
Abstract
The research work aims to study the physico-mechanical and erosive wear behaviour of polyester fibre-based needle-punched nonwoven fabric mat reinforced epoxy composites. Therefore, the epoxy composites with varying proportion of polyester fibre-based needle-punched nonwoven fabric mat were fabricated and characterized for their physical, mechanical and erosive wear properties. The experimental results indicated that the increase of fibre content enhanced the physical and mechanical properties of the composites. To optimize and improve the erosive wear performance of fabricated composites, the Taguchi method was implemented. For this, L27 orthogonal array was constructed to examine the influence of the five control factors including impingement angle, impact velocity, stand-off distance, fibre content and erodent size. The experimental schedule was carried out in an air jet erosion test rig. The results indicate that the impact velocity emerges as the most significant control factor affecting the erosive wear of fabricated composites. Finally, the possible erosive wear mechanisms were studied by examining the composites eroded surfaces with scanning electron microscopy.
Introduction
In the last few decades, a push towards cost-effective lightweight materials has brought extreme enthusiasm in the field of polymer composites [1]. Nowadays, polymer composites have been raised as feasible options to some customary materials, for example metals and alloys because of their inalienable properties including the simplicity of fabrication and cost-effectiveness [2]. In fact due to their remarkable properties, polymer composites have swapped most conventional materials for various applications [3]. Fibre-reinforced polymer composites are extensively used as structural materials in various engineering parts and components are owing to their excellent mechanical properties [4–6]. Literature suggests that difficulties in the fabrication of fibre-reinforced polymer composites arise due to the fibres structural/dispersion instability, which ultimately results in degraded mechanical properties [7]. On the other hand, needle-punched nonwoven fabric (NPNF) has good structural stability and successfully used as reinforcement in polymer composites [8–10]. Polymer composites, made with NPNF, offer good mechanical properties and used in aerospace transportation, household and industrial applications [11,12].
In polymer composite applications, in addition to their outstanding mechanical properties, it should be recollected that composites experience wear and destruction by the impact of solid particles present in the surroundings [13]. These solid particles, moving with different velocities, will strike the surface at various angles and instantaneously remove some materials from it. Moreover, the mechanical properties of composites can be degraded by the localized impact of solid particles [7]. Therefore, polymer composites must not only have high mechanical properties, but also be highly resistant to erosive wear.
The erosive wear performance of fibre-reinforced polymer composites was studied by various researchers [13–18]. Carbon fibre-reinforced polyetherimide and polyetheretherketone composites were assessed for erosive wear at multiple impingement angles and fibre orientations by Rattan and Bijwe [13] and Tewari et al. [14], respectively. The effect of fibre content and impingement angles on the erosive wear performance of glass fibre-reinforced polymer composites was studied by Barkoula and Karger-Kocsis [15]. Sarı and Sınmazçelik [16] investigate the influence of erodent speed and impingement angle on the erosive wear behaviour of carbon fibre-reinforced polymer composites. They concluded that the erosive wear remains maximum for the erodent, striking the sample with higher speed and higher impingement angles compared to the lower erodent speed. Bagci [17] studied the erosive wear behaviour of glass fibre-based epoxy composites and concluded that impingement angle and impact speed were the main control factors affecting the erosive wear performance. Conversely, the erosive wear behaviour of NPNF-based polymer composites has been studied to an insufficient amount. Patnaik and co workers [18–20] have examined the influence of viscose and polypropylene-based NPNF mats on the thermo-mechanical and erosive wear performance of epoxy composites. They concluded that inclusion of NPNF resulted in improved thermo-mechanical and erosive wear properties. Moreover, nonwoven fibrous reinforcement was also reported to enhance the mechanical and viscoelastic properties of polymer composites by various researchers [8–10,21–24].
