet affecting the durability of the product [9]. In the study of Midha [16], sandwiched-needled fabrics were prepared by sandwiching a 6 denier hollow polyester fiber web in between the two layers of 1.2 denier polyester fiber webs. It was reported that the consolidated surface of sandwiched-needled fabrics, with more number of fibers per unit weight, resulted in better Martindale abrasion resistance compared to the needled-calendered fabrics prepared from only 6 denier hollow polyester fibers. In another study [17], it was found that calendering process after needlepunching improved the Martindale abrasion resistance. In the study of Atakan et al. [9], velour designed needlepunched and molded automotive floor carpets including a blend of 6 and 11 denier recycled polyethylene terephthalate (rPET) fibers were developed. It was reported that 6 denier rPET fiber provided better cohesion, while 11 denier rPET fiber contributed to physical performance, and their blend resulted in a good Taber abrasion resistance.
To the best of our knowledge, there are very limited studies [18,19] in the literature focusing on both acoustic and abrasion resistance performance of needlepunched nonwovens. In one of these studies [18], Martindale abrasion resistance and sound absorption performance of polyethylene film and vinyl-based recycled polymer film coated needlepunched polyester nonwovens for rear trunk covering application were examined. In the other study [19], Taber abrasion resistance and transmission loss performance of water-based polyurethane/graphite dip-coated polyester nonwoven fabrics were reported.
In the current study, it is aimed to analyze sound absorption and Taber abrasion resistance of needlepunched nonwovens, produced from a blend of round PET/hexaflower PET/LMPET. In addition, the effect of production parameters such as fiber blend ratio, punch density, penetration depth, and areal density on sound absorption and Taber abrasion resistance performance was investigated in detail. The most effective production parameters were determined by performing a statistical analysis. Moreover, it was attempted to improve the abrasion resistance of the samples by a styrene butadiene (SBR) latex back coating or combining the optimum sample with a top nonwoven layer from low denier fibers. The changes in SACs after these additional processes were also analyzed. Although latex back coating is a conventional method applied to needlepunched carpets for improving stability, there are limited studies [20,21] reporting on the sound absorption performance of latex back coated needlepunched nonwovens. In the light of Taguchi approach, the sample showing the highest SAC at a mid-frequency of 2000 Hz and the lowest fiber loss percentage was determined and suggested to be used as a potential carpet facing nonwoven material for automotive industry.
Materials and methods
Materials
Fiber grade PET with round and hexaflower cross sections, and LMPET binder fibers with a round cross section were used (Table 1). The round PET and LMPET fibers were supplied from SASA (Turkey), and hexaflower PET fiber was supplied from Huvis (South Korea).
Properties of fibers.

LMPET: low melt polyethylene terephthalate; PET: polyethylene terephthalate.
For the back coating of nonwoven samples, carboxylated SBR copolymer latex (pH 7.5, solids content 51%, viscosity <400 mPa s) was supplied from Synthomer GmbH (Germany), and sodium lauryl ether sulfate (SLES) as a foaming agent was supplied from AS Kimya (Turkey).
Experimental design
Taguchi experimental design approach was used in this study, which offers an opportunity for mixed-level design, whereas the classic methods allow to study the process parameters at two levels [22,23]. In addition, Taguchi is an efficient method to find a combination of the optimum parameter levels that provide the best result for the dependent variable. The production parameters (independent variables) were chosen as fiber blend ratio, punch density, penetration depth, and areal density. The levels of these parameters are determined as given in Table 2.
Independent variables and their levels.

LMPET: low melt polyethylene terephthalate; PET: polyethylene terephthalate.
As seen in Table 2, the independent variables of punch density, penetration depth, and areal density have two different levels, whereas the independent variable of blend ratio has four different levels. According to the number of independent variables and their levels, an appropriate orthogonal array was determined as L16 (4 × 1, 2 × 3) using Minitab software (Table 3).
The produced samples according to Taguchi L16 OA.

