
Abstract
This study investigates the biosynthesis of microbial cellulose–electrospun nano-fibrous membrane hybrid nano-fabric via the use of a modified bioreactor. Microbial cellulose is known for its high liquid absorbency and hygienic nature. Electrospun nano-fibrous membranes, on the other hand, exhibit excessive surface hydrophobicity in typical conditions. As such, this research intends to improve the hydrophilic property of electrospun membranes through in situ self-assembly of microbial cellulose nano-fibrils on membrane’s surface. Scanning electron microscopy showed successful growth of microbial cellulose nano-fibrils on the surface and within the structure of electrospun membranes which could possibly contribute toward improved tensile properties. Some functional properties of hybrid nano-fabric, including water absorbency, drying time, and amount of vertical wicking, were determined and compared with pure electrospun membrane samples. Results showed that water absorbency, wicking ability, and drying time increased, as a result of microbial cellulose reinforcement. The average increase in water absorption capability and water-holding time was 72.8 and 32.65%, respectively, whereas wicking ability increased up to 16.5%. In conclusion, the results demonstrate that microbial cellulose contribution has importance for hybrid nano-fabric in terms of key material characteristics that are appropriate for wound dressing and related applications.
Introduction
Microbial cellulose (MC) is a versatile biopolymer which is considered as a promising candidate for tissue engineering scaffolds and wound dressing [1,2] due to its adequate mechanical strength, transparency, lack of sticking to the regenerated tissues, water-holding capacity (WHC), and tunable pore structure along with controllable shape, size, and thickness [3,4]. MC is produced by a type of bacteria belonging to the genera Acetobacter, Agrobacterium, Alcaligenes, Pseudomonas, Rhizobium, or Sarcina, of which Acetobacter xylinum is known to be the most efficient. This microbe is a rod-shaped aerobic Gram-negative bacterium which feeds and turns the glucose and other suitable organic nutrients into cellulose. Extracellular cellulose nano-fibrils are produced through a hierarchical self-assembly process, in the form of a firm matrix that floats close to the culture surface and, hence, enables bacteria to stay in contact with the environment [5,6]. Unlike cellulose extracted from wood pulp, MC is chemically pure and free of lignin and hemicelluloses and other impurities, with fiber diameters ranging between 55 and 60 nm and exceptional characteristics [7,8]. Due to the high degree of polymerization, crystallinity, and web-like fibrous network structure, MC exhibits high tensile strength, stiffness, and higher thermal/chemical stability compared to conventional cellulose obtained from plants [6]. MC pellicles obtained via in situ fermentation demonstrate the highly porous structure and strong biocompatibility and exceptional environmental biodegradability [9,10]. The small size of MC nano-fibrils is considered to be an important factor that determines its remarkable performance as a wound healing system. Additionally, the never-dried cellulose film is a highly nano-porous biomaterial that allows for the potential transfer of antibiotics into the wound, while at the same time serving as an efficient physical barrier against any external infection [11]. MC membranes were recently used as excellent topical wound dressings for burns [12].
Polymeric nano-fibers have also caught a lot of attention recently for a wide range of applications in the fields of biotechnology, nanotechnology, and other related areas [13]. Electrospinning is a relatively easy, fast, robust, and cost-effective way to produce nano-fibers with diameters ranging from tens of nanometers to several micrometers [14,15]. The result is a sheet of nonwoven fiber mesh that demonstrates the texture of a typical nano-porous textiles structure [16,17]. Due to their nano-scale diameters, the nano-fibers produced by electrospinning exhibit a large surface area-to-volume ratio, flexibility, and fine pore texture, which makes the resulting membranes a potential candidate for various medical applications including wound dressing [18–20]. A large variety of materials can be used to produce electrospun nano-fibrous membranes (ENMs) for wound dressing applications [21], and those materials can be grouped into natural and synthetic polymers [22,23]. Additionally, hydrophilic polymers are best for encapsulation of small molecules, peptides, and proteins. The release rate of hydrophilic systems, however, is fast, which limits their long-term applications [13].
