
Abstract
The adoption of sustainable behaviors in terms of reducing energy consumption and greenhouse gas emissions leads us to search for green, biodegradable, renewable and abundantly available materials. Chicken feather waste is an abundant by-product and its valuation offers a potential solution to these problems. The aim of this work is to improve energy efficiency in construction by developing new insulation materials based on feather waste. Feathers are hazardous, odiferous waste and unfit for direct valorization. It was necessary to carry out different treatments (ethanol, acetone, sodium dodecyl sulfate, hydrogen peroxide and conventional detergents) in order to evaluate their effectiveness in eliminating various foreign bodies resulting from the slaughter, storage or transport of these wastes, also their effects on the physicochemical properties of these residues. The second part of this work is devoted to the development and characterization of new insulation materials, which answers to the energy efficiency regulations in the building in the form of needle-punched nonwoven. The results of the treatments showed efficacy at concentrations between 1 and 2%, but the best results were attributed to treatment with the detergent imopon DPL-V and sodium dodecyl sulfate with no significant differences in structure and the chemical composition; this finding was confirmed by energy-dispersive X-ray spectroscopy, scanning electron microscopy and Fourier transform infrared spectroscopy. The treated fibers were then separated from the rachis manually and inserted into the industrial manufacturing line, with different percentage of wool and cotton waste have been added. Six samples have been developed and characterized in terms of physical and thermal properties. The developed samples have a competitive characteristic in terms of thermal conductivity with values between 0.0313 and 0.04465 W/(m.K). Thus, these insulators will provide an alternative solution for building insulation and environmentally friendly materials.
Keywords
Introduction
In Morocco, poultry farming consists of two sectors, a traditional and a modern intensive sector, that provided over 85% of meat production which amounted to 440,000 and 470,000 tons in 2012 and 2016, respectively (Figure 1). Increasing production and consumption of poultry meat in Morocco result in generation of large amounts of wastes that need to be disposed of properly [1]. Chicken feathers constitute about 5–10% of the weight of the chicken, and thus they comprise a significant portion of the poultry wastes, which usually roasted or treated at high temperature and under pressure to form a powder for use as a dietary supplement for livestock [2], or simply incinerated, without any use or recycling process [3]. However, these waste disposal method led to the environmental damage and generation of greenhouse gases [4]. Due to environmental concerns, several studies have been conducted on the use of recyclable and environmentally friendly materials [5]. In this perspective, feather's