
Abstract
To develop a series of novel acidproof and breathable fabric, electrospun fluorinated polyurethane/polyurethane and pitch nanofibers were directly deposited on polyester/cotton blended fabric. The layered and interpenetrated structured membranes were built to study the effects of different structures on the acidproof and breathable performances. The acidproof and breathable mechanism of different structured composite fabrics had been evaluated via emission scanning electron microscope, X-ray photoelectron spectroscopy, contact angle, porosity, pore size, comfort and mechanical test, respectively. The results showed that the layered structured composite fabric had advantages in acidproof property, i.e. the acid (H2SO4, 80%) contact angle was 130° due to the low surface energy caused by the high fluorine content (36.96%). Meanwhile, such structured composite fabric provided double protection, which made the acid-resistance pressure to reach a high value of 1050 Pa, while the interpenetrated structured composite fabric showed superior comfort and mechanical properties. Due to the high porosity (88.01%), the water vapor transport rate and air permeability were 7554.14 g/m2·24h and 46.33 mm/s, respectively. Due to the relative slip of fluorinated polyurethane/polyurethane fibers was restricted, the tensile strength and bursting strength of interpenetrated one was 1315 N and 795 N, which were higher than layered one.
Keywords
Introduction
In recent years, protective textile with both functional and comfortable properties has attracted considerable interests [1,2]. As one of the classic protective textiles, acidproof fabrics should improve comfortable performance because workers have to wear such cloth during high-intensity working. To build acidproof and breathable fabrics, waterproof and breathable mechanism can be applied, as both water and acid are aqueous solution system. Therefore, the low-energy surface and porous structure with suitable diameter, which can withstand the penetration of acid and allow moisture transport, are the two key factors to fabricate the acidproof and breathable fabrics [3,4]. Recently, electrospinning as an effective and facile way has been proven to make kinds of porous structure membranes which is beneficial to get the breathable performance [5,6]. So it also has been considered as a good candidate method to develop a series of acidproof and breathable fabrics.
To achieve electrospun porous membranes with excellent anti-wetting performance, the low-energy surface should be constructed [7,8]. Fluorinated polyurethane (FPU) as one kind of low surface energy material has gained researchers’ much attention because of their excellent properties such as attractive surface properties, resistant to abrasion, high thermal stability. Many efforts have been made to manufacture FPU from various raw materials [9,10]. The synthesized FPU was widely used for the functional fabrics coating, but the low moisture transporting behavior would hinder its wearablity [11]. Furthermore, the acid-resistance property of membranes should be enhanced to protect textile from further acid penetration. Pitch is an attractive material which can be widely used for fabricating anti-corrosion membranes due to its stable chemical structure [12,13]. Among various kinds of pitches, isotropic pitch with suitable softening point can be used to prepare electrospun fibers [14,15]. Moreover, effectively choosing suitable structure and carefully controlling different material effects will maximize the acidproof and breathable performance [16,17].
Herein, our goal is to promote the advantages of each material via creating different structured membranes to fabricate acidproof and breathable composite fabrics. FPU/polyurethane (PU) and pitch nanofibers were employed as acidproof agent, PU was chosen as supporting material blend with FPU. The effect of layered and interpenetrated structures on acidproof, breathable composite fabrics and the mechanical properties of the resultant composite fabrics were investigated. Eventually, we have explored the acidproof and breathable mechanism of different structured composite fabrics.
Experimental section
Materials
PU (Pellethane™ 2103-80AE) was purchased from Dow Chemical Company, USA. Isotropic pitch (petroleum-derived isotropic pitch) was provided by Dalian Mingqiang Chemical Industry Material Co., Ltd, China. Perfluoro-1-decanol (TEOH-8) was obtained from Fuxin Heng Tong Fluorine Chemicals Co., Ltd, China. 4,4-Diphenylmethane diisocyanate (MDI), triethylene glycol (TEG), polytetrahydrofuran (Mn = 2000) was brought from Aladdin Chemical Reagent Co., China. N,N-dimethylformamide (DMF) (>99.7%) and tetrahydrofuran (THF) (>99.7%) was purchased from Shanghai Sinopharm Chemical Reagent Co., Ltd, China. Aerosol adhesive (3M Super75) was obtained from 3M Co., USA. Polyester–cotton fabrics (polyester/cotton = 65/35, the specification was 220 g/m2) were purchased from Hangzhou Siji Apparel Co. Ltd. All chemicals were used without further purification.
