
Abstract
In this paper, the compound hot-melt adhesives were prepared by blending alkyl sulfonate polymer antistatic agent with modified rosin hot-melt adhesive and used for the preparation of polyethylene film/polypropylene-coated non-woven fabrics. The effects of the amount of antistatic agent on the melt viscosity, softening point, and thermal stability of the compounded hot-melt adhesives were studied. Then, the antistatic properties and its washing fastness of the coated non-woven fabrics were tested and analyzed. The results showed that the softening point and the melt viscosity of the hot-melt adhesives decreased after compounding, and the thermal stability of the compound hot-melt adhesives decreased in the high temperature range, which was not affected before 200℃. The surface inductive voltage, half-life, and specific resistance of the coated non-woven fabrics prepared from the compound adhesives decreased gradually with the increase of the amount of the antistatic agent, indicating that the antistatic property of the prepared fabrics was gradually improved. In addition, the fabrics still exhibited antistatic properties after soaping for several times. The influence of compound adhesive on the wettability of fabric surface was consistent with that of antistatic property. Finally, the mechanism of the hot-melt adhesive and antistatic agent compounding technology to improve the antistatic performance of the coated non-woven fabrics was elaborated, and the reason for its excellent soaping durability was also explained.
Keywords
Introduction
Polyethylene film/polypropylene (PE/PP)-coated non-woven fabrics could effectively block the penetration of blood and inhibit the invasion of bacteria, which can avoid crossing infection and possess high biosafety, achieving a wide application prospects in the fields of medical hygiene and health care [1]. Since hydrophobic materials PE and PP do not contain polar groups, PE/PP-coated non-woven fabrics are easy to generate static electricity and be contaminated with dust [2–4]. The end products such as surgical drapes and surgical gowns processed by these fabrics are difficult to spread and wear due to electrostatic attraction, thereby reducing the work efficiency [5,6]. In addition, the problem of static electricity also adversely affects surgery and medical equipment accuracy according the published literatures [7]. Obviously, the electrostatic disadvantage is one of the key problems hindering the application of PE/PP-coated non-woven fabric end products, and improving its antistatic property is very urgent.
The antistatic property of the PE/PP-coated non-woven fabric can be improved after finishing by antistatic agents solution through padding, impregnating, foaming, and other processes [8,9]. However, due to the non-reactive group of this fabrics and the weak binding force between fabric and antistatic agents, there is always an insurmountable problem with poor washing fastness. Meanwhile, the antistatic agents which are easy to fall off also often bring potential risks to medical hygiene and health care. In antistatic finishing of PE/PP-coated non-woven fabrics, although the durability of antistatic properties can be improved by chemical bonding, chemical grafting, plasma pretreatment, and other methods [10–13], it has impact on the wearing comfort of the fabrics and also has the disadvantages of higher processing costs and complex process. Furthermore, the shrinkage and wrinkle of PE film caused by high temperature and tension in finishing process result in impaired appearance of the coated fabrics because of the poor thermal stability. In addition to the above traditional finishing processes, many emerging technologies have been reported to improve the electrical conductivity of fabrics, such as surface modification of polyester fabrics by sandwich micro-structure coating layer containing silver nanoparticles [14], graphene oxide grafting on hydrophobic polyamide fabric via electrophoretic deposition route [15], graphene modifying cotton fabric via layer-by-layer electrostatic self-assembly approach [16], and so on. It was also reported that the antistatic PP, PE, and other materials were prepared by intra-component addition methods. For example, conductive PP was prepared by adding polyaniline, polypyridine, graphite, etc. to PP component [17–19]. However, the intra-component addition method also has poor component compatibility, high cost, complex process, and other drawbacks.