fibers waste have been the subject of different researches studies such as bedding materials, cosmetics, textiles, pharmaceuticals, composites for biomedical engineering, geotextiles, composite manufacturing, etc. [6]. Jiménez-Cervantes Amieva et al. [7] report a successful industrial process applied to a new natural reinforcement material based on feather waste and polypropylene; they found that chicken feather (CF) represents a promising material to replace nonrenewable resources as reinforcements in polymer composites. Others studies report the potential application of feather waste in textile industry; they found that the structure and properties of feather are similar to the two most common natural protein fibers. The unique properties of CF barbs such as low density, high slenderness ratio, good pliability, moderate strength, spinnability, fineness and length, durability and high moisture regain provide unique properties that make barbs suitable for use in textile applications [8]. Aranberri et al. developed a new biodegradable polymeric material with high loadings of CF; they studied the effect of CF concentration and the type of biodegradable matrix on the physical, mechanical and thermal properties of the biocomposites. Considering all the properties, these 100% fully biodegradable biocomposites could be adequate for panel components, flooring or building materials as an alternative to wood–plastic composites, contributing to the valorization of CF waste as a renewable material [9]. Feathers contain ∼91% keratin protein, 8% water and 1% lipid [10]. Keratin is an insoluble fibrous protein with a very high stability and a low degradation rate [11]. There are two main groups of keratin, alpha-keratin and beta-keratin [12]. Although both fulfill similar roles, they differ slightly in structure, composition and properties. Alpha-keratins are slightly basic or neutral and have a right-handed helical structure, and beta-keratins are slightly acidic and form a right-handed helical structure [13]. Beta-keratin has higher rigidity compared to alpha-keratin due to its higher cystine content. Pretreatment and treatment of feather waste should be the first step before the valorization. Various methods are available to remove impurities and microorganisms and to improve the physical, chemical and mechanical properties of CFs [14]. Pretreatment of feathers eliminates the accumulation of contaminants in surface resulting from the nature, slaughtering, transport and storage. On the other hand, treatments aim to eliminate or reduce the number of microorganism, odor and appearance [15]. Tesfaye et al. studied the optimization of surfactant decontamination and pre-treatment of waste CFs by using response surface methodology. Treatment of feathers with surfactants was effective in removing lipid matter from the feathers, and preliminary commercial feasibility analysis of the technologies indicate that using polyoxyethylene (40) stearate (classic detergent) was more cost effective than using sodium dodecyl sulfate (SDS) and