
Abstract
Recently, the study of hybrid nanocomposites has attracted much attention because they are highly expected for being used in many applications. In this context, there is an insisting need to investigate the effect of incorporation of silica and carbon particulates nanofillers into epoxy reinforced with woven and nonwoven tissue glass fiber. The influence of incorporation of silica (SiO2) and carbon black nanoparticles (C) with different weight fractions on the tensile properties, impact strength and fatigue performance of epoxy matrix reinforced with two types of E-glass fiber was investigated. The results showed an improvement in tensile properties, impact strength and fatigue life with addition of almost all nanoparticles contents considerably with respect to that of the neat glass fiber reinforced epoxy composites (NGFRE). Hybrid composites filled with 0.5 wt.% C exhibited the highest tensile strength and fatigue performance with an enhancement of 19% and 60% compared to NGFRE, respectively. An increase of 57% and 28% in tensile modulus and impact strength over NGFRE was obtained respectively with hybrid composites filled with 1 wt.% C. Adding 0.25 wt.% SiO2 and 0.25 wt.% C simultaneously showed an improvement in mechanical properties. SEM images of tensile and impact fracture surfaces are presented for CS 0.5 specimens which in turn reveal weak fiber/matrix interface.
Introduction
In recent years, adding nanoparticles as reinforcements to polymers has attracted research projects to fabricate polymeric nanocomposites. Reinforcing matrix with nanofillers causes a change in its properties. This change may cause enhancement or deterioration in the matrix properties [1–4]. Hybridization has been focused on the modification of nanocomposites to improve thermal, physical and mechanical properties of composites by using inexpensive materials [5–8]. Nonwoven tissue (NWT) is considered as a strengthening reinforcement. The NWT is composed of fine short fibers randomly distributed [7]. Fiber-reinforced polymer composites are increasingly used in different structural applications such as in the aerospace, marine, automotive, and construction industries [9]. Woven fabric, unlike chopped strand mat, gives good dimensional stability and higher impact resistance and toughness [10].
Many researchers studied the mechanical properties of hybrid nanocomposites reinforced with only one type of nanofiller added to fiber reinforcement. However, others studied the effect of adding two different types of nanofiller to polymeric matrix without fiber reinforcement. Ayatollahi et al. [11] studied the effects of multi-walled carbon nanotube (MWCNT) and nanosilica on the tensile behavior of epoxy reinforced with woven carbon fabric reinforced composites. Addition of 0.5 wt.% of the two nanoparticles improved tensile behavior significantly; however, adding 0.9 wt.% leads to a decrease in the trend of tensile properties.
Anand et al. [12] studied the tensile strength and modulus of carbon nanofibers (CNF) with weight fractions up to 2 wt.% embedded in epoxy resin which is reinforced with unidirectional E-glass fiber. The results showed that the tensile strength and modulus of hybrid composites remain unaffected when compared to unfilled glass/epoxy composites. Furthermore, the fatigue life of glass fiber reinforced epoxy (GFRE) composite with 10 wt.% silica nanoparticle-modified epoxy matrix is about three to four times higher than that of the neat GFRE [13]. Moreover, the effect of adding MWCNT to epoxy reinforced with carbon fiber reinforcement (CFRP) on tensile behavior was investigated [14]. Tensile strength and modulus remained nearly unaffected, however, tensile strain to failure increased. The impact energy is increased by 21%. Besides, hybrid composites were fabricated using carbon nanotubes grown fibers with epoxy matrix. Higher energy absorption was shown with 48.7 and 42.2% in Charpy and Izod impact tests, respectively over neat composites [15].
Ulusa et al. [5] studied the tensile behavior of epoxy reinforced with boron nitride nanoplatelets (BNNP) and MWCNT with different weight fractions. Further increasing of BNNP content above 0.5 wt.% leads to decreasing the tensile strengths of BNNP/epoxy composites. However, adding MWCNT up to 0.3 wt.% increases the tensile strengths of BNNP-MWCNT/Epoxy composites. On the other hand, the mechanical and viscoelastic properties of polymer nanocomposites reinforced with montmorillonite nanoclays (MMT), carboxyl functionalized MWCNT, and MWCNT/MMT binary nanoparticles were investigated [16]. Adding each nanoparticle in the epoxy matrix showed significant improvement in the mechanical and viscoelastic properties as compared to the control ones. However, best results were obtained by the addition of 0.1 wt.% MWCNT/2 wt.% MMT binary nanoparticles in epoxy. Similarly, Jiang et al. [17] studied the effect of adding silica nanoparticles attached graphene oxide (ATGO) in epoxy matrix. The improvement in mechanical strength of the ATGO-filled composites was much higher than that of pure graphene oxide or silica filled composites. The tensile and impact strength increased with an increase of ATGO content in epoxy up to 1 wt.%.