Synthesis of FPU
As Figure 1 showed, the FPU was synthesized by a three-step polymerization reaction. Firstly, the prepolymer was synthesized. MDI (12.5 g) was dissolved in DMF (12 g) under a nitrogen atmosphere and then a solution of TEOH-8 (10 g) in DMF (10 g) was added dropwise above MDI solution with strings at 50℃ for 2 h. PTMG (15 g) was subsequently added to the solution and carried out at 70–80℃ for 2 h. Secondly, TEG (2.25 g) as a chain extender was added into the flask at 70–80℃ for 2 h. Finally, TEOH-8 (1.6 g) in DMF (2 g) as blocking agent was added to end up the reaction. The resultant products were dried in a vacuum oven at 60℃ for 12 h and then washed by excess methanol–water mixture solution.
Preparation of polymer solutions
The FPU/PU solution was prepared by dissolving 5 wt% FPU and 16 wt% PU in DMF/THF (1/1, w/w) binary solvent. Strong mechanical stirring was applied for 12 h at ambient temperature to obtain a homogeneous dispersion. Additionally, the isotropic pitch solutions were prepared by dissolving isotropic pitch in the mixture solvent of DMF/THF (2/8, w/w) with vigorous stirring for 12 h at 60℃. The pitch concentrations of the solutions were 38 wt%.
Preparation of electrospun nanofibrous membrane composite fabrics
FPU/PU and pitch nanofibers were deposited directly onto the substrate fabric to fabricate layered and interpenetrated structured membrane composite fabric by different electrospinning setup. Figure 2 presents a schematic illustration of the two electrospinning setup. An aerosol adhesive was applied to the substrate fabrics to improve the adhesion of nanofibrous membranes. For layered membrane composite fabric construction, single nozzle electrospinning system was used. First, pitch nanofibers were loaded onto pristine fabric after applying aerosol adhesive. Subsequently, FPU/PU nanofibers were deposited directly onto the pitch electrospun nanofibrous membranes, which were applied with aerosol adhesive.
Synthesis of fluorinated polyurethane. Schematic illustration of (a) the preparation of the layered structure composite fabrics and (b) the preparation of interpenetrated structure composite fabrics.

For manufacturing interpenetrated structured membrane composite fabric, dual-electrospinning system was set up. The scheme of dual-electrospinning system is shown in Figure 2(a). Two syringes were used, each needle was connected to a positive high-voltage power supply and then FPU/PU and pitch nanofibers are deposited on the same pristine fabric simultaneously after applying aerosol adhesive.
As for the electrospinning parameters, in FPU/PU nanofibers manufacturing, 0.37 mm inner diameter needle was used and the conditions were set as 0.3 mL/h flow rate, 20 cm needle-to-collector distance and 15 kV applied voltage. In pitch nanofibers manufacturing, 1.0 mm inner diameter needle was used, the electrospinning conditions were set as 1.0 mL/h flow rate, 15 cm needle-to-collector distance and 20 kV applied voltage. The injection volume of FPU/PU and pitch was fabricated within an accurate volume of 4 mL and 5 mL to control an identical thickness.
Characterizations
The morphologies of nanofibrous membranes were characterized using field emission scanning electron microscope (FE-SEM, Hitachi S4800, Japan). The samples were gold-sputtered before testing. Water and acid contact angle measurements were performed by a contact angle analyzer (DCAT 21, DataPhysics Instrument GmbH, Germany). The surface composition of nanofibrous membranes was analyzed using X-ray photoelectron spectroscopy (XPS, ESCALAB 250Xi, Al K Alpha 1486.6 eV, Thermo Fisher Scientific, USA). The mean pore diameter and maximum pore size of membranes were characterized by bubble point method using a capillary flow porometer (3H-2000PB, Beijing Bayside Technology Apparatus Co., Ltd, China). The membrane porosity is determined by automatic true density analyzer (3H-2000TD1, Beijing Bayside Technology Apparatus Co., Ltd, China). Acid-resistance pressure of acid penetration of composite fabrics was investigated by acid-resistance pressure tester (YG-252, Wenzhou Darong Textile Instruments Co., Ltd, China) according to GB 24540-2009 standard test method. Water vapor transmission (WVT) tester (YG601, Ningbo Textile Instruments Co., Ltd, China) was used to determine the WVT rate of composite fabrics according to ASTM E96 standards desiccant method, under constant temperature of 38℃ and relative humidity of 90%. The air permeability of composite fabrics was measured using a digital air permeability tester (YG(B) 461 E) according to ASTM D 737-2004 standard test method for air permeability of textile fabrics (Wenzhou Darong Textile Instruments Co., Ltd, China). The bursting strength and tensile strength of composite fabrics were inspected by universal testing machine (DR028, Wenzhou Darong Textile Instruments Co., Ltd, China) according to GB 19976-2005 standard and GB 3923.1-2013 standard, respectively.
