
Abstract
The properties of any clothing is decided by the constituent of its fibres, yarn and fabric structure. As clothing it should satisfy the wearer both in functional and aesthetic aspects. Thermal comfort is related to the temperature of the body and micro-environment between the fabric layer and the skin. The heat generated by the human body during strenuous activity must be dissipated to the external environment through the clothing. So the clothing worn next to skin should have the property of transferring the perspiration from the skin and to transfer the moisture to the atmosphere thus making the wearer to feel comfortable. Moisture transfer refers to the transfer of both moisture vapour and perspiration away from the body. The effect of yarn type on moisture transfer properties of double-face knitted fabrics has been studied with cotton, polypropylene, polyester, acrylic and nylon yarns. Four different double-face fabrics were produced using high-speed double circular knitting machine with inner layers as polypropylene, polyester, acrylic and nylon yarn and outer layer as cotton yarn. With respect to yarn type, 120 denier cotton and 120 denier polypropylene double-face knitted fabrics show better results for the moisture transfer characteristics as polypropylene has the ability to wick and transfer the moisture to the next layer of cotton in a faster way than the other three fabrics.
Introduction
Moisture transfer in a fabric performs a key role in maintaining the body heat at ambient body temperature of 37℃ which is essential for a fabric in deciding its comfort level. Whatever heat the human body produces must flow out through the fabric via the body surface by conduction, convention and radiation. Sports which involve higher level of physical exertion cause the body to sweat and it should be evaporated in making the body cool. So the clothing must ensure a higher level of moisture transmission. Fabric must have the property of transferring the sweat out of the body and making the wearer to feel comfortable. So moisture transfer can be defined as the ability of a fabric to transport moisture away from the skin to the fabric outer surface and to release it into the surrounding air [1]. Hence wetting, wicking and moisture vapour transmission characteristics are the critical aspects of a fabric in deciding the clothing comfort of the wearer.
Generally, there are a number of textile yarns of both natural and synthetic that are used in sportswear. Cotton yarn is able to absorb high levels of moisture and retain it. Unfortunately the wicking property between inner and outer surfaces of the fabrics made of cotton is very poor [2]. This makes cotton unsuitable for use against the skin during strenuous activity. When cotton becomes wet, it dries out slowly. This can lead to rapid and undesired heat loss once activity is stopped. Absorption of moisture also leads to an increase in weight of the garment and this may impair sporting performance. For every active sport, synthetic yarns are preferred because they do not retain moisture and therefore do not get heavy upon sweating like cotton does. Micro polyester yarn is more popular and commonly used in active wear and sportswear. It has low absorption capacity and higher wicking rate than cotton. Nylon yarn has higher moisture absorption capability than polyester yarn. Polypropylene yarns are increasingly being used in the sportswear market. It has very low moisture absorbency but excellent moisture vapour permeability and wicking capabilities. Insensible and liquid perspiration are transported away from the skin without being absorbed making it an ideal fibre for sportswear. As polypropylene does not become wet, its thermal insulation is retained during and after strenuous activity [2]. Acrylic fibres are also used in active wear and sportswear in the form of high pile fleece fabrics. They have low moisture absorption and will wick liquid sweat.
Generally, the sportswear fabrics are made as single layered knitted fabrics. Single layered knitted fabrics made from cotton are considered comfortable to use under normal conditions [3]. During strenuous activity, cotton fibres absorb high levels of moisture, leading to a feeling of wetness and cling. It possesses very slow wicking rate and unsuitable during strenuous activity. On the other hand, single layered polyester, nylon, polypropylene and acrylic knitted fabrics are suitable during strenuous activity as they have higher wicking rate than cotton. Sportswear should have good air, water and heat transmission and water storage properties. But textile material does not possess the property of both moisture transmission and moisture absorbency property. Good moisture transmission is found in hydrophobic materials such as polyester, polypropylene, nylon and acrylic whereas good moisture storage property is seen in hydrophilic materials such as cotton [3].
In functional fabrics, to maintain high moisture, cotton fibres are used to maximise the moisture transfer. Double-face knitted fabrics with polypropylene yarn as inner layer and cotton or viscose yarns as outer layer make the wearer more comfortable during strenuous activity [1]. The mechanism of moisture transfer through clothing during transient conditions plays a key role in deciding the dynamic comfort of the wearer [4]. A high level of comfort can be achieved by producing a double-face knitted fabric. In the double-face knitted fabric, the parameters can be selected independently of one another for both the inner layer and outer layer [5]. In double-face knitted fabrics, the inner layer can be preferred as hydrophobic synthetic filament yarn which has good capillary action and outer layer can be hydrophilic yarn which absorbs the moisture and allows it to evaporate [5]. Anbumani and Sathish Babu [3] studied the comfort properties of bi-layer knitted fabrics with cotton/polypropylene (C/PP) bi-layer knitted fabric and tencel/polypropylene bi-layer knitted fabric and found that tencel/ polypropylene bi-layer knitted fabric shows better results for wetting, wicking, water absorption, moisture vapour transfer, dryness, thermal conductivity and air permeability characteristics. Supuren et al. [6] studied the moisture management and thermal absorptivity properties for double-face polypropylene cotton knitted fabrics and found that inner polypropylene layer transmits quickly the moisture to the outer cotton layer. Due to this faster rate of moisture transfer from the polypropylene layer, both the moisture content and wetted area on the polypropylene side found smaller than the cotton layer. Polypropylene cotton knitted fabric easily transfers the perspiration by keeping a dry warm feeling to the wearer. Mallikarjunan et al. [7] studied the comfort and thermophysiological characteristics of multilayered fabrics with various woven and knitted fabric combination by using cotton, lyocell, polyester and polypropylene and found that C/PP plaited fabric and cotton/polyester plaited fabric show better results for air permeability, thermal conductivity, water absorbency, water spreading rate, water vapour permeability and wickability suitable for cold climatic conditions. Suganthi et al. [8] studied the thermal comfort properties of bi-layer knitted fabric structure for volleyball sportswear and found that bi-layer knitted fabric made with polypropylene as inner layer has better moisture transfer characteristics compared to plated and single jersey structure. Suganthi and Senthilkumar [9] studied the moisture management properties of bi-layer knitted fabrics for sportswear and found that the micro-fibre polyester and modal bi-layer knitted fabric show better results for moisture management property. Thayumanavan et al. [10] studied the effect of climate control sportswear with polyester/cotton blend, nylon/cotton blend, acrylic/cotton blend and polypropylene/cotton blend knitted fabrics. They found that polypropylene /cotton blend has better results for absorbency, moisture vapour permeability, wickability, wettability and drying than the other combinations and it is well suited to be used as a climate control sportswear. Lokhande et al. [11] studied the suitability of bi-layer knitted fabric for sportswear application by producing bi-layer knitted fabrics from texturised polyester, texturised polypropylene, cotton and viscose and found that the combination of polypropylene–viscose bi-layer knitted fabric showed better results for all the comfort characteristics and recommended for sportswear application. Sivagnanam et al. [12] studied the moisture behaviour of weft knitted interlock spacer fabrics. The face and the back layers of fabrics were knitted with cotton yarns and cotton/viscose/polyester yarns having different linear densities in inlay. They found that moisture transfer was influenced by fibre nature, space between two layers and inlay yarn count. It was found that polyester inlay yarn showed higher moisture transfer when compared with viscose and cotton. Sakthi et al. [13] studied the development of double layer knitted fabric for sportswear using tencel/polypropylene fibres and found that this combination showed better results for comfort characteristics and well suited for sportswear application. Suganthi et al. [14] studied the thermal comfort properties of bi-layer knitted fabric structure for volleyball sportswear and found that bi-layer knitted fabric made with polypropylene as inner layer had better moisture transfer characteristics when compared with plated and single jersey structure. In our present work, we have studied the effect of polypropylene, polyester, acrylic and nylon yarns as inner layer and cotton yarn as outer layer on moisture transfer characteristics of double-face knitted fabrics.
