
Abstract
In this article, the effects of using nanometer and micrometer-sized aluminum particles in glass fiber reinforcement epoxy composites have been studied. The study evaluates the mechanical properties improvement with the addition of nanometer and micrometer-sized aluminum particles to glass fiber reinforcement epoxy composites. The combination of aluminum and woven glass fibers provide high potential for the modification of the epoxy matrix. The composites were produced by hand lay-up technique. The glass fiber volume fraction was kept constant at 35%, while the contents of aluminum particles were increased from 0.2 to 4 wt%. The developed composites showed enhanced tensile, flexural, hardness, wear, and impact behavior as compared to glass fiber reinforcement epoxy. An enhancement of 27% was attained in tensile strength with glass fiber reinforcement epoxy filled with 2 wt% aluminum nanoparticles; however, adding 4 wt% nanometer-sized aluminum particles showed an improvement of 114%, 116%, 21%, 52.2%, 21.4%, 76.6% in tensile elongation, toughness, tensile modulus, flexural strength, flexural strain, flexural modulus, respectively as compared to neat glass fiber reinforcement epoxy. Increasing the nanometer-sized aluminum particles in glass fiber reinforcement epoxy composites to 4 wt% reversed the improvement trend in tensile strengths, wear, and hardness. However, increasing the micrometer-sized aluminum particles to 4 wt% has shown fair improvement in all used aluminum loadings. Microscopy results showed that the aluminum particles were well dispersed in the epoxy matrix. However, a higher weight fraction of nano-aluminum in the epoxy had promoted little agglomerations.
Introduction
Polymers composites have many advantages as compared to conventional metals, which allow them to be used in most of the engineering fields. The major advantages of using composites based on a combination of aluminum filler and glass fiber reinforced epoxy composites are their higher resistance to chemical agents, lightweight, easier to be shaped, and they are cheaper as compared to metals [1,2]. Thermosetting polymers are commonly used as matrix material in different polymeric composites. Because of their densely cross-linked structure, they demonstrate several superior characters as high glass transition temperature, high modulus, high creep resistance, low shrinkage at high temperature, and good resistance to chemicals. Epoxy resin is one of the thermosetting polymers that is considered as a popular choice because of their ability to adhere to fillers with excellent stiffness and dimensional stability [3,4]. Nevertheless, owing to its highly cross-linked structure, epoxy demonstrates poor durability to crack initiation and propagation. So, the pristine polymers would not be able to deal with complex working requirements. Inclusions of fillers to a polymer matrix are used as a means of enhancing the mechanical properties and wear resistance of polymers [5]. Some researchers have attempted to enhance the toughness of such polymers by reinforcing with fillers to promote extrinsic toughening mechanisms [1,6–9]. Recently, micro/nanofiller reinforced polymer matrices composites have gained extensive research interest, commonly due to their extreme high strength-to-weight and stiffness-to-weight ratios. These reinforced composites provide design flexibility and high durability with lightweight. Thus, reinforced composites are considered attractive materials in several industrial and technological applications [9]. Particulate polymer composites reinforced with fiber reinforcement have effectively required as valuable engineering materials for different applications including automobile marine, aerospace, civil, and other structural uses [1].
Polymer matrix containing micrometer or nanometer metal, graphite and other particles have excellent mechanical, electrical, and other good properties [10,11]. Conventionally, composites were reinforced with incorporations with micron-sized particles. Recently, processing techniques are produced to allow the size of incorporation to go down to the nanoscale [12]. Particle size is currently being decreased to below micrometer level in order to form nanocomposites with better mechanical properties. Nanomaterials are especially hard, strong, and ductile at high temperatures, have high wear and corrosion resistance [13]. Their high surface area is the most attractive feature thus forming a large interface in a composite [14,15]. However, the mechanical properties of polymeric nanocomposites have shown mixed results. Some research demonstrated a great improvement of mechanical properties for nanocomposites as compared to microcomposites [16–18], though other research showed the opposite [19,20]. Consequently, no clear conclusions have been done concerning trends in mechanical properties with inclusions of nanoparticles to polymeric composites [15].