In order to obtain excellent peeling resistance, the PE/PP-coated non-woven fabrics used in medical and health fields are usually processed by hot-melt adhesive bonding process. As a kind of environment-friendly hot-melt adhesive, the modified rosin hot-melt adhesive has the advantages of excellent adhesion, pressure sensitivity, peeling strength, and low cost and is often being used in the processing of PE/PP-coated non-woven fabrics. The hot-melt adhesive has fluidity at the melting temperature and, under the action of the film pressure, penetrates into the PE film and the PP nonwoven fabric through the micropores and fiber voids and, subsequently, forms an aggregate of film/adhesive/non-woven fabric. The antistatic properties of the compounded adhesive can be improved adding the conductive or antistatic components to the hot-melt adhesive. By adding micro-nano conductive inorganic particles, such as metal, conductive graphite, and conductive graphene [20–24], the composite resin has good conductive or antistatic properties and has been used in the fields of electronic components bonding, electronic packaging, and smart clothing. However, due to the accumulation effect of particles [25], the dispersion uniformity of inorganic particles is poor, which limits the development and application of the antistatic hot-melt adhesives.
Compared with inorganic particles, the polymer antistatic agents have higher compatibility with hot-melt adhesives [26,27], which can improve the uniformity of dispersion of the antistatic component. To this end, this paper attempts to blend the polymer antistatic agent with the modified rosin hot-melt adhesive: (1) to study its viscosity and thermal stability after compounding; (2) to discuss the influence of compound hot-melt adhesives on the antistatic properties of coated non-woven fabrics; (3) to clarify its working mechanism. The research provides a new idea for the development of antistatic-coated non-woven fabrics and the experimental basis and theoretical support for the compounding of the antistatic hot-melt adhesives.
Experimental
Materials
The area density of the PP non-woven fabric and the nanoporous PE film used in the experiment was 27 and 21 g/m2, respectively. The HM-525W-modified rosin hot-melt adhesive used in the experiment was mainly composed of a modified rosin resin with a molecular weight of about 30,000 kDa, hereinafter referred to as a raw adhesive. All of which were provided by Hefei Gaobeisi Non-woven Products Co., Ltd. The polymer antistatic agent used in the experiment was an anionic type of JL-5H alkyl sulfonate with the molecular weight of 800–1200 kDa and purchased from Binzhou Juli Chemical Co., Ltd. The soap tablets used in the antistatic washing fastness performance test were washable standard soap tablets for textile and produced by Shanghai Soap Factory.
Compounding of the hot-melt adhesives
The raw hot-melt adhesive was added to the LG13H hot-melt adhesives machine (Dongguan Lile Co., Ltd.) and heated to 175℃ to make it completely melt. Then, the polymer antistatic agent was gradually added to the raw adhesive, and the compound adhesive was derived after stirring uniformly. In order to clarify the effect of antistatic agent on the properties of the compound adhesives, in total, nine different compound adhesives were prepared by adding different amount of antistatic agent. Furthermore, in order to clearly express the properties of the prepared compound adhesives, four kinds of them were selected for detailed testing and analysis, and the composition thereof is shown in Table 1. The compounding diagram and images of the hot-melt adhesives are shown in Figure 1.
The compounding diagram and images of the hot-melt adhesives. Details of the composition of the hot-melt adhesives samples in this experiment.

Preparation of PE/PP coated non-woven fabrics
The PP non-woven fabrics and PE film with the specification of 20 × 20 cm were separately cut in advance. The hot-melt adhesive sample was heated to 175℃ to melt. HG31 spray gun matched with eight-hole spray gun mouth with aperture of 0.5 mm was used in this experiment. The PP non-woven fabric was sprayed uniformly for 6 s at 3.1 bar pressure and 0.8 g/m rate, leading the spray amount to be 2.0 g/m2 on the PP surface. After that, the PE film was quickly bonded to the non-woven surface of the hot-melt adhesive and sent to the LP vertical mill (Guangzhou Hongjing Experimental Equipment Co., Ltd.) to complete the lamination with a roll pressure of 3.0 kg/cm2.