Mechanism of moisture transfer in double-face knitted fabric
Figure 1 shows that the perspiration from the skin is being wicked by the conductive layer. It gets transferred to the absorptive layer and dissipated into the open atmosphere through evaporation.
Mechanism of moisture transfer in double-face knitted fabric [3].
The perspiration interacts and is transported immediately to the conductive layer. This was because of transverse wicking. During this period water also travels longitudinally.
As gravitational force was higher than wetting force, it comes to the absorptive layer quickly without spreading much on first layer. So, it has minimum spreading area. As soon as the moisture comes to absorptive layer it travels in both transverse and longitudinal directions. Here, wetting force is higher than gravitational force. It will take time to travel in transverse direction. In the meantime, due to wetting force, water moves in longitudinal direction. Water reaches the outer absorptive layer slowly, thus the absorptive layer has more spreading area than outer layer.
Thus in order to fulfil the requirement of sportswear, instead of making single layered knitted fabric, double-face knitted fabrics are produced with inner layer of the fabric as hydrophobic material such as polyester, polypropylene, nylon and acrylic yarns and the outer layer of the fabric as cotton yarn in which the former has good moisture transmission property and the latter possesses good moisture absorption property. Thus cotton, polyester, polypropylene, nylon and acrylic yarns are chosen and their influence on moisture transfer characteristics of double-face fabrics has been studied.
Materials and methods
Production of double-face fabrics
In order to study the effect of yarn type on moisture management properties of double-face knitted fabrics, five different yarns such as cotton, polypropylene, polyester, acrylic and nylon were selected. The polypropylene, polyester, acrylic and nylon selected were dope dyed multifilament blue colour yarns of 120 denier (with 24 filaments) and cotton of 120 denier combed hosiery grey yarn. The diameters of polypropylene, polyester, acrylic and nylon yarns chosen are 33.18, 33.42, 33.68 and 33.92 µm, respectively. The fibre density values of polypropylene, polyester, acrylic, nylon and cotton yarns chosen are 0.92, 1.38, 1.16, 1.15 and 1.54 g/cm3, respectively. The polypropylene, nylon and polyester yarns chosen have chemical structure of isotactic polypropylene, nylon 6 and polyethylene terephthalate. The selected yarns were knitted using high-speed double circular knitting machine with speed of 25 r/min to produce four different double-face fabrics containing 3 mm stitch length having tuck stitch at every sixth wale and every ninth course with inner layer as man-made fabric and outer layer as cotton fabric.
The dial needle arrangement, cylinder needle arrangement, needle set out and cam set out for producing four different double-face fabrics having tuck stitch at every sixth wale and every ninth course are discussed below.
Dial cam had two tracks of DN1 and DN2. The A and B needles were moving in track 1 and 2, respectively. Cylinder cam has four tracks, out of which the fourth track was kept idle. The A and B needles were moving in track 1 and 2, respectively, and the C needle was moving in track 3. This is shown in the dial and cylinder needle arrangement below.
Dial needle arrangement.
Total number of dial needle: 1872 Number of needles in track 1: 936 Number of needles in track 2: 936 DN1: Dial needle track 1 DN2: Dial needle track 2 N: Needle F2: Feeder 2 Feeders: 18 A: Needle moving in track 1 1 3 5 7 9 11 13 15 17 19 … 1871 B: Needle moving in track 2 2 4 6 8 10 12 14 16 18 20 … 1872
All dial needles were fed with hydrophobic yarn from 18 feeders to produce a layer of knit stitch structure.
Cylinder needle arrangement
Total number of cylinder needle: 1872 Number of needles in track 1: 780 Number of needles in track 2: 780 Number of needles in track 3: 312 CN1: Cylinder needle track 1 CN2: Cylinder needle track 2 CN3: Cylinder needle track 3 N: Needle F1: Feeder 1 Feeders: 18 A: Needle moving in track 1 3 5 9 … 1871 B: Needle moving in track 2 2 4 6 8 … 1872 C: Needle moving in track 3 1 7 13 19 … 1867
All cylinder needles were fed with hydrophilic yarn from 18 feeders to produce a layer of knit stitch structure.
Needle set out of sixth wale and ninth course double-face fabric.
Cam set out of sixth wale and ninth course double-face fabric.
Knitting loop formation of double-face fabric
As shown in Figure 2, every sixth needle of the cylinder produced a tuck stitch in wale wise with the corresponding sixth needle of the dial, i.e. hydrophilic yarn goes in to the loops of hydrophobic yarn to produce double-face fabric. Thus, the cylinder needles 1, 7, 13, 19 … 1872 from track 3 produce tuck stitch due to the presence of tuck cam. The cylinder needles of 2–6, 8–12, 14–16, 20–24 … 1872 needles produce knit stitch due to the presence of knit cam.
Needle set out diagram of sixth wale and ninth course double-face fabric.
As shown in Figure 3, out of 36 feeders, the cylinder needles were controlled by tuck cam in 2nd and 20th feeder. Thus, the cylinder needles produced tuck stitch with the dial needle, i.e. hydrophilic yarn goes in to the loops of hydrophobic yarn at every ninth course to produce the double-face fabric of sixth wale and ninth course knitted structure.
Cam set out diagram of sixth wale and ninth course double-face fabric.