The presented literature survey reveals that significant amount of work has been conducted on erosive wear assessment of fibre-reinforced polymer composites, but very few literature is available on NPNF-reinforced polymer composites. However, the erosive wear performance of polyester fibre-based NPNF-reinforced polymer composites has not been reported so far. This study was therefore aimed to investigate the physical, mechanical and erosive wear properties of epoxy composites reinforced polyester fibre-based NPNF. Taguchi-based design of experiment approach has been utilized to examine the effect of various control factors. The paper is organized as follows. In the next section, the experimental details (fabrication, characterization and Taguchi methodology) are discussed. Then, the results of physical, mechanical and erosive wear properties are presented. The conclusions are stated in the final section.
Experimental details
Materials and methods
Epoxy resins are unique among all the thermosetting resins because of its excellent corrosion and weather resistance, service capability at a higher temperature, excellent mechanical properties, and generally lower pressure is required for products fabrication [25,26]. For the fabrication of the composite, epoxy resin (LY 556) with corresponding polyamine hardener (HY 951) was taken as a matrix material, while polyester fibre-based NPNF mat was taken as reinforcing component. The scanning electron microscopy (SEM) image of the polyester fibre-based NPNF is shown in Figure 1.
SEM image of the polyester fibre-based NPNF. SEM: scanning electron microscope; NPNF: needle-punched nonwoven fabric.
Designation and compositions of composites.


Fabricated composite specimens for (a) mechanical testing and (b) after wear testing.
Physical and mechanical characterization
The fabricated composites were characterized for their physical (density and void content) and mechanical properties (hardness, tensile strength, flexural strength and impact energy). Standard water displacement method was used for the density measurement. Void content was determined by normalizing the experimental density with theoretical density [27]. The hardness of the composites was measured on digital hardness tester following Rockwell-B scale, whereas ASTM D256 was used for impact energy measurement. For the determination of tensile and flexural strength, tests were performed on flat composite samples as per the ASTM D3039-76 and ASTM D2344-84 standards, respectively.