dimethyl dioctadecyl ammonium chloride [16]. The same authors studied the optimization of decontamination and pretreatment of feathers with bleaching agents using surface response methodology. This study showed that the untreated feathers had the highest microbial counts, whereas decontaminated samples showed a thousand-fold reduction in the microbial count. The bleaching agents were effective in removing grease and impurity content in the order of efficacy as follows: H2O2 > NaOCl > Na2S2O4 [17]. The availability of large quantities of feather waste and its low cost allow this fiber to be used in many applications in technical textiles such as composites, filter materials and thermal insulation [18]. Developments in textile technologies have led to the formation of new nonwoven fabrics with interesting properties. The rise of developing economies, an ageing population opt the researchers to develop new materials that respect regulations and have lower environmental impact and sustainability. In this context, the present work focuses on the development of new ecofriendly nonwoven textile materials based on treated feather fibers using the needling technique. The extraction of barb fibers was achieved manually after a treatment process (percentage of the surfactant, bleaching agent and solvent). Then, two series of nonwoven blend feather/waste wool and feather/waste cotton have been prepared in the ratios of 0%, 50% and 100% in weight. The feather fibers were characterized to ascertain if the treatment procedures affected the functional groups of the feather fiber, using Energy-dispersive X-ray spectroscopy (EDS) and Fourier transform infrared (FTIR) spectroscopy. The morphology of the extracted barb fibers was studied by scanning electron microscopy (SEM) technique and the influence of the treatment performed on the fibers on the thermal properties was determined by differential scanning calorimeter (DSC). In the same way, the developed nonwovens are characterized by determining their thermo-physical properties.
Poultry meat production (a) and consumption (b) in Morocco.
In this paper, the study consists of two steps:
Treatments, characterizations of CFs in order to determine the effective treatment. Manufacture and characterization of new insulation material in a form of needle-punched nonwoven.
Materials and methods
Feather waste
Chicken feathers were supplied by a slaughterhouse in the province of Casablanca, Morocco, Figure 2(a). The central axis of the feather (the rachis) presents two lateral series of barb whose arrangement is reminiscent of a comb, Figure 2(b). Each barb has a series of small structures arranged in the same way, the barbules. These elements are held together with a myriad of tiny hooks that staple the barbules together, Figure 2(c) [19].
(a) Chicken feathers after sampling, (b) structure of a chicken feather, (c) optical microscopy of chicken feathers.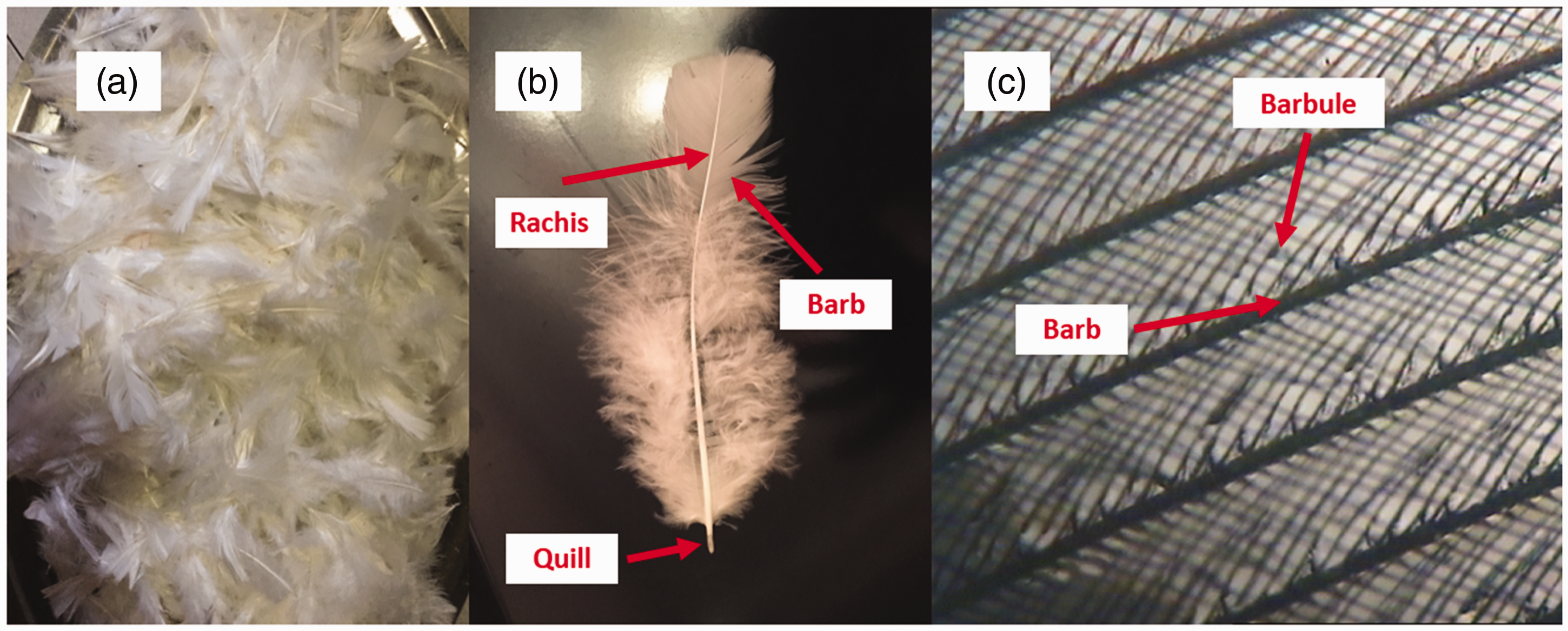
Cleaning agent and treatment parameters
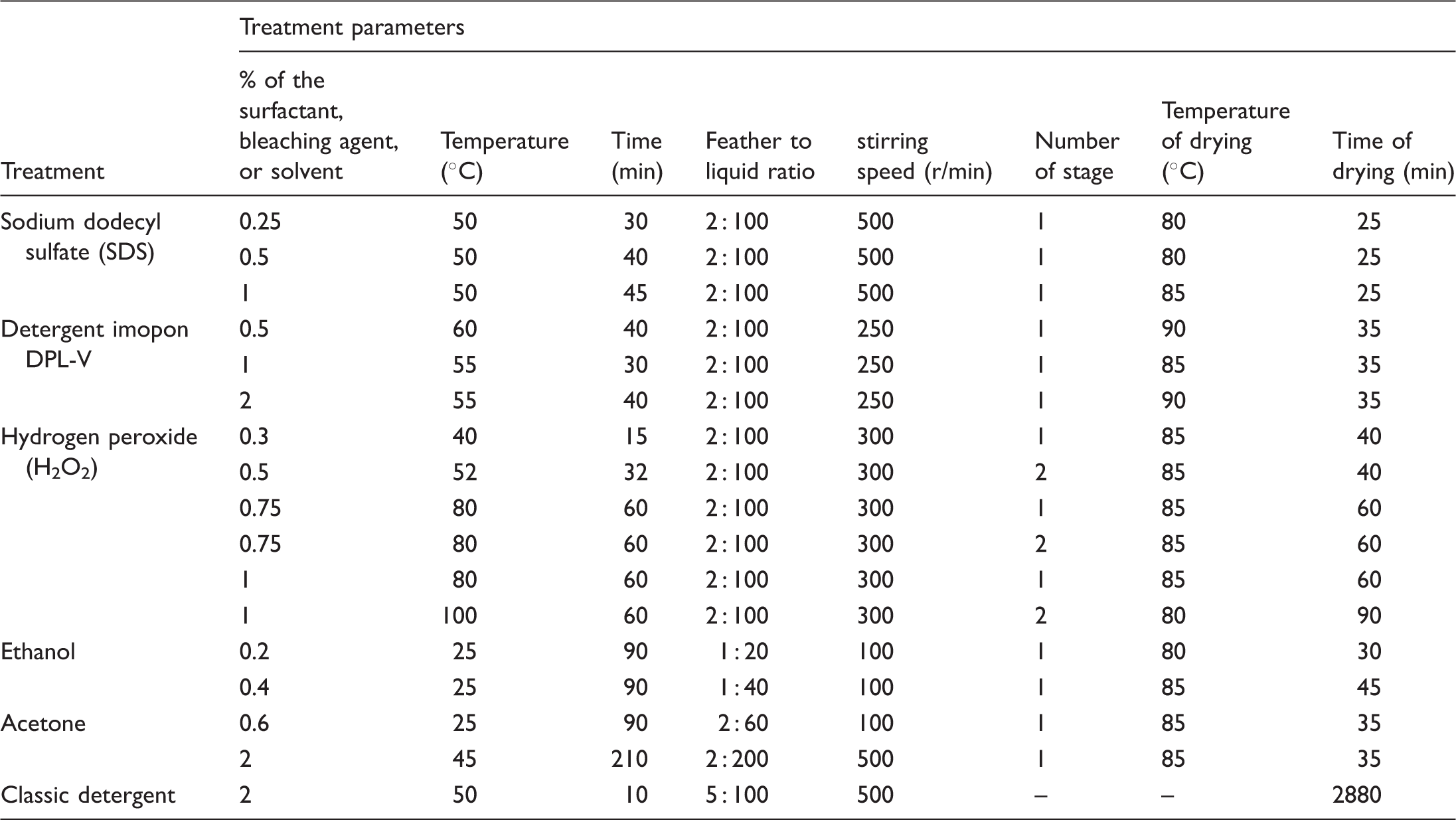
Treatment factors.