As shown in Figure 4, the dial and cylinder needle performed miss and knit stitch simultaneously during fabric production. That is yarn from feeder 1 formed miss stitch with dial needle and knit stitch with the cylinder needle. The yarn from feeder 2 produced knit stitch with dial needle and miss stitch with the cylinder needle. Every sixth needle of the cylinder in track 3 produced a tuck stitch in wale wise with the corresponding sixth needle of the dial due to the presence of tuck cam. As the cylinder needles were controlled by tuck cam in 2nd and 20th feeder, the cylinder needle produced tuck stitch with the dial needle at every ninth course to produce sixth wale and ninth course double-face fabric. This cycle was repeated throughout the knitted fabric production.
Knitting loop formation of sixth wale and ninth course double-face fabric.
Thus, four different double-face fabrics of sixth wale and ninth course structure was produced by using polypropylene yarn, polyester yarn, acrylic yarn and nylon yarn in dial needles and cotton yarns in cylinder needles.
Characterisation of products
The double-face fabrics produced were tested to assess the moisture transfer characteristics. The wettability of the double-face fabrics was measured by evaluating the time taken by the fabric sample to sink completely in water. As per BS 3424 the vertical wicking test was evaluated. As per the method stated, the transverse wicking characteristics were analysed for the double-face fabrics [15–17]. The moisture vapour transfer characteristics of double-face fabrics were measured by using ASTM E 96 – cup method. The drying rate was measured as per the method stated for the double-face fabrics [18]. Air permeability test was carried as per IS 11056: 1984. Thermal conductivity test was carried as per Lee’s disc method. The number of specimen test conducted for each of the above tests is 10 and the average values of each test are noted.
Results and discussion
To study the effect of material on moisture transfer characteristics such as wetting, vertical wicking, transverse wicking, drying, moisture vapour transfer, air permeability and thermal conductivity of double-face fabrics, four different double-face fabrics were used and denoted as C/PP fabric for 120D C/120D PP fabric, C/P fabric for 120D C/120D P fabric, C/A fabric for 120D C/120D A fabric and C/N fabric for 120D C/120D N fabric.
Geometrical characteristics
Double-face fabric geometrical characteristics.
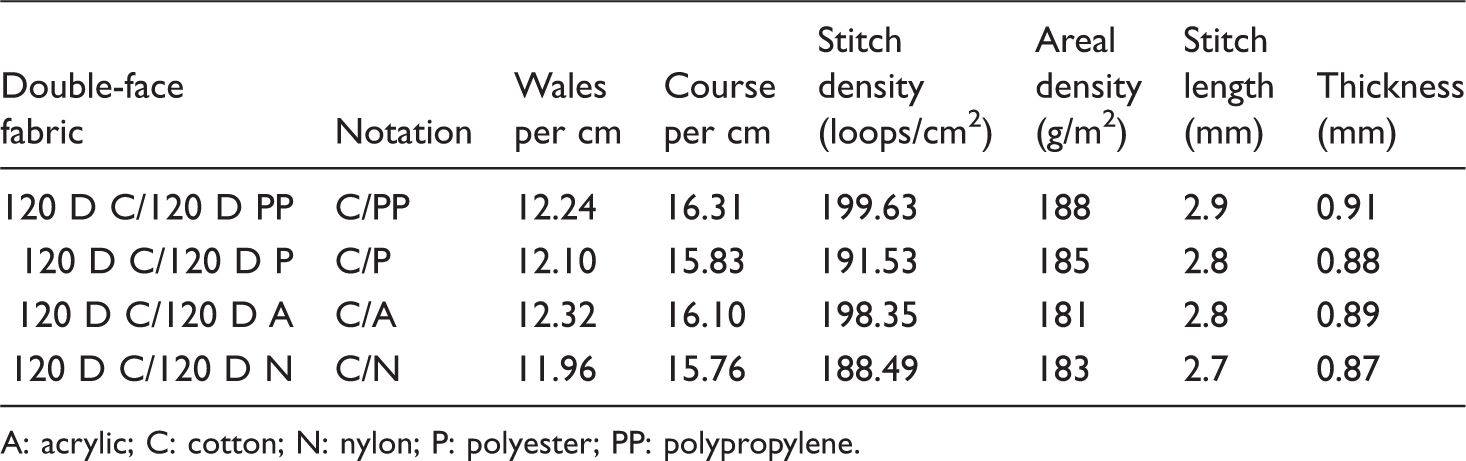
A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
From Table 1, it was found that change in yarn type has no impact on geometrical characteristics of the fabrics related to wales per centimetre and course per centimetre. But small change in areal density was found with change in the type of yarn.
Moisture transmission characteristics
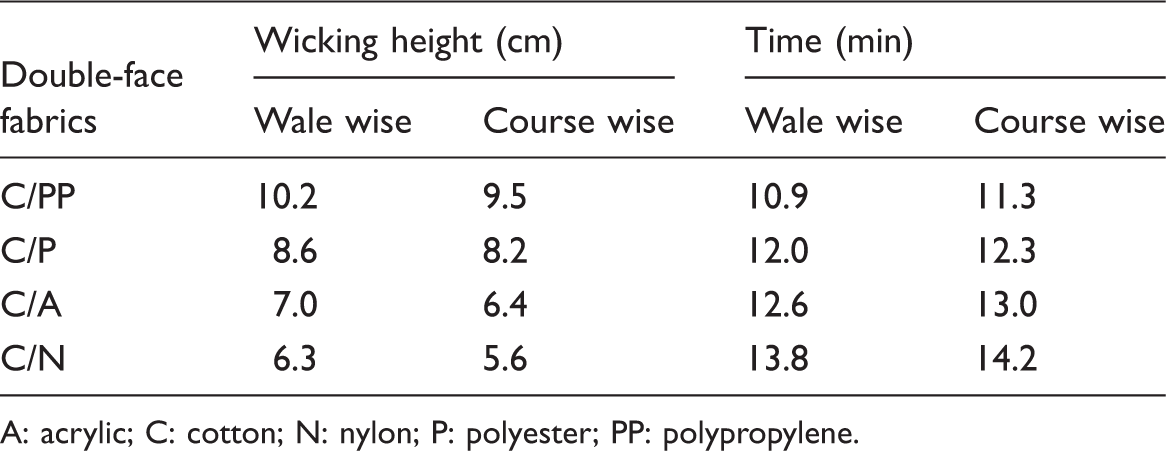
Moisture transmission characteristics.