Results and discussion
Morphologies of nanofibrous membranes
The FPU was synthesized successfully. The nuclear magnetic resonance spectroscopy and Fourier transform infrared spectroscopy of FPU were tested and displayed in the online Supplemental material. The composite fabrics with nanofibrous membranes were successfully fabricated. The representative morphologies of FPU/PU and pitch nanofibers are presented in Figure 3(a) and (b). As shown in Figure 3(a), FPU/PU fibers deposited randomly on the membrane with curl, wavy structures, and the average diameter of FPU/PU nanofibers was 750 ± 50 nm. As Figure 3(b) presents, pitch nanofibers had different morphology, it showed ribbon-shaped and grooved structure morphology with dumbbell-shaped cross-section, and the average diameter of pitch fibers was 4000 ± 2000 nm. The reason for grooved structure can be attributed to the high content of volatile solvent (THF) rapidly evaporating. Furthermore, to explore the entanglement of FPU/PU and pitch nanofibers in two structured membranes, the cross-section of two membranes was observed by SEM, and the results are shown in Figure 3(c) and (d). It is clearly shown in Figure 3(c) that the thin FPU/PU nanofibers web was upon the thick pitch nanofibers web in the layered structure membrane, while in the interpenetrated structure (Figure 3(d)), the FPU/PU and pitch nanofibers were entangled together. Moreover, from the SEM observations, fine FPU/PU nanofibers were intertwined with short and rough pitch fibers. Owing to the different structured nanofibrous membranes of the fibrous morphology, the porous structure would be changed remarkably, which was evaluated by measuring pore size and porosity. Table 1 lists the pore size and the porosity of membranes. The mean pore size and maximum pore size of the layered structured membrane was 2.1190 µm and 3.1637 µm, and the average and maximum pore size of interpenetrated one was 1.6051 µm and 2.7456 µm, respectively. Due to pitch fibers intertwined with FPU/PU fibers, interpenetrated structured membrane presented the smaller pore size than layered one. Although the pore size of layered membrane was higher than interpenetrated ones, the porosity of the layered structured membrane was 79.523% which was lower than the interpenetrated one with 88.035%. It indicated that interpenetrated structured membrane have more pores than the other one.
SEM images of (a) electrospun FPU/PU fibers, (b) electrospun pitch fibers, (c) and (d) electrospinning layered and interpenetrated structure membranes. The pore size and porosity of different structured membranes.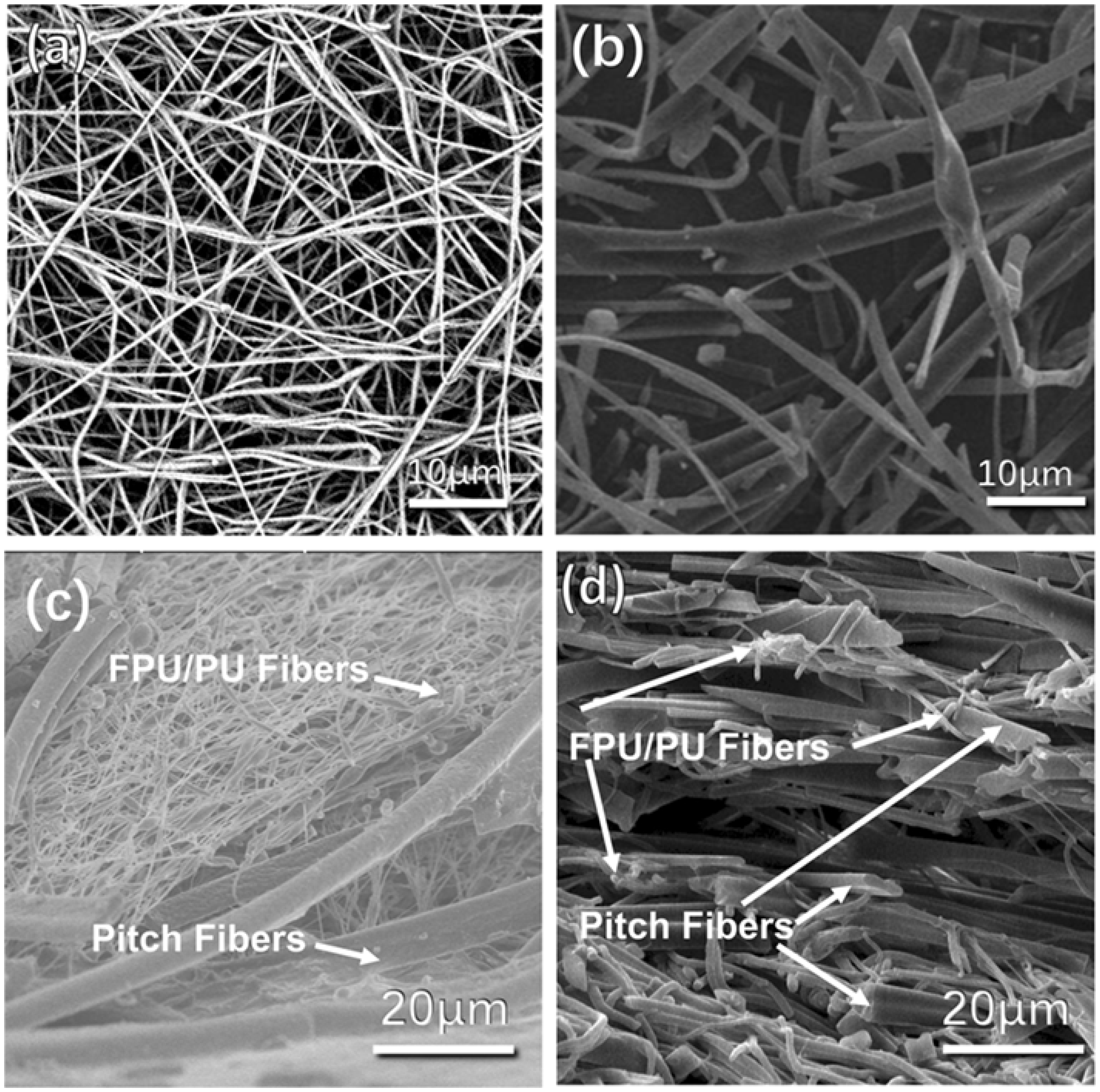

