
Abstract
The influence of adding different types of multi-walled carbon nanotubes on mechanical (tensile strength and impact strength), thermo-mechanical (storage modulus, loss modulus and damping factor) and thermal properties (thermogravimetric and differential scanning calorimetry analysis) of fabric-reinforced polyester-based composite structures are analyzed in this study. Jute, E-glass and carbon fabrics are preferred as the reinforcement materials. Four-plied fabric-reinforced composites are fabricated using vacuum-assisted resin transfer molding technique. Results indicate that adding different types of multi-walled carbon nanotubes have increasing effect on mechanical and thermo-mechanical properties of composite structures; however, they have barely effect on thermal properties. Pristine multi-walled carbon nanotube-added specimens show higher mechanical and thermo-mechanical properties compared to functionalized multi-walled carbon nanotube-added samples.
Introduction
Polymer matrix composites are mostly reinforced with textile structures. The utilization of textile materials in composite structures is increasing day by day, thanks to their relative low costs and high performances [1–4]. The first example of fiber-reinforced composite was created after Second World War by embedding glass fibers in polymeric resin for petrochemical industry [5].
In composite structures, textile materials are used in different forms such as unidirectional continuous fibers, bidirectional continuous fibers, multidirectional continuous fibers, unidirectional discontinuous fibers and random discontinuous fibers [6,7]. Fabric-reinforced composites have superior properties than the fiber-reinforced composites due to their orderly alignment, high load-bearing capacity and good entirety concept [8].
The properties of the composite material such as strength and stiffness are mostly associated with the reinforcement material, while corrosion, temperature and chemical resistance of composite materials are directly related to the properties of the polymer matrix material. However, most of the mechanical properties of the composites are provided by both the reinforcement and the matrix material [9].
Due to the fact that interfacial strength is the primary factor that influences the mechanical properties, the properties of composites are mostly enhanced by interfacial treatments [10]. Incorporation of filler materials and fiber surface treatments are the foremost interfacial treatment methods [11].
Nano-fillers are privileged filler materials that are used to develop the properties of composite structures. They have very high specific surface areas (more than 1000 m2/g) and aspect ratios compared to micro-scaled fillers [12]. Nanoclays, nanofibers and nanotubes are the forms of nano-fillers that are used in composite industry [13]. Carbon nanotubes (CNTs) are upcoming nanoparticles used in composite industry to enhance their properties [14–19]. They belong to a specific material group that shows an excellent combination of mechanical, electrical and thermal properties that no other material group has showed until now [14,20]. They have two times higher thermal conductivity than diamond, and 1000 times higher electric current-carrying capacity than copper. Their strength is 10 to 100 times greater than steel, their thermal stability is up to 2800℃ and they have elastic modulus more than 1 TPa [21]. The major properties that are improved by addition of very few amounts of CNTs to composite structures are electrical conductivity, thermo-mechanical properties, tensile strength, stiffness, fracture toughness, elastic modulus and impact strength [11,12,17,19,22–24].
Zhu et al. [19] were the first who integrated single-wall carbon nanotubes (SWCNT) to glass fiber-reinforced vinyl ester composites and analyzed its effect on the interlaminar shear strength on the composite. Glass fabrics were coated with SWCNTs, and vacuum assisted resin transfer molding (VARTM) process was used to manufacture composite structures. It was concluded that 45% increase of shear strength was procured by coating midplane ply of composite with 0.015 wt.% SWCNT. Zhao et al. [25] added CNTs to carbon fiber-reinforced epoxy composites by two methods (mixing directly with matrix and attaching on the fiber) to compare the effects of two different methods. VARTM method was used. It was observed that matrix-treated samples have 10.41%, 10.22% and 15.14% higher tensile strength, flexural strength and flexural moduli compared to carbon fiber-reinforced epoxy sample, while the fabric-treated samples have 24.42%, 18.43% and 27.01% higher tensile strength, flexural strength and flexural moduli compared to carbon fiber-reinforced epoxy sample, respectively. Besides, fabric-treated samples reached slightly higher Tg values than matrix-treated samples. Zhang et al. [26] designed and fabricated glass fabric-reinforced epoxy-based composite structures for sport equipment. They added multi-walled carbon nanotubes (MWCNTs) (0.4 wt.%, 0.75 wt.% and 1.1 wt.%) to the resin and examined their effects on the mechanical properties. 0.75 wt.