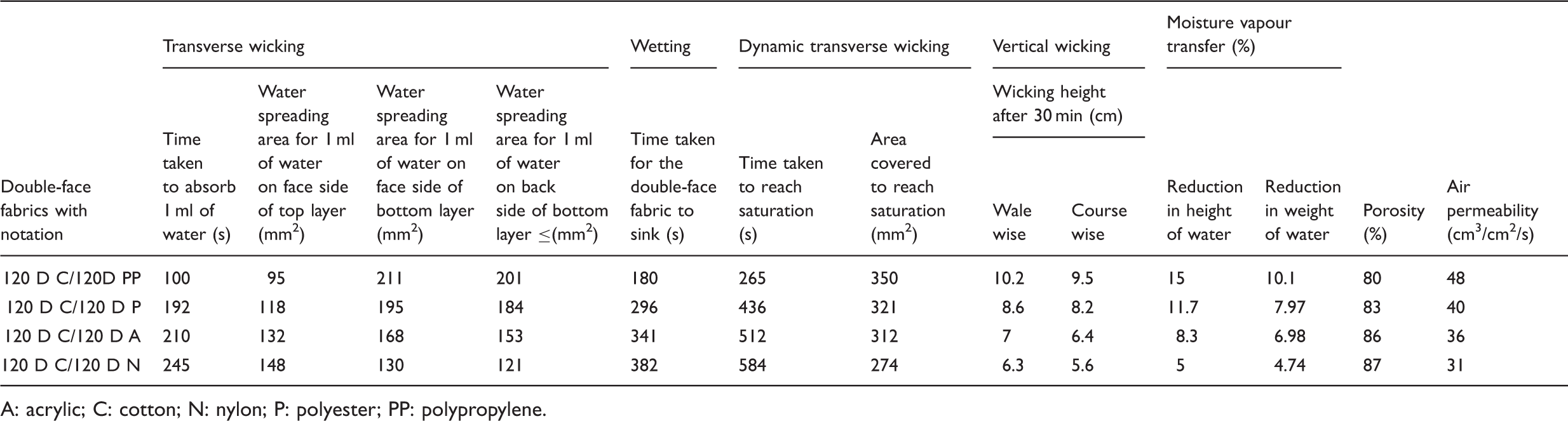
A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
From Table 2 it is seen that C/PP fabric has taken lesser time to sink in water when compared to other three fabrics. The wicking height both in wale wise and course wise direction was higher for C/PP fabric than other fabrics. Also the wale wise wicking height was more than the course wise wicking height for all the four fabrics. In transverse wicking and dynamic transverse wicking, the time taken to absorb one drop of water on face side of top layer of C/PP fabric was lesser than the other fabrics. Also the area of water spread for one drop of water and the area of water spread to reach saturation were found to be higher for C/PP fabric.
Analysis of wetting characteristics
The ability of fabrics to sink in water completely was studied and given in Table 2.
From Figure 5, it was found that C/PP fabric takes lesser time for sinking than the other fabrics. The reason behind this was wetting mechanism involves immersion, capillary sorption, adhesion and spreading. The polypropylene layer with high water transmission property comes in contact with the water surface and transmits the water quickly to the cotton layer which absorbs and spreads the water to the fabric surface, thus making the fabric to sink in water. This trend was observed by Crow and Osczevski [19] and Supuren et al. [6]. The standard error bar shown in Figure 5 indicates the significance level of C/PP fabric with other fabrics with respect to sinking time. Effect of yarn type on wetting behaviour of double-face knitted fabrics was significant at 95% confidence level (F calculated > F tabulated: p-value 2.22E-55), refer Appendix Table A1.
Wetting characteristics of double-face fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
Analysis of wicking characteristics
The rate of water spreading due to capillarity was studied and given below.
Longitudinal wicking rate of yarns
The selected yarns of polypropylene, polyester, acrylic and nylon were tested for vertical wicking in order to find out the wicking rate in these yarns and is given in Figure 6.
Longitudinal wicking rate of yarns.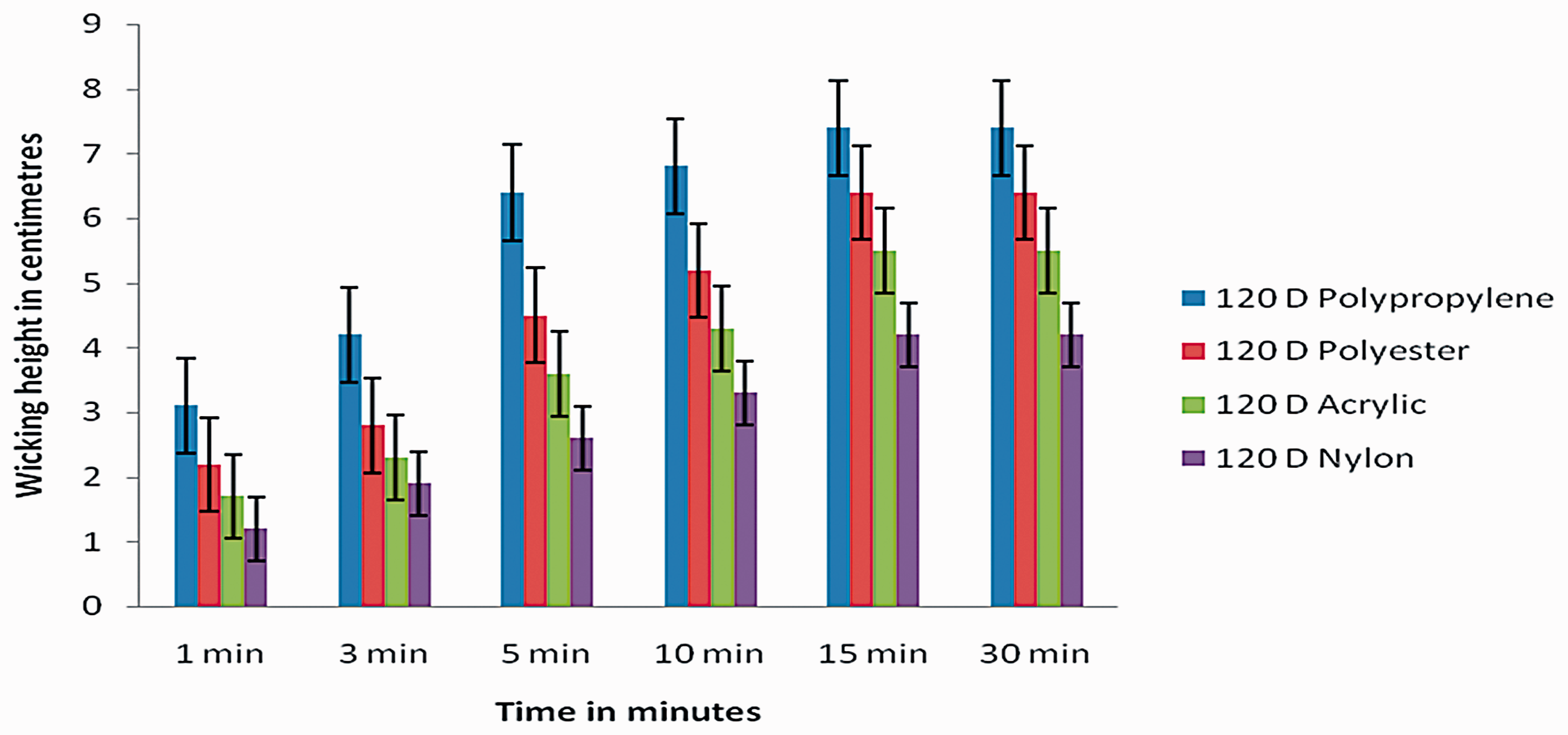
Equilibrium wicking height of yarns.