The acidproof performance of composite fabrics with nanofibrous membranes
The static water and acid contact angles of layered and interpenetrated structured membrane composite fabrics are presented in Figure 4(a) to (h). The water contact angles (WCA) of two structured membrane composite fabrics are shown in Figure 4(a) to (e), it can be seen that both structured membrane composite fabrics exhibited excellent hydrophobic surface with WCA of 156° and 145°, respectively. Furthermore, the acid contact angles for the layered one of H2SO4 (80%), HNO3 (40%) and HCl (30%) were 130°, 132° and 140° (Figure 4(b) to (d)), respectively. The acid contact angle of interpenetrated structured membrane composite fabrics for H2SO4, HNO3 and HCl reached up to 123°, 128° and 134° (Figure 4(f) to (h)), respectively. As expected, all composite fabrics exhibited high static water and acid contact angles. Moreover, all static contact angles of layered structured membrane composite fabrics were slightly higher than those of interpenetrated ones. To study the mechanism of this phenomenon, the XPS analysis has been implemented.
Water contact angle and acid contact angle of H2SO4, HNO3, HCL of the layered structure composite fabrics: (a) 156°, (b) 130°, (c) 132°, (d) 140°, and the interpenetrated structure composite fabrics: (e) 145°, (f) 123°, (g) 128°, (h) 134°.
Surface chemical composition of both layered and interpenetrated structured membranes was verified by XPS. Peaks corresponding to C 1s, F 1s and N 1s and O 1s were observed in the general survey spectra in both membranes, core level spectra of F 1s have been recorded for both samples and the results are shown in Figure 5. The results presented that the fluorine atomic concentration on the outermost surface of layered and interpenetrated structured membrane composite fabric was 36.96% and 30.55%, respectively. The theoretical fluorine atomic percentage of FPU was 22.57%, which was calculated from the chemical formula of the monomer for the bulk. The results suggested that fluorine content on membrane’s surface was enriched significantly after electrospinning. It is because that the fluorinated polyether segments possess a thermodynamic driving force for facilely migration to the nanofiber–air interfaces during the process of electrospinning. What is more, the interpenetrated structured composite fabrics exhibited a lower fluorine content than the layered one. It is attributed to the FPU/PU and pitch nanofibers were tangled in interpenetrated structured composited fabrics.