Nonwoven mat preparation (needle punching technique)
The nonwoven webs were prepared according to the needling technique using a DILO DI-LOOM OD-II 10069/2012 machine (Figure 3), which is defined as a method of consolidating the mats by the repeated insertion of barbed needles into the fibrous web [20–22]. This process consolidates the structure of the fibrous web without any binder by interlocking fibers. Fiber crimp characteristics have a big influence on the processing performance of the fibers. Crimp also contributes substantially to the properties of intermediate fiber assemblies, yarns and finished fabrics. As poultry fibers are less crimped, a small percentage of wool and cotton waste have been added and carded to ensure the mat formation. The treated fibers were then separated from the rachis manual, cut into small portion of 10–30 mm of length and inserted into the industrial manufacturing line. The carded webs were transported directly to the bonding stage where they are repeatedly punctured by a battery of needles. The manufacturing parameters are shown in Table 2. Needled-punched samples were sprayed with a low level of commercial fire retardant; this treatment was effective in previous work [23]. Six nonwovens were manufactured with different percentage of feathers. Table 3 shows the composition of new material insulation “nonwoven”. All manufactured nonwovens were conditioned for 24 h prior to testing in a standard testing atmosphere maintained at 65 ± 4% humidity and 20 ± 2℃ temperature.
Illustration of DILO machine used for the manufacture of insulation nonwoven. Manufacturing parameters. Composition of the manufactured insulation nonwovens.


Length, density of CF barb and impurities removal percentage
Fiber length is one of the most important characteristics. In general, a longer average fiber length is to be preferred because it confers a number of advantages (ease of treatment in subsequent processes). Due to the difference of the length in the feather, fiber length (barb) was measured at three different points along each barb as shown in Figure 4.
Selection of sampling points for length measurement.
The density of the CF barbs was measured using equation (1) by displacing a known volume and weight of ethanol with an equivalent amount of fiber [10]

The removal of impurities is a measure of the loss of mass of the feather sample after treatment, represented as a percentage and calculated using equation (2), where w1 and w2 are the dry untreated and treated feather mass, respectively.

FTIR spectroscopy
The IR spectra of the raw and treated CF fiber samples were recorded using Nicolet iS10 FTIR-ATR spectrophotometer by recording scans in transmission (%) mode in the range of 4000 to 500 cm−1. FTIR spectroscopy was used to ascertain if the treatment procedures affected the functional groups of the feathers.
Morphological and elemental profile analysis
The influence of different treatments on the morphology and elemental composition of the feathers was investigated using SEM SH-5000P-EDS integrated system.
Differential scanning calorimetry
In order to determine the possible effects of the treatments on the thermal properties of feathers fibers. A Scanning Calorimeter Type 131 SETARAM was used. The rate of heating, sample weight, mode of heating and temperature range used for this study are 10℃/min, 10 mg, nitrogen with a purge flow rate of 30 mL/min and 40–550℃, respectively. The melting temperature (Tm) of a sample can be deduced from a peak in the endothermic direction.
Physical properties of insulating mats
The density (kg/m3) of developed insulation is calculated according to two parameters: the mass per unit area (kg/m2) and the thickness (m) of the nonwoven. The calculation of mass per unit area for the nonwoven is carried out according to the “EN 12127” standard [24]. Five samples of dimensions 100 cm2 were obtained with a cutting dispositive and for the thickness is determined using Thickness Lab 1880 according to ISO 9073-2 [25].
The porosity is defined as the set of voids of a nonwoven material. This physical quantity determines the flow and retention capacities of a nonwoven [26]. Porosity ɛ is defined by the following equation
α = packing density, ρ = nonwoven density, ρ
f
= feather fiber, ρ
c
= cotton fiber, ρ
w
= wool fiber, x, y and z are the percentages of feather fiber, cotton and wool, respectively.
Air permeability is an important parameter for characterizing a building envelope; it characterizes the sensitivity of the insulation against parasitic aeraulic flows caused by the sealing defects of its envelope, or more simply the amount of air which enters or leaves uncontrolled. Thermal regulations impose certain criteria on the air permeability in building. Depending on the choice of insulators, the air permeability plays an important role in insulation. The air permeability quantifies the value rate of flow of a fluid through a porous material [27,28]. Air-Tronic instrument was used to determine the air permeability (L/(m2.s)) of nonwoven as per the ASTM D737 [29], which measures the air flow passing vertically through a surface of 10 cm2 under the pressure of 200 Pa.
The measurement result of air permeability is based on equation (4)

Hydrostatic pressure quantifies whether a material is waterproof or not to different forms of moisture: water, perspiration, water vapor. The hydrostatic pressure is evaluated by submitting to increasing water pressure. The more the pressure is high, the more the material is impermeable. GT-C26A Hydrostatic Head Tester (Figure 5) instrument was used to determine the Hydrostatic pressure of nonwovens as per the AATCC 127 [30].
Illustration of measuring device to determine hydrostatic pressure GT-C26A Hydrostatic Head Tester.
Thermal conductivity and thermal resistance
Thermal conductivity is the property of a material to conduct heat, the lower this value, the more insulating the material, and this parameter is important in building insulation [31].