From Table 3, it was found that 120D polypropylene yarn takes lesser time and higher wicking rate in reaching equilibrium when compared to other yarns.
As the wicking height was found higher for polypropylene yarn, the double-face fabrics produced were tested for vertical wicking in order to find the influence of polypropylene yarn and was discussed below.
Longitudinal wicking rate of double-face fabrics
The rate of water spreading on various fabrics was tested both for wale wise direction and course wise direction and given in Figures 7 and 8.
Longitudinal wicking rate of double-face fabrics – wale wise direction. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene. Longitudinal wicking rate of double-face fabrics – course wise direction. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.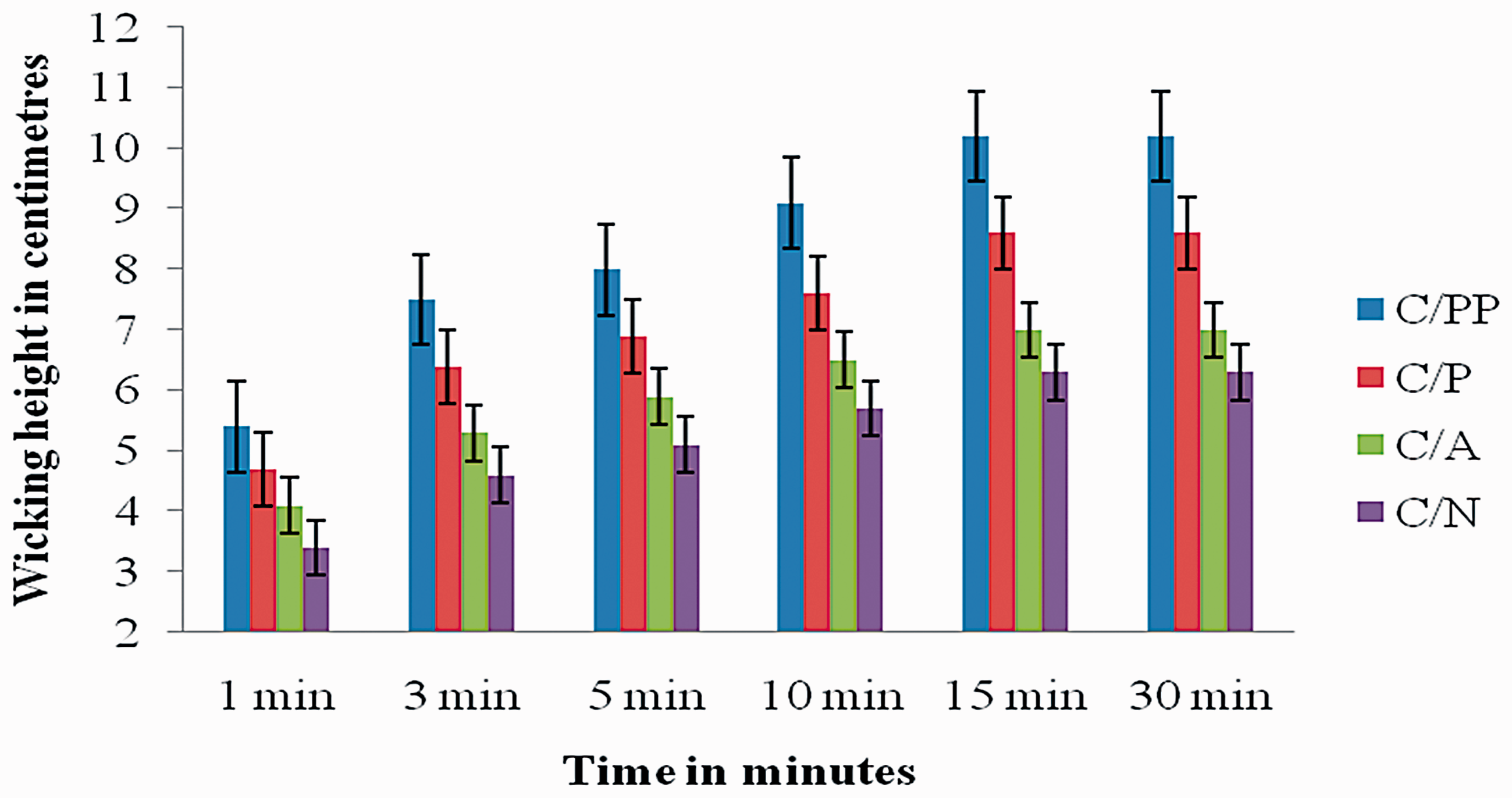

From Figures 7 and 8, the wicking height was analysed for all the four fabrics in relation to wicking time from 1 to 30 min. In general, wicking height increases with wicking time in both wale wise and course wise direction for all the four fabrics. The wicking height in wale wise direction is higher than in course wise direction for all samples and at all time intervals.
C/PP fabric showed higher wicking rate than the other three fabrics. The reason was as the polypropylene having high moisture transfer property than polyester, acrylic and nylon transfer and wick the water quickly. The rate of water rise was very fast at the beginning and slows down gradually, as observed by Chattopadhyay and Chauhan [20]. The wicking rate was found to be increased from 1 to 15 min both in wale wise direction and course wise direction for all the four knitted fabrics. Interestingly, after 15 min, it was observed that there was no increase in the wicking height for any of the fabrics. The standard error bar shown in Figures 7 and 8 indicates the significance level of C/PP fabric with other fabrics with respect to wicking height in wale wise direction and course wise direction, respectively. Effect of yarn type on wicking in wale wise direction of double-face knitted fabrics was significant at 95% confidence level (F calculated > F tabulated: p-value 8.18 E-42), refer Appendix Table A7. Effect of yarn type on wicking in course wise direction of double-face knitted fabrics was significant at 95% confidence level. (F calculated > F tabulated: p-value 6.04 E-38), refer Appendix Table A8.
