
Abstract
In this article, the harness cords were manufactured by braiding, coating and heat setting at the temperatures of 130 and 195℃, respectively. The film formers used in coating process were poly(butyl acrylate), copolymer size and partial alcoholysis polyvinyl alcohol. The pure film formers' spectra were obtained using in-situ infrared test method on a spectrometer. The scanning electron microscope, bending tester and wearing test device were used to measure the morphology, bending rigidity and wearability of harness cords, respectively. The results showed that the temperature of heat setting changed the molecular structure of coatings, and different influences of temperature on the bending rigidity and wearability of coated harness cords were observed. When the heat setting temperature rose from 130 to 195℃, the bending rigidity of poly(butyl acrylate)-coated harness cord almost kept constant. However, the bending rigidity of copolymer size and polyvinyl alcohol-coated harness cords increased by 33.1% and decreased by 47.4%, respectively. The poly(butyl acrylate) coating presented the best adhesivity to hydrophobic polyester harness cord, and the coated harness cord showed the best uniformity and flexibility as well as higher wearability. After heat setting at 195℃, the wearability of harness cords coated with poly(butyl acrylate), copolymer size and polyvinyl alcohol was increased by 380, 120 and 585%, respectively, when compared with the uncoated one.
Introduction
Harness cord is widely used in the industries of trademark, carpet, home textile and towel. It is also the most important lifting part in the jacquard loom when forming a shed, which sustains the up-and-down movement hundreds of thousands of times every day. The appearance and properties of harness cord will be affected by the friction action imposed by the comber board when the loom is in operation at high speed. The breakage of harness cord resulting from wearing and bending fatigue also reduces the production efficiency. Therefore, the wearability of harness cord is of great importance. Flexibility is also significant because it determines the bending fatigue performance of harness cord. Besides, harness cord must possess the dimensional stability, antistatic property, durable surface properties, etc. [1,2].
The wearability of harness cord is mainly affected by properties of fibers, structure, surface coating, lubricant and interfacial property [3,4]. The traditional cotton and ramie harness cords are inferior in wearability and are susceptible to environments; thus, they need to be lubricated, waxed or sized [5–7]. The vinylon harness cord is sensitive to environmental humidity due to its high moisture regain. Its wearability can be improved by coating with partial alcoholysis polyvinyl alcohol (PVA) because of the hydroxyl-rich surface, high cohesion and same molecular structure [8,9]. Aramid harness cord coated with Teflon emulsion has excellent wearability and heat resistance. However, owing to the poor fatigue resistance, aramid harness cord cannot sustain long-term cyclic stress [10]. At present, polyester (PET) has become the first option for enterprises manufacturing harness cord, which can be ascribed to its excellent strength, wearability, heat resistance, fatigue resistance and extremely low moisture regain [1,11,12]. Likewise, PET harness cord also requires the coating protection for enhancing its wearability [13,14]. Since PET is a kind of hydrophobic fiber comprising ester groups, the macromolecule of the film formers must also contain non-polar ester groups, which can form firm interface between the coating and fibers [15]. The commonly used film formers for PET fibers are PVA, polyacrylate, copolymer, water-based PET, polyacrylamide, etc. [8,16–19]. In addition, surface treatment to PET fibers, such as alkali decrement treatment, dipping treatment with resin and plasma treatment, could further improve the interfacial properties [20–22]. In practical production, the process of heat setting is necessary, which can dry the coating and provide a more consistent load distribution for the harness cord. The temperature will affect the mechanical properties of coating and harness cord as well as the interfacial bond between the coating and PET fibers.
Only limited research has been conducted on the manufacture of harness cord, and most of them were about twisted harness cord [23,24]. Compared with twisted structure, the braided harness cord is a torque balanced construction which conduces to increase the uniformity of stress distribution and the wearability [25]. However, the study on manufacture and property of braided harness cord has not yet been reported in research articles except for several patents. In this article, the influences of different coatings and heat setting temperatures on the properties of braided harness cord were investigated. Three kinds of film former, including poly(butyl acrylate) (PBA), copolymer size (CS) and PVA, were chosen for the experiments, and they show different adhesivity to hydrophobic PET fibers. The morphology, Fourier transforms infrared (FTIR) spectra, bending rigidity and wearability of coated harness cords were measured. The study presented the manufacturing process of coating the braided PET harness cord and quantitatively evaluated the properties of coated harness cord, which was of great directive significance for harness cord's design, production and application. The findings are helpful for developing a harness cord with high property.