The effect of adding silica and titania (TiO2) content on impact resistance of the Epoxy/SiO2-TiO2 hybrid materials was investigated [18]. The impact resistance increased at first and then decreased with increasing the content of SiO2 and TiO2 particles. It reached the maximum when the mixture of SiO2 and TiO2 content was about 1.32 wt.%. Shokrieh et al. [19] reported that addition of 0.25 wt.% graphene nanoplatelets and 0.25 wt.% CNF to epoxy resin improved the flexural fatigue life over composites filled with only graphene or CNF to epoxy resin.
A review of preceding studies showed that effect of adding two types of nanofillers to hybrid glass reinforcement on the mechanical properties has not been investigated. Moreover, the effect of combining silica and carbon black nanoparticles has not been reported yet as studies concerning carbon black nanoparticles are limited. Consequently, in this study, a new hybrid nanocomposite laminates were manufactured. The new hybrid composite laminates were composed of several types of reinforcements. Carbon black and silica were embedded into epoxy resin as single or combined nanoparticles simultaneously. These nanoparticles were added to two other types of glass fiber reinforcements (woven glass fiber and nonwoven glass tissue). Furthermore, nanoparticles reinforcements were embedded in epoxy matrix with both sonication and magnetic stirrer to ensure good dispersion of these nanoparticles in epoxy resin. Carbon black nanoparticles can replace carbon nanotube as they exhibit good properties and are available with relatively lower price. Nano-sized carbon black and carbon nanotube are widely used in the polymer industry due to their excellent physical properties and reinforcing ability [20]. Traditionally, carbon black has been the filler of choice due to the simplicity of its preparation methods which lead to low prices with good performance [21]. Silica nanoparticles are characterized by their limited cost. Combining both silica and carbon nanoparticles with a certain weight fraction may reduce the price of carbon nanoparticles used with the equivalent weight fraction. Tensile, impact and fatigue tests were performed to evaluate mechanical performance of the resulting hybrid nanocomposites.
Experimental work
Materials
The primary reinforcements used in this experimental study were two commercially available E-glass fiber, nonwoven E-glass fiber tissue mats (in a mat/veil form) and E-glass woven fiber mat (bi-directions in both warp and weft directions). These two types of E-glass fiber were supplied by Changzhou Tianma Co., Ltd, China. The composite materials in this work were fabricated from an epoxy system Kemapoxy 150. The secondary nano reinforcements for hybrid composites were silica (SiO2) and carbon (C) nanoparticles of diameters varying between 20 and 50 nm. These nanoparticles were supplied by Sigma-Aldrich. The laminated glass fiber reinforced epoxy was prepared from ten layers of E-glass fiber woven mat and six nonwoven E-glass tissue mats (NWT) as shown in Figure 1. The hybrid composites with NWT look like the Sandwich type on appearance. The fiber volume fraction was 35% as recommended by [22–24].
Lay-up configuration of hybrid composite laminates.
Methods
Manufacturing of nanocomposite laminates
The types of laminated specimens.
NGFRE: neat glass fiber reinforced epoxy composites; GFRE: glass fiber reinforced epoxy.

Schematic diagram of processing hybrid nanocomposite laminates.
Characterization of materials
Tensile test
Tension tests were carried out according to ASTM D3039. The test specimens were cut into strips of 250 mm length, 25 mm width and 4 mm thickness. The static tensile test was performed with a universal testing machine (Jinan Test Machine WDW 100 kN) supplied from Al Nouh Scientific Medical Equipment Co., Cairo, with constant cross-head rate 2 mm/min for all specimens. The stress–strain curve was recorded automatically by a computer data acquisition system. All tests were performed at room temperature. In tension, impact and fatigue tests, five specimens were tested for each sample and the average value was calculated and selected to represent the obtained value from the test.