LMPET: low melt polyethylene terephthalate; OA: orthogonal array.
In Taguchi method, independent variables are control factors, on the other hand, the noise factors cannot be controlled during production; however, they can be controlled during experimentation. The statistical analysis is performed according to the ratio of signal to noise (S/N) which compares the level of a desired signal with the level of background noise. The calculation of S/N ratio changes according to the goal of the experiment. In this study, “larger is better” function (equation (1)) was used for the analysis of SAC, whereas “smaller is better” function (equation (2)) was used for the analysis of fiber loss percentage [24]

Sample preparation
Blends of round PET, hexaflower PET, and LMPET fibers were used. The aim of using hexaflower PET in the fiber blends was to take advantage of its higher fiber surface area due to the hexagonal petal shaped cross section, as it was previously reported [12,25] that higher fiber surface area enhanced the sound absorption performance. In addition, LMPET fibers were employed with a weight ratio of 10 and 20% in the fiber blends, which melted and formed crossover points around the non-melting fibers (Figure 1) during thermal bonding, and imparted stability to the needlepunched nonwovens [9].
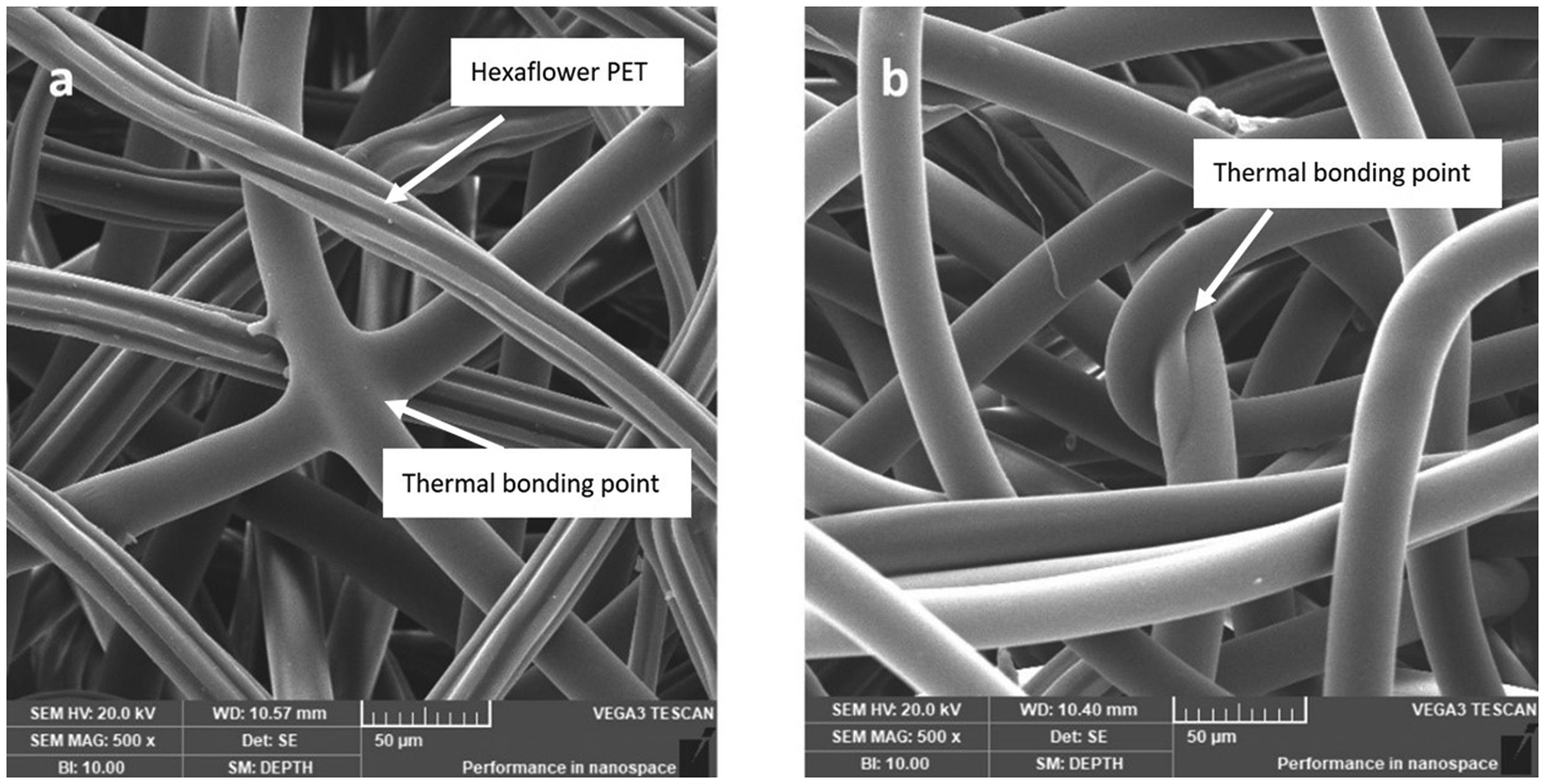
SEM images of thermal bonding points (a) in the sample of (B3) and (b) in the sample of (C3).
The laboratory-scale carding machine used in the study was able to produce a web in a size of 50 cm × 70 cm. By using the known web area (0.35 m2), the total required weight of fibers was calculated to produce web layers with a basis weight of 100 g/m2. Approximately 10% extra fiber weight was added to the blend considering the fiber loss during the carding stage and drafting of the web during the needlepunching stage. The fibers were weighed and prepared manually under the standard atmospheric condition of 60–70% relative humidity and 20–25°C temperature, then fed into the laboratory-scale carding machine. Several carded webs of 100 g/m2 were produced and combined in the needlepunching process to obtain the desired basis weights of 400 and 600 g/m2. Needlepunching was performed with Groz Beckert felting needles of type 15 × 18 × 38 × 3 at a total punch density of 400 or 500 punches/cm2 including three needling passes of 80/160/160 and 100/200/200 punches/cm2, respectively, and penetration depths of 11/6/6 or 13/8/8 mm. Then, needlepunched samples passed through a through-air bonding oven for approximately 2 min at 180°C with a 3 m/min conveyor belt speed and 1800 r/min fan speed.