The PE/PP-coated non-woven fabrics were prepared using the above four different hot-melt adhesives, respectively. And the prepared coated non-woven fabrics were stored under the conditions of the relative humidity of 40% at 25℃.
Testing and characterization
Characterization of hot-melt adhesives
The thermal stability of different hot-melt adhesives was tested using the DSC-60A automatic differential heat/thermogravimetric analyzer (Shimadzu Corporation, Japan) under N2 atmosphere with the temperature range of 30–700℃ and the heating rate of 15℃/min.
The melt viscosity of each hot-melt adhesive was measured at 175℃ according to the standard of GB/T 2794-2013 “Determination for viscosity of adhesives-Single cylinder rotational viscometer method” [28].
The softening point of each hot-melt adhesive was also measured according to the standard of GB/T 15332-2005 “Determination of the softening point of hot-melt adhesives-Ball and ring method” [29].
Measurement of PE/PP-coated non-woven fabrics
Prior to testing of antistatic and mechanical properties, the samples were conditioned in 40% relative humidity and 25℃ atmospheres for 48 h.
The surface specific resistance of the PP fabric and the PE film surface of the coated non-woven fabrics was determined by the Ohm-Stat RT-1000 resistance-resistivity meter with the range of 1–1000 GΩ (America OHM-STAT Co., Ltd.). Test five times to get the average value.
The surface static voltage and half-life of the coated non-woven fabrics were determined by the FY342E Fabric Induction Static Meter (Wenzhou Fangyuan Instrument Co., Ltd., China). The test was carried out by constant pressure method, with a pressure of 10,000 V, a pressurization time of 30 s, and an average of five tests.
The DSA-25 contact angle system (Thetabiolin Co., Ltd., Sweden) was used to monitor the change of the contact angle of PP and PE surface of the coated non-woven fabrics.
The peeling strength of the coated non-woven fabrics was determined using the YG026D-250 universal strength machine (Wenzhou Fangyuan Instrument Co., Ltd.) according to the standard of ISO29862:2007 “Self adhesive tapes-Determination of peel adhesion properties” [8].
Measuring the washing fastness of the antistatic properties
The coated non-woven fabrics were washed in the soap solution with a mass concentration of 5%, shaken at 40℃ for five minutes, rinsed thoroughly with distilled water until no residue of soap tablets, and dried at 60℃. After equilibrating for 24 h at the temperature of 25℃ and a humidity of 40%, the antistatic properties of the coated non-woven fabrics were tested. The washing fastness of the antistatic properties of the coated non-woven fabrics was evaluated by determining their antistatic properties after one, three, and five times washing [8].
Morphological characterization of PE film and PP fabrics
The morphology of PE film and PP non-woven fabrics used in the experiment was scanned using the S-4800 field emission scanning electron microscope (Hitachi, Japan). Before scanning, the samples were gold plated by an SBC-12 ion sputter.
Results and discussion
Effect of antistatic agent on melt viscosity and softening point of adhesives
The melt viscosity and softening point are important parameters to measure the stability and application performance of hot-melt adhesives [29]. Generally speaking, the lower the melt viscosity is, the faster the spray flow rate under the same conditions. Therefore, in order to obtain the same spray amount, the melt viscosity is often used as an important reference index for adjusting the pressure of the spray pressure and other parameters. To this end, it was very important to study the effect of antistatic agent on the melting viscosity and softening point of the compound adhesives, and the results are shown in Figure 2.