Shang et al. [5] studied the effect of micron-graphite particle size on the mechanical and tribological properties of polyetheretherketone (PEEK) composites. The results revealed that the flexural modulus of the PEEK composites was increased when the content of fillers was increased, but the flexural strength, tensile strength, and strain at failure of the PEEK/graphite composites exhibited sharp decrease. This was attributed to the bad bond between the unique layers of graphite via van der Waals that allows these layers to be easily separated. Its unique layered structure resulted in decreasing the mechanical properties of the composites. Furthermore, the morphology of graphite is lamellar and irregular thus forming stress concentration at the edge of graphite fillers when subjected to stress. A lot of cracks occurred at stress concentration point and then extended in the PEEK, which resulted in fracture thus causing a decrease in the mechanical properties of composites. Moreover, the agglomeration of graphite leads to a decrease in mechanical properties. Manjunath et al. [9] studied the characterization of unidirectional glass fiber/epoxy composite filled with nano-size alumina, silica, and micron-size alumina trihydrate fillers manufactured using pultrusion technique. The incorporation of nanofillers improves the mechanical properties as tensile strength, flexural strength, and impact strength of the glass/epoxy composite. The improvement is more pronounced with the combined incorporation of microfillers and nanofillers into the glass/epoxy composites. Moreover, nanocomposites with different concentrations of nanofiller were processed by adding nanosilica filler to polyurethane matrix [19]. Micron-sized silica was prepared with the same concentrations and added to polyurethane. The nanocomposites showed higher strength and elongation at break. However, a decrease in density, modulus, and hardness was attained as compared to corresponding micron-size silica filled polyurethanes. Particles of molybdenum disulfide (MoS2) and tungsten disulfide (WS2) in micron and nano sizes were added in combination with natural graphite to glass fiber in polyaryl ether ketone (PAEK) matrix [21]. Replacement of 3 wt% of microparticles of MoS2 or WS2 by nanoparticles, improved the mechanical performance substantially. However, in the case of WS2, the influence was less significant possibly due to improper deagglomeration of these particles.
Aluminum is characterized by its low density and thus low weight, high strength, easy in machining, good thermal and electrical conductivities and excellent corrosion resistance [3,22,23]. Incorporation of aluminum powder with epoxy resin improves the mechanical properties including hardness, dimension accuracy, and thermal conductivity [24–27]. As the proportion of aluminum increases, the mechanical property increases [27]. The hardness and dimension accuracy of the composite was improved with decreasing the particle size [28]. Aluminum microparticles are particles between 1 and 1000 μm in size. Commercially available microparticles are available in a wide variety of materials. Aluminum microparticles have a much larger surface-to-volume ratio than at the macroscale, and thus their behavior can be quite different.
Few researchers have studied the mechanical, and wear behavior of aluminum particulate filled glass fiber/epoxy composites. Vasconcelos et al. [29] studied the tribological performance of epoxy reinforced with aluminum particles and epoxy reinforced with aluminum particulates with milled glass fiber or carbon fiber. The study indicated that aluminum particulate with glass fiber/epoxy composites showed lower wear than aluminum particulate with carbon fiber/epoxy composites and have better tribological performance, especially at high temperature. Vasconcelos et al. [30] investigate the Charpy impact test to determine the toughness of epoxy reinforced with aluminum and milled fiber composites. The study is based on either unidirectional or randomly oriented fiber composites.
The review of the existing body of literature reveals that no significant work has been done to explore the use of aluminum powder as a filler for mechanical and tribological properties of woven glass/epoxy composites. In this research work, the effects of the addition of aluminum powder on mechanical properties of woven glass/epoxy composites have been studied. Moreover, aluminum in micron size is commercially available and has a lower cost than aluminum in nano-size. So, the main aim of this paper is to distinguish the difference in mechanical properties between micro- and nanopolymeric composites. Tensile, flexural, impact, and wear performances of woven glass fiber/epoxy reinforced with micro/nanoaluminum metallic powders with different weight contents (0.2, 2, 4 wt%) were investigated. This study aims to demonstrate if low-cost micron metal reinforcement can replace high-cost nanometal reinforcement or not. This work would be a great help in understanding the function of aluminum powders in glass fiber reinforcement epoxy (GFRE) composites.
Experimental procedure
Materials
Physical and mechanical properties of epoxy resin, glass fiber, and aluminum particles.

Nano/microcomposite fabrication
Different weight percentages of micro/nanoparticles aluminum (0.2, 2, and 4 wt%) were dispersed in epoxy resin through sonication process. The incorporation of more than 4 wt% aluminum to polymeric composites was not selected based on the recommendation of Sarkar et al. [3,22] who highlighted that increasing aluminum contents by more than 4 wt% will lead to the agglomeration of Al particles and thus a reduction in the mechanical properties.