Experimental
Materials
The PET industrial filament, 150D/48F and 600D/192F, with high tenacity and low elongation was purchased from Jiangsu Hengli Chemical Fiber Co., Ltd. (China). Table 1 shows the characteristics of their monofilaments. The tensile property was measured by using fiber tensile testing instrument model XQ-1 with 20 mm/min speed and 20 mm clamp distance. The harness cord was braided by using the two-dimensional braiding machine KBL-16-2-90 with 16 spindles in our lab, as shown in Figure 1. The 150D filament was used as the braided strands, and the 600D filament was used as the core. The characteristics of the braided harness cord are shown in Table 2. The tensile property was tested on universal electronic strength tester model WDW-20 with 100 mm/min speed and 20 cm clamp distance.
Braiding of harness cords. The characteristics of monofilaments. The characteristics of the braided harness cord.


The characteristics of film formers.

Manufacture of coated harness cords
The braided harness cord was coated with the sizes listed in Table 4. The coating process is shown in Figure 2. First, 75% alcohol and ultrasonic instrument were employed to remove spinning oil from the filament surface of the braided harness cords, followed by washing and drying. According to the formulas, the sizes were precisely formulated and uniformly mixed under stirring. Then the cleaned harness cords were immersed in the prepared sizes for 30 s and squeezed by a double-roller device developed in our lab. Last, the coated harness cords were heat set under 14 N tension and certain temperature (130 and 195℃, respectively) for 3 min. The tension was applied to ensure that the harness cord was stretched 5%, and it was maintained constant until the harness cords were cooled down. Six coated samples, as shown in Table 4, were manufactured, and each sample contains five specimens and has a length of 80 cm.
Coating process of harness cords. Size formulas for coating harness cords.

Methods
Evaluation of morphology by microscope
The surface morphology of the uncoated, coated and worn harness cords was observed by scanning electron microscope (SEM) model TM3000 (Hitachi, Japan). The SEM used back-scattered electrons to observe the images, and the accelerating voltage was 15 kV. The samples were mounted on round stainless steel holders by double-sided conductive adhesive tapes. To avoid charge-build-up problems, the samples were previously coated with a thin layer of gold by employing a sputter coater.
FTIR spectroscopy analysis
The FTIR spectra were recorded on a spectrometer model Nicolet 6700 (Thermo Fisher, USA) in the range of 500–4000 cm−1. The preparation of FTIR specimen is shown in Figure 3. First, the glass slides were dipped in the pure film formers (PVA was dissolved in deionized water) and dried at 25℃. Second, the solid films were slightly peeled from the glass slides. The thickness of films should be as thin as possible. Then the films were cut to circle with 15 mm diameter and assembled together with two steel rings for test. Finally, the film spectra were obtained using KBr pellets at 130 and 195℃, respectively. During the in-situ test, the heating rate was 10℃/min and the holding time was 3 min which was same as the heat setting time of coated harness cords.
Preparation of FTIR specimen.
Determination of bending rigidity
KES-FB-2 bending tester (Kato Tech, Japan) was employed to test the bending rigidity for evaluating the flexibility of the coated harness cords [26]. A harness cord with good flexibility presented a low value of bending rigidity. The prepared specimen and determination of bending rigidity are shown in Figure 4. The harness cord was stuck in the centre of two paper cards spacing 14 mm. To reduce the error, five different specimens of the same type of coated harness cord were measured at room temperature so as to obtain the mean bending rigidity.
Specimen and determination of bending rigidity.