% MWCNT-added sample had higher tensile fracture work with fewer damages, whereas 0.4 wt.% MWCNT-added sample had the highest flexural strength. Shokrieh et al. [23] added different amounts of MWCNTs (0.05, 0.1 and 0.5 wt.%) to unsaturated polyester resin to investigate their effects on mechanical properties. It was noticed from the results that better mechanical properties were achieved with 0.05 wt.% MWCNT-added sample. The tensile and flexural strengths of 0.05 wt.% MWCNT-added sample increased 6% and 20%, respectively. Besides, scanning electron microscope (SEM) images indicated that when the amount of MWCNT increases to 0.05 wt.%, a large amount of agglomeration was procured. Shen et al. [18] incorporated CNTs (up to 4 wt.%) into glass fabric-reinforced polyamide 6 composite and investigated its influence on mechanical and thermal properties. Hot press technique was used. It was understood that incorporation of CNTs up to 2 wt.% has a positive effect on the thermal stability, thermal conductivity and mechanical features of the sample. The flexural stress was improved up to 17%, 32% and 36% by incorporation of 0.5 wt.%, 1 wt.% and 2 wt.% CNTs, respectively. In another study, Seyhan et al. [17] added CNTs to the polyester resin to examine their influence on the viscosity and the tensile strength of the composite material. They utilized four different CNTs (MWCNT, MWCNT-NH2, DWCNT, DWCNT-NH2) with three different amounts (0.1 wt.%, 0.3 wt.% and 0.5 wt.%). It was seen that NH2 functionalized CNT-added samples displayed higher tensile strength than the others. In addition, the highest tensile strengths were achieved with 0.5 wt.% CNT-added samples. Qiu et al. [27] integrated MWCNTs to the epoxy resin to enhance the mechanical properties of glass fabric-reinforced epoxy composites. Pristine and strong acid functionalized MWCNTs were used. VARTM technique was utilized as the composite production method. The tensile strength, Young’s modulus, shear strength and short beam modulus of composite samples improved by 14%, 20%, 5% and 8%, respectively, with 1 wt.% loading of functionalized MWCNTs. In another study, Fan et al. [28] analyzed the interlaminar shear strength of glass fiber-reinforced MWCNT-treated epoxy composites. Three different amounts of MWCNTs (0.5 wt.%, 1 wt.% and 2 wt.%) were added to epoxy resin by high-speed mechanical stirring, ultrasonic agitation and acid oxidation methods. They used traditional VARTM technique for production of samples that include 0.5 wt.% MWCNT and a novel injection and double vacuum-assisted resin transfer molding method for manufacturing of other samples, as the insufficient permeability across the fiber layers causes VARTM method to break down with concentrations more than 0.5 wt.%. It was concluded that interlaminar shear strength (ILLS) increased by 9.7%, 20.5% and 33.1% with addition of 0.5, 1 and 2 wt.% of MWCNT to the composite samples, respectively. Bekyarova et al. [29] deposited MWCNTs and SWCNTs to the surface of carbon fabric by electrophoresis method to fabricate composite structures with enhanced interlaminar shear strengths. VARTM method was preferred to produce epoxy-based composites. Results demonstrated that CNT integrated samples reached 30% higher interlaminar shear strengths than untreated sample.
After the examination of the preliminary studies on MWCNT-reinforced textile-based composites, it is seen that there are not many studies utilizing polyester resin as the matrix material. It is also noteworthy that in general, pristine MWCNTs are used instead of functionalized MWCNTs and when it comes to composites with functional group-treated MWCNTs, the studies using MWCNT-OH and MWCNT-COOH are rarely found. In this study, three types of MWCNTs are added to the fabric-reinforced polyester-based composites to investigate their effects on mechanical, thermo-mechanical and thermal properties of textile-reinforced composites.
Experimental study
Materials
Fabric parameters.

Three different types of MWCNTs (MWCNT, MWCNT-OH and MWCNT-COOH) supplied by US Research Nanomaterials are added to the matrix material. They have purity of 95%, their wall length is 10–30 µm and the average outside diameter is less than 7 nm.
Methods
Resin preparation and composite manufacturing
It is stated in the literature that agglomeration of CNTs increases with ascending amount of CNT [23]. In this study, 0.5 g of MWCNT is added to 1 kg of polyester resin (0.05%). A very few amount of CNT is added to the resin to investigate the effect of such few amounts of CNTs on mechanical properties of composite materials and also to minimize the agglomeration. Ultrasonic mixer is used to mix polyester resin with CNTs.
Vacuum-assisted resin transfer molding technique is used for the preparation of composite samples. Before starting the process, a releasing agent is applied to the surface. Then fabric plies are placed and then peel ply and perforated film are laid on the fabric layers. Finally, the vacuum sealant tape is pasted around the sample and a vacuum bag is attached on it. A small hole is also opened on the vacuum bag to enable the manifold tube to pass through it. Then, the vacuum pump is opened to suck the resin (Figure 1(a)).