Wound dressing that creates and preserves a moist environment is considered to provide favorable conditions for wound healing. Conventional wound dressing materials, including cotton gauze, natural fibers, and animal fats, have some limitations such as adherence to wound, causing ischemia, bulk, and frequent changes, which delay the rapid healing of wounds. Traditionally, wet-to-dry cotton gauze has been used for wound dressing. Gauze may be disruptive to the wound healing as it dries and causes tissue damage upon removal [24]. Cellulose acetate (CA) is a form of regenerated cellulose derived from cotton or tree pulp cellulose. It exhibits good properties in terms of hydrophilicity, liquid transport, and water absorption; however, because of its poor mechanical properties, CA electrospun membranes are not very suitable for clinical purposes if used alone as a biomedical material [25]. To overcome aforementioned limitations, studies have been conducted to fabricate hybrid nano-fibrous mats which can be utilized as sustainable supports for various biomedical applications. In situ self-assembly approach is one way to incorporate MC on electrospun membranes which has recently been explored for the production of hybrid nano-composites [26,27].
It was reported that A. xylinum bacterial strain preferentially cultivates on some bio-based polymer supports introduced in a culture medium, as compared to the pure medium. Numerous hydroxyl groups found on the surfaces of polymeric substrates develop strong interactions with MC, due to the formation of hydrogen bonds [27,28]. For an effective design of a functional wound dressing, characteristics of the wound type; healing time; and mechanical, physical, and chemical properties of the dressing must be taken into consideration. Eventually, the main objective is to achieve the highest rate of healing and the best aesthetic repair of the wound [24]. In situ self-assembly method has not been previously studied to biosynthesize MC-ENM-based nano-fabric for potential wound dressing and related applications. MC-based micro-fibrous structures exhibit good porosities, small pore sizes, and large surface areas that can afford them good biocompatibility, biodegradability, biological adhesiveness, and moisture absorption properties. Therefore, resulting hybrid materials can be used to prepare dressings that keep wounds moist and which help prevent bacterial infection. In this study, we have reported preparation of hybrid MC/ENM nano-fabric with improved functional and mechanical properties.
Experimental section
Materials and methods
CA, NaOH, acetone, and N,N-dimethyl acetamide (DMAC) were purchased from Shanghai-Vita company and electrospun membranes were prepared following the previously reported procedure with minor modifications [29]. Briefly, a solution of 15 wt% CA in 3:1 (w/w) acetone/DMAC was first prepared at room temperature. The solution was then loaded into a 20 ml plastic syringe equipped with an 18-gauge blunt end (90° cut) stainless-steel needle. During electrospinning, a positive voltage of 18 kV was applied to the needle, and the flow rate of 1 ml/h was maintained by using a positive displacement syringe pump.
Briefly, prepared electrospun membranes had a thickness of approx. 19.7 µm and a mass per unit area of approx. 39 g/m2. The membranes were further dried in a vacuum oven at 80℃ for 12 h after electrospinning. To grow the MC, Hestrin and Schramm medium (5 g/l yeast, 3 g/l bacto-peptone, and 25 g/l
Bioreactor for production of hybrid nano-fabric
A horizontal bioreactor reported in a previous study [30] was used after few modifications, to produce hybrid nano-fabric. Figure 1(a) shows the schematic illustration of the bioreactor which consists of a rectangular container (inner dimensions: L × W × H: 24 cm × 12 cm × 18 cm) made by transparent acrylic sheets. A tubular polypropylene mesh “M1” (0.18 Ø × 16) serves as a template to support a layer of electrospun membrane, whereas mesh “M2” helps to keep the ENM intact during the fermentation process as shown in Figure 1(b). Tubular mesh (M1) is held by a pair of aligned rubber rollers “R” (diameter: 2 cm), mounted on a stainless steel frame (F). Schematic diagram of (a) horizontal bioreactor and (b) bioreactor parts-pure ENM supported by mesh (magnified view). ENM: electrospun nano-fibrous membrane.
In order to enhance the productivity of the bioreactor, central shaft “S” can be used to flip the membrane-mesh assembly whenever needed, by giving 180° rotation. MC growth culture (1 l) was added in the bioreactor and the whole system was autoclaved at 120℃ for 30 min. Afterward, an A. xylinum bacterial strain (20 ml) was introduced to inoculate the growth medium.