Melt viscosity and softening points of the hot-melt adhesives.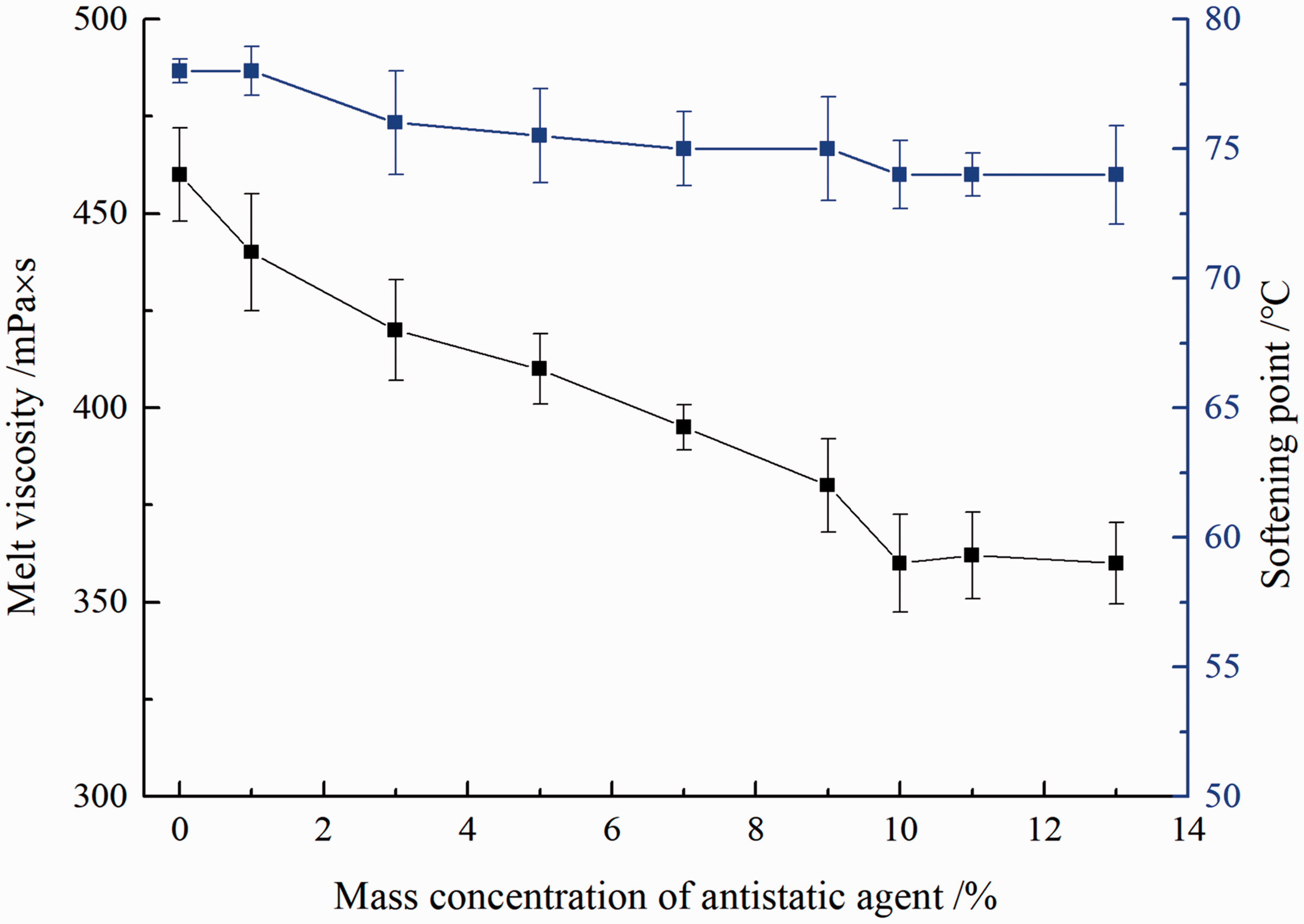
It can be seen from Figure 2 that the melt viscosity of the compound adhesives gradually decreased first as the mass concentration of the polymer antistatic agent increased and subsequently tends to be stable. The reasons were concluded as follows: because the molecular weight of the JL-5H antistatic agent was much smaller than that of the raw modified rosin hot-melt adhesive, the average molecular weight of the compound adhesives decreased significantly after compounding. At the same time, the antistatic agent was alkyl sulfonate, similar to lubricant [30], which resulted in the weakening of the interaction between the molecular chains of modified rosin resin, the decreasing of friction and entanglement in the compound adhesives, and the enhancement of fluidity. However, the free space between the macromolecular chains of the rosin resin was limited, so the antistatic agent could not be filled in the macromolecule of the resin without limitation. When the amount of antistatic agent increased to 10% or more, the viscosity of the compounded adhesives samples tends to be stable, indicating that the antistatic agent has reached a saturated state where the viscosity of the compounded adhesive was maintained at about 360 mPa s. At the same time, the softening point of the compound adhesives was also decreased slightly with the increase of the concentration of the antistatic agent. Compared with the raw adhesive, when the concentration of the antistatic agents was 13%, the softening point temperature only decreased by 3.8℃.