Evaluation of wearability
The wearability of harness cords was measured by the wearing test device developed in our lab and quantified by the number of cycles prior to failure. Two patents [10,27] have introduced the devices to test the wearability of harness cord, which had the similar principle with our developed device. The schematic diagram of wearing test device is illustrated in Figure 5. The harness cord was fastened on the two ends of the oscillating bar which can travel regularly around its axis. The friction action occurred between the harness cord and the comber board. According to the researches [28,29] and the manufacturer of harness cord, Xuzhou Henghui Braiding Machine Co. Ltd. (China), the maximum load on harness cord is about 150 g; the friction length ranges from 45 to 120 mm; the angle between the harness cord and the comber board is higher than 60°. Based on the speed of jacquard loom and the texture of a fabric, the warp is carried by harness cord no more than 450 times/min. For improving the experimental efficiency, the tests were conducted under more severe conditions to accelerate the abrasion of the harness cord. Based on a large number of tests, the parameters of the wearing test device including the load, speed, friction length and angle were set to 1050 g, 440 r/min, 16 mm and 38°, respectively. Under the test conditions, the comber board did not show striking vibration, and the test data presented high stability and reproducibility, which ensured that the test could be effectively and steadily conducted. The temperature and the relative humidity were (20 ± 3)℃ and (65 ± 5)%, respectively. The final result was expressed with an average value and a standard deviation of three specimens.
Schematic diagram of wearability test for braided harness cord.
Results and discussion
Morphology of harness cords
The SEM images of the uncoated harness cord as well as the coated harness cords with PBA, CS and PVA are presented in Figure 6. There was no striking difference in the morphology between 130 and 195℃ heat set samples; thus, only 195℃ heat set samples were presented to compare the three-coated harness cords. It can be seen as a quite smooth surface of PET fibers in the uncoated harness cord, as shown in Figure 6(a). The white matting agent TiO2 which were used to scatter light was observed on the fibers' surface. Figure 6(b) to (d) suggests that the coated harness cords show different surface morphology.
SEM images of (a) uncoated harness cord with the magnification 1000×. (b1) and (b2) Harness cords coated with 6% PBA at 195 ℃ with the magnifications 250 × and 800×. (c1) and (c2) Harness cords coated with 6% CS at 195 ℃ with the magnifications 250 × and 800×. (d1) and (d2) Harness cords coated with 6% PVA at 195 ℃ with the magnifications 250 × and 800×.
Comparing the surfaces of coated harness cords, the PBA coating shows the best uniformity and almost all fibers were covered by the film, as shown in Figure 6(b2). The lowest Tg makes PBA form the uniform coating on the surface of harness cord. The plenty of non-polar ester groups in the macromolecules of PBA could account for the excellent adhesivity to hydrophobic PET fibers. While, the CS coating could not completely cover all the surface of fibers as shown in Figure 6(c1). A minor gap between the coating and fibers at the interlacing point of strands is observed in Figure 6(c2) as marked in the image, which was because the CS coating contained low content of ester groups. In addition, the existence of amido, which had not enough adhesivity to hydrophobic PET fibers, in CS coating could also explain the observed phenomenon. For PVA coating, a large number of cracks between film and fibers at the interlacing points of strands were observed as shown in Figure 6(d1) and (d2), respectively. This was because fewer ester groups existed in the macromolecules of PVA coating, and the formed film could not effectively adhere to PET fibers. In addition, the higher viscosity of PVA coating leads to a thicker film than that formed by PBA and CS coatings, and the larger shrinkage stress during the film formation could decrease the adhesivity of PVA coating [30].
Structural information from FTIR spectra
Figure 7 presents the FTIR spectra of the pure PBA film at the temperature of 130 and 195℃, respectively. No apparent change for all absorption peaks was observed except for a faint difference at 3346 cm−1 (–OH stretching) because of the dehydration reaction between the macromolecules. This indicated that temperature had no significant effect on the molecular structure of PBA film for a short period of time. The wavenumbers at 2961, 1732, 1449, 1379 and 1161 cm−1 indicated the existence of C–H asymmetric stretching, C=O stretching, C–H symmetrical bending, –CH3 symmetrical bending and the C–O–C asymmetric stretching, respectively [31,32].
FTIR spectra of PBA at 130 and 195℃.