Impact test
The impact strength and absorbed energy were measured by the Charpy test according to ASTM 256. Impact tests were carried out on impact machine type AVERY Denison, England. The energy absorbed per unit area of the fractured cross-section is the measure of the impact strength of specimen [15]. Impact test was performed with a 0.5 J sledge. Impact strength was obtained by dividing the absorbed energy with the original cross section area of the specimen.
Fatigue test
The stress cycles were 1500 CPM (25 HZ) as recommended by the standards JIS K7119 and ASTM D671-71. Bending fatigue tests were carried out on bending fatigue machine type AVERY 7305, England. All tests were conducted at constant displacement amplitude conditions. The stress ratio (minimum applied stress/maximum applied stress) was equal to (−1), i.e. mean stress was equal to zero and fatigue tests were performed under reverse loading.
Microstructure examination
Microstructural investigations were conducted on some of nanocomposites by using FEI Quanta 250 FEG. Scanning electron microscope (SEM) images were used to study the interfacial bond between matrix and reinforcements and fracture surface of nanocomposites. Hybrid composite samples were coated to make sample conductive. Gold coating was used for helping in improvement of image resolution.
Results and discussion
Tensile behavior
Effect of nanoparticle reinforcements on tensile strength of the manufactured specimens is shown by the stress–strain diagram in Figure 3. The figure shows that all specimens failed immediately after the tensile load reached its maximum value.
Stress–strain diagram of NGFRE and hybrid nanocomposites.
Figure 4 shows the ultimate tensile strength values of GFRE and hybrid nanocomposite laminates. As seen in this figure, the addition of nanoparticles clearly affects the tensile strength of GFRE. The highest tensile strength was obtained with 0.5 wt.% C. At this loading, 19% enhancement in tensile strength was observed over neat glass fiber reinforced epoxy composites (NGFRE). However, further increase in carbon nanoparticles to 1 wt.% lowers this improvement to 17% over NGFRE. On the contrary, an increase of 16.6% and 16.9% in tensile strength was observed when the NGFRE was reinforced with 0.5 wt.% and 1 wt.% of silica nanoparticles, respectively. The enhancement of the strength by addition of nanosilica particles is due to the increase of the interfacial region, leading to a decrease of the crack energy dissipation [14]. Addition of 0.25 wt.% SiO2 and 0.25 wt.% C nanoparticles (CS 0.25) led to an increase of 5% compared to NGFRE. However, on further increasing the concentration of silica and C nanoparticles (CS 0.5), the trend reverses where a decrease of 12% in ultimate tensile strength compared to NGFRE is obtained. Hence, it is inferred that improvement in mechanical properties also requires an optimal addition of nanoparticles as at higher incorporation of nanoparticles, chances of formation of agglomerates are predominant [12]. The decrease in the strength may be because of the agglomeration with the addition of more and more nanoparticles, which provides higher surface area available for the entrapment of macro-sized air bubbles from the atmosphere. This causes a reduction in the net strength of the composite [29]. Also combining both types of nanoparticles can cause bad dispersion of nanoparticle, more gas bubbles and excessive stress concentration points may be formed into the composites [5]. The uniform dispersion of nanofillers in the polymer matrix is an important prerequisite for desirable mechanical and physical characteristics [30,31]. Uniform dispersion ensures more surface area of nanoparticles into the matrix. This facilitates the functional groups on the surface of nanoparticles to be exposed to epoxy molecules result in cross-linking between nanoparticles and matrix. This cross-linking between matrix and nanoparticles may facilitate the stress transfer from matrix to nanoparticles. High strength and stiffness of nanoparticles made them effective to carry high loads when reinforced to polymer matrix [16].
The ultimate tensile strength of NGFRE and hybrid nanocomposite laminates.