Effect of antistatic agent on thermal stability of adhesives
The thermogravimetric (TG) and differential thermal analysis (DTA) curves of the different hot-melt adhesive samples in this experiment are shown in Figures 3 and 4, respectively. And their thermal decomposition temperatures are listed and shown in Table 2.
TG curves of the adhesive samples. DTA curves of the adhesive samples. Thermal degradation temperature of different hot-melt adhesives samples. aw refers to a weak peak; s refers to a strong peak.


From Figure 3, except for sample 4, there was no significant difference in the TG curves of the other three adhesive samples. Specifically, the initial thermal decomposition temperature and degradation rate of samples 1, 2, and 3 were very close, and the three samples were completely degraded at 585℃. Whereas the initial thermal decomposition temperature of sample 4 was shifted to the low temperature direction by nearly 10℃, the thermal complete degradation temperature was also shifted by 37℃ toward the low temperature direction, completely thermally decomposed at 548℃. Thus, it can be seen that the thermal stability of the compound adhesives was not decreased significantly by adding a small amount of polymer antistatic agent. However, when the amount of antistatic agent increased to a certain extent, the average molecular weight of the compound adhesive would be significantly decreased. The original molecular chain regularity and its arrangement of the raw modified rosin resin would also be changed [31,32], which ultimately led to the thermal stability of the compound adhesives decreased obviously.
As can be seen from the DTA curves in Figure 4, the spectra of different samples were obviously different in the shape, peak position, and endothermic area of thermal decomposition. Specifically, sample 1 showed only one endothermic peak at 481.91℃, which corresponded to the composition of the modified rosin resin. In contrast, samples 2, 3, and 4 all exhibited two endothermic peaks. With the increase of antistatic agent concentration, the peak position continuously shifted to the low temperature direction. At the same time, the strength of the two endothermic peaks also changed significantly. That was, with the increase of antistatic agent concentration, the trend of thermal decomposition of hot-melt adhesives shifted to the low temperature direction was very obvious, which indicated that the thermal stability of compound hot-melt adhesives decreased.
Although both the TG and DTA analyses indicated that the thermal stability of the compound adhesives decreased with the addition of the antistatic agent, it is very objective to note that all compound adhesives were very stable at temperatures below 200℃ without any thermal decomposition. The thermal stability was reduced only in the temperature range of higher than 400℃. As we all know, in the processing of coated non-woven fabrics, the hot-melt adhesive is usually used at a temperature of 160–175℃, that is, a spray operation will be carried out in the molten state. As known from the previous analysis, the thermal stability of the compound adhesives in the molten state was not affected, and there was no thermal decomposition. Therefore, the compound adhesives prepared by adding polymer antistatic agent in this experiment could still meet the processing requirements of coated non-woven fabrics.
Analysis of antistatic performance of coated non-woven fabrics
The PE/PP-coated non-woven fabric contains a PP surface and a PE surface, which are different in material and also exhibit significant differences in electrostatic properties. The performance of the PP and PE surface was tested in the experiment, and the results were shown in Figures 5 and 6.