An additional top nonwoven layer was combined with the optimum sample in order to improve the abrasion resistance performance of the nonwoven samples. For this purpose, a carded web of 100 g/m2 from 100% round PET fiber (3 denier) was produced and combined in the needlepunching process with the 500 g/m2 carded web of the optimum sample. As a second approach, all the samples given in Table 3 were back coated with an SBR latex resin and the effect of latex coating on both sound absorption and abrasion resistance performance was studied. SBR latex was blended with a SLES, a foaming agent, at a weight ratio of 1% in the blend, and stirred using a mechanical stirrer at 600 r/min at room temperature for 5 min. Then, the compound was mixed with a stand mixer for approximately 20 min until a foam structure with a density of 230 g/l was formed. The nonwovens were back coated with reverse roll coating technique with the help of a laboratory-scale coating device. Then, the latex back coated samples were dried in a hot air oven at 180°C for 3 min. Areal density values of the samples after drying were measured to calculate the areal density of latex back coating on the samples.
Testing methods
Impedance tube method is the most used acoustic measurement method since it requires a small test sample. In the study, a Bias Engineering TestSENS medium impedance tube with two fixed microphones was used to measure SACs. Seven circular specimens were measured for each nonwoven sample according to ASTM E1050-12 [26]. In a two microphone impedance tube setup (Figure 2), a sample is placed at one side, while a sound source is located at the other side of the tube. The incident sound waves propagate from the sound source to the test sample through an impedance tube. Then the incident sound waves hit the sample and reflect. The digital analyzer of the setup measures the sound pressure at two fixed locations, calculates the complex transfer function, and determines the SACs at a frequency range between 100 and 4000 Hz [27].