Equilibrium wicking height of double-face fabrics.
A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
As the wicking height was found higher for polypropylene yarn, the same trend of higher wicking rate was found with C/PP double-face fabric. This clearly indicated that the polypropylene yarn had influenced the wicking rate in the double-face fabric also.
Analysis of transverse wicking and dynamic transverse wicking characteristics
The area covered by spreading one drop of water on the various fabrics for transverse wicking and dynamic transverse wicking was given below.
Area of water spread for one drop of water
The area covered by spreading one drop (1 ml) of water was tested and given in Table 2.
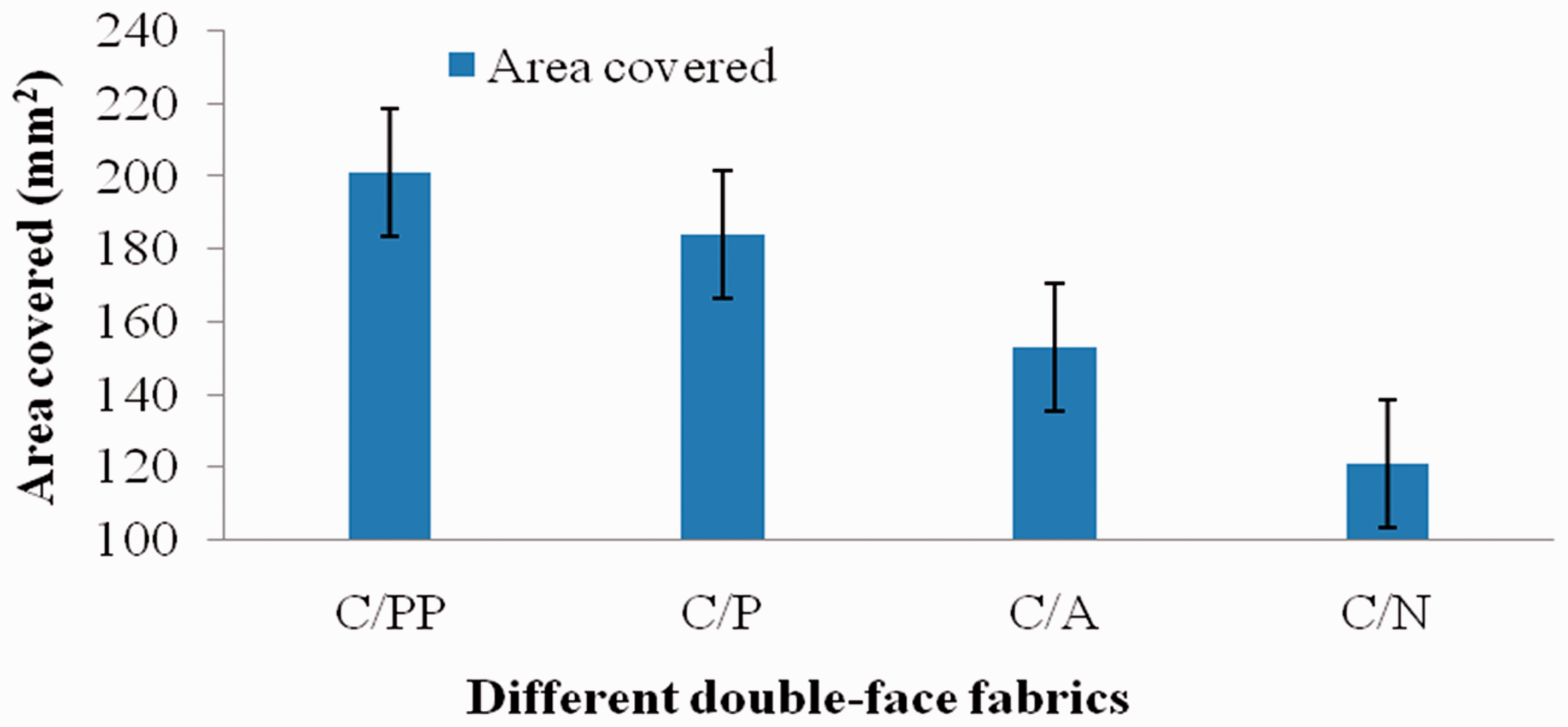
From Figures 9 and 10, the water spreading area of the fabrics was measured.
Area of water spread on face side of top layer of fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene. Area of water spread on face side of bottom layer of fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
When one drop of water is placed on face side of top layer of fabrics, first it interacted with surface and immediately transported to the next layer due to transverse wicking.
During this period water also travels longitudinally. As gravitational force is higher than wetting force, it comes to the next layer quickly without spreading much on first layer. So, it has minimum spreading area. As soon as droplet comes to bottom layer it travels in both transverse and longitudinal directions. Here, wetting force is higher than gravitational force. It takes time to travel in transverse direction. In the meantime, due to wetting force, water moves in longitudinal direction. Slowly it reaches the bottom layer. Hence bottom layer has more spreading area than top layer.
From Figures 9 and 10, it was found that when one drop of water placed on top layer of polypropylene surface of C/PP fabric, it interacts and the polypropylene surface quickly transmits the water from its surface to the bottom cotton layer. Polypropylene has higher wicking length than all the selected material. But in Figure 9, the test is related to assess water spreading area of the fabric in transverse direction. So polypropylene quickly transfers the water from its surface to cotton layer. That is why it has low spreading area in transverse direction. As the bottom cotton layer has good water absorbing property, it absorbs the water. The same trend was observed in all the other three fabrics. However, polypropylene top layer has quicker wetting time and low area of spread when comparing to other fabrics. The reason was polypropylene has high moisture transfer property which transfers the water at a faster rate than the polyester, acrylic and nylon fabrics. Therefore, the water spreading area of cotton bottom layer is higher than the polypropylene top layer.
A similar trend is observed by Crow and Osczevski [19] and Rossi et al. [21]. C/PP fabric shows decrease in area of spread on top polypropylene layer and increase in area of spread on bottom cotton layer than the other three fabrics. The C/PP fabric shows lesser time in absorbing one drop of water on the fabric surface than the other three fabrics. The standard error bar shown in Figures 9 and 10 indicates the significance level of C/PP fabric with other fabrics with respect to water spread on face side of top layer and water spread on face side of bottom layer, respectively. Effect of yarn type to spread 1 ml of water on face side of top layer of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 1.27 E-42), refer Appendix Table A3. Effect of yarn type to spread 1 ml of water on face side of bottom layer of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 4.16 E-49), refer Appendix Table A4. Effect of yarn type to absorb 1 ml of water of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 2.39 E-54), refer Appendix Table A2.