For CS coating, the FTIR spectra at temperature of 130 and 195℃ are shown in Figure 8. Characteristic peaks at wavenumbers of 3435 and 3342 cm−1 were the –OH stretching and N–H stretching, respectively. The characteristic peaks at wavenumbers of 1678, 1595, 1465 and 1153 cm−1 can be attributed to the C=O stretching of acylamino, C–N stretching, C–H symmetrical bending and C–O–C asymmetric stretching, respectively [33]. When the temperature was heated to 195℃ from 130℃, the dehydration and deamination reactions between the macromolecules make the –OH peak and N–H peak shift to 3474 and 3354 cm−1, respectively, which resulted in emerging a new peak at 2165 cm−1 marked in Figure 8.
FTIR spectra of CS at 130 and 195℃.
Figure 9 illustrates the FTIR spectra of pure PVA film at 130 and 195℃, respectively. For the spectrum at 130℃, characteristic peak at 3394 cm−1 was attributed to the stretching of associating hydroxyl, which were involved in intramolecular and intermolecular hydrogen bonds. The peak at 1735 cm−1 was due to the C=O stretching for acetate groups remaining in partially hydrolyzed PVA. The characteristic peaks at 2939, 1431, 1347, 1244 and 1095 cm−1 were because of the C–H asymmetric stretching, C–H symmetrical bending, –CH3 symmetrical bending, the C–O–C asymmetric stretching and C–OH stretching, respectively [34,35]. When the temperature was 195℃, the intensities of –OH and C–OH peaks were slightly decreased, and the shift of –OH peak from 3394 to 3425 cm−1 was observed, which indicated the reduction of associating hydroxyl [36].
FTIR spectra of PVA at 130 and 195℃.
Bending rigidity
The bending rigidity of harness cords with different coatings was measured by KES-FB-2 bending tester, and the results are shown in Figure 10. Accordingly, the different coatings bring about significant differences in the flexibility of harness cords. After heat setting at 130℃, the PBA and PVA-coated harness cord presented the lowest and the highest bending rigidity, respectively. When the heat setting temperature rose to 195℃ from 130℃, the bending rigidity of PBA-coated harness cords almost kept constant with that of the uncoated one. However, the bending rigidity of CS and PVA-coated harness cords increased by 33.1% and decreased by 47.4%, respectively. This indicated that the temperature of heat setting caused a different influence on the bending rigidity of the coated harness cords.
Bending rigidity comparison of coated harness cords before and after heat setting.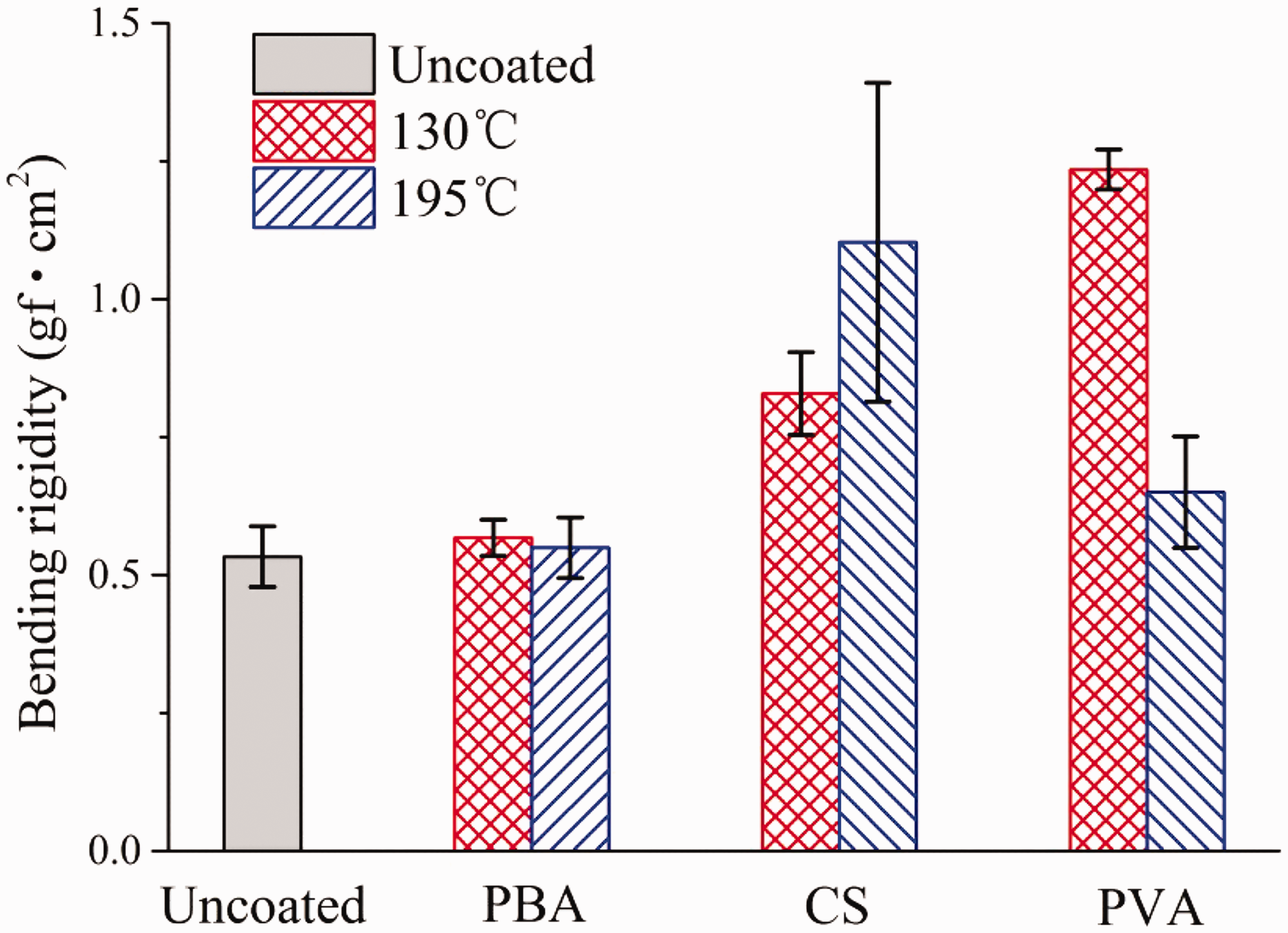