Schematic representation of impedance tube with two-fixed microphones. Source: Adapted from Brüel & Kjær [27].
A Hans Schmidt & Co, DD-50-T-25 thickness gauge was used for thickness measurements according to ISO 9073-2 [28] under 0.5 kPa pressure. Ten measurements were performed for each sample, and average thickness values were calculated.
A Prowhite V530 air permeability tester was used for air permeability measurements according to ASTM D737-04 [29]. Pressure drop and test area were determined as 125 Pa and 38 cm2, respectively. Ten different locations of each nonwoven sample were tested, and the average airflow rate values were calculated.
Taber abrasion resistance was measured with a Taber 5155 Abraser device using H18 wheels under 1000 g load and 60% vacuum according to ASTM D3884 [30]. After 300 test cycles, the percentage of fiber loss was calculated according to equation (3). The abraded samples were also visually evaluated as demonstrated in Figure 3

Photographic pictures of (a) sample before abrasion test, (b) passed sample, and (c) failed sample after Taber abrasion test.
A Tescan Vega3 scanning electron microscope was used to examine fiber cross sections and top views of nonwoven samples. Prior to imaging, samples were cut into a size of 1 cm × 1 cm and mounted on a stub with a double sided carbon tape and placed into a Quorum Sputter Coater to be coated with a thin layer of Au/Pt for 2 min.
Statistical analysis
ANOVA analysis was performed with Minitab statistical software in order to examine the significance level of independent variables on the dependent variables. H0 hypothesis is accepted as “independent variables have no effect on the system”, whereas H1 hypothesis is accepted as “independent variables have effect on the system”. P-values of the independent variables are compared with α value (0.05), and if p-value of an independent variable is less than 0.05, then H1 hypothesis is accepted for that variable, if not, then H0 hypothesis is accepted. In Taguchi analysis, the response table shows the S/N ratios for each level of parameters. The delta value indicates the difference between the highest and the lowest S/N ratios of each variable. A variable that has the highest delta value is ranked first in the response table and it is accepted as the most effective variable in the experimental design.
Results and discussion
Analysis of sound absorption performance
Physical properties, i.e. thickness, air permeability, and SAC values at low, medium, and high frequencies are given in Table 4. SAC values at a frequency range between 250 and 4000 Hz can be seen in Figure 4. The sound absorption performance was improved with an increase in the sound frequency (Figure 4) since porous textile materials show better performance in middle and higher frequencies compared to low frequencies [6,31,32].

SAC values of the samples.
Thickness, air permeability, and SAC values at low, mid, and high frequencies.
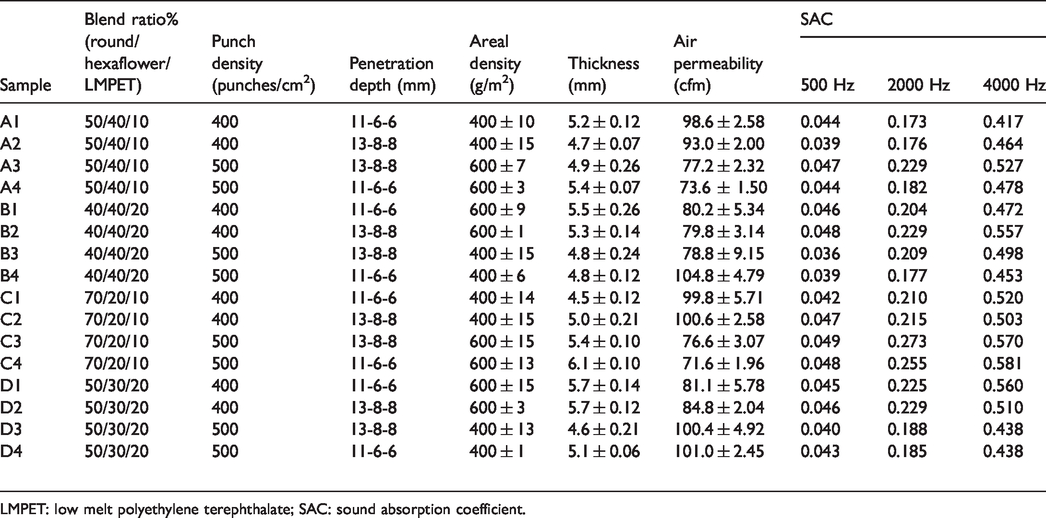
LMPET: low melt polyethylene terephthalate; SAC: sound absorption coefficient.
The highest SAC value was obtained as 0.581 at 4000 Hz with sample C4 produced with a fiber weight ratio of 70/20/10 (round PET, hexaflower PET, LMPET), a punch density of 500 punches/cm2, a penetration depth of 11-6-6 mm, and an areal density of 600 g/m2. This sample could be suggested as an optimum sample for high frequency (4000 Hz) sound absorption applications.
On the other hand, SAC values of the samples were obtained in a range of 0.173 and 0.273 at a medium sound frequency (2000 Hz). When a statistical analysis was performed for sound absorption performance at 2000 Hz, used to evaluate sound absorbing materials for automotive interior [33], it was observed that (Table 5) fiber blend ratio (round/hexaflower/LMPET), penetration depth, and areal density were statistically significant on SAC values, with p values lower than 0.05, whereas punch density was statistically insignificant, with a p-value higher than 0.05. In addition, it was seen that the interaction of the punch density and penetration depth was statistically insignificant as well.
Analysis of variance for S/N ratios (at 2000 Hz).