The aluminum was mixed into epoxy resin and the mixture was stirred for 20 min at 400 r/min using Henan Lanphan mechanical stirrer to obtain a uniform dispersion. Sonicating was carried out with Hielscher ultrasonic processor UP 200 S (200 W, frequency 24 kHz). This ultrasonic processor was supplied by Alex Scientific Lab Devices Company. Sonication was carried out at 0.5 cycles per second with an amplitude of 70% for 3 h. The time of sonication should be long enough to break up nanoparticle agglomerates. However, it must be kept as short as possible to overcome the degradation of resin [34]. To prevent resin degradation, pauses were extended until the mixture of epoxy and micro/nanoparticle was cooled by placing on an ice water bath before operating sonication [7]. Subsequently, hardener was carefully added manually to the mixture and mixed thoroughly with a ratio of 1:2 by weight of epoxy resin. The epoxy and hardener were mixed together with a weight ratio of 2:1 as per the supplier recommendations and technical data sheets. Curing occurs as the hardener was added manually to the mixture with 2:1 by weight of the epoxy [35,36]. The manufacturing was performed at 25 ℃. The glass fiber layers were laid subsequently one over the other. Then, a metallic roller was used to remove excess resin to reduce void content and any entrapped air bubbles in the laminate. The molds were left under 0.038 kg/cm2 load at room temperature for curing for about 24 h. At the end of the molding process, 4 mm thickness of composite plates was produced. Specimens were cut with a diamond-cutting disk, sanded, and polished, according to the technical standard. A schematic diagram of the fabrication sequence of micro- and nanoaluminum reinforced GFRE composites and tests performed during this work are shown in Figure 1.
Schematic diagram of the fabrication sequence of GFRE composites filled with micro- and nano-sized aluminum particles.
Materials characterization
Tensile test
On- and off-axis tensile tests were carried out according to ASTM D3039. Test specimens were cut from the fabricated composite plates into bars of 250 mm length and 25 mm width. The tensile test was performed with a computerized universal testing machine (Jinan Test Machine WDW 100 kN). Cross-head speeds of all tests were set at 2 mm/min. The stress–strain curve was recorded automatically by a computer data acquisition system. All tests were performed at room temperature. In tension, flexural, and impact tests, five specimens were tested for each composite specimen and the average value was calculated to represent the obtained value from the test. In the off-axis tensile test, the load direction is oriented at 45 ° angle with respect to the fiber direction as shown in Figure 2.
The load direction of on/off-axis specimen.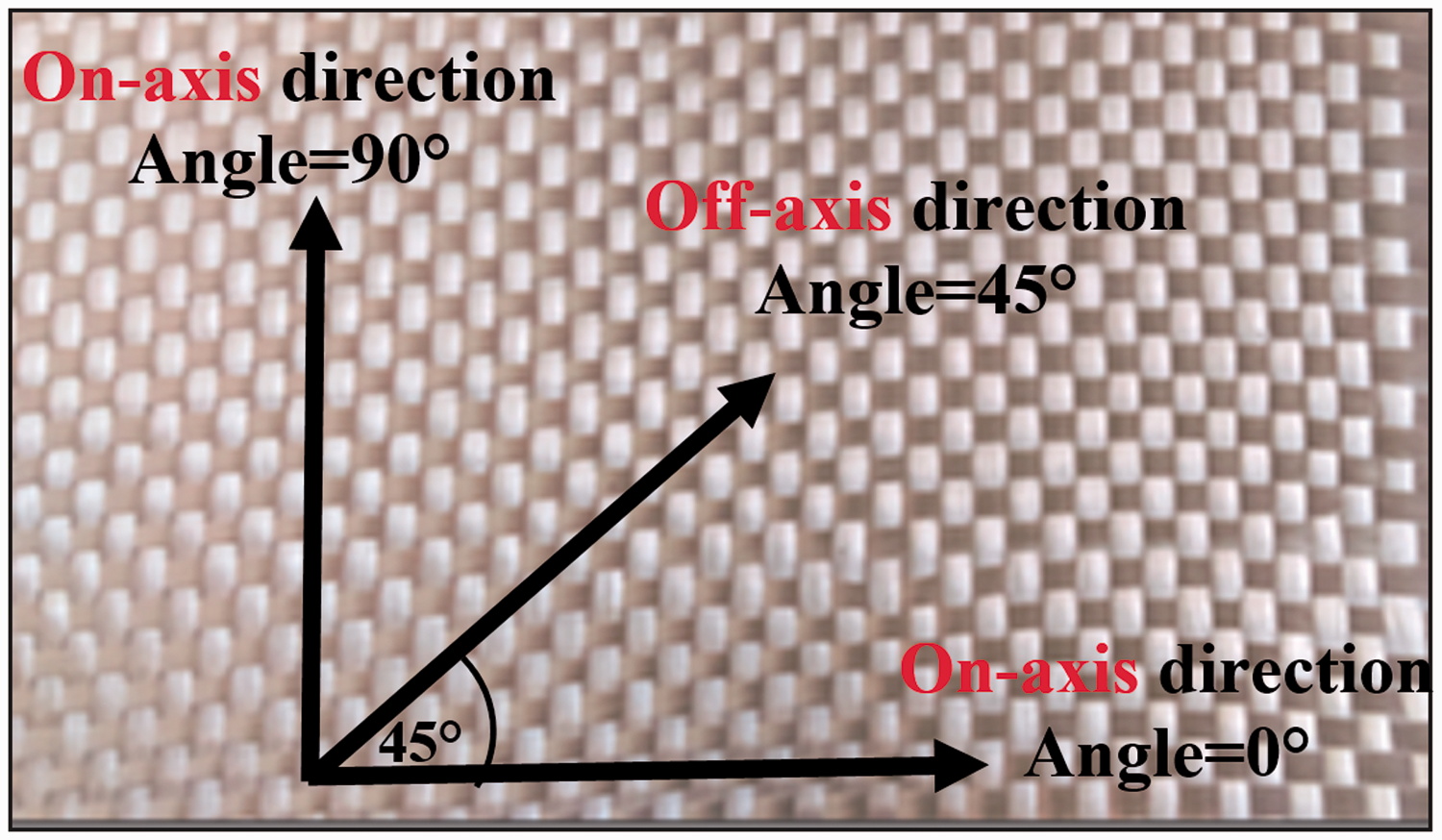
Three-point flexural test
The flexural strength was investigated using a three-point flexural test and was carried out by using Jinan Test Machine WDW 100 kN universal testing machine according to the ASTM standard D-790. Flexural strength of the composites material was calculated according to equation (1)



Impact test
The impact strength and absorbed energy were measured by the Izod test according to ASTM 256. Impact tests were performed on impact machine-type AVERY Denison. The energy absorbed per unit area of fractured cross-section is the measure of the impact strength of the specimen. The impact test was performed with a 0.5 J sledge. Impact strength was obtained by dividing the absorbed energy with the original cross-sectional area of the specimen [7].