Based on the previous studies [2,27,30], the pure ENM was positioned approx. 2 mm below the growth medium’s surface throughout the fermentation period by means of a fluid injection system (I), which can periodically feed the nutrients as needed. In situ self-assembly of microbial nano-fibrils occurred on pure ENM surfaces because of their known hydrophilic nature, their proximity to the oxygen-rich air–liquid interface, and to the nutrient-rich growth culture. After 48 h of fermentation, the central shaft (S) was given a half rotation in order to expose the bottom ENM layer, to the air–liquid interface. The system was incubated under agitated condition (30 r/min) at 30℃ for five days. After the fermentation period ended, MC-coated hybrid nano-fabric was harvested from the bioreactor. Hybrid nano-fabric was purified with the help of aqueous NaOH solution, rinsed in de-ionized water (neutral pH), and dried at room temperature [31].
Pure ENM and hybrid nano-fabric samples were characterized to compare their mechanical and other functional properties. Mass per unit area and thickness of hybrid nano-fabric were evaluated at random places, by using an electronic weighing scale (OHUAS-AR124CN) and electronic thickness tester (Fischer-Dualscope: MPO), respectively. The average mass per unit area of dried hybrid nano-fabric was found to be approx. 85 g/m2 and the thickness was approx. 37.3 µm. So the average mass gain and thickness after MC nano-fibril coating were approx. 118 and 89.34%, respectively.
Characterization
Scanning electron microscopy (SEM) and FTIR analysis
Surface and cross-section morphologies of hybrid nano-fabric specimens were studied using FE-SEM microscopy (SU1510-HITACHI). Pure ENM and hybrid nano-fabric samples were oven-dried at 30℃ for 24 h prior to testing. For cross-sectional analysis, nano-fabric samples were dried using liquid nitrogen and then fractured. To enhance the conductivity, specimens were spray-coated with a 5 nm palladium layer. The pure ENMs and hybrid fabrics were also characterized using FTIR spectrophotometer (T. Scientific™ Nicolet™ iS™10).
Optical contact angle (OCA) analysis
The wettability is a very important criterion in deciding the application of novel materials [32]. OCAs were determined with the help of DCAT-21 (Data Physics Instruments GmbH) and SCA 20/21 software. Young–Laplace method was used to determine the corresponding contact angles. An average of three contact angle values was recorded for each sample type.
Static immersion test
The static immersion test was carried out following BS34491 standard, which is used for fabrics (like cotton and bandages for medical applications) with high water uptake capability. Dry samples were weighed and soaked in distilled water for a minute, and then hung for 2 min at room temperature and weighed again. The water uptake percentage (W) was calculated by the equation

Each test was repeated five times, and the mean values for specimens were reported.
WHC
The drying time of samples was measured by using slightly modified test method offered [33] by T-PACC (Center for Research on Textile Protection and Comfort) in North Carolina State University. First, dried circular (2.5 in. diameter) specimens were prepared and weighed. Both types of samples were wetted with 1 cc distilled water and weighed again. The reduced weight of samples due to water evaporation (at 37℃) was measured every 15 min until the weight measuring differences between three successive measurements became insignificant. Each test was repeated five times, and the mean value was calculated.
Vertical wicking test
For wicking rate analysis, samples were cut into a ribbon shape (170 mm × 25 mm) and placed straight in a beaker filled with distilled water. The bottom edge of each specimen was dipped 1 cm below the water surface and the height of wicked water at different times (5, 10, and 15 min) was recorded as a factor of wicking ability. Each test was repeated three times, and the mean value was reported.
Tensile testing
Three parameters were determined which include tensile strength, breaking elongation, and Young’s modulus. Tensile strength of specimens was determined by a universal tensile tester according to ASTM D882-10. Test specimens were cut into rectangular strips (L × W: 40 mm × 10 mm). Tensile strength testing was done using a constant crosshead speed of 1 mm/min at standard temperature and relative humidity. The Young’s modulus values were also calculated whereas the gauge length and strain rate were 20 mm and 0.02 mm/min, respectively. All specimens were conditioned at 25℃ (± 1℃) and 64 % (±2 %) relative humidity for 48 h prior to the testing.
Results and discussions
SEM analysis
The SEM microscopy was performed for pure ENM and hybrid nano-fabric samples, and the resulting surface morphologies are shown in Figure 2. It can be seen that the MC nano-fibrils filled the spaces available in ENM’s structure and also formed nano-fibril network over its surface. The average weight of coated MC on the ENM was about 4.6 × 10−4 g/cm2. Surface morphology of pure ENM (a) and MC/ENM hybrid nano-fabric (b) samples.