(a) VARTM system and (b) JJJJ sample in CNC milling machine.
Using these materials and methods, 12 composite specimens (40 × 50 cm) are produced. Each sample comprises four plies of fabric reinforcement. J, G and C represent jute, E-glass and carbon fabric plies, respectively.
Mechanical analysis
Shimadzu AG-IS test machine (Figure 2(a)) is utilized to evaluate the tensile strength of the composite samples according to ASTM D638-10 standard. A load cell of 10 kN at cross-head speed of 6 mm/min is used. Impact testing is performed by Devotrans Charpy Impact Test Machine (Figure 2(b)) according to BS EN ISO 179:1997 (ISO 179/1 eA) standard. Before testing, a notch is opened at the middle of each sample by a notching apparatus.
(a) Tensile strength and (b) impact strength tester.
For the mechanical analysis, samples are cut from both warp and weft directions of the composite structure by the CNC milling machine (Figure 1(b)). For each test, three warp and three weft specimens are prepared.
Thermo-mechanical and thermal analysis
Dynamic mechanical analysis, thermogravimetric analysis and differential scanning calorimetry analysis are used to analyze the thermo-mechanical and other thermal properties of polyester matrix and composite structures. RMI DX04T dynamic mechanical analyzer with a three-point bending configuration is used for the dynamic mechanical analysis of composite samples. Samples measuring 10 mm × 50 mm are cut from warp and weft directions of composite plates. Tests are performed at a frequency of 1 Hz, while temperature program runs from 30℃ to 150℃ under a controlled sinusoidal strain, at a heating rate of 3℃/min. Mettler Toledo TGA/SDTA851e analyzer is used to conduct the thermogravimetric analysis. Samples that have weight between 6 and 7 mg are cut and put into aluminum oxide crucibles. Samples are heated from 25℃ to 600℃ with a heating rate of 5℃/min in a nitrogen atmosphere. DSC-6 Perkin–Elmer differential scanning calorimeter is used for differential scanning calorimetry analysis. Samples weighing between 8 and 10 mg are cut from composite panels and put into aluminum crucible with a tweezer and a lid is put on it. Samples are heated from 25℃ to 400℃ at a heating rate of 10℃/min, with a pause of 1 min at 25℃. They are then cooled to 25℃ at a rate of 10℃/min.
Physical analysis (void fraction)
Void fraction is calculated from the theoretical and experimental densities of the composite through equation (1), according to ASTM D2734-94 standard

Equation (2) is used to calculate the theoretical density of the composites

Morphological analysis
The interfacial surface morphologies of composite samples are observed using an SEM TS5130 Vega-Tescan at 20 kV acceleration voltage.
Results and discussion
Mechanical analysis
Tensile strength
The tensile strength results of fabric-reinforced composite samples that are taken from both warp and weft directions of samples are given in Figure 3. The tensile strength values of jute fabric-reinforced composite specimens are between 30 and 60 MPa, while the tensile strength of E-glass fabric-reinforced samples and carbon fabric-reinforced specimens are between 200 and 300 MPa and 300 and 450 MPa, respectively. Carbon, E-glass and jute fibre have tensile strengths of 3.5–5 GPa, 1.8–2.7 GPa and 0.45–0.55 GPa, respectively [30]. The differences between these values also support the tensile strength results of composite samples and reveals the fact that the type of reinforcement material has a huge effect of the tensile strength of the composite material. It is obvious that samples that are taken from warp direction show higher tensile strength than the weft direction samples.
Tensile strength results of one type of fabric-reinforced composite samples.
After the examination of the effects of MWCNTs on the tensile strength of samples, it is found out that all types of MWCNTs have increasing effect on samples. Owing to the low surface density and short length of CNTs, polymer molecules easily percolate into the gaps between CNTs and this brings on a strong interface between matrix and reinforcement material [31]. And this strong bonding strength at the interface allows materials to achieve higher tensile strength. Besides, it is seen that the highest tensile strength values are found in pristine MWCNT-treated specimens in all three fabric-reinforced composites. When the literature about effects of MWCNTs on tensile strength is examined, it is seen that the strength increased between 5% and 25% [17,23,25,27], while an increment of 3% to 61% is achieved in this study.
Impact strength
Figure 4 shows the impact strength results of fabric-reinforced composite samples. Jute fabric-reinforced samples have impact strengths between 20 and 30 kJ/m2, whereas E-glass and carbon fabric-reinforced samples have impact strengths between 190 and 290 kJ/m2 and 120 and 145 kJ/m2, respectively.
Impact strength results of one type of fabric-reinforced composite samples.