Solid particle erosion
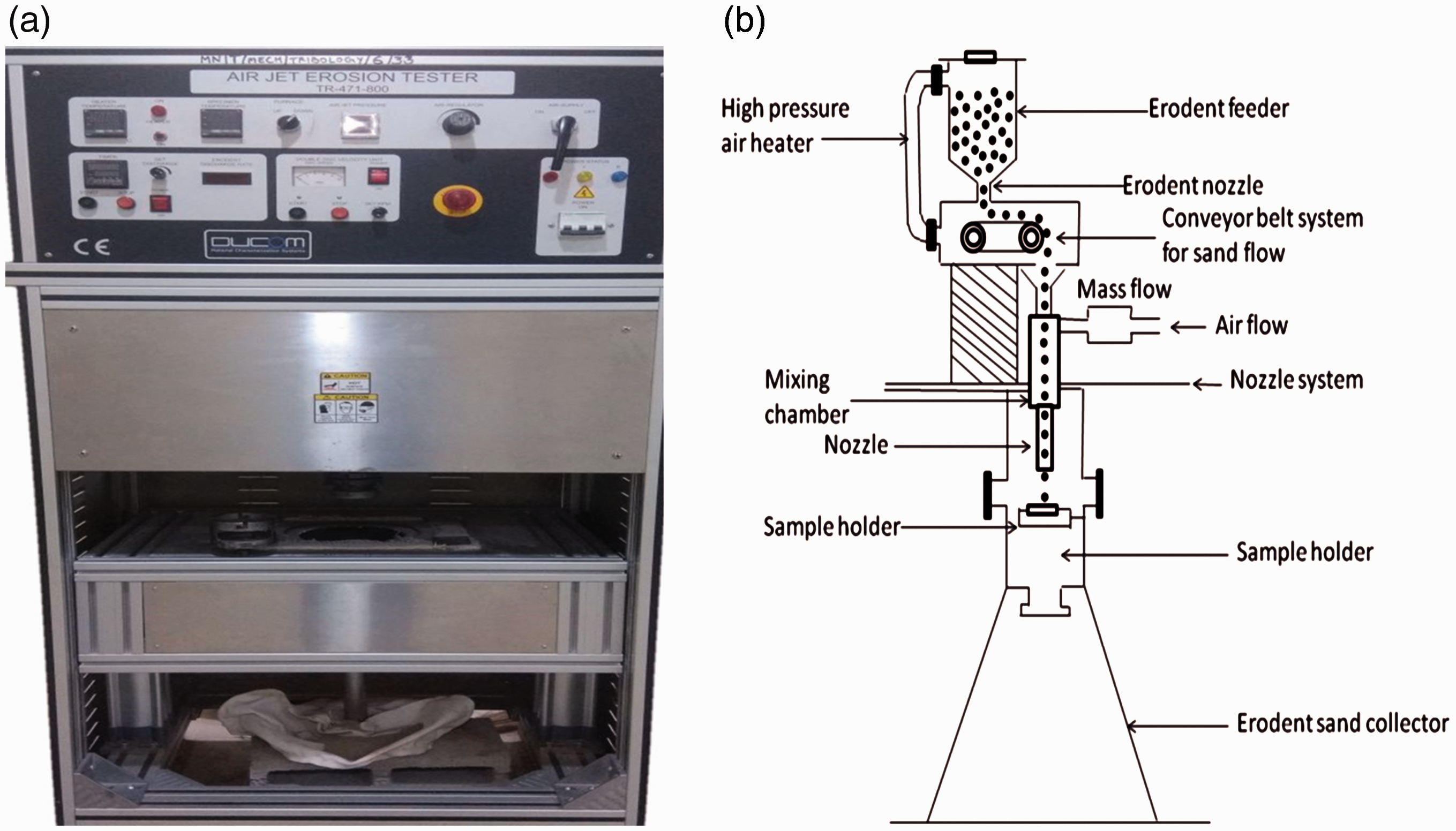
An erosion test rig (ASTM: G 76, DUCOM-India) was used to study the erosive wear performance of the fabricated composites. The schematic diagram of erosion test rig is shown in Figure 3. The detailed description of the test rig and procedure is reported elsewhere [18]. In brief, the dry compressed air mixed with the erodent particles falling at a constant rate from a sand flow control knob is through a tungsten carbide material-based nozzle. These erodent particles at different velocities impact the composite sample which can be held at different angles as per the experimental design. The velocity of the eroding particles is determined using a rotating double disc method [28]. Different sizes (250 µm, 350 µm, 450 µm) of silica sand particles were used as erodent and 30 mm × 30 mm × 2.5 to 5 mm sized composites specimen were used for erosion testing.
Composite samples were eroded by varying dry silica sand size with varying impact velocity, impingement angle and stand-off distance in the erosion test rig for 15 min. Before and after the erosion, composite samples were cleaned with acetone to remove sand particles from the surface of composites. Finally, the erosion rate (ratio of the weight loss (mg) to the total mass of the erodent particles (kg) that have impacted on the samples) was calculated to study the erosive wear behaviour of the composites.
Experimental design
Control factors and levels.


The orthogonal array of L27 Taguchi design.

Finally, for determining the effectiveness of each control factor, contribution ratio 
Results and discussion
Physical and mechanical properties
Physical and mechanical properties of the composites.

As expected, the void content of the composites increases with increasing polyester fibre content because these NPNF mats are porous in nature. Moreover, the mechanical properties, i.e. tensile strength, hardness, flexural strength and impact energy were increased with increased fibre content. This may be attributed to the fact that with increased fibre content, the packing or integrity of the fibrous ingredients in the cured epoxy resin improves which results in enhanced mechanical properties. Similar outcomes have also been reported in previous studies, where increased mechanical properties were registered for nonwoven fibre-reinforced polymer composites [20–24].
Parametric analysis of erosive wear
Experimental results and corresponding SNR.