XPS spectrum of different structured membrane composite fabrics.
The acid-resistant pressure of the layered and interpenetrated structured membrane composite fabrics is shown in Figure 6. The acid-resistance pressure of the layered and interpenetrated structured composite fabrics was 1050 Pa and 850 Pa, respectively. Both structured composite fabrics exhibited excellent acid resistance. Notably, the layered structured composite fabrics exhibited a higher acid-resistance pressure than interpenetrated one. Figure 7 shows the schematic explanations for the process of acid solutions penetrating the different structured composite fabrics. The acid penetration process of layered structured membrane composite fabrics is shown in Figure 7(a), it shows that the layered structured membranes have double protections. Firstly, the FPU/PU nanofibers web is the first protecting layer due to its low surface energy and narrow pore size. Secondly, the pitch nanofibers with grooved structure as second defensive line can be guided and loaded with acid liquor along the nanofiber axis when the acid solution penetrated through the FPU/PU layer. As shown in Figure 7(b), some acid solution penetrated through the interpenetrated structured membrane composite fabric directly. That is because the grooved pitch fibers was dispersed randomly in the membrane and cannot protect acid penetration completely. Therefore, layered structured composite fabric shows a higher acid resistance than the interpenetrated ones.
The acid-resistance pressure characteristics of the layered and interpenetrated structure composite fabrics. Schematic diagram of acid (a) penetrated layered and (b) interpenetrated structured composite fabrics.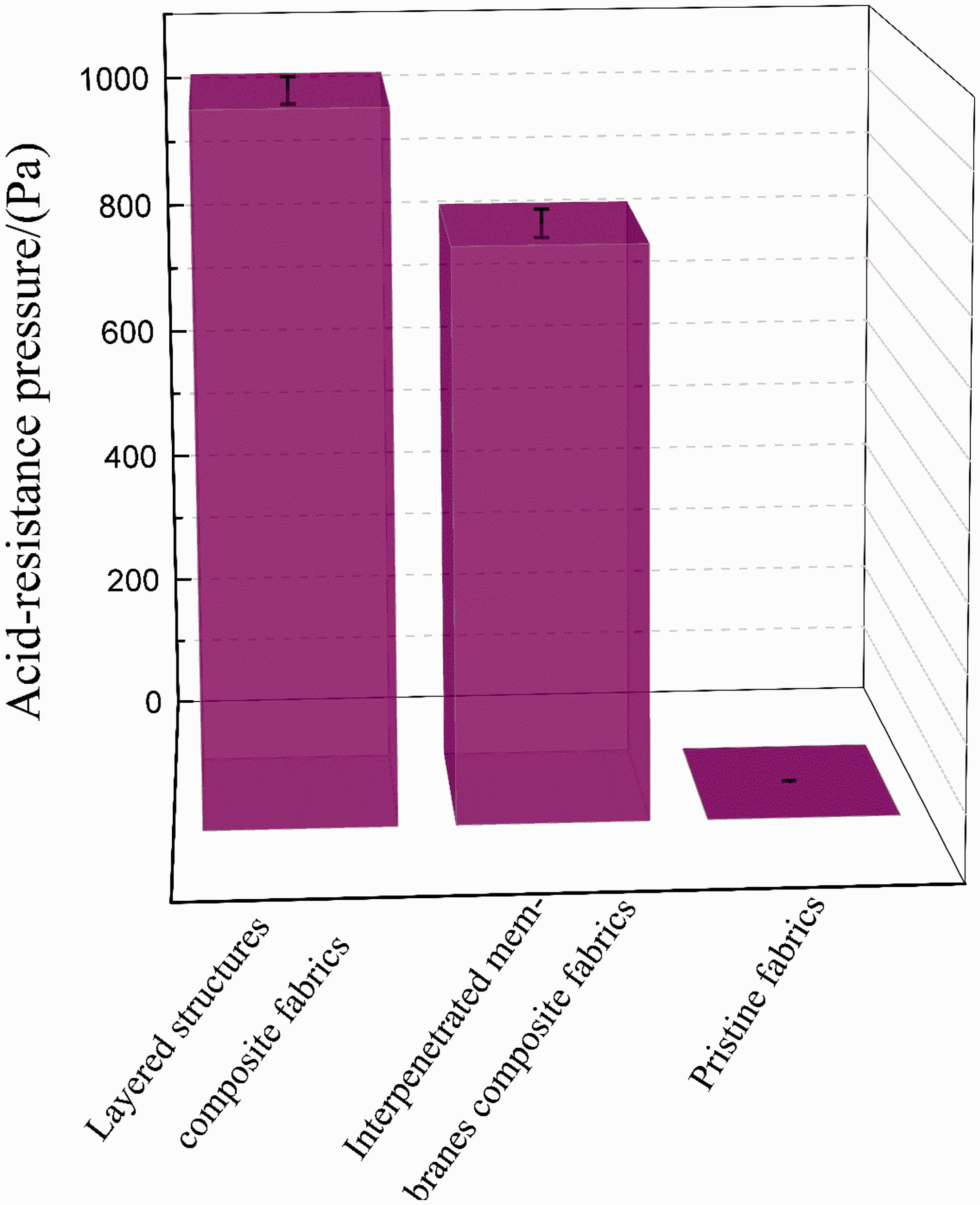

Breathability of composite fabrics with nanofibrous membranes
Breathability of two structured membrane composite fabrics had been investigated by measuring the WVT rate of two samples. As shown in Figure 8, the layered structured membrane composite fabrics had relatively lower WVT rate than the interpenetrated one, this would be due to the high porosity of interpenetrated composite fabric (as discussed in Table 1). The WVT rate of layered structured composite fabrics had reached 5746.92 g/m2·24 h, and the other composite fabrics had reached 7554.14 g/m2·24 h. Although both have decreased WVT rate compared with the pristine fabrics, the WVT rate of all sample is still higher than Gore-Tex eXtended Comfort Range ones which was 4756 g/m2·24 h [18]. The reason for decrease WVT rate of both composite fabrics was that the electrospun nanofibrous membranes have fewer straight pores than the conventional fabrics.
The water vapor transmission rate and air permeability results of different structured composite fabric samples.