Hardness
Hardness is a parameter for indicating the resistance of composite material to deformation under concentrated force on its surface. Barcol hardness testing is a means of measuring the hardness of reinforced and nonreinforced rigid plastics. Hardness value determines the plastic materials resistance to being penetrated by the indenter. The composite specimen is placed under the indenter of the Barcol hardness tester and a uniform pressure is applied to the sample until the dial indicator reaches maximum value. Hardness was measured by PCE-1000N Hardness Tester instrument. Hardness was measured randomly at 10 different randomly points for each composite sample, the maximum and minimum results were disregarded, and the mean value of hardness was calculated using the remaining eight values.
Wear test
A pin-on-disc-type tribometer (TR-20LE-CHM-400, DUCOM) was used to determine the wear behavior of unfilled and aluminum powder filled glass epoxy composite samples for a constant load of 5 N and sliding speed of 1 m/s. An abrasive SiC paper of 400 Grit was used. The test time was 5 min and the weight loss was measured. The weight loss was calculated using an electronic balance having a resolution of 0.0001 g. Four similar specimens are tested in each experiment to observe the repeatability of the test data. At the end of 5 min, the test run was stopped automatically. The weight of the worn composite sample was cleaned with soft paper and measured in the same balance. The difference between the initial and final weight is the weight loss for each type of manufactured specimen.
Density and Void content of the fabricated composites
Void content of the fabricated composites was determined according to the ASTM D2734-94 standard using the following equations

The theoretical and experimental density of the manufactured composites was determined using the rule of hybrid mixture according to ASTM D792 using the following equation [33,36–38]


Microstructure examination
Field-emission scanning electron microscope (FE-SEM; QUANTAFEG250, Holland) prepared with energy-dispersive X-ray (EDX) spectrometer that was used to characterize the microstructure of the manufactured composite specimens and the distribution of the constituent particles was checked using EDX and mapping analysis. Scanning electron microscope (SEM) was used to examine the morphology of the surfaces of the nano- or micrometer-sized aluminum particles GFRE composites at a potential of 20 kV. All specimens for SEM examination were gold sputter coated to make the surface electrically conductive.
Results and discussions
Microstructure examination
In order to determine the distribution of aluminum nanoparticles in the composites, surface analysis of the sample was performed by FESEM and the composition scanning (EDX) images shown in Figure 3. The FESEM microphotograph was performed on the examined nanocomposite sample with the surface on which the surface scanning was performed, and EDX gives the results of the examination of the sample of 4 wt% nanosized aluminum into GFRE composites. The results of surface scanning show a homogeneous distribution of elements in the structure. Consequently, fracture surface revealed brittle behavior in which the crack path was straight and many fibers were broken. From Figure 3(b) to (f), it can be seen that carbon covers almost the entire surface of the sample. The results of surface scanning for aluminum, silicon, and oxygen show that these three elements are present less in the structure of the sample. The figure indicates the uniform elemental distribution of aluminum nanoparticles in the epoxy matrix. This verifies well-sonication process during composite fabrications.
(a) FE-SEM of GFRE filled with 4 wt% aano aluminum; (b)–(e) elemental map; (f) EDX spectrum.