S/N: signal to noise.
The first effective variable on sound absorption performance was obtained as fiber blend ratio (Table 6). According to the main effect plot (Figure 5), no significant change was observed in the sound absorption performance when the weight ratios of round PET/hexaflower PET/LMPET fiber blends were changed from 40/40/20% to 50/30/20%. On the other hand, the sound absorption performance dramatically deteriorated when the fiber blend ratio was 50/40/10%. When the LMPET fiber weight ratio in the blend decreased by one-half, the rate of bonding most likely decreased, leading to an increase in the pore size and lowering SACs [34–36]. In addition, the highest SAC was achieved at the blend ratio of 70/20/10%, even if the LMPET ratio was 10%. In all the other blends, the weight ratios of round PET (6 denier) and hexaflower PET (4 denier) were close to each other. However, in the blend of 70/20/10, the difference between the weight ratios of round PET and hexaflower PET was quite high (50%). Using fibers with different deniers in the blend with a high difference in their weight ratio may have changed the pore structure and resulted in a better sound absorption performance.

Main effect plot. SN: signal to noise.
The second effective variable on sound absorption performance was obtained as areal density (Table 6). An increase in the number of fibers per unit area resulted in higher viscous losses and dissipated the sound energy in the form of heat energy [14], and improved sound absorption performance of the nonwoven samples. The third effective variable on SAC values was obtained as penetration depth (Table 6). The sound absorption performance increased when the penetration depth increased from 11-6-6 to 13-8-8 mm (Figure 5) since higher penetration depth provided a better fiber entanglement leading to a decrease in the pore size. As previously reported [37], the smaller pores may hinder the passage of sound waves by increasing the frictional resistance, thereby improving the sound absorption performance. On the other hand, when the punch density increased from 400 to 500 punches/cm2, no significant change was observed in the SACs (Figure 5).
Response table for S/N ratios.
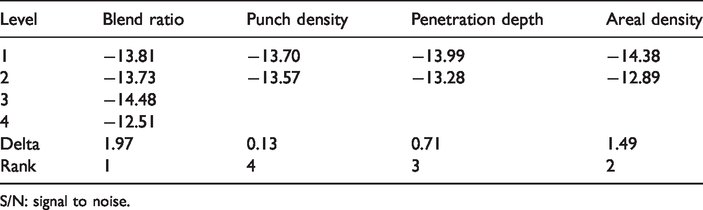
S/N: signal to noise.
As a result, based on the SAC results at 2000 Hz, the optimum levels of production parameters were obtained (Table 7). This optimum sample C3 was already produced according to the experimental design and showed the highest SAC value of 0.273 at 2000 Hz (Table 4).
Parameters of the optimum sample C3 with the highest sound absorption coefficient.

LMPET: low melt polyethylene terephthalate; PET: polyethylene terephthalate.
In order to validate the optimum sample provided by Taguchi method, a confirmation test was conducted. In Minitab software, the S/N ratio of this sample was predicted and used to calculate the SAC value at 2000 Hz using equation (1). Then, the calculated SAC value was compared with the measured SAC value at 2000 Hz. There was a small error (Table 8), confirming that the optimum production levels to obtain the sample with the highest SAC at 2000 Hz were validated.
Result of validation test.

In order to further improve the sound absorption performance of the optimum sample, the carded web of this sample was produced with a basis weight of 500 g/m2 and combined with a 100 g/m2 top layer from fine (3 denier) round PET fibers in the needlepunching process (Figure 6). The SAC values of the optimum sample and sample A between 250 and 4000 Hz frequencies are given in Table 9. It was observed that the addition of a top layer on the optimum sample slightly improved the sound absorption performance. The optimum sample C3 showed SAC values of 0.273 and 0.57, whereas sample A showed SAC values of 0.30 and 0.65 at 2000 and 4000 Hz, respectively. Low denier fibers were able to move more easily than coarser fibers when encountered with sound waves, which increased the friction between the fibers, and consequently improved the SAC [38]. Moreover, with finer fibers, more fibers could be aligned in along the thickness forming a more tortuous structure; consequently, sound waves were absorbed in the nonwoven fabric [12,25,38].

The photographic image showing the cross section of sample A comprising (1) top layer and (2) optimum sample.
The SAC values of optimum sample C3 and sample A.