SNR: signal-to-noise ratio.

Main-effect plots for SNR of erosive wear rate. SNR: signal-to-noise ratio.
Response table for signal to noise ratios of erosive wear rate.

SNR: signal-to-noise ratio.
It was evident from Figure 4 and Table 6 that the impact velocity had the most significant effect on the erosive wear rate of the fabricated composites. It can be seen that the erosive wear rate increases linearly with the increase in impact velocity. This may be attributed to the severe impact between the erodent and composite due to the increased kinetic energy of the erodent particles at higher impact velocities [16,35]. The variation of impingement angle had affected the erosive wear rate after impact velocity. It can be observed that the erosive wear rate increased with an increase in the impingement angle from 30° to 60° and then decreased for angles >60°. This might be so since the scratching ability of impingement angle increased with decreasing the normal angle [16,17,36–38].
Moreover, delta in Table 6 defined as the difference between the maximum and minimum average SNR of each control factor. Furthermore, the CR of control factors was calculated by using equation (2) and depicted in Figure 5. From Figure 5, it can be seen that the order of the control factor effectiveness for erosive wear rate is A > C > B > E > D. It is clear from Figure 5 that the impact velocity has the most significant effect on erosive wear rate with 57.12%, whereas impingement angle, fibre content and erodent size have almost similar impact with ∼12%. The stand-off distance has low contribution towards erosive wear with 5.59%.
Contribution ratio of control factors.
Steady-state erosive wear assessment
From Taguchi analysis, it is found that the control factors like impact velocity and impingement angle cause significant effects on the erosive wear rate. Therefore, experiments for steady state erosive wear assessment are carried out with impact velocity and impingement angle variations. The plot of erosive wear rate of different composites as a function of impact velocity is shown in Figure 6, while other control factors such as stand-off distance, impingement angle and erodent size remain fixed. One can see that erosive wear rate increases gradually with increased erodent impact velocity and fibre loading. This possibly may be because, with increased in velocity, the erodent strikes the composite surface with higher kinetic energy thereby creating considerable stresses on the composite surface, resulting in increased erosive wear rate [17]. Among fabricated composites, 30 wt.% fibre-reinforced composite exhibit highest erosive wear rate. This increase in wear with increased fibre loading may be due to the improvement in the brittleness of the epoxy with the addition of fibrous reinforcement.
Erosive wear rate as a function of impact velocity.
Apart from impact velocity, impingement angle was other control factor affecting the erosive wear rate of the composites. The plot of erosive wear rate as a function of impingement angle for fabricated epoxy composites is shown in Figure 7, while other control factors such as stand-off distance, impact velocity and erodent size remain fixed. As can be seen in Figure 7, there was an increase in erosive wear rate of the composites with increasing impingement angle from 30° to 60°, and then erosive wear rate of the composites decreases above 60° of impingement angle. The erosive wear rate remains maximum at an impingement angle of 60° irrespective of the fibre loading and also found to increase with increased fibre loading. This may be because, at 60°, the erodent strikes the composite surface at larger area causes higher deformation. Moreover, with the increase of the impingement angle (>60°), the erosive wear rates tend to decrease. The erosive wear rate remains lowest at 90° impingement angle. It is worth noting that the decrease in erodent striking area at 90° also resulted in a smaller surface deformation. It is reported in the literature that when an erodent strikes the composite surface, its force of impact will be separated into two components namely tangential and normal. The tangential force component relies upon the erodent, whereas the normal force component controls the impact of erodent. For lower impingement angles, for example 60°, the erodent scavenging effects (due to tangential force component) on the surface were higher yielding higher wear. On the other hand, for 90° impingement angle, the tangential force components effects are reduced to a more significant extend, and for normal force component, the energy is dissipated by the impact and the kinetic energy loss, which results in lower wear [17,36–38].
Erosive wear rate as a function of impingement angle.