It is seen that MWCNTs have increasing effect on impact strengths of samples. It is stated in the literature that addition of MWCNTs to unsaturated polyester resin improves its coefficient of friction value [32]. It can be said that the increase in the coefficient of friction value of the resin may be the reason of increment of the impact strength of the MWCNT-added composite structures.
Results show that the addition of MWCNT-OH and MWCNT-COOH to the composite structures affects the impact characteristics of the samples barely; however, the addition of pristine MWCNT has slightly higher influence on the impact strength results of jute, E-glass and carbon fabric-reinforced composites.
It is noted that pristine MWCNT shows better results than the other MWCNTs in both mechanical (tensile and impact) tests. Jute fiber has an anionic structure due to free hydroxyl groups in its amorphous region of cellulose, lignin and hemicellulose regions [33]. Since anionic materials cannot easily bond together and MWCNT-OH and MWCNT-COOH have anionic natures, we achieve lower mechanical strength with aforementioned MWCNTs-added samples. For the case of the E-glass, it also contains hydroxyl groups and it is stated in the literature that acids and alkalis causes brittleness in E-glass fibers [34–36]. This fact could be the reason of achieving much better mechanical properties with pristine MWCNT.
Warp direction samples show higher mechanical properties than the weft direction samples. This is an expected result owing to the inherent characteristics of the biaxial woven fabric structures. Moreover, either thicker yarns or higher yarn densities used at the warp directions create higher mechanical strength values in this direction.
Thermo-mechanical and other thermal analysis
Dynamic mechanical analysis
Storage modulus: Storage modulus demonstrates the elastic behavior of a material and is proportional to the energy stored in one cycle [37]. Figure 5 shows the variation of storage moduli of fabric-reinforced composite samples (warp and weft directions) as a function of the temperature. It can be seen that due to the transition from glassy region to the rubbery region, the storage moduli of samples decreased with increase in temperature. Materials are extremely immobile, highly packed and have strong intermolecular forces in glassy region, whereas after glassy region they become mobile and loosely packed which results in decrease in storage modulus [38].
The variation of storage moduli of one type of fabric-reinforced samples.
After the examination of the storage moduli differences of warp direction samples at starting temperature (25℃), it is seen that carbon fabric-reinforced sample has a storage modulus of 30 GPa, whereas E-glass and jute fabric-reinforced samples have storage moduli of approximately 10 GPa and 3 GPa, respectively. This is also related to the tensile strengths of carbon, E-glass and jute fibers [30]. Moreover, the storage moduli of carbon-reinforced (6 GPa) and E-glass-reinforced (2.2 GPa) samples become stable at about 80℃; however, jute-reinforced (0.4 GPa) sample become stable at about 40℃. The fact that E-glass and carbon fibers are very resistant to heat compared to jute fiber has caused this situation. Similarly, at weft direction, carbon fabric-reinforced sample reach the highest storage modulus value (24 GPa at 25℃). It is observed that storage moduli of carbon, E-glass and jute fabric-reinforced samples become stable at about 6 GPa, 1 GPa and 0.2 GPa with ascending temperature, respectively. Lastly, the storage moduli of samples that are taken from warp direction are higher than those of weft direction.