LMPET: low melt polyethylene terephthalate; PET: polyethylene terephthalate; SAC: sound absorption coefficient.
Latex back coating is commonly applied to the needlepunched carpets, therefore all samples in the experimental design were back coated with a SBR resin (Figure 7) and SAC measurements were repeated. Physical properties of the latex back coated samples, i.e. areal density, thickness, air permeability, and SAC values at low, mid, and high frequencies are given in Table 10, and SAC values at a frequency range between 250 and 4000 Hz can be seen in Figure 8.

SEM images of latex coated fiber surfaces (a, b).

SAC values of latex coated samples.
Thickness, air permeability, and SAC values of latex coated samples at low, mid, and high frequencies.

LMPET: low melt polyethylene terephthalate; SAC: sound absorption coefficient.
SBR latex back coating added an extra weight of approximately 130 g/m2 to the samples as given in Table 10. Even if the areal density increased, SACs of the samples decreased, compared to the SACs of uncoated nonwoven samples (Table 4). For example, SAC values of uncoated nonwoven samples were in the range of 0.173 and 0.273 (Figure 4), while SAC values of latex back coated nonwoven samples were in the range of 0.14 and 0.19 at 2000 Hz (Figure 8). An uncoated nonwoven sample reached to the highest SAC value of 0.581 at 4000 Hz, while a latex back coated nonwoven sample reached to the highest SAC value of 0.477 at the same sound frequency. This was due to the fact that the SBR latex back coating acted as a rigid sound reflecting barrier [20]. In addition, the lower air permeability results were related to the barrier effect of the back coating on nonwoven samples (Table 10) compared to those of uncoated nonwoven samples (Table 4). Even if an effective sound absorption performance requires a low air permeability value, the performance of the materials deteriorates below a critical air permeability value due to the reflection of sound waves from the sample [39].
Analysis of abrasion resistance performance
Fiber loss percentages and the test results based on sample appearance after 300 abrasion cycles are given in Table 11. According to the ANOVA analysis, the fiber blend ratio (round/hexaflower/LMPET), penetration depth, and areal density were statistically significant, whereas punch density was statistically insignificant on fiber loss percentage (Table 12).
Fiber loss (%) of the samples after Taber abrasion.

LMPET: low melt polyethylene terephthalate.
Analysis of variance for S/N ratios (fiber loss percentage).

S/N: signal to noise.
The fiber blend ratio was the most effective variable on fiber loss percentage after abrasion test (Table 13). It was obtained that the nonwoven samples having a lower weight ratio (10%) of LMPET in the blend showed lower fiber loss percentage compared to the samples having a higher weight ratio (20%) of LMPET. Increasing the weight ratio of LMPET in the blend more than a critical value showed a negative effect on abrasion resistance since more bonding sites may have occurred and more number of bonded fibers may have abraded from the surface together during the test [17]. The fiber loss decreased when the areal density increased (Figure 9), since a higher number of fibers per unit area led to more cohesion between the fibers which would be more difficult to abrade [17]. In addition, the third effective independent variable on abrasion resistance was penetration depth (Table 13). The percentage of fiber loss decreased when the penetration depth increased from 11-6-6 to 13-8-8 mm since a better fiber entanglement was provided by a higher penetration depth. Accordingly, when the punch density increased from 400 to 500 punches/cm2, fiber loss slightly decreased (Figure 9) since nonwoven samples became more resistant to abrasion due to better fiber entanglement at a high punch density. However, the effect of punch density on abrasion resistance was quite low [16] as seen in ANOVA analysis (Table 12).

Main effects plot. SN: signal to noise.
Response table for S/N ratios for fiber loss percentage.