On-axis tensile test
Figure 4 shows the stress–strain curves of neat, GFRE with and without the addition of nano- and micrometer-sized aluminum particles. A sample of only epoxy resin was introduced for comparison. These curves showed that the different constituents led to different tensile behaviors. Figure 5 summarizes the tensile strength, Young's modulus, elongation at break, and toughness that have been extracted from Figure 4. The relationship of weight percentage of micron/nano aluminum with tensile strength plotted in Figure 5(a). The average tensile strength of reference neat GFRE was 156.9 MPa, which was significantly increased with the addition of only a small quantity of micron/nano aluminum composite. The peak strength of 200 MPa was achieved in a sample containing 2 wt% aluminum nanoparticles and 195 MPa for 4 wt% micron aluminum composite. It was found that increase in aluminum nanoparticles content above 2 wt% reversed the rising trend in the tensile strength. At 4 wt% aluminum nanoparticles, the tensile strength value was 191.5 MPa, which was still higher than the neat GFRE. The decrease in the strength may be because of the agglomeration with the addition of more and more nanoparticles, which provides higher surface area available for the entrapment of macro-sized air bubbles from the atmosphere. The change in tensile modulus with respect to micron/nano aluminum weight fraction is exhibited in Figure 5(b). It was seen that the elastic modulus was significantly improved from 34 GPa (for neat GFRE) to 41 GPa by addition of 4 wt% aluminum nanoparticles and 39 GPa for 4 wt% aluminum microcomposite. The tensile fracture strain increased linearly with increasing micron/nano aluminum (Figure 5(c)). This increase in tensile fracture strain also reflects the improvement in toughness of the composite as shown in Figure 6(d). The aluminum particles themselves have good energy absorption properties; thus, they are known to significantly improve the toughness and damage tolerance.
Stress–strain curves of GFRE composites filled with micro- and nano-sized aluminum particles. Tensile properties of GFRE composites filled with micro- and nano-sized aluminum particles: (a) ultimate tensile strength; (b) elongation at break; (c) Young's modulus; (d) toughness. FE-SEM of tensile fracture surface: (a) GFRE filled with 2 wt% nano aluminum; (b) GFRE filled with 4 wt% nano aluminum; (c) GFRE filled with 2 wt% micro aluminum; (d) GFRE filled with 4 wt% micro aluminum.


Improvement in properties of glass fiber reinforcement epoxy (GFRE) composites filled with micro- and nano-sized aluminum particles in comparison to neat GFRE.

FE-SEM of tensile fracture surfaces of GFRE with 0.2 wt% aluminum and 4 wt% nanometer-sized aluminum particles are shown in Figure 6(a) and (b), respectively. From the FE-SEM micrographs shown in Figure 6(a), it can be seen a uniform distribution of glass fibers in the epoxy matrix and good bonding between glass fiber and epoxy reinforced with 2 wt% aluminum nanoparticles. However, at higher concentration of nanocomposites (at 4 wt% aluminum), there is some agglomeration and fiber debonding as shown in Figure 3(c). Figures 6(c) and (d) shows the tensile fracture surface of GFRE composites filled with 2 wt% micron and 4wt% micron aluminum particles, respectively. Good bonding was achieved between glass fiber and epoxy reinforced with 2 wt% micron and 4 wt% micron aluminum particles. This reveals the good mechanical properties of microcomposites.
The fracture in the manufactured specimens is accompanied by an extensive amount of delamination, matrix cracking, and breakage of glass fiber. Delamination takes place at the interface between adjacent plies. Delimitation accompanies most failure in composites when subjected to different types of testing. Further growth of interlaminar delamination leads to the final failure. Delamination generally develops from interlaminar stresses being generated at the interfaces between adjacent plies. Fracture of fiber–matrix interface stresses develops layer cracks, which may afterward act as initiation sites for delamination. Good interfacial bonding between composite layers is hindered causing delamination. Adding aluminum micro/nanoparticles to epoxy resin leads to the development of good fiber–matrix interface thus decreasing the cause of delamination between layers, which in turn increases the strength and stiffness of micro/nanocomposites as shown in Figure 6(a), (c), and (d).
Off-axis tensile test
Figure 7 shows the off-axis stress–strain curves for nano- and micrometer-sized aluminum particles filled GFRE composites. In general, the shapes of stress–strain curves have greatly changed than on axis curves as shown in Figure 4. All curves showing much higher strain than corresponding contents in on-axis directions are shown in Figures 2 and 4. It is also shown that off-axis stresses did not undergo fracture nor fall down just after the ultimate strength, but only when stress reached a peak value; there is no failure and sudden drop in strength in on-axis tensile. The failure mode of off-axis tensile specimens is considered to be the same in all the tested coupons. There is no complete separation obtained in the test specimen, but woven fiber breakage is formed in the extreme layers of test specimens. Epoxy matrix failure precedes the fiberglass failure. Under off-axis loading, delamination is observed in the outer layers of composite specimens. A reduction in the cross-sectional area occurs in the middle of the specimen. Post ultimate stress and strain have considerable values similar or even more than before peak strain in most off-axis curves, as it is seen in super-plastic metals and alloys. This is probably due matrix strengthening by nano- or micro-sized aluminum particles. It should also be noted that increase in strain were accompanied with a significant decrease in the tensile strength of shown off-axis curves. Figure 8 shows the off-axis ultimate tensile strength, elongation at break, and toughness for micron/nano aluminum filled GFRE composites. An enhancement of 20.62%, 24.4%, and 17.2% in tensile strengths was obtained with 0.2 wt%, 2 wt%, and 4 wt% aluminum nanometer-sized particles respectively, as compared to neat GFRE composites. Further increase in aluminum nanoparticles, more than 2 wt%, leads to a little decrease in the off-axis tensile strength.