Area of water spread and time taken to reach saturation
The area covered and the time taken to reach saturation point of the fabrics were studied and given in Table 2.
From Figure 11, the water spreading area of the fabric to reach saturation was measured.
Area of water spread on fabrics to reach saturation. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
One millilitre of water was allowed to drop on the top layer of the fabrics from a height of 6 mm for every 3 s. The water droplet percolation time was noted at the bottom layer of the fabric. It was noted as saturation point, in seconds. Also the area covered to reach saturation is noted in square millimetre.
From Figure 10, C/PP fabric shows lesser wetting time on top polypropylene layer and more area of water spread on bottom cotton layer than the other three fabrics. The C/PP fabric shows increase in area of spread on bottom cotton layer than the other three fabrics. The C/PP fabric shows time reduction in reaching the saturation point on the knitted fabric surface than the other three fabrics.
The standard error bar shown in Figure 11 indicates the significance level of C/PP fabric with other fabrics with respect to area of water spread and time taken to reach saturation. Effect of yarn type to spread water in reaching saturation of double-face knitted fabrics was significant at 95% confidence level (F calculated > F tabulated: p-value 6.23E-48), refer Appendix Table A6. Effect of yarn type to absorb water in reaching saturation of double-face knitted fabrics was significant at 95% confidence level (F calculated > F tabulated: p-value 3.06E-57), refer Appendix Table A5.
Analysis of moisture vapour transfer behaviour
The rate at which the moisture vapour gets transferred to the fabrics was tested and given in Table 2.
From Figure 12, it was found that C/PP fabric has higher moisture vapour transfer when compared to C/P, C/A fabric and C/N fabric as polypropylene has high moisture transmission property than polyester, acrylic and nylon. Polypropylene layer of C/PP fabric transfers the moisture to the cotton layer which absorbs the moisture. C/PP fabric shows higher moisture transfer percentage than the selected fabrics. This may be due to the higher transverse wicking behaviour of polypropylene yarn. The standard error bar shown in Figure 12 indicates the significance level of C/PP fabric with other fabrics with respect to moisture vapour transfer. Effect of yarn type on moisture vapour transfer in reduction in height of water of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 5.66E-48), refer Appendix Table A9. Effect of yarn type on moisture vapour transfer in reduction in weight of water of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 1.63E-53), refer Appendix Table A10.
Moisture vapour transfer for height and weight reduction of water of double-face fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
Analysis of drying characteristics
Drying rate of the fabrics was calculated and expressed as average weight loss over initial water content per unit area. It was the ability of the fabrics to evaporate the moisture present on the fabric surface.
From Figure 13, it was found that C/PP fabric had quicker drying time to return to its original weight when compared to other three fabrics. As discussed in area of water spread and time taken to reach saturation, when water is continuously poured on the selected four different fabrics, the inner layer of polypropylene does not absorb water and it transfers to the outer layer of cotton. But in case of other fabrics inner layer alone absorbs maximum amount of water. Only minimum amount of water is transferred to the outer layer. That is why C/PP fabric when subjected to drying takes lesser time to dry. For all other three fabrics it takes higher time because both inner and outer layer have to dry. The standard error bar shown in Figure 13 indicates the significance level of C/PP fabric with other fabrics with respect to drying rate. Effect of yarn type on drying rate of double-face knitted fabrics was significant at 95% confidence level (F calculated > F tabulated: p-value 6.79E-47), refer Appendix Table A11.
Drying rate of double-face fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.
Air permeability characteristics
The rate of airflow through the fabrics was tested and shown in Figure 14. From Figure 14, it was found that C/PP fabric had higher air permeability when compared to other three fabrics. Though outer cotton layer was same for all four fabrics, polypropylene inner layer had low density which allowed the air better than all the other three fabrics. As given in Table 2, air permeability of C/PP fabric is significantly higher than all the other selected fabrics. But among the other three fabrics there is no much difference in the air permeability value in consideration with the standard error. The standard error bar shown in Figure 14 indicates the significance level of C/PP fabric with other fabrics with respect to air permeability. Effect of yarn type on air permeability of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 5.13E-26), refer Appendix Table A12.
Air permeability of double-face fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.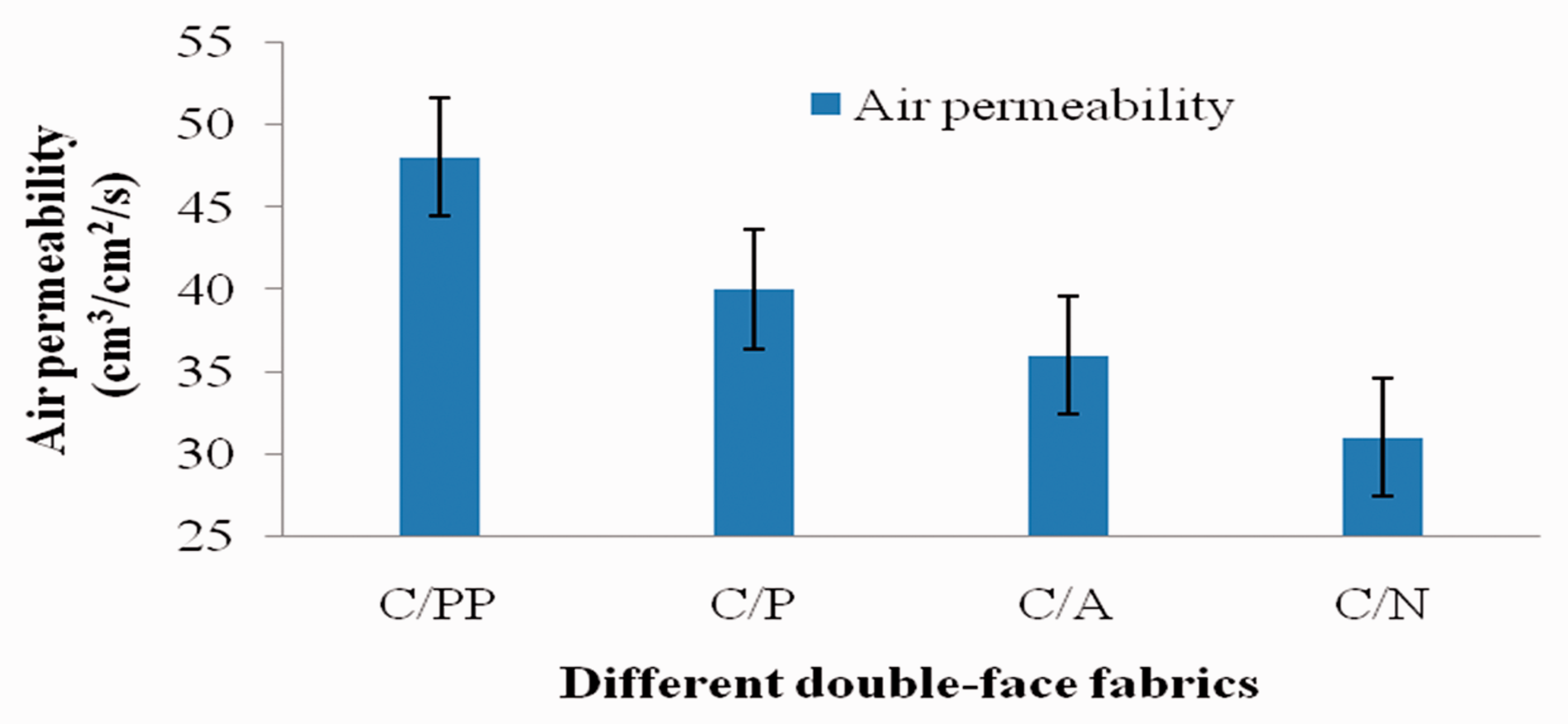
Thermal conductivity characteristics
Thermal conductivity of the fabrics is the ability of the fabric to conduct heat.