S/N: signal to noise.
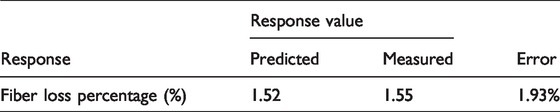
As a result, the optimum sample showing the lowest fiber loss percentage of 1.55% was sample C3, which also showed the highest SAC. In order to validate the optimum sample, a confirmation procedure was conducted again. In Minitab software, the S/N ratio of this sample was predicted and used to calculate the fiber loss percentage using equation (2). Then, the predicted fiber loss percentage was compared with the measured fiber loss percentage. A small error was obtained (Table 14), confirming that the optimum production levels to obtain the sample with the lowest fiber loss percentage were validated.
Result of validation test.
Subsequently, it was analyzed whether the addition of a top layer from low denier fibers on the nonwoven sample affected the abrasion resistance. Therefore, abrasion resistance test was performed on sample A (Figure 6). The fibers on the surface were abraded easily since finer denier fibers were at the top layer of the samples. After 100 test cycles, the abrasion test was stopped due to the failed appearance of the sample (Figure 10). The fiber loss percentage could not be calculated since the standard requires 300 test cycles. As a result, an additional top layer of 100% 3 denier round PET worsened the abrasion resistance performance even if it slightly improved the sound absorption performance. Therefore, sample A was not found to be suitable for automotive carpet application.

Sample A after 100 cycles.
It was also attempted to study the effect of latex back coating on the abrasion resistance of nonwoven samples. Fiber loss percentage and appearance of latex back coated nonwoven samples after 300 abrasion cycles are given in Table 15.
Fiber loss (%) of the latex back coated samples after Taber abrasion.

LMPET: low melt polyethylene terephthalate.
A significant change was not observed in the fiber loss percentage of latex back coated nonwoven samples compared to that of uncoated nonwoven samples. However, it was observed that latex back coating improved the appearance of some of the samples after the abrasion test. Among 16 samples, based on their appearance, six of the uncoated nonwoven samples were evaluated as “Pass” (Table 10), while 10 of the latex back coated samples were assessed as “Pass” (Table 15). For example, uncoated sample A3 failed based on its appearance after abrasion test, whereas latex back coated sample A3 passed (Figure 11). The same effect was also observed for sample D1 (Figure 12).

Failed uncoated sample A3 (picture to the left) and passed latex back coated sample A3 (picture to the right).

Failed uncoated sample D1 (picture to the left) and passed latex back coated sample D1 (picture to the right).
Conclusion
In the current study, the effect of production parameters of needlepunched nonwoven samples such as fiber blend ratio (round PET/hexaflower PET/LMPET), punch density, penetration depth, and areal density on sound absorption and abrasion resistance performance was studied using Taguchi experimental design approach. Moreover, additional processes such as combination of the base nonwoven layer with a top layer from fine fibers or latex back coating were performed and their effect on sound absorption and abrasion resistance performance was investigated.
It was obtained that the independent variables of fiber blend ratio, penetration depth, and areal density had a significant effect, whereas punch density had an insignificant effect on both sound absorption and abrasion resistance. The optimum levels of production parameters, which provided the highest SAC of 0.273 at 2000 Hz and abrasion resistance with the lowest fiber loss percentage of 1.55%, were determined by Taguchi design approach. The sample produced with a weight ratio of 70/20/10 (round PET, hexaflower PET, LMPET), a punch density of 500 punches/cm2, a penetration depth of 13-8-8 mm, and an areal density of 600 g/m2 was determined as optimum sample C3.
It was observed that while combining the optimum sample with a low denier nonwoven top layer slightly improved the SAC from 0.273 to 0.3 at 2000 Hz, it worsened the abrasion resistance. Therefore, sample A was not found to be suitable for use in carpet applications.
Compared to uncoated nonwoven samples, the sound absorption performance of the SBR latex back coated nonwoven samples decreased since the latex back coating acted as a rigid sound reflecting barrier. In addition, both the uncoated and latex back coated samples showed similar fiber loss percentage in a range of 2–5%; therefore, back coating process did not improve the fiber loss percentage of the nonwoven samples. This result implied that the addition of LMPET fiber to the fiber blend and formation of bonding cites around the non-melting fibers during thermal bonding provided sufficient abrasion resistance in Taber abrasion test. It should be noted that the recent developments in the automotive industry aim to use binder fibers instead of latex in the production of durable needlepunched carpet facings to eliminate odor problem and facilitate recycling of the nonwoven materials [8].
Footnotes
Acknowledgement
The authors acknowledge Prof. Dr Mustafa Köseoglu Textile Based Composites Advanced Technology and Innovation Center at ITU for the use of lab facilities; Hassan Tekstil, Turkey for the production of nonwoven samples; and Huvis, South Korea for the supply of raw materials.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge Istanbul Technical University Scientific Research Projects Fund under Grant No. BAP 40892 for the financial support.