Due to the high flexibility of the PBA macromolecular chains and the low Tg (−23℃), it was capable to form a uniform and flexible coating on the surface of PET harness cords. PBA coating could deform according to the bending stress performed on the harness cord during the test. There is no significant change in the spectra of PBA in Figure 7 at both 130 and 195℃, which indicated that the temperature did not change the molecular structure of PBA. Therefore, no striking difference in the bending rigidity was observed at the two different temperatures. The flexibility of CS coating was inferior to that of PBA coating because of its higher Tg (62℃) and the hydrogen bond formed between the polar amide groups. After heat setting at 195℃, the bending rigidity was increased. This was possible due to the crosslinking between the macromolecules and formed the space molecular structure, which can be evidenced by the shift of –OH and N–H peaks and the new emerging peak in Figure 8.
PVA presented the highest Tg (85℃) and cohesion. The hydrogen bonds associated with most of the hydroxyl would restrict the movement of macromolecular chains, which resulted in the rigid coating. In addition, PVA coating was difficult to deform when the bending stress was applied. Therefore, the PVA-coated harness cord showed the highest bending rigidity. After heat setting at 195℃, the bending rigidity was reduced. The dehydration during etherification reaction in intramolecular or intermolecular hydroxyl at high temperature could account for this phenomenon. The etherification reaction lowered the association of the hydroxyl and reduced the content of hydroxyl, which made the PVA coating become flexible [37]. It could be confirmed by the change of absorption intensity of –OH peak and C–OH peak as well as the shift of –OH peak from 3394 to 3425 cm−1 in Figure 9.
Wearability
The wearability test of coated harness cords was carried out using the developed wearing test device, and the results are presented in Figure 11. It indicated that the coatings could improve the wearability of harness cords significantly. When the heat setting temperature was 130℃, the wearability of harness cords coated with PBA, CS and PVA decreased in turn. When the temperature rose to 195℃ from 130℃, the wearability of coated harness cords was enhanced with varying degrees. This suggested that the temperature of heat setting gave rise to a different influence on the wearability. Compared with the uncoated harness cord, the wearability of harness cords coated with PBA, CS and PVA heat set at 195℃ was increased by 380, 120 and 585%, respectively.
