
Abstract
This work deals with the investigation of mechanical properties and water absorption behavior of Calotropis Gigantea fiber reinforced epoxy composites prepared by using compression molding technique. The experiments were carried out by varying fiber length (10, 20, and 30 mm) and volume fraction (0, 5, 10, 15, 20, 25, and 30%). In addition to this, the water absorption behavior was analyzed at different climatic temperatures of 10℃, 40℃, and 70℃. The composites reinforced with 25% in volume of Calotropis Gigantea fiber showed better tensile, flexural, and impact properties. The hardness value and water absorption rate are higher for composites reinforced with 30% in volume of 30-mm Calotropis Gigantea fibers. Moreover, by increasing the bath temperature, the water absorption rate associated to this class of composite increases.
Keywords
Introduction
In recent years, the use of lignocellulosic reinforcements in polymer matrix composites is increasing due to various factors such as environmental concerns, awareness among consumers, environmental and waste management legislations. In addition to this, lignocellulosic materials have their own features like wide availability, low cost, biodegradability, renewability, recyclability, and competitive mechanical properties [1]. They can be easily extracted from the natural sources and they can be used as reinforcement in various polymer matrices for the development of composite materials. Recently, the researchers have identified various natural fibers and determined the various properties of fiber and its composites. The tensile, flexural, impact properties of piassava fiber reinforced epoxy composites were determined as a function of fiber volume fraction (0–40%). The results revealed that the composites reinforced with more than 20% volume of piassava fibers showed enhanced mechanical properties [2]. The Phoenix sp. [3–6] and Snake grass [7–10] fibers are extracted by using water retting process followed by manual peeling. The mechanical properties of these fibers reinforced composites were determined according to ASTM standards as a function of fiber length and volume fraction. The mechanical properties were enhanced when matrices were reinforcing with 40% and 25% in volume of Phoenix sp. and snake grass fibers, respectively.
Similarly, the mechanical behavior of lignocellulosic fibers reinforced composites obtained by using Chamaerops humilis [11], Arundo Donax [12], Alfa [13], Musa textilis [14], banana [15], jowar, sisal, and bamboo [16], Napier grass [17], and Vakka [18] were determined by varying the fiber length and fiber volume fractions to optimize the material properties. Most of the literatures revealed that the variations in fiber length and volume fractions have significant effect on the properties of the composites.
In general, lignocellulosic fibers are more susceptible to moisture; hence, the knowledge of the water absorption behavior of new lignocellulosic fibers composites is required to use such composites in the moist environment. The effect of fiber content, fiber length, and immersion temperature on water absorption was reported in many literatures. The increase in fiber content and length leads to increase in water uptake behavior of composites due to hydrophilic behavior of lignocellulosic fibers [19–21]. The increase in water uptake will affect the fiber–matrix interface bonding, leading to the decrease of the properties of the composites. Moreover, higher temperature of the water promotes the diffusivity phenomenon thus leading to the formation of micro cracks