Storage modulus values of polyester and one type of fabric-reinforced composites at 25℃ and 100℃.
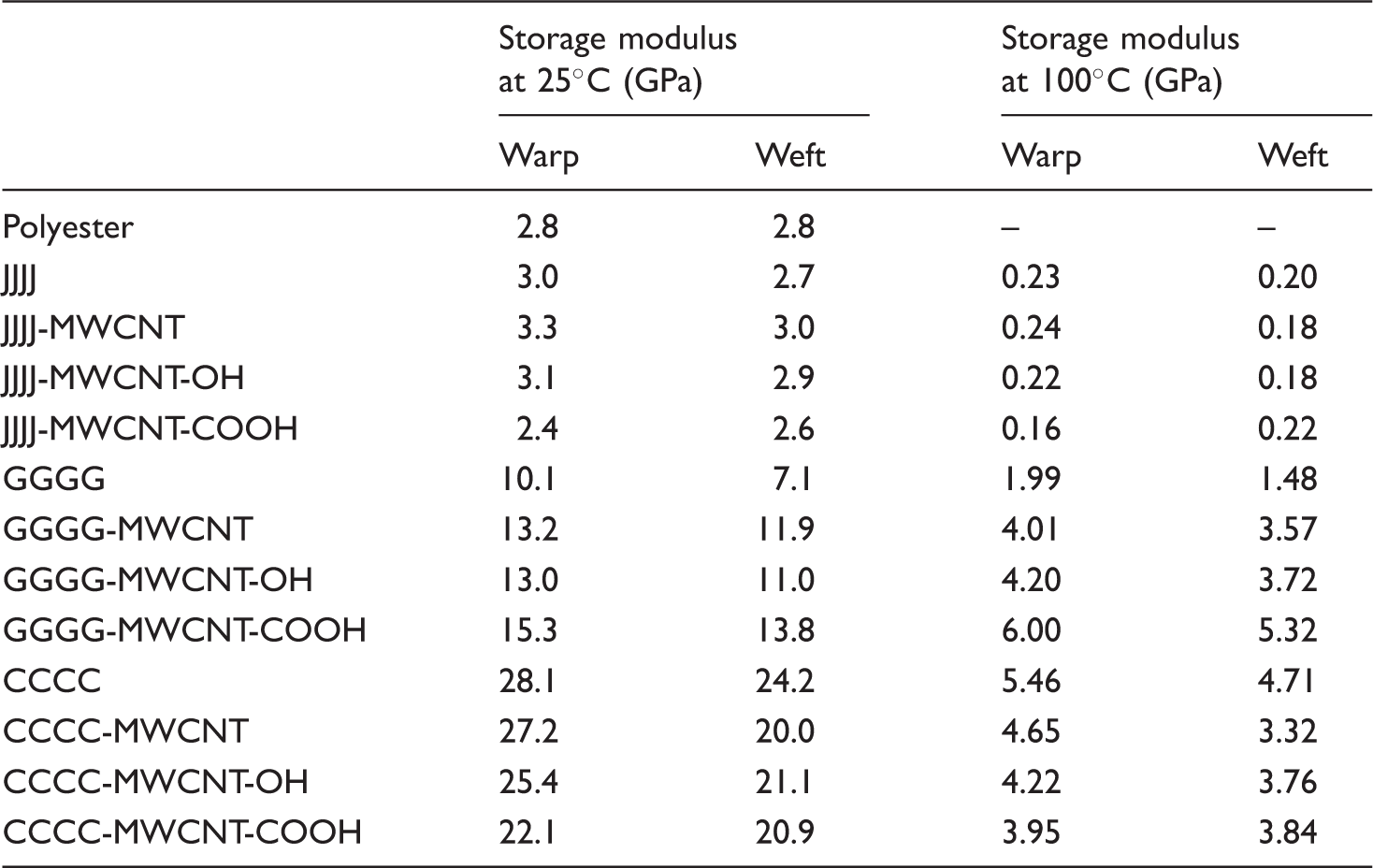
The storage modulus analysis of jute fabric-reinforced samples shows that these samples have slightly higher storage modulus values than the polyester resin except JJJJ-MWCNT-COOH sample. It is understood that the nano-filled composites (except MWCNT-COOH-reinforced sample) reach higher storage modulus than the jute fabric-reinforced composite without nano-filler, and the highest value at the initial temperature is obtained with the pristine MWCNT-added sample. Furthermore, likewise, it is seen that the moduli of the samples taken from the warp direction are higher than those taken from the weft direction due to the thicker yarns or higher yarn densities used at the warp directions. The highest storage modulus value at 100℃ is also obtained with pristine MWCNT-added sample (JJJJ-MWCNT). The highest values obtained with pristine MWCNT at both temperatures can be due to the non-compatibility of anionic jute fiber with MWCNTs with anionic functional groups. Moreover, it is known that the excellent load-bearing capabilities of nanotubes are related to their high aspect ratio [39,40]. However, the functionalization of CNTs reduces their aspect ratio [41]. This can be also illustrated as the reason for obtaining a lower storage modulus with functionalized MWCNTs.
In E-glass fabric-reinforced specimens, storage moduli at both temperature values increase with addition of all three types of MWCNTs and also as distinct from jute fabric-reinforced composites, the highest values are obtained with MWCNT-COOH-added composite structures.
Surprisingly, MWCNT supplements decrease the storage modulus of the carbon fabric-reinforced samples. Among nano-filler-added samples (CCCC-MWCNT, CCCC-MWCNT-OH and CCCC-MWCNT-COOH), the highest storage modulus is achieved with the pristine MWCNT-added specimen. Moreover, samples taken from the warp direction reach higher modulus values than the weft direction samples.
Loss modulus: Loss modulus is related to the viscous behavior of a material and is proportional to the energy dissipated during a deformation period. The peak value of the loss modulus curve represents the glass transition temperature [38].
The variations of the loss modulus of composite samples (warp and weft direction) as a function of temperature is shown in Figure 6. The results demonstrate that there is a big difference between the loss moduli of the three types of fabric-reinforced composite samples. Carbon fabric-reinforced samples have the highest loss modulus, followed by E-glass fabric-reinforced composites and jute fabric-reinforced composites, respectively. As it is mentioned before, the peak value of the loss modulus curve indicates the Tg value of the material. It is noteworthy that the curves of the E-glass-reinforced composite samples do not have a peak; however, the other two samples have peak points in the loss modulus curves. Moreover, samples taken from warp direction reach higher values than the weft direction samples.