From Figure 15, it was found that C/PP fabric had higher thermal conductivity when compared to other three fabrics. The thermal conductivity increased with decrease in porosity. The porosity was found to be lesser for C/PP fabric when compared to other three fabrics. That is why the C/PP fabric had higher thermal conductivity. The standard error bar shown in Figure 15 indicated the significance level of C/PP fabric with other fabrics in relation to thermal conductivity. Effect of yarn type on thermal conductivity of double-face knitted fabrics is significant at 95% confidence level (F calculated > F tabulated: p-value 3.54E-32), refer Appendix Table A13.
Thermal conductivity of double-face fabrics. A: acrylic; C: cotton; N: nylon; P: polyester; PP: polypropylene.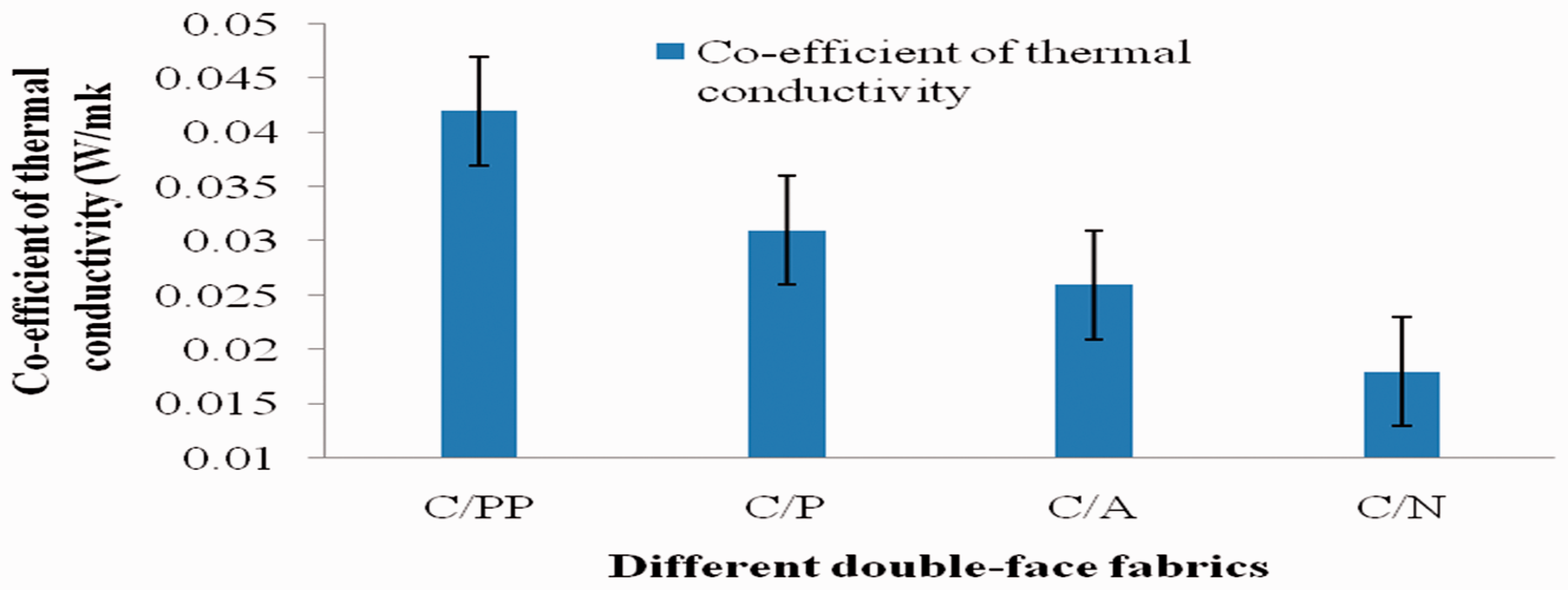
Conclusions
The influence of yarn type on moisture transfer characteristics of double-face knitted fabrics was analysed.
It is observed that in the wetting test, C/PP fabric took lesser time to sink in water than other three fabrics. The wicking height in wale wise direction is higher than course wise direction for all samples and at all time intervals. However, C/PP fabric shows higher wicking rate than the other three fabrics. In transverse wicking, C/PP fabric shows decrease in area of spread on top polypropylene layer and increase in area of spread on bottom cotton layer than the other three fabrics. The C/PP fabric takes lesser time in absorbing one drop of water on the fabric surface than the other three fabrics. In dynamic transverse wicking, C/PP fabric shows an increase in area of spread on bottom cotton layer than the other three fabrics.
C/PP fabric takes lesser time in reaching the saturation point, lesser drying time, increase in moisture vapour transfer, air permeability and thermal conductivity than the other three fabrics. Comparing all the selected double-face knitted fabrics, it is found that C/PP fabric gives better level of moisture transfer properties and is suitable for making sportswear. It is concluded that the selection of yarn plays a major role in determining the moisture transfer characteristics of double-face fabrics to achieve suitability for making sportswear.
Supplemental Material
Supplemental material for Effect of yarn type on moisture transfer characteristics of double-face knitted fabrics for active sportswear
Supplemental material for Effect of yarn type on moisture transfer characteristics of double-face knitted fabrics for active sportswear by B Sathish Babu, P Senthil Kumar and M Senthil Kumar in Journal of Industrial Textiles
Footnotes
Acknowledgement
We thank the management of PSG College of Technology and Polytechnic College, Coimbatore for providing necessary facilities for the research work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material is available for this article online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.