The strain to failure of NGFRE and NGFRE filled with nanoparticles is shown in Figure 5. The strain to failure was increased by 16%, 15%, 11%, 15%, and 10% for S 1, S 0.5, C 0.5, C 1, and CS 0.25, over NGFRE, respectively. The use of substantially uniformly dispersed nanoparticles as reinforcements provides improved fracture toughness while concurrently improves strain to failure, compared to NGFRE. This increase in strain to failure leads to increasing ductile behavior. However, addition of 0.5 wt.% SiO2 and 0.5 wt.% C nanoparticles (CS 0.5) contributed to a 12% decrease in strain at failure in NGFRE. The ductility of CS 0.5 hybrid nanocomposites decreased when compared to that of NGFRE and this can be primarily attributed to the significant increase in the debonding of silica and carbon nanoparticles, thus indicates weak nanoparticles–matrix interfacial bonding between SiO2 and C nanoparticles and epoxy matrix. The agglomeration between SiO2 and C nanoparticle is shown in Figure 6(a) and its corresponding EDX is shown in Figure 6(b). These aggregates cause defects in the nanocomposites act as stress concentration sites thus generate cracks that cause early failure. It is evident that, the interaction between SiO2 and C nanoparticle leads to bad wetting and weak interface as a result of nonhomogeneous dispersion. These hybrid nanocomposites have a rougher fracture surface. When increasing SiO2 and C nanoparticles concentration, nanofiller molecules are more prone to interact with each other compared to the polymer molecules leading to percolated tunnel of interacting nanofillers. As a result, the onset of softening or reduction in modulus lowers strain at break.
The strain to failure of NGFRE and hybrid nanocomposite laminates. SEM image of CS 0.5 specimen (a) and its corresponding EDX spectrum (b).

Figure 7 shows the elasticity moduli of GFRE and GFRE modified by SiO2, C and SiO2/C nanoparticles. It is observed that the tensile modulus reached its maximum at 1 wt.% C content. The modulus of elasticity was increased by 57% over NGFRE. On the other hand, the elasticity modulus enhanced with adding 0.5 wt.% C with 22%. On contrary to tensile strength, further incorporation of carbon nanoparticles improves the tensile modulus. The high stress concentrations caused by the agglomerated particles did not affect the modulus as it is a low deformation property but reduced the strength by initiating early failure in the epoxy matrix [32].
The tensile modulus of NGFRE and hybrid nanocomposite laminates.
An improvement of tensile modulus by 15%, 23%, and 15% for S 0.5, S 1, and CS 0.25 over NGFRE was achieved, respectively. However, a slight decrease of 4% was obtained by CS 0.5 below NGFRE. Visual examinations on the fracture surfaces by scanning electron microscopy (SEM) can often reflect detailed information on the cause and location of failure. Figure 8 shows SEM image of the fracture surfaces of CS 0.5 tensile specimen. Figure 8(a) exhibits extensive splitting of fibers which provides an evidence of weak fiber/matrix bond strength. Figure 8(b) shows cracking in matrix reinforced with 0.5 wt.% silica and 0.5 wt.% carbon nanoparticles which indicates a weak interface between fiber and matrix. Debonding between fiber and matrix in the interfacial zone was observed. The bad adhesion of SiO2 and C in epoxy matrix leads to bad stress transfer between matrix and fiber besides the fiber pull-out and matrix cracking failure mechanism of glass fiber due to the tensile load, Figure 8(c), resulted in a relatively low tensile strength of CS 0.5 specimen.
SEM of the fracture surfaces of the CS 0.5 tensile specimen. (a) Splitting of fibers. (b) Weak interface between fiber and matrix. (c) Fiber pull-out and matrix cracking.
Impact strength
Impact test reflects the ability of a material to absorb energy at fracture when exposed to sudden impact. Figure 9 indicates the behavior of the impact strength as a result of filling the NGFRE with the nanoparticles. From these results it is observed that, the average impact strength is increased by 28%, 26%, 18%, and 13% for C 1, S 1, C 0.5, and CS 0.25 over NGFRE, respectively. However, a slight increase 5% is observed for S0.5. A slight decrease 2.5% is observed for CS 0.5 beneath NGFRE as shown in Figure 10. Tehrani et al. [14] attributed the enhancement in impact strength of CFRP reinforced with MWCNTs to the improvement in its inter- and intra-laminar mechanical performance yielding a better impact resistance. Nanoparticles can effectively hinder the formation and propagation of micro-cracks in the matrix [33]. Detaching between nanoparticles and matrix will form a considerable amount of voids, resulting in large fracture area, which consumes considerable deformation energy. Matrix filled with nanoparticles offers more efficient stress transfer, which in turn reduces the local stress concentration around the interlayer of fiber and the matrix. This improves the interfacial adhesion and mechanical performance of nanocomposite laminates. Nanoparticles can act as interlocking pins in the interphase and form a higher friction between matrix and fiber, which strengthens the interfacial adhesion.