Loss modulus curves of one type of fabric-reinforced composite samples.
Since the Tg can also be obtained from the tan delta curves, the Tg values obtained from the loss modulus curves are given in the same table to compare both transition temperatures.
Peak values of loss modulus curves of polyester and one type of fabric-reinforced composite samples.

Damping factor (tan delta): The damping factor (tan δ) gives information about the correlation of the viscous and elastic components of a viscoelastic material [42]. It is the ratio of loss modulus to storage modulus [35]. Tg value can also be obtained from the peak point of a tan delta curve but it is stated in the literature that Tg value obtained from loss modulus curve is more accurate than Tg value obtained from tan delta curve. In the literature, it is reported that if the matrix and reinforcement material have high bonding strength, the mobility of molecular chains decreases and this causes reduction in damping factor [43].
The variation of the tan delta curves of composites as a function of temperature is shown in Figure 7. After the examination of the samples taken from both directions, it is found out that the jute fabric-reinforced composites have the highest tan delta values (0.35), whereas the tan delta values of the E-glass and carbon fabric-reinforced samples (0.28–0.29) are so close to each other. This situation can be explained by the fact that adhesion of natural fibers to matrices is insufficient compared to traditional fibers [44,45].
Tan delta curves of one type of fabric-reinforced composites.
Peak values of tan delta curves, Tg values from loss modulus and tan delta curves of one type of fabric-reinforced composites.
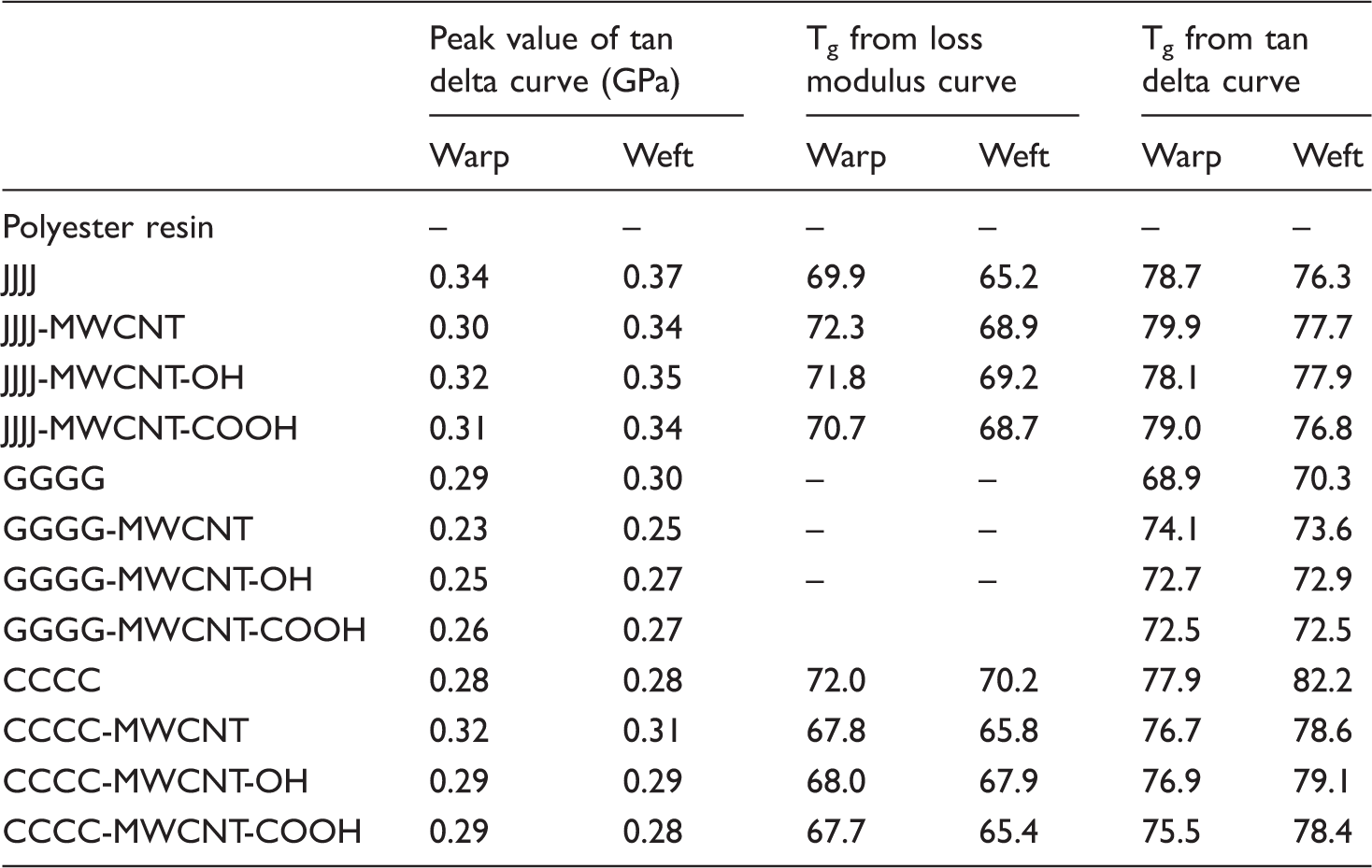
The Tg values obtained from the loss modulus curves and tan delta curves are given in Table 4. The DMA measurements are carried out in two directions (warp and weft directions), the Tg values are given in the table as well, even though the glass transition temperature of the materials is not influenced by the orientation of the reinforcement material. The Tg values of the jute fabric-reinforced samples obtained from the loss modulus curves are around 65–70℃, while the ones that obtained from the tan delta curves are between 76℃ and 80℃. The Tg values of E-glass fabric-reinforced samples cannot be obtained from loss modulus curves since the loss modulus curves do not have peak points. The values obtained from tan delta curves varied between 69℃ and 74℃. Finally, for carbon fabric-reinforced samples, the Tg values obtained from the loss modulus curves range between 68℃ and 72℃, while the Tg values from tan delta curves range between 76℃ and 82℃. It is found out that the addition of MWCNTs do not significantly change the Tg value of the materials.
Thermogravimetric analysis
The percentage of weight loss and onset temperatures of polyester resin and fabric-reinforced composites.