Figure 2(a) shows an interconnected porous morphology attributed to electrospun membranes. Due to this nano-porous structure of ENM, MC nano-fibrils can easily penetrate into the free spaces and form nano-fibril nets as shown in Figure 2(b), and resulting hybrid nano-fabric exhibits improved mechanical properties, as reported earlier [34]. The cross-sectional morphology of the hybrid nano-fabric is shown in Figure 3, where growth of MC nano-fibrils can be clearly noticed along the breadth of ENM as indicated by white-colored arrows. SEM image for hybrid nano-fabric’s cross-sectional morphology.
FTIR spectroscopy analysis
Figure 4 shows the FTIR spectra of the pure ENM (a) and hybrid nano-fabric (b). A broad band ranging from 3200 to 3550 cm−1 observed for hybrid nano-fabric’s spectra is a result of the hydroxyl (–OH) stretching vibration due to the strong intra and intermolecular hydrogen bonds [35]. Pure CA ENM showed few noticeable adsorption bands at 1738, 1219, and 1048 cm−1 which were attributed to the C=O stretching =, the ester groups, and –C–OH stretching vibration, respectively [36]. For hybrid nano-fabric, distinct characteristic peaks also appeared at 2920 cm−1 (–CH2) and 3700–3200 cm−1 (–OH) which are the characteristic bands of CA. The adsorption band at 1636 cm−1 was assigned to the moisture [37], and 1373 and 1429 cm−1 to the symmetric and asymmetric vibrations of CH3 [38]. FTIR analysis graphs for pure ENM and hybrid nano-fabric samples. CA: cellulose acetate; ENM: electrospun nano-fibrous membrane.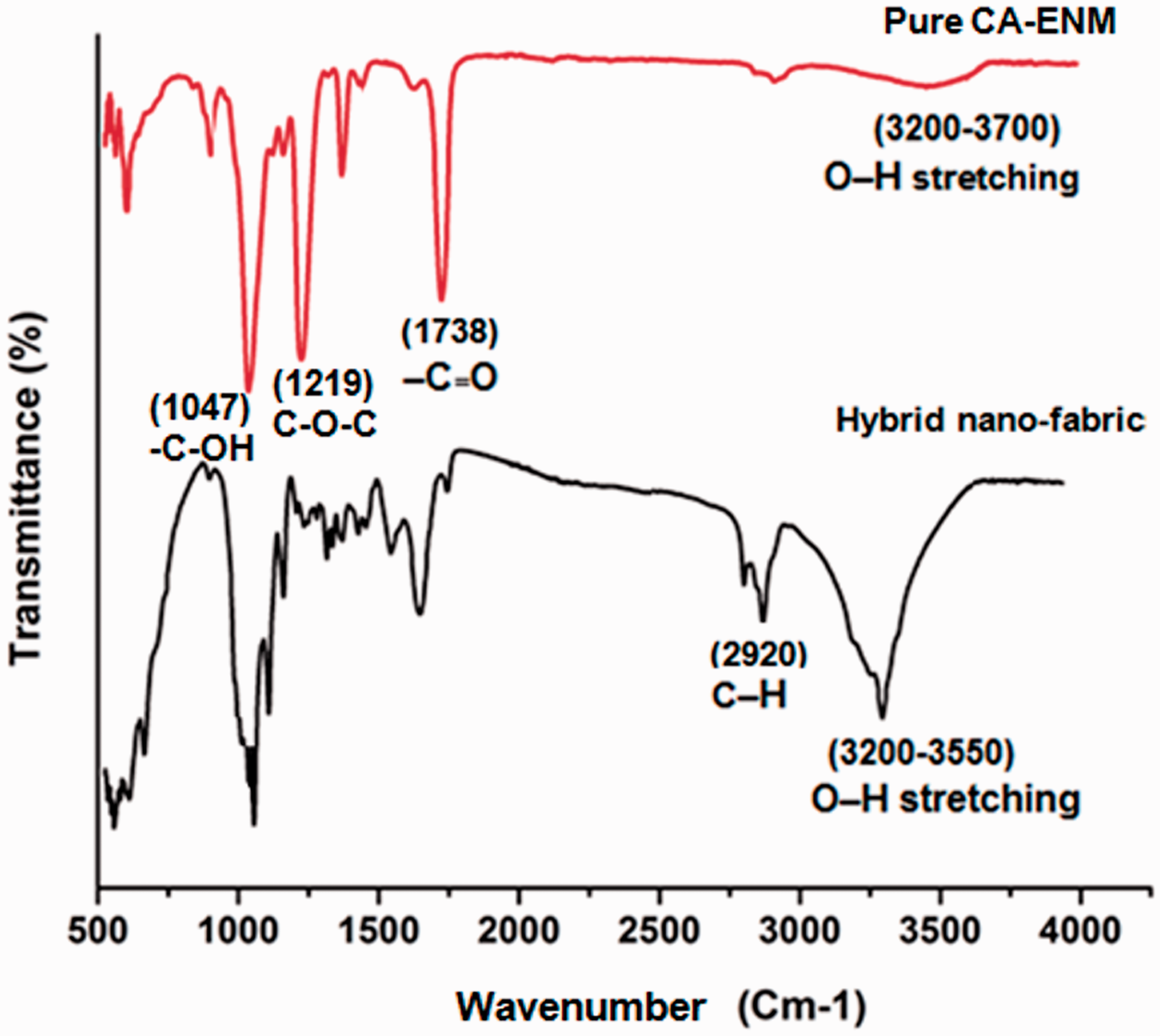