Impact behavior of NGFRE and hybrid nanocomposite laminates. SEM of the fracture surfaces of CS 0.5 impact specimen. (a) Splitting of fibers. (b) Debonding between matrix and fiber. (c) Fiber–polymer interface.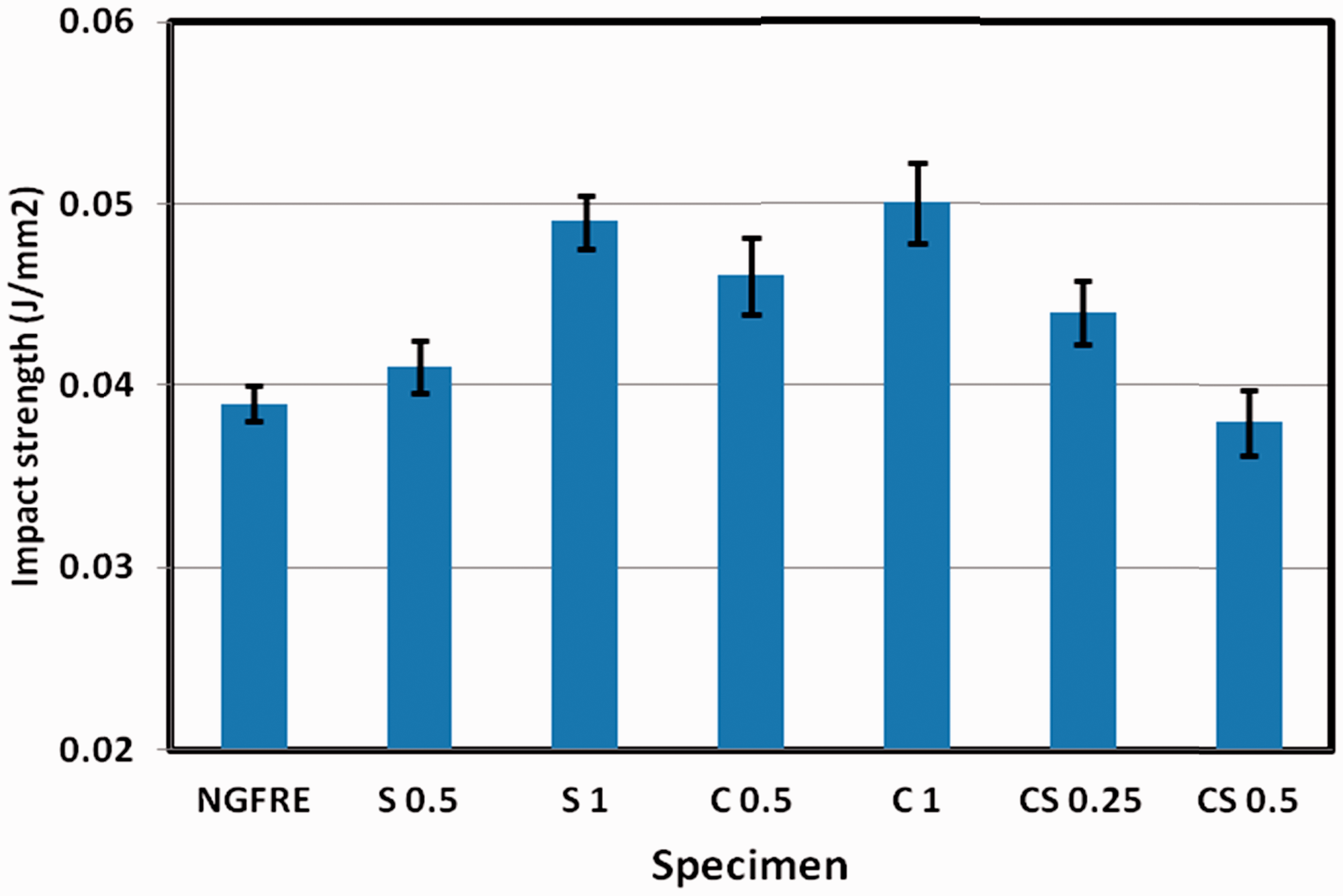
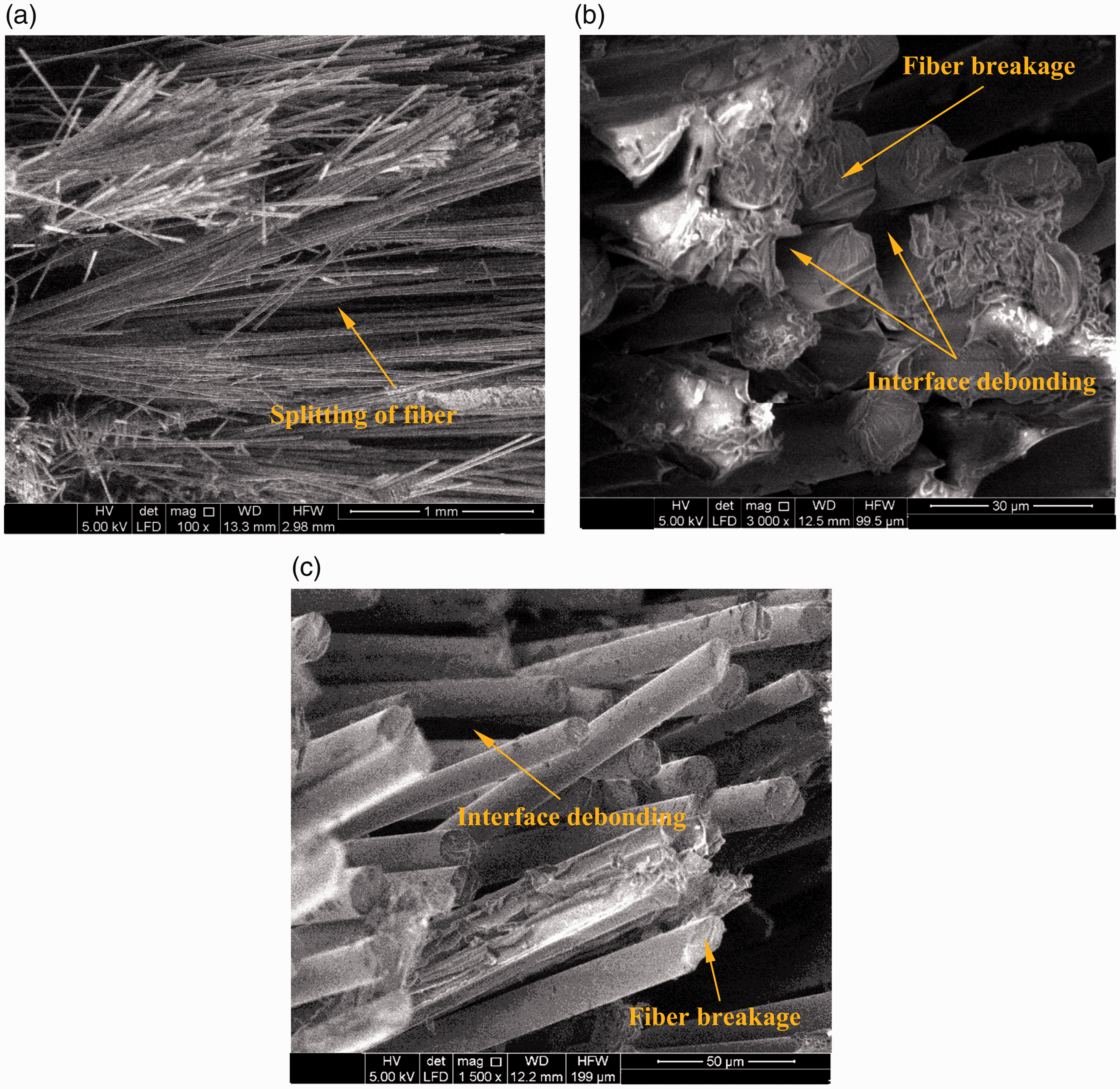
Figure 10 shows SEM image of the fracture surfaces of CS 0.5 impact specimen. Figure 10(a) shows glass fiber splitting occurs under impact test. Figure 10(b) shows fiber failure and matrix cracking that occurred during impact test. Under impact strength, debonding between matrix (reinforced with 0.5 wt.% SiO2 and 0.5 wt.% C) and glass fiber causes a quick failure and hence consequently the deterioration of impact strength over neat composites. After interfacial fracture, little matrix debris is still attached at the surface of glass fibers. Glass fiber combined weakly with nano-modified matrix at their edges. Figure 10(c) shows some of the fiber surfaces that did not have much matrix adhering to them revealing a relatively weak fiber/matrix interface.