The onset temperatures of neat polyester resin and pure E-glass fabric-reinforced composites are approximately at same level due to the high temperature resistance of E-glass fiber. Addition of MWCNTs to E-glass fabric-reinforced composites results in ascending onset temperatures. It is observed that highest onset temperature (334℃) is achieved with MWCNT-COOH-added sample. When weight loss percentages of samples are taken into consideration, it is unexpectedly found out that addition of MWCNTs increased the amount of weight loss of E-glass fabric-reinforced composite. The onset temperature of polyester resin increased from 305℃ to 320℃ after reinforcing with carbon fabric. Also, it is obtained from the results that MWCNT-COOH-added sample has the highest onset temperature (330℃) among carbon fabric-reinforced samples. When weight loss percentages of samples are considered, it is seen that the addition of MWCNTs increased the amount of weight loss of carbon fabric-reinforced composite, like the E-glass fabric-reinforced composites.
The abovementioned results show that the addition of MWCNTs increases the degradation temperatures of all the samples. It is stated in the literature that nanotubes have barrier labyrinth effect which slows down the diffusion of degradation from the bulk of the polymer to the gas phase [46]. The increased degradation temperature that is obtained in this study can be related to this barrier effect.
Differential scanning calorimetry analysis
Figure 8 shows the DSC curves of polyester resin and fabric-reinforced composite samples. From DSC graph of polyester resin, it is observed that an exothermic reaction starts at about 260℃ which is the degradation temperature of polyester resin. Moreover, an endothermic reaction is observed at about 390℃, which can be a sign of a change in the degradation process. Also, it is observed that these exothermic and endothermic reactions are compatible with the DSC analysis of unsaturated polyester resin in the literature [47].
DSC curves of (a) polyester resin and (b, c, d) one type of fabric-reinforced composite samples.
The DSC curves of four-plied jute fabric-reinforced composites (Figure 8(b)) show endothermic peaks centered at around 52℃. These peaks are characterized by the removal of adsorbed moisture from the jute fabric. Jute (62.6% cellulose, 23.2% hemi-cellulose, 15.86% lignin) is majorly made up of cellulose. Therefore, its affinity to moisture is high since cellulose is hydrophilic in nature [48]. At all samples, an exothermic reaction starts at around 260℃ which is the degradation temperature of the polyester resin. Moreover, it is seen that at around 350℃, the exothermic reactions have peaks. As it is mentioned before, jute contains 62.6% cellulose and cellulose starts to degradate at around 315℃. It is thought that these peaks show the degradation of cellulose.
Figure 8(c) and (d) demonstrates the DSC graphs of E-glass and carbon fabric-reinforced samples. It is seen from graphs that the exothermic reaction starts at about 260℃. As it is known, E-glass and carbon are so durable to heat and it can be said that exothermic reaction which starts at around 260℃ indicates the degradation of only polyester resin. It has been understood that the addition of different types of MWCNTs does not have significant effects on the phase changes of the composite materials.