Off-axis stress–strain curve for GFRE composites filled with micro- and nano-sized aluminum particles. Off-axis tensile properties for GFRE composites filled with micro- and nano-sized aluminum particles: (a) ultimate tensile strength; (b) elongation at break; (c) toughness.

A fair enhancement of 11.74%, 14.46%, and 23% in the tensile strength compared to neat GFRE was obtained with 0.2 wt%, 2 wt%, and 4 wt% aluminum micrometer-sized particles, respectively. The enhancements of micrometer-sized aluminum filled GFRE are generally smaller than those shown with nanometer-sized particles. Similarly, significant improvements in the off-axis tensile behavior of fiber-reinforced epoxy filled with functionalized multi-walled carbon nanotube were observed [40]. However, no significant effect was observed as nanocomposite specimens were loaded on-axis. Bilisik et al. [41] found that as nano silica content in the unstitched woven E-glass reinforced polyester composite increased, the off-axis specific tensile strength and the modulus increased. Moreover, the addition of the entire nanoparticles content leads to the improvement in on/off axis ultimate tensile strength, failure strain, tensile modulus, and toughness when compared to GFRE composites except for the nanocomposites reinforced with 0.5 wt% silica and 0.5 wt% C simultaneously [8].
Flexural behavior
Figure 9 shows the flexural load–deflection curves for GFRE composites filled with micro- and nano-sized aluminum particles. A sample of epoxy resin was introduced for comparison. These curves showed that different constituents led to different flexural behaviors. Figure 10 summarizes flexural strength, flexural strain, and flexural modulus. It can be seen from the figure that flexural strength of the neat GFRC composites is almost two times stronger than that of the epoxy resin alone (from 69.5 to 131.5 MPa). Table 2 indicates the percentage increase in each sample compared to neat GFRE composites without any filler.
Flexural load–deflection curve for GFRE composites filled with micro- and nano-sized aluminum particles. Flexural properties of GFRE composites filled with micro- and nano-sized aluminum particles: (a) flexural strength; (b) maximum deflection; (c) flexural modulus.

It can be seen from graphs and Table 2 that the highest flexural property was obtained by the addition of 4 wt% nanometer-sized aluminum filler particles. An enhancement of 52.21% and 76.57% in flexural strength and flexural modulus were obtained. These enhancements in flexural behavior were also valid for micrometer-sized aluminum filler particles addition to GFRE but with lower values. The enhancements in flexural properties have the same general trend of tensile behavior shown in Figures 5 and 6. This is probably due to the compressing effect of outer layers in bending. The compression forces can close and delay propagations of fine cracks. During the bending process, compression is attained in the polymeric composite material on the inside of the neutral plane or concave side of the flexural specimen, while the material on the outside of the neutral plane or the convex or side is under tension. Hence, in flexural loading, tensile, compressive, and shear stresses are produced and vary through the thickness of the specimen. Maximum stress may be calculated at the surface of the specimen on the convex or tension side.
Table 2 shows the comparison between tensile strength and flexural strength of GFRE composites filled with micro- and nano-sized aluminum particles. As shown in the table, the average tensile strength and flexural strength of 2 wt% aluminum nanoparticles filled GFRE composites were 200 MPa and 167 MPa, respectively. The table also shows the comparison between tensile modulus and flexural modulus of nano and micrometer-sized aluminum particles filled GFRE composites. As shown in the table, the tensile modulus of 4 wt% aluminum nanoparticles filled GFRE composite is 215% higher than that of the flexural modulus. The average tensile modulus and flexural modulus of 4 wt% aluminum nanoparticles filled GFRE composites were 41 GPa and 13 GPa, respectively. The increase in Young's modulus of the composites filled with micro- and nanofillers may be attributed to the rigid nature of the fillers selected in the present work.