Fatigue life
The fatigue lives of NGFRE and hybrid nanocomposite laminates at constant displacement amplitude are shown in Figure 11. All nanoparticles loadings result in better fatigue life than that of the NGFRE composites. The fatigue life is increased by 60% for C 0.5 and C 1. Moreover, the fatigue life of CS 0.5, S 0.5, CS 0.25 and S 1 is increased by 40%, 39%, 20% and 7% over NGFRE, respectively. Rafiee et al. [34] pointed out that this enhancement may be related to high specific surface area of nanofiller which enhanced nanofiller matrix adhesion. Generally, the fatigue performance improves with the incorporation of nano fillers in all the cases. Böger et al. [35] interprets this improvement as the incorporation of MWCNTs or fumed silica to epoxy leads to a delay in initiating the inter-fiber cracks which finally results in increase in fatigue life.
The fatigue life of NGFRE and hybrid nanocomposite laminates.
Fatigue damage in fiber-reinforced composites occurs at multiple locations in the form of fiber breakage, delamination, debonding and matrix cracking unlike that occurs in metals. While the fatigue life of the specimen CS 0.5 has increased, the tensile and impact strength decrease with respect to NGFRE. This may be attributed to the good adhesion between the SiO2 and C nanoparticles with the NWT glass fiber which represents the outer layers of CS 0.5 specimen. However, the adhesion of these two types of nanoparticles may be weak with woven glass fiber reinforcement which represents the core of CS 0.5 specimen. NWT glass fiber was easily impregnated during manufacturing as it is a veil; however, woven glass fiber reinforcement was more difficult in impregnation with SiO2 and C nanoparticles embedded in epoxy with total weight 1 wt.%. This leads to stiffer exterior layers than the core of this specimen. This perhaps increases the fatigue life but decreases the tensile strength. Peled et al. [36] stated that the tensile behavior of hybrid systems is influenced by the material combinations in addition to their arrangement across the thickness.
Selmy et al. [37,38] found that with hybrid composite specimens with unidirectional fiber at the surface and the random fiber is located at the middle, the tensile behavior decreased in comparison to hybrid composites with the opposite arrangement. However, flexural fatigue strength at the endurance limit of composites with unidirectional fiber at the surface and the random fiber is located at the middle increased and was about half that of hybrid composite with the opposite arrangement. They attributed this result to better fatigue load resistance of the stiffer unidirectional fiber at