OCA analysis
The surface wettability of the specimens was investigated by using the water contact angle test. Figure 5 shows the static water contact angle measurements used to compare the wettability of pure ENM and nano-fabric samples. Both types of samples were subjected to a 0.3 ml drop of de-ionized water. Contact angle measurements for hybrid nano-fabric (a) and pure ENM (b).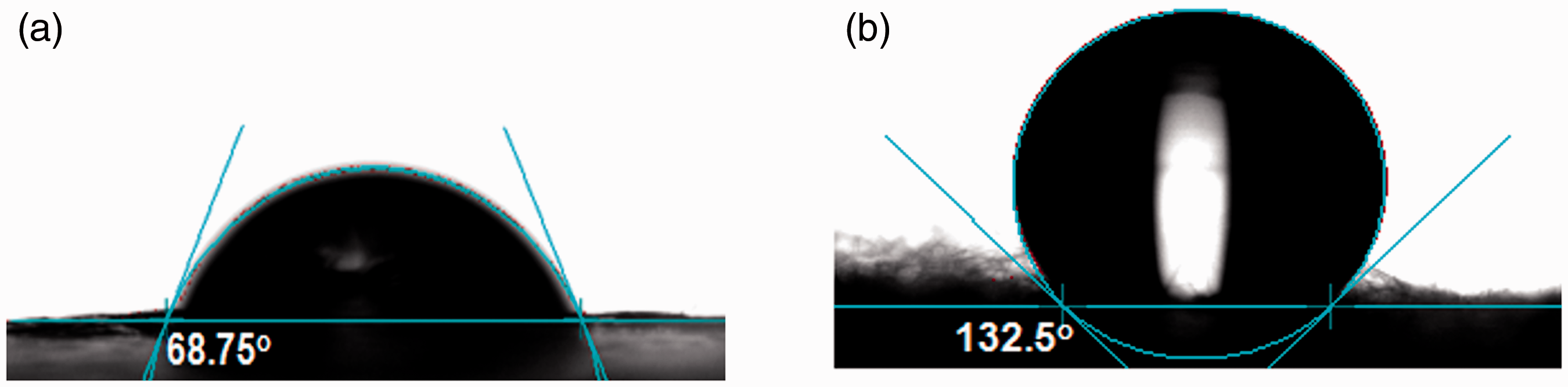
Statistical results for optical contact angle (advancing/reducing).

ENM: electrospun nano-fibrous membrane.
The results of F-test analysis (F-calculated (0.927) > F-critical (0.144)) stating the difference in variance between the two types of samples is statistically significant, which suggests that MC surface coating might have influenced the hydrophilicity of nano-fabric samples.
Static immersion test
The water uptake properties of both types of samples were investigated. Mean water absorption percentage of pure ENM and hybrid nano-fabric specimens was 14.12 and 24.47%, respectively, as shown in Figure 6. Hybrid nano-fabric demonstrated about 72.8% more capability in water absorption in comparison with pure ENM. Water uptake (static immersion test) of pure ENM and hybrid nano-fabric. ENM: electrospun nano-fibrous membrane.