Additionally, the air permeability of the layered and interpenetrated structured membrane composite fabrics is presented in Figure 8. As shown in Figure 8, the air permeability of layered structured composite fabrics was 37.06 mm/s which was lower than the interpenetrated ones with 46.33 mm/s. Consequently, the air permeability of composite fabrics was similar to the results of WVT.
Mechanical properties of composite fabrics with nanofibrous membranes
Mechanical properties of the composite fabrics such as tensile strength, bursting strength and each elongation at break (%) give an idea of the toughness characteristics of the composite fabrics. The results are shown in Figure 9. The tensile and bursting strength of layered one was 1256 N and 768 N. The tensile and bursting strength of interpenetrated one reached 1315 N and 795 N, respectively, while the tensile and bursting strength of pristine fabric reached 1196 N and 676 N, respectively. Both layered and interpenetrated structure composite fabrics show the enhanced mechanical properties, it could be attributed to the great mechanical properties of FPU/PU membranes. Besides, pitch fibers crossed in the interpenetrated membrane. Benefitted from that distribution, the relative slip of FPU/PU fibers was restricted, the interpenetration composite fabric has shown higher mechanical properties than the layered ones. Moreover, all the composite fabrics exhibited enhanced tensile strength and tensile elongation at breaks (%); therefore, implying enhanced mechanical properties of relevant composite fabrics towards commercial application.
The mechanical properties and elongation at breaks of composite fabrics with different structured composite fabric samples.
Conclusions
The novel acidproof–breathable composite fabrics with different forms of layered structure and interpenetrated structure were successfully prepared via depositing the electrospun FPU/PU and pitch nanofibers onto substrate fabrics directly. Regarding acidproof property, benefit from the perfluoropolyether segment migrate to the surface of FPU/PU nanofibers, surface energy of membranes had decreased which contribute to liquid repellency. Besides, the special structure of pitch nanofibers and double-layered structure membranes proved that the double-protective effect plays a key role in acid-resistance permeated. Both structure membrane composite fabrics showed great WVT and air permeability due to their high porosity. Besides, the overlaid of membranes is in favor of enhancing their mechanical properties. This work provided an innovative strategy for further design and development of acidproof and breathable composite fabrics to acid-resistant protective clothing applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by The Innovation Research Program for Xinjiang Graduate Students (No. XJGRI2015033), development and application innovation team of Xinjiang special textile materials, the construction and analyses of the comprehensive evaluation system for wearability acidproof and breathable nanofibers composite fabrics (No. XJEDU2018Y006).