Wearability comparison of coated harness cords before and after heat setting.
During the wearing test, the surface coating prevented the fibers from the immediate damage of the comber board effectively. Consequently, the wearability of coated harness cords was improved. The increase of the wearability due to the influence of heat setting temperature occurred for two reasons. On one hand, heat setting could improve the mechanical properties of PET fibers; consequently, the wearability of harness cords was also increased accordingly [38]. On the other hand, according to diffusion theory, at high temperature, the end or middle of coating macromolecular chains was easier to diffuse into the amorphous region of PET fibers and intertwine the macromolecular chains of PET fibers, which was helpful to form the interface layers with high adhesion strength.
With the wearing test progressing, the surface coating was gradually worn off, and the exposed PET fibers were directly worn by the comber board. A growing number of PET fibers were fractured, and the structure of harness cord got loose. When the remaining fibers could not resist the repeated friction, bending fatigue and applied tension, the breakage of harness cord would occur [39,40]. Figure 12 presents the SEM images of the worn harness cords with different coatings heat set at 195℃. Figure 12(a) and (b) shows the wearing condition and fracture morphology of PBA-coated harness cord. The worn surface of harness cord and broken fibers could be clearly seen. The unbroken PET fibers still maintained the complete braided structure. The PBA coating debris is clearly observed in Figure 12(c1), and intact adhesive on the fiber surface was still evidenced. In the local enlarged image of Figure 12(c2), there is no gap or crack between the coating and the fibers, which indicates that PBA has excellent adhesivity to PET fibers, hence the harness cord coated with PBA displays the good wearability. Figure 12(d) clearly shows the CS coating and worn fiber morphology. Due to the low size add-on and the low content of ester groups in the macromolecules, the adhesivity of CS to hydrophobic PET fibers was inferior to that of PBA. In addition, the bending rigidity of CS-coated harness cord was higher than that of PBA-coated harness cord, which made it unable to withstand the bending fatigue. Therefore, the wearability of CS-coated harness cord was not as high as that of PBA-coated harness cord. As to PVA-coated harness cord, due to the wearing action of the comber board, the PVA coating came off on a large scale from the harness cord (Figure 12(e)), and the coating was peeled off from the PET fibers (Figure 12(f1) and (f2)). This suggested that the adhesivity of PVA coating to PET fibers was poor. Moreover, the highest bending rigidity at 130℃ was responsible for its low wearability. However, the heat setting effect at 195℃ was stronger than 130℃, and the bending rigidity of PVA-coated harness cord was greatly reduced, and it is well known that PVA itself has excellent cohesion and wearability, which eventually resulted in a significant increase in the wearability of PVA-coated harness cord.
SEM images of (a) and (b) wearing condition and fracture morphology of PBA-coated harness cord with the magnifications 40 × and 100×. (c1) Worn harness cord coated with PBA with the magnification 800×. (c2) 3 × local enlarged image of (c1). (d) Worn harness cord coated with CS with the magnification 800×. (e) PVA coating came off on a large scale with the magnification 500×. (f1) PVA coating peeled off from the PET fibers with the magnification 800×. (f2) 3 × local enlarged image of (f1). The heat setting temperature was 195 ℃.
Conclusions
This paper presented the manufacturing process of coating the braided PET harness cord. The effect of different coatings and the heat setting temperatures on the bending rigidity and wearability of harness cords was studied. The in-situ method was carried out to measure the infrared spectra of pure coatings at different temperatures.
The results showed that the temperature of heat setting could change the molecular structure of PBA, CS and PVA coatings, which caused different influence on the bending rigidity and wearability of coated harness cords. The PBA-coated harness cord showed the best uniformity and flexibility as well as higher wearability, which can be ascribed to the low Tg and high adhesivity of PBA. The PVA-coated harness cord heat set at 195℃ presented the highest wearability. Compared with the uncoated harness cord, the wearability of harness cords coated with PBA, CS and PVA heat set at 195℃ was increased by 380, 120 and 585%, respectively. The findings of this paper are meaningful for developing a harness cord with high property. For example, the mixed size containing the film formers with low and high Tg may not only provide the uniform, flexible coating and high adhesivity to PET fibers but also ensure the good wearability of the coating.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.