Inductive voltage and half-life of PP/PE-coated non-woven fabrics: (a) the PP surface; (b) the PE surface. Surface specific resistance of PP/PE-coated non-woven fabrics.

As shown in Figure 5, it can be seen that the inductive voltage and half-life of the PE/PP-coated non-woven fabrics prepared by compound adhesives No. 2, 3, and 4 were less than those prepared by raw adhesive No. 1, which indicated that the hot-melt adhesive compounded with polymer antistatic agent could improve the antistatic performance of this coated fabrics. With the increase of the concentration of the antistatic agent in the compound adhesives, the antistatic effect exhibited by the coated non-woven fabrics was gradually improved. Especially for the antistatic performance of the PE surface, the improvement was more obvious, in which the half-life of the coated non-woven fabric prepared by the No. 1 raw adhesive was as high as 12.33 s; correspondingly, the half-life of coated fabrics prepared by No. 2–4 compound adhesives was 0.90, 0.46, and 0.39 s, respectively. It can be seen that the half-life was significantly shortened, indicating that the antistatic property of the PE film surface was significantly improved.
The surface resistance values of the resulting fabrics processed by different hot-melt adhesives were shown in Figure 6. The surface resistance values of the PE surface and the PP surface of the coated non-woven fabric prepared by No. 1 raw adhesive were as high as 5.80 and 3.08 GΩ, respectively. Correspondingly, the surface resistance of the PP and PE surfaces decreased obviously when the compound adhesives were used, which also indicated that the antistatic properties of non-woven fabrics were improved significantly. Moreover, with the increase of the concentration of antistatic agent in the compound adhesives, the antistatic effect increased gradually, which was consistent with the inductive voltage and half-life analysis described above.
At the same time, whether the PE/PP-coated non-woven fabrics were prepared by raw adhesive or compound adhesives, we found that the inductive voltage, half-life, and surface specific resistance of the PE surface were always higher than that of the PP surface, indicating that the PE film surface was more prone to static electricity than the PP fabric surface.
Analysis of the washing fastness of antistatic properties
Effect of washing on the inductive voltage of coated non-woven fabrics.

As shown in Table 3, the surface inductive voltage of coated fabrics increased gradually with the increase of washing times, suggesting the weakened antistatic property. However, it can also be found that the surface inductive voltage of Nos. 2–4-coated fabrics prepared by compound adhesives was still lower than that of No. 1 fabric prepared by raw adhesive after five times washing. Taking the No. 4-coated fabric treated with five times washing as an example, the inductive voltage values of PP and PE surfaces were less than half of that of No. 1 fabric, which indicates that the PE/PP-coated non-woven fabrics prepared in this research possessed excellent antistatic properties and good washing fastness.
The schematic diagram of coated fabric antistatic mechanism was as shown in Figure 7. Because of the fluidity, the hot-melt adhesives sprayed on the surface of PP non-woven fabrics and penetrated into the matrix and the outer surface of non-woven fabrics through the fiber voids after roller pressing. Meanwhile, the hot-melt adhesives would also penetrate into the matrix and the outer surface of PE film through the micro-nano pores. Fortunately, when the antistatic agent was added, the melting viscosity of compound adhesives decreased while its permeation increased, resulting the more sufficient permeation to PP non-woven fabrics and PE films. The antistatic agent distributed in the compound adhesives would stably fixed inside of the PP non-woven fabrics and PE films matrix to form the conductive networks. The accumulated charges would leak out to the outside through the conductive networks, which would improve the antistatic properties of the coated fabrics. At the same time, because the interfiber space of PP non-wovens was much larger than the microporous size of PE films, the permeation of compound adhesives to PP matrix was larger than that of PE film, resulting that the antistatic performance of PP surface of coated fabrics was better than that of PE surface. Furthermore, as the concentration of the polymer antistatic agent in the compound adhesive increased, the conductive network was easily and perfectly formed, leading to the higher antistatic properties of the coated fabrics.