Physical analysis (void fraction)
Experimental densities, theoretical densities and void fractions of one type of fabric-reinforced samples.

The examination of the effects of different types of MWCNTs on the void content of samples shows that at all fabric types, pristine MWCNT-treated samples have the lowest void content.
Morphological analysis
The morphological analysis of the composite samples is carried out using SEM images. In this section, SEM images of composite materials are examined by taking into consideration of the mechanical properties of the composite materials and the void ratios they possess.
Figure 9 demontrates the SEM images of JJJJ and JJJJ-MWCNT and JJJJ-MWCNT-COOH samples. In the samples JJJJ and JJJJ-MWCNT-COOH, the weak bonding areas of the matrix and reinforcement materials (voids) are seen; however, the composite sample of JJJJ-MWCNT is more tightly packed (almost no void area). The obtained void ratio values of these samples also support the results. The void ratios of the JJJJ and JJJJ-MWCNT-COOH samples are 2.4% and 2.6%, respectively, whereas the void ratio of the JJJJ-MWCNT sample is 0.8%.
SEM images of (a) JJJJ, (b) JJJJ-MWCNT and (c) JJJJ-MWCNT-COOH samples.
The SEM images of GGGG, GGGG-MWCNT, GGGG-MWCNT-OH and GGGG-MWCNT-COOH samples are given in Figure 10. The void ratio measurement results show that the GGGG sample has the highest void ratio (7.86%); however, the GGGG-MWCNT sample (2.81%) has the lowest. After the examination of the SEM images, it is seen that in GGGG sample, the matrix and reinforcement materials are bonded weakly and the amount of voids are higher than the other samples. This is also reflected in the mechanical properties of the materials. The GGGG-MWCNT specimen shows the highest tensile (294.16 MPa–222.84 MPa) and impact strengths (284.12 kJ/m2–209.55 kJ/m2) in warp and weft directions; however, the GGGG specimen shows the lowest tensile (262.46 MPa–199.08 MPa) and impact strength (262.11 kJ/m2–190.42 kJ/m2).
SEM images of (a) GGGG, (b) GGGG-MWCNT, (c) GGGG-MWCNT-OH and (d) GGGG-MWCNT-COOH samples.
It is stated that the addition of different MWCNTs to the composite material reduced the void ratio in almost all the samples. In some samples, however, the addition of MWCNTs negatively affects the void ratio of the composite structures. CCCC-MWCNT-COOH is an example of this situation. The void ratio of the CCCC sample is 7.94%, after the addition of MWCNT-COOH, this value increases to 9.25%. The SEM image of the CCCC-MWCNT-COOH sample is given in Figure 11, along with the SEM image of the CCCC sample. Although there is not a big difference between these two images, the matrix and the resin look more tightly packed in the CCCC sample.
SEM images of (a) CCCC and (b) CCCC-MWCNT-COOH samples.
Conclusion
In this study, the mechanical, thermo-mechanical and thermal properties of textile-reinforced polyester-based composites are investigated. Three types of nano-filler materials (MWCNT, MWCNT-OH and MWCNT-COOH) are added to the structures to improve the properties of the composite materials.
Results show that:
Nano-filler materials improve the mechanical properties of the composite structures, but it has been found out that pristine MWCNT shows better results than functionalized MWCNTs due to the incompatibility of anionic materials. Besides improving the mechanical properties, MWCNTs also decrease the void ratio in the fabric-reinforced composite materials by providing highly packed structures. Nano-filler materials decrease the storage moduli and increase the loss moduli of composite materials. And so, the damping value (tan delta), which is the ratio of the loss modulus to the storage modulus, decreases. Low tan delta value, which is an indicator of the high adhesion of the matrix and reinforcing material in the composite structures, shows that MWCNT addition strengthens the bonds in the composite structures. The results of TGA show that the addition of nano-filler materials increase the degradation temperature of the composite structure to some extent by improving the bonding strength, whereas DSC analysis results show that the addition of MWCNTs does not lead to a change in the degradation temperature of the material.
It is considered that composite specimens developed within the scope of this thesis can be used in the automotive sector. Since the jute fabric-reinforced specimens have lower mechanical properties than the others, it is thought that these composite structures can be used in automobile interior door panels, floor panels and glove compartments, while E-glass and carbon fabric-reinforced composites are considered to be suitable for use in automobile exterior panels, drive shafts and leaf springs.
Footnotes
Acknowledgements
The authors are thankful to TUBITAK (The Scientific and Technological Research Council of Turkey) for 2211 PhD Scholarship Program and 2214 A International Doctoral Research Fellowship Program.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Istanbul Technical University Scientific Research Projects Fund (grant number 40030).