Results of F-test analysis for pure ENM and hybrid nano-fabric samples.

ENM: electrospun nano-fibrous membrane.
Results of F-test for pure ENM and hybrid nano-fabric tensile testing.

ENM: electrospun nano-fibrous membrane.
WHC analysis
Holding capacity of liquids particularly water is a fundamental factor to ease the pain and heal the wounds. Moisture retaining of wound surface accounts for a significant criterion toward functional wound dressing. Average drying time for pure ENM and hybrid nano-fabric was recorded as 49 and 65 min, respectively, as shown in Figure 7. So the average water-holding time of hybrid samples is 32.65% higher than for pure ENM samples, which can be assigned to better moisture containing property associated with MC. This ability is considered essential for water, wound exudates, and liquid drug absorption of a wound dressing [40]. Average drying times (water-holding ability) of wetted pure ENM and hybrid nano-fabric samples. ENM: electrospun nano-fibrous membrane.
To determine the statistical significance of the difference of variance between two sets of data, F-test was performed at the 95% confidence level (α = 0.05). According to the results given in Table 2, F-calculated (0.907) value for WHC is comparatively higher than F-critical (0.156), which indicated the difference in variance between two types of samples is statistically significant.
Vertical wicking test
Test results for the vertical wicking ability of both types of samples are shown in Figure 8. The wicking ability of hybrid nano-fabric was approximately 16.5, 9.75, and 9.56% higher than pure ENM at different times. It can be assumed that when ENM is coated with MC, the number of capillaries in hybrid structure increases because of MC nano-fibrils. Therefore, vertical wicking and water absorption increased. It has previously been reported that MC addition in wound dressings might help to increase the rate of therapeutic liquid transport to the wound and reduce the rate of exudate absorption [33]. Vertical wicking ability of pure ENM and hybrid nano-fabric sample at different times. ENM: electrospun nano-fibrous membrane.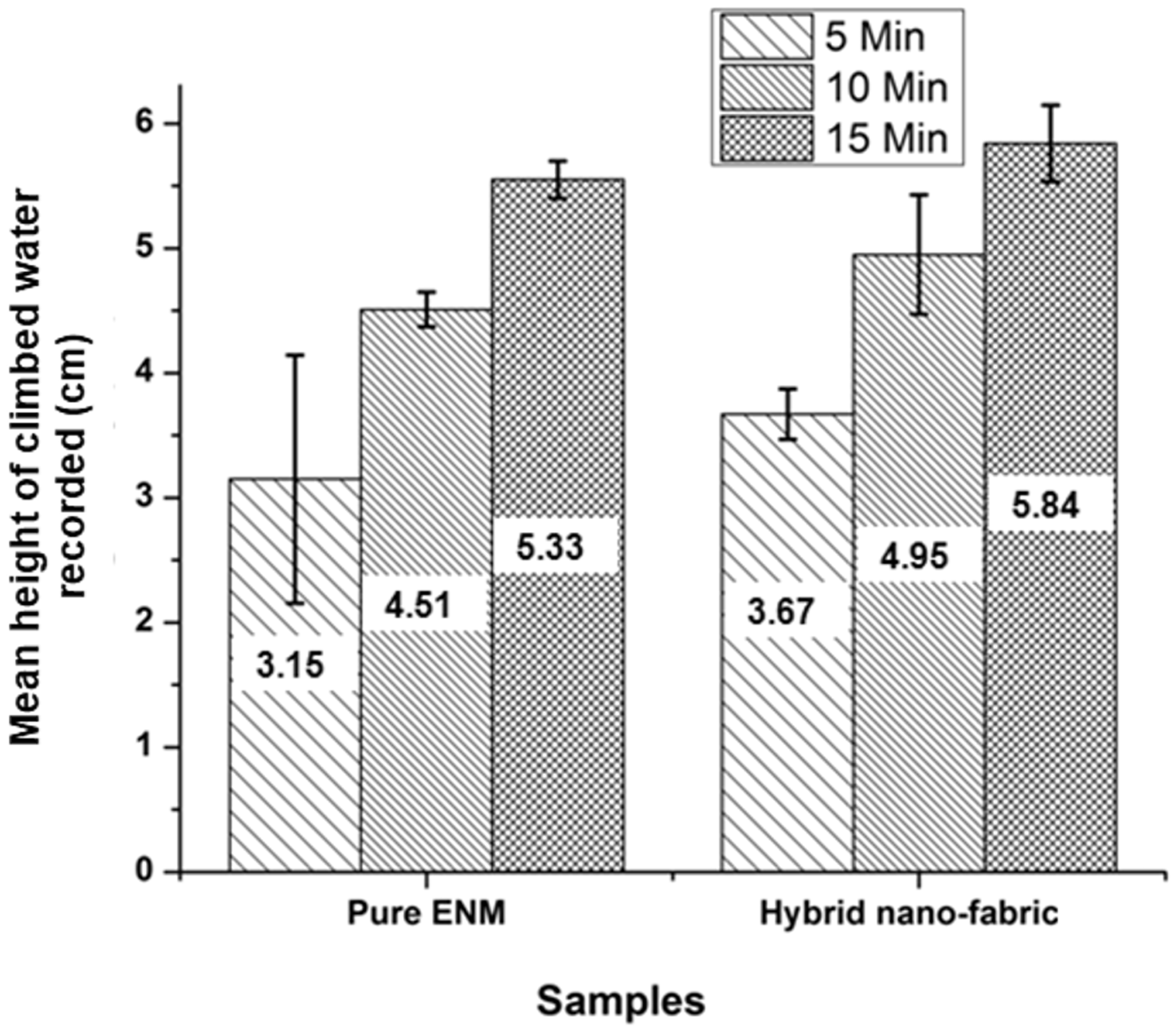
Mechanical properties
The mechanical properties of pure ENM and hybrid nano-fabric were also analyzed, and the effect on tensile strength, breaking elongation, and Young’s modulus was studied. As shown in Table 3, hybrid nano-fabric demonstrates comparatively better tensile strength with regard to pure ENM. Average tensile strength of pure ENM and hybrid nano-fabric samples was 0.677 and 4.89 MPa, respectively. Apparently, pure ENM displayed