The thermal conductivity of manufactured nonwoven was determined using a Thermal Conductivity Analyzer (λ-Meter EP500e) as per the EN 12667 [32]. The samples were placed between two plates with dimensions 500 mm × 500 mm. The upper plate is lowered with a pressure of 50 Pa until the pressure set point is reached. The measuring area is the innermost square of dimensions 200 mm × 200 mm, and the rest is a frame, which should be made of a highly insulating material. In this study, measurements were made at 10, 25 and 40℃. Moreover, the temperature difference between the hot plate and the cold plate is set at 15℃ in all measurements [33].
Results and discussion
Analysis of chemical composition and structure of raw fiber
Fiber length is one of the most important characteristics. In general, a longer average fiber length is to be preferred because it confers a number of advantages (ease of treatment in subsequent processes). In the case of feather fibers, the length differs according to the location of the fibers in the poultry. The lengths of the barb ranged between 6 mm and 80 mm (Figure 6(a)) and it is suitable for nonwoven process. The measured value of density is shown in Figure 6(b). The density of feathers was closer to that of the barb fraction. The average value is 0.81 g/cm3 (feather), this value is in agreement with those reported in the literature (0.8–0.89 g/cm3) [16]. In addition, it was observed that the CF (barb) fibers exhibited apparent density values very close to about 0.6719 to 0.7442 g/cm3; the variation of the results can therefore be related to the differences in the composition and emplacement of the studied barb samples.
Feather fiber length (a) and density (b) values.
The morphological features of CF are shown in Figure 7(a); according to this figure, it is clearly observed that the surface contains several particles of dust, natural waxy substances and foreign bodies resulting from the slaughter, storage or transport of these fibers. The data in Figure 7(b) illustrate the diameter of the barbs of CFs. The diameter of the barb was relatively small: the mean diameter was 5.63 μm. The variation in diameter was high indicating that the barbs were of widely different diameters in the same fiber. The variation of the barbs diameter was very large, most probably because the feather samples originated from different positions on the chickens and different sized chickens. The FTIR spectra of the untreated feathers shown in Figure 8(a) show major peaks of keratin fibers. The absorption band at 3294.70 cm−1 was for N–H bond which shows the presence of Amide A. The absorption bands of –CO at 1633.31 cm−1 (Amide I), C–N stretching and N–H bending at 1536.23 cm−1 (Amide II) and C–N stretching and N–H bending vibration (Amide III) at 1237.63 cm−1.
SEM image of raw feather fiber (a,b) and Imopon DPL-V treated feathers (c,d). FTIR spectra of raw feather fiber (a) and Imopon DPL-V treated feathers (b).

The effect of different treatments on aspect, chemical composition and structure of CFs
The removal of impurities in treated CFs by the different methods is presented in Figure 9 against the concentration of the cleaning agents. The percentage of impurity removal after washing is between 5.15 and 14.3%. This important percentage is due to the removal of short fibers and foreign matter such as vegetation, dust, blood, dust and some other contaminants from the poultry industry. This result proves that the impurity removal has direct dependency on the number of stage and concentration of the cleaning agents. In addition, it is noted that all cleaning methods at a concentration of 0.2 to 0.5% were ineffective. However, increasing the concentration between 1 and 2% improves the removal of impurities. Treatment of feathers with detergent IMOPON DPL-V was effective in removing foreign matter and odor from the feathers. On the other hand, this detergent is less expensive and more cost effective than using SDS and other treatments.
Removal of impurities (%) of different treatments.
From FTIR spectra (Figure 8(b)), it was concluded that there were no significant differences in the chemical composition and structure of all treated samples “the processing methods have little effect on the chemical structure of protein”. It shows the characteristic bands of keratins “Groups Amide A and Amide I–III”. The transmission band at 3276 cm−1 is attributed to the stretching vibrations of O–H and N–H (Amide A), the band at 2943 cm−1 is attributed to the symmetrical CH3 stretching vibration, while the strong transmission band at 1633 cm−1 is related to the C=O stretching (Amide Ι). The Amide ΙΙ with the band at 1531 cm−1 is derived from N–H bending and C–H stretching. A weak band at 1261 cm−1 is assigned to the Amide ΙΙΙ, which is due to the combination of C–N stretching and N–H in plane bending as well as some contribution from C–C stretching and C=O bending vibration [34].
This figure also shows an increase in bands over untreated feather spectra. This may explain that the treatment has improved the quality of the feather surface. This made the keratin groups of the feather fiber more exposed to the surface, therefore, more responsive and reactive.
This conclusion was also confirmed by the SEM images (Figure 7(a)), the untreated CFs show that a lot of natural dust particles and waxy substances were bound to the feather surfaces. The treated feathers in Figure 7(c) and (d) reveal that the cleaning agents used washed the CFs cleanly without any change in fiber structure leaving them free from dust with their naturally smooth surfaces. This is probably due to the removal of dirt that coated the CF because of the treatment action. All treatments show a good level of contaminant removal, the fiber becomes white, with a good smell.