The adhesion or interfacial bonding between the glass fiber/filler and the polymeric matrix and the uniform dispersion of filler has a significant effect on the mechanical performance of particulate fiber reinforced polymer composites. The strong attractive interaction between particles results in the agglomeration. The loosely joint particulates can show the agglomeration. It is important to overcome the attractive forces between the particles producing the agglomeration [42]. Moreover, the presence of agglomeration in the polymeric matrix should be taken into consideration. Agglomeration can improve flow characteristics of ultrafine particles, lead to poor packing, and porous polymeric composites. Agglomeration and voids presented in the polymeric composites clearly deteriorate the mechanical properties due to the restriction of the interfacial area [43].
Impact test
Figure 11 shows the impact strength for GFRE composites filled with micro- and nano-sized aluminum particles. The impact strength reaches its maximum value with the inclusion of 4 wt% nano-sized aluminum particles indicating an enhancement of 128% over neat GFRE. While the impact strength reaches its maximum value with the inclusion of 4 wt% micro-sized Al particles indicating an enhancement of only 80% over neat GFRE, which is much lower than enhancement of nano-sized aluminum particle of the same content. It should be noted that the impact energy at 4% nano-sized aluminum particles did not show any small decrease as shown in the tensile strength of Figures 4 and 5 of the same nano aluminum contents. This is probably due to local stress concentrations where aluminum agglomeration is not found in fractured areas.
Impact strength for GFRE composites filled with micro- and nano-sized aluminum particles.
Nanoparticles hinder the development and propagation of microcracks in the epoxy matrix. Weak bonding between nanoparticles and the epoxy matrix will cause a considerable amount of voids, producing large fracture area that consumes considerable deformation energy. Epoxy matrix filled with nanoparticles offers more effective stress transfer, thus reducing the local stress concentration throughout the interlayer of glass fibers and epoxy matrix. This results in improving the interfacial adhesion and mechanical properties of filled GFRE laminates [34].
Hardness test
Figure 12 shows that different constituents led to different hardness values. It can be seen from Figure 12 that the highest hardness value was obtained with the addition of 2 wt% nanometer-sized aluminum particles where hardness has a value more than double (2.1 times) the hardness of neat GERE. The enhancement in hardness has been shown in both sizes of aluminum particles. This indicates the high effect of nanometer-sized particles in strengthening the epoxy matrix. It may be attributed to the great surface area of nanoparticles compared to microparticles. It should also be noted that the hardness at 4 wt% nanometer-sized aluminum particles showed a small decrease in hardness strength in the same way as in tensile strength tests shown in Figures 5 and 6. Both tensile strength and hardness are indicators of material resistance to plastic deformation. Strength measures how much stress the material can handle before permanent deformation or fracture occurs, whereas the hardness is usually defined as the ability of the material to resist indentation or penetration by another material. In itself, the exact hardness is not of great importance in most applications. However, hardness can be measured much more readily than can tensile strength do; there is a very close relationship between hardness and tensile strength, and between hardness and ductility. Usually, the harder the material, the higher is its tensile strength, and the lower its ductility.
Hardness in Barcol for GFRE composites filled with micro- and nano-sized aluminum particles.
Wear test
Figure 13 shows the weight loss for GFRE composites filled with micro- and nano-sized aluminum particles. It is clear that the addition of all loadings of micro and nano aluminum to GFRE improves the wear resistance compared to neat GFRE composites. Further increase of micro/nanoparticles improves the wear resistance up to 4 wt% aluminum microparticles. However, at 4% micro-sized aluminum particles, the wear resistance has decreased. This is attributed to the tendency of forming agglomeration with aluminum nanoparticles due to their high surface energy. In the case of 4 wt% aluminum nanoparticles, the amount of aluminum nanoparticles may be high enough to form agglomeration leading to poor interfacial bonding and easy pull out of fibers and nanoparticles from the composite during sliding action. The protruded aluminum nanoparticles along with fractured glass fibers cause rapid and severe wear rate owing to the existence of a mixed adhesive and abrasive wear condition [44,45].