Schematic diagram of the antistatic property of the PE/PP-coated non-woven fabric.
However, because there was no strong chemical bond between the polymer antistatic agent and the molecule of raw hot-melt adhesive, the polymer antistatic agent penetrating into the outer surface would be dissolved and removed after washing, resulting in damage to the conductive network formed, affecting the leakage of static charge, and weakening the antistatic property of the coated fabric. At the same time, due to the physical entanglement of hot-melt adhesive, it was difficult to dissolve and remove the polymer antistatic agent penetrating into the matrix of PP non-wovens and PE films [8]. Washing could only dissolve part of the antistatic agent, which contributes to the limited influence on the antistatic properties of the fabrics. Therefore, the antistatic properties of the coated non-woven fabrics processed in this research exhibited a good washing fastness.
In the peeling strength test of the coated fabrics prepared with compound adhesives, it was found that the coated fabrics could not be totally separated, the fabrics' structures were destroyed badly, and a great amount of PP fibers were adsorbed on the PE film surface. The peeling morphology was shown in Figure 8. Although the original structure and adhesion properties of raw hot-melt adhesive were affected by compounding of antistatic agent, the mass concentration of antistatic agent was limited, and the modified rosin resin was still the main component of the compound adhesives. At the same time, the viscosity of the hot-melt adhesive decreased after compounding with its flow and permeability increased, resulting in the increase of the bonding interface and the bonding force between the hot-melt adhesive and PP non-woven fabric and PE film. Therefore, the peeling strength of the coated non-woven fabrics prepared with compound adhesives was not affected.
Photos of peeling morphology of coated non-woven fabrics with compound adhesives: (a) No. 3 compound adhesive; (b) No. 4 compound adhesive.
Analysis of the surface wettability of coated non-woven fabrics
The static contact angles of different coated non-woven fabrics.

From Table 4, it can be seen that the static contact angle of coated non-woven fabrics processed with compound adhesives decreased, indicating that the surface wettability of the fabrics was improved [33]. With the increase of antistatic agent concentration, the wettability of the surface was gradually improved. At the same time, because the interfiber space of PP non-wovens was much larger than the microporous size of PE films, the permeation of compound adhesives to PP matrix was larger than that of PE film, resulting that the improvement of the wettability of the PP surface which was better than that of the PE surface. In conclusion, the influence of compound adhesive on the wettability of fabric surface was consistent with that of antistatic property.
Conclusion
In conclusion, compound hot-melt adhesives were prepared by blending hot-melt adhesive with antistatic agent. With the increase of the amount of antistatic agents, the thermal stability of the compounded adhesives in the high temperature range decreased, but the heat stability at lower than 200℃ was not affected, which did not affect the spraying in the processing of coated non-woven fabrics. Furthermore, the melting viscosity of the hot-melt adhesives decreased after compounding, which helped to improve the penetration of the compound adhesives. The conductive network was constructed among the matrix of PP non-woven, PE film, and their surfaces by the polymer antistatic agent distributed in the compound adhesives. Thereafter, the electrostatic charges generated would leak out to the outside through the conductive network, favoring to the improvement of the antistatic performance of the coated non-woven fabrics. Moreover, the antistatic properties of the prepared coated fabric were proportional to the concentration of the antistatic agent in the compound adhesives. Additionally, it still exhibited good antistatic properties after five times washing. Therefore, this research can be used for the preparation of durable antistatic coated non-woven fabrics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Key Research and Development Plan Project of Anhui Province (1804a09020077), the Wuhu Key Research Plan Project (2017yf14 and 2017yf33), the Middle-aged and Young Talent Project of Anhui Polytechnic University (2016BJRC007) and the National Innovation Training Program for College Students (201710363033 and 201710363029).