The elemental analysis, Energy-dispersive X-ray spectroscopy (EDX), of the samples is illustrated in Figure 10. The untreated sample contains elements that the have been removed in using treatment processing of CF (magnesium, potassium, phosphorus, chlorine). The relative proportions of the sulfur element decreased, whereas the carbon content increased in all the treated samples. This is probably due to the removal of dirt and decontaminates (blood, skin and other dirt) from the surface of the CF.
Elemental profiles, EDX, of raw feather fiber (a) and Imopon DPL-V treated feathers (b).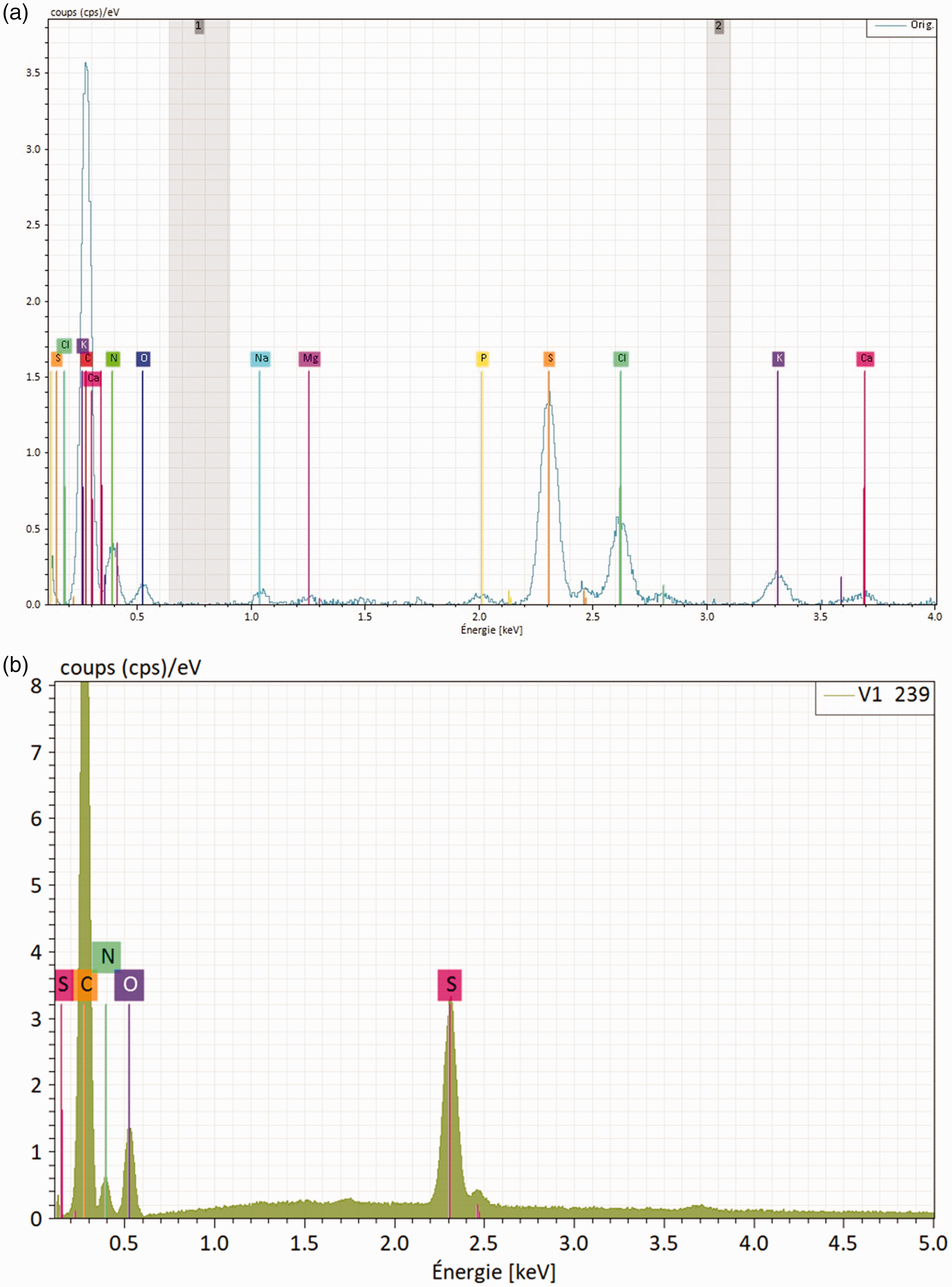
The relative proportions of the sulfur element decreased, whereas the intensity of the carbon band content increased (1.5 to 8 cps/ev) in all the treated samples. This is assigned to the removal of dirt and decontaminates (blood, skin and other dirt) from the surface of the CF.