Wear for GFRE composites filled with micro- and nano-sized aluminum particles.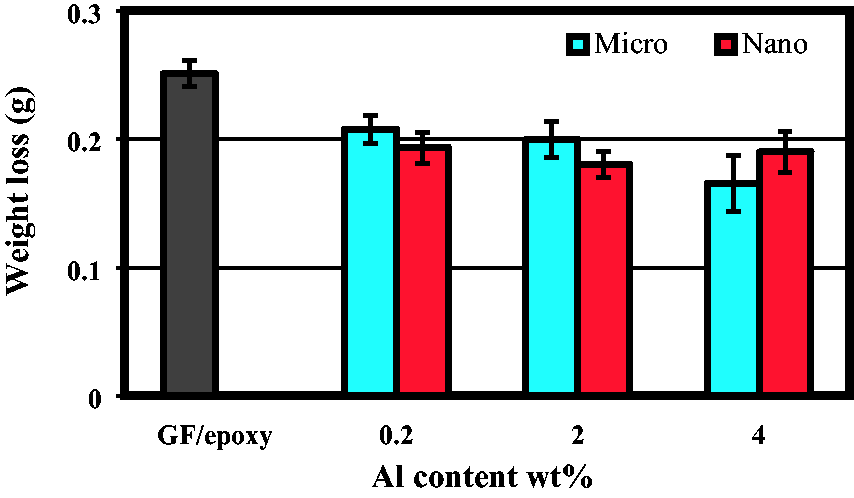
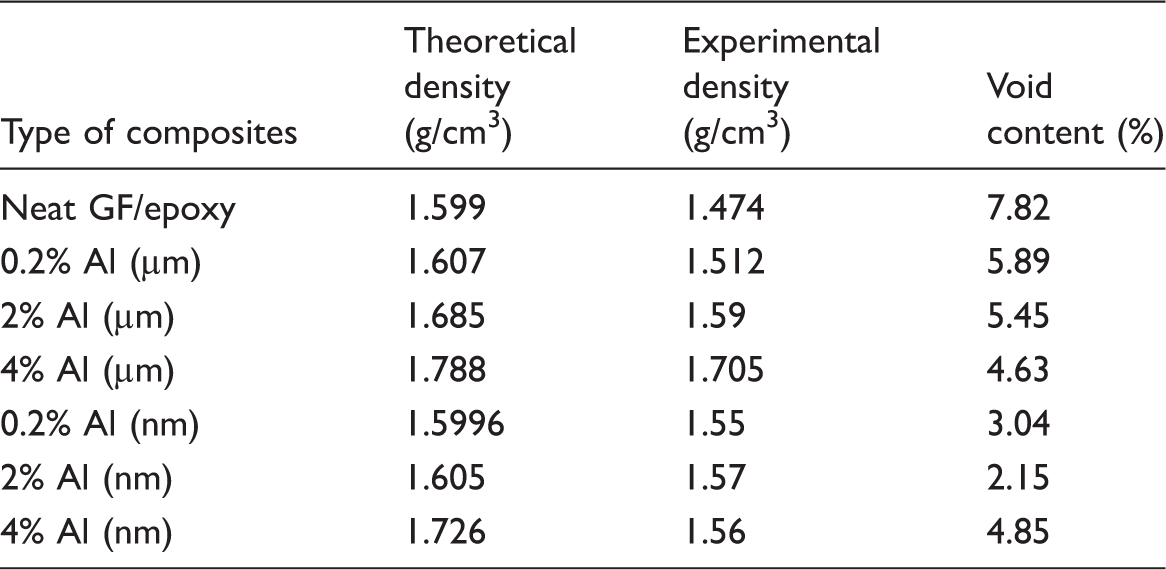
Density and void content of the fabricated composites
Void content of GFRE composites filled with micro- and nano-sized aluminum particles.
Generally, the components manufactured from polymeric composites are chosen on the basis of the features required by the application that the polymeric composite is used. Nano metal aluminum reinforcement can be used in any high-technology structural applications, where strength, durability, stiffness are required as in aircraft, aerospace, and marine applications, However, low-cost micron aluminum metal reinforcement can replace high-cost nano metal reinforcement in applications requiring moderate mechanical properties as bicycle frames, fishing rods, baseball bats, door panels, and sporting goods industry.
Conclusions
In this work, the effects of using nanometer- and micrometer-sized aluminum particles in GFRE composites have been characterized. Based on the experiments, the following results can be drawn;
The highest tensile strength of 200 MPa was obtained for samples containing 2 wt% aluminum nano-sized particles compared to 156 MPa for GFRE without any filler, little higher than the tensile strength of 195 MPa obtained for 4 wt% micrometer-sized aluminum particles. An increase in the tensile strength by 27%, elongation by 114%, toughness by 116%, and Young's modulus by 21% could be achieved by adding aluminum metal as filler to neat GFRE. The tensile strength at 4% nanometer-sized aluminum particles showed small decreases, but still higher than that of neat GFRE. The off-axis tensile showed much higher strain than the corresponding on-axis. There is considerable strain post ultimate point. The highest flexural property was obtained by the addition of 4 wt% nanometer-sized aluminum particles. The flexural strength increased by 52.21%, flexural strain by 21.4%, and flexural modulus by 76.57% compared to neat GFRE. The highest hardness value was obtained by the addition of 2 wt% nanometer-sized aluminum particles where hardness has value more than double (2.1 times) the hardness of neat GFRE. The hardness at 4 wt% nanometer-sized aluminum filler particles showed a small decrease in hardness strength, in the same way as in tensile tests. GFRE composites filled with nano-sized aluminum particles have shown high density and lower voids compared to neat GFRE and GFRE composites filled with micro-sized aluminum particles, leading to a great improvement in mechanical properties. Microscopy results showed that the aluminum particles were well dispersed in the epoxy matrix and good interfacial adhesion is attained between glass fibers and epoxy.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.