exterior layers where maximum flexural stress occurs at the outer layers [36]. Nevertheless, better transfer of the tensile load from the weak exterior layers was attained, resulting in improved crack arrest mechanisms by the interior layers of the strong fibers [36,37]. Also, Nagalingam et al. [39] investigated the tensile strength, impact strength and fatigue life of an experimentally produced nanocomposite fiber reinforced plastics in various combinations of polyester resin, fiber and nanopowder. The results showed that, adding 4 wt.% and 5 wt.% nanoclay to fiber/polyester composites increased the ultimate tensile strength but decreased the fatigue life when compared to neat specimens.
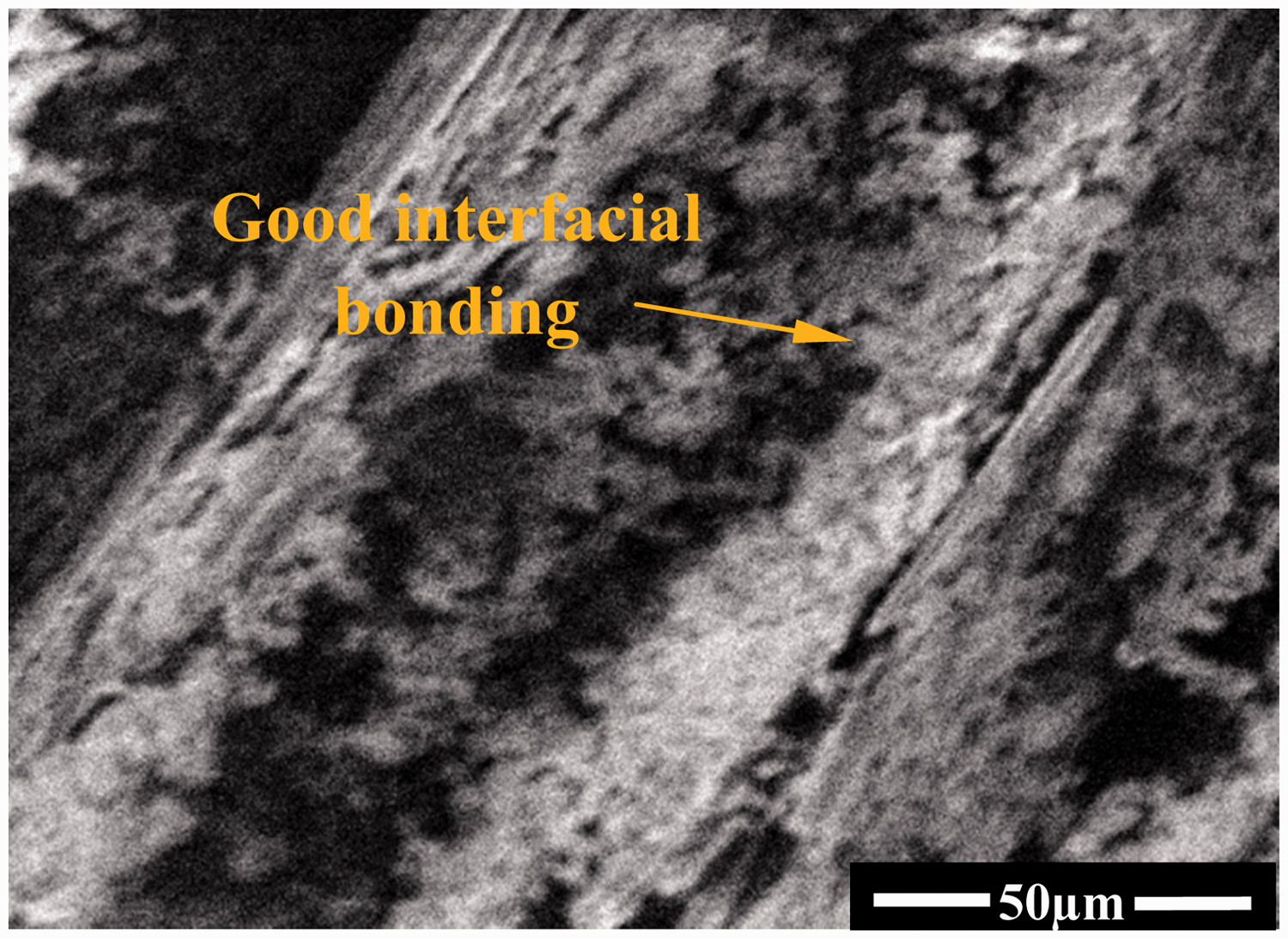
Figures 12 and 13 show the SEM of the fracture surfaces of NGFRE and C 0.5 under fatigue test, respectively. It is clear from Figures 12 and 13 that, NGFRE under fatigue cyclic load contains significantly more cracks than NGFRE reinforced with 0.5 wt.% C nanoparticles. For NGFRE SEM of the fracture surfaces of NGFRE under fatigue test. (a) Matrix cracking. (b) Fiber breakage. SEM of the fracture surfaces of C 0.5 under fatigue test.
Conclusions
The mechanical properties of epoxy reinforced with silica, carbon black nanoparticles, woven and nonwoven glass tissue were investigated. Silica and carbon nanoparticles were embedded into epoxy resin separately or simultaneously. Nanoparticle reinforcements were embedded in epoxy with both sonication and magnetic stirrer to ensure good dispersion of these nanoparticles in epoxy resin. The fabricated hybrid nanocomposites may be suitable in manufacturing of the body of automobiles, airplanes, and aerospace. These hybrid nanocomposites were tested under tensile, impact and fatigue loadings.
From the obtained results, the following conclusions can be highlighted:
Highest improvement of 19% and 60% for tensile strength and fatigue performance was obtained respectively with hybrid nanocomposites filled with 0.5 wt.% C when compared to unfilled composites, respectively. Tensile modulus, strain at failure and impact strength showed the highest value for hybrid composites filled with 1 wt.% C. Hybrid composites filled with 1 wt.% C exhibited the highest tensile modulus of 57% and impact strength of 28%, both as compared with unfilled composites. Generally, addition of all types and contents of nanoparticles improves the tensile properties, impact strength, and fatigue life of neat glass fiber/epoxy composites. However, adding 0.5 wt.% SiO2 and 0.5 wt.% C simultaneously worsens both the tensile properties and the impact strength.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.