The DSC profiles shown in Figure 11 are very similar with no significant differences in the profiles. The data revealed that the CF treated and untreated underwent two transitions when heated from 40° to 550℃: a broader transition at approximately 70℃−140℃ and a much sharper transition at approximately 230–250℃.
DSC curves of raw feather fiber and Imopon DPL-V treated feathers.
Peak 1: A broad, low-temperature peak was observed at 83 -140C. This peak of untreated feathers shows the amount of bound water in the keratin structure. Water is thought to bind to keratin in three forms and because of hydrogen bonding between water molecules and the keratin structure in CF, some of the water requires the temperature to exceed 100C for it to evaporate [8,35].
Peak 2: The partial degradation of untreated CF fractions occurs in the next narrow endothermic peak around 230–275C. This is assigned to the crystalline melting temperature found in keratin that shows a tighter keratin structure to which water is more strongly bonded.
The interval of temperature 280–330℃ is related to thermal changes in keratin, specifically to thermal degradation of disulfide bonds, and denaturation of helical structures in the feathers. This could be also attributed to total decomposition of CF keratin. This interval for treated feather shows a little difference than the untreated so that the decomposition temperature for treated CF is around 308–340℃. According to the result, we can conclude that the treatments carried out improve the thermal properties of the feathers in order to increase the field of their application.
Development and characterization of new insulating materials based on feather fibers in the form of needle-punched nonwoven
For preparing the nonwoven mat, large quantities of feathers treated with Imopon DPL-V (2%) were subjected to a manual separation, then cut into small portion of 10–30 mm of length and inserted into the industrial manufacturing line (Figure 12). The carded webs are transported directly to the bonding stage where they are repeatedly punctured by a battery of needles. The thermo-physical properties of different samples are shown in Table 4.
Illustration of cleaned feather fibers. Thermo-physical properties of manufactured insulation.

The insulation market is dominated by three categories: natural insulators, mineral insulators and synthetic insulators; they come in a wide variety of forms (rigid panels, bulk, rolls, etc.). The thermal insulation efficiency of these materials is determined by the coefficient of thermal conductivity, the thickness and the density. The density is important to determine the dimensioning of the structure supporting the product, which affects the cost of installation and transportation. The physical entanglement of fibers during manufacture process created a unique structure, with particular direction of fibers, this leads to fiber compaction and average density of 13 kg/m3 equivalent to 390 g/m2, Which is relatively small compared to the product of the market. Moreover, these insulators are safe to use and it does not cause any kind of irritation or danger to human health [36,37].
The control of air permeability limits the flow of parasitic air, which adversely affects the thermal performance of the insulating product. It is therefore a major issue in the context of the objectives of improving the energy performance of buildings. According to the experimental results presented in Table 4, the value of the air permeability of the nonwoven is satisfactory [38]. From Figure 13, we observe that the value of air permeability of the insulation samples increases linearly with density, which is in agreement with the literature.
Dependence of air permeability and hydrostatic pressure on the density of manufactured insulation.
Furthermore, the hydrostatic pressure of the nonwovens increases proportionally with the percentage of feathers; the value of this parameter increases slowly from 16.88 to 17.99 kPa for feather–cotton samples. Contrariwise, the wool–feather samples show a fairly important increase from 19.42 to 63.46 kPa; this difference is explained by the compaction and orientation of the fibers in the structure of the insulation and also the hydrophilic nature of the fibers [39].
The thermal conductivity analysis was carried out at three temperatures: 10, 25 and 40℃ for duration of 1400 min (Figure 14). This time period is adequate to obtain a steady state and this is reflected by stabilization during the measurement. We can also confirm the observation that nonwovens have an anisotropic structure and can assimilate a two-phase system (dense fibers and air) [40]. This unique structure often has special properties such as thermal insulation. The thermal conductivities of samples are shown in Table 4.
Thermal conductivity versus time for feather–cotton nonwoven at three temperatures: 10, 25 and 40℃.
First, all developed nonwovens show an excellent insulation performance (λ < 0.060 W/K.m). The lowest value of λ was observed for samples with 80% of feathers fibers in composition, 0.0313 and 0.03322 W/(m.K) for FW3 and FC3, respectively.
From these observations, it was found that the increase in feather percentage in the nonwoven positively increases the insulation character of the final product. This observation is also explained by the value of the porosity calculated in Table 4; it is clearly noted that 80% of the feather fibers in the composition increases the value of the porosity of the nonwovens to a maximum value of 99.98%. This porosity parameter indicates that the nonwovens have more air in the structure knowing that the thermal conductivity is related to the presence of pores, their types (open or closed), their sizes and their tortuosity. With the increase in temperature, thermal conductivity increases for all samples. This is explained by the increase of heat conduction through the samples.