higher elongation at break in comparison with hybrid nano-fabric. This might have happened due to the penetration and interlocking of MC nano-fibrils in hybrid nano-fabric structure, making it comparatively rigid. The Young’s modulus of the hybrid nano-fabric samples was 8.04 MPa as compared to 0.91 MPa calculated for pure ENM. Addition of MC nano-fibrils positively affected the tensile strength of the hybrid nano-fabric as compared to pure ENM. The higher Young’s modulus of MC coated ENM reflects a comparatively stronger nano-fabric structure. Besides, a statistical analysis was performed for tensile strength and elongation at break. The statistical significance of the difference between the two sets of data was determined through F-test (0.05). The higher F-calculated value (11.79) for tensile strength in comparison with F-critical (5.050), stating the difference in variance between the two groups, is statistically significant, whereas the F-calculated value (5.950) for elongation at break (%) is also higher than the F-critical (5.05). Hence it can be concluded that MC coating might have contributed toward the better tensile strength of hybrid nano-fabric.
Conclusion
In this study, we propose a simple and ecological way to fabricate MC-electrospun membrane-based hybrid nano-fabric, to be used for wound dressing related applications. Incorporation of MC can help to improve the functional properties of hybrid nano-fabric, as it results in higher capability of liquid absorption and prolonged drying time, which are the main features of the wound dressing. Fabricated hybrid nano-fabric showed good performance in terms of wettability behavior, water absorbency, wicking ability, and drying time. Average water absorption capacity, wicking ability, and water-holding time increased up to 72.8, 16.5, and 32.65%, respectively. Mechanical testing indicated an improvement of the tensile strength of the hybrid nano-fabric. In conclusion, the results demonstrate that MC contribution has importance for hybrid nano-fabric in terms of key material characteristics that are appropriate for wound dressing and related applications. In future studies, various drugs and medical agents can also be encapsulated during electrospinning and in situ fermentation process to achieve desired properties. Hence, there seems to be a good scope for the fabricated membranes to be explored for wound dressing and related biomedical applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the national first-class discipline program of Light Industry Technology and Engineering (LITE2018-21) and the 111 Project (B17021).