Eroded surface morphology of composites
The surface morphology of the eroded composites for identification of main wear mechanisms has been carried with SEM. Figures 8 and 9 present the micrographs of the examined eroded surfaces. Figure 8(a) shows the micrograph of the PE-10 composite with erosion conditions of impact velocity 43 m/s, impingement angle 90°, stand-off distance 85 mm and erodent size 450 µm. The micrograph in Figure 8(a) reveals that no severe deformation occurred on the eroded surface. One can observe that some material, which had been removed from the surface of the composite by the production of the crater, was still lying inside the crater.
SEM micrographs of eroded surface of (a) PE-10 composite with impingement angle 90 °; (b) PE-20 composite with impingement angle 60 ° at a fixed combination of stand-off distance (85 mm), erodent size (450 µm) and impact velocity (43 m/s). SEM: scanning electron microscope. SEM micrographs of eroded surface of PE-30 composite with, (a) impact velocity 54 m/s. (b) Impact velocity 65 m/s at a fixed combination of stand-off distance (85 mm), erodent size (450 µm) and impingement angle (60 °). SEM: scanning electron microscope.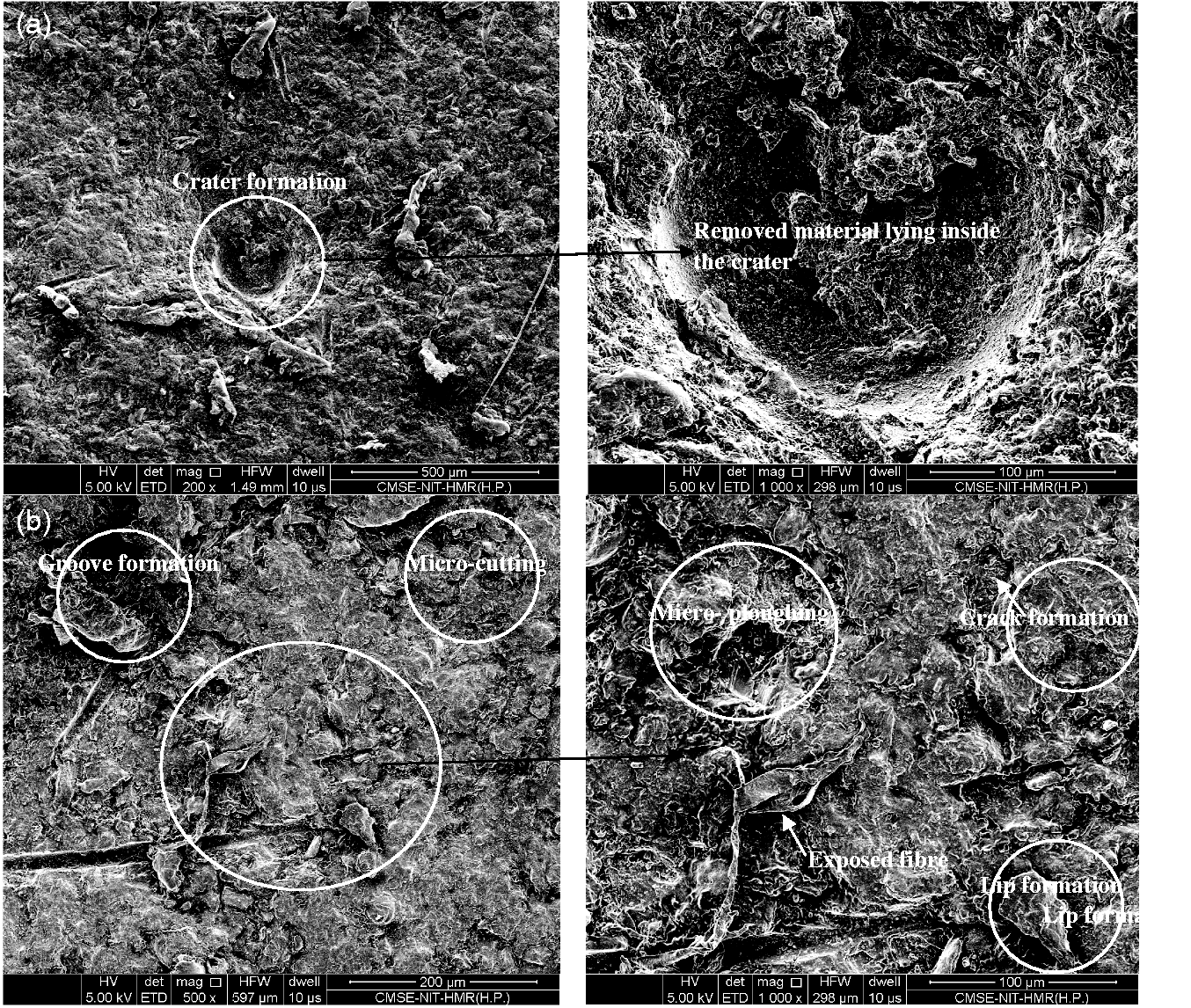

The surface morphology of PE-20 composite eroded with impact velocity 43 m/s, impingement angle 60°, stand-off distance 85 mm and erodent size 450 µm is presented in Figure 8(b). The erodent affected zones were found severely across the eroded surface of PE-20 composite. It can be seen from the eroded surface of the composite that material removal is mostly due to the micro-cutting and micro-ploughing mechanism.
Figure 9(a) and (b) highlights the damage of the PE-30 composites at higher 54 m/s and 65 m/s of impact velocity with impingement angle 60°, stand-off distance 85 mm and erodent size 450 µm. The microscopic images reveal evidence of micro-cutting and micro-ploughing similar to that observed on the eroded surface of PE-20 composites (Figure 8(b)). However, the intensity of deformed zones on the PE-30 composite surface at 65 m/s of impact velocity (Figure 9(b)) is noticeably higher, compared to PE-30 composite surface eroded at 54 m/s of impact velocity (Figure 9(a)), which highlights the disadvantageous effect of higher velocity on the erosive wear rate. Moreover, at higher velocities, erosion is dominated by cracking and pull-out of the materials from the composite surface. Repeated erodent impacts cause cracking and as these cracks grow/propagate, the material gets loosened, and it is eventually dislodged from the surface causing higher wear.
Conclusions
In this study, epoxy composites reinforced with polyester fibre-based NPNF were fabricated and evaluated for physical, mechanical and erosive wear properties. The effect of various control factors on the erosive wear behaviour of the fabricated composites was investigated with the help of Taguchi design of experiments approach. The Taguchi analysis has been performed to find out with the most favourable set of control factors for minimizing the erosive wear. The following remarks can be drawn from the study:
Increase in NPNF content led to increase in density, void content, hardness, impact energy, tensile and flexural strength. The erosive wear behaviour of the composites is greatly influenced by the control factors viz. impact velocity, fibre content, impingement angle, stand-off distance and erodent size. The CR of each of these control factors on erosive wear is 57.12%, 12.49%, 12.68%, 5.59% and 12.12%, respectively. The order of control factors which dominate the erosive wear is, impact velocity > impingement angle>fibre content>erodent size > stand-off distance. The combination of control factors with impact velocity 43 m/s, fibre content 10 wt.%, impingement angle 90°, stand-off distance 85 mm and erodent size 450 µm is obtained to minimize the erosive wear rate. The erosive wear rate of composites increases with the increase of NPNF content and increase in impact velocity of erodent, whereas maximum erosive wear rate occurred at 60° impingement angle for all composites indicating that the fabricated composites exhibit semi-ductile erosive wear behaviour. Studies of eroded surface morphologies indicated that micro-cutting, micro-ploughing, crater formation and surface cracking are the main mechanisms for wear initiation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.