Some of the most common materials used for insulation and manufactured nonwoven are compared in Figure 15. The normalized thermal conductivity (10℃) of these samples is in the range of 0.0313–0.04465 W/(m.K) and it is comparable and very satisfactory with the conventional insulation materials [41–43]. As shown in the figure, there is a significant difference between the thermal conductivity values. The difference is in the range of 0.007–0.02 W/(m.K) compared to traditional materials (polystyrene, glass wool). Compared to traditional insulating materials, the manufacturing and the application (using the standard techniques well known to builders in buildings) is rather easy. In addition, the cost of production remains lower compared to other existing insulators.
Normalized thermal conductivity of manufactured nonwoven and other insulators.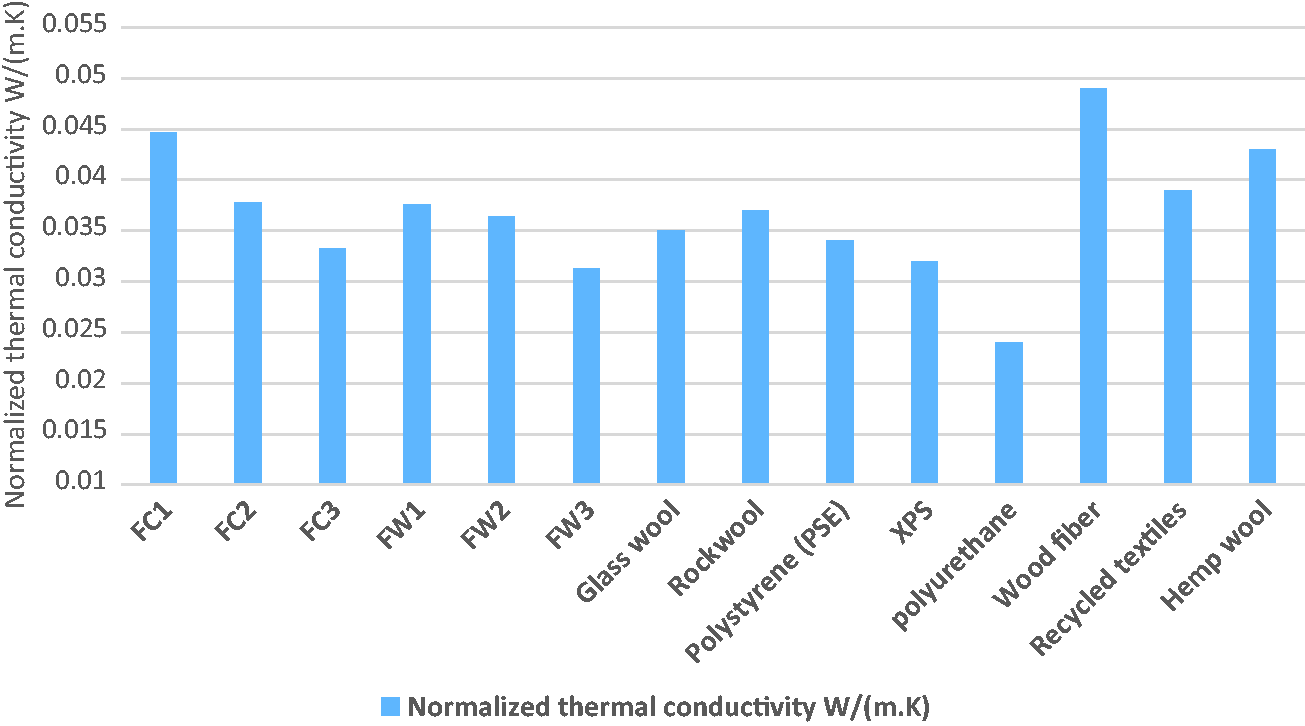
Conclusion
This study focuses on the development of a sustainable, renewable and environmentally friendly building insulation solution based on feather waste. This development was achieved by prior treatment of the fibers. Different treatments have been tested and evaluated in terms of reducing impurities. The results showed that all feather treatments were effective at removing lipid matter from the feathers but that the percent removal of impurities was different, with the best results being attributed to IMOPON DPL-V at a concentration of 2%. The treatments did not have a negative impact on the physicochemical properties of the CFs. Six needle-punched insulators based on feather, cotton and wool fiber been developed and tested on thermo-physical properties. The values of the permeability of the air was found satisfactory and in accordance with the literature. The value of the air permeability and the hydrostatic pressure of the insulation samples increase with the density; the hydrostatic pressure of the nonwovens was validated by the hydrophobic nature of the feathers. The developed nonwovens exhibit excellent insulation performance, thermal conductivity in the range of 0.0313 to 0.04465 W/(m.K) and comparable in value to conventional insulating materials. The lowest thermal conductivity was attributed to 80% of feathers and 20% of wool waste (0.03130 W/(m.K)). This study shows that natural fibers such as CFs in the form of needle-punched nonwovens are good candidates for use as low-cost, environmentally friendly insulation materials not only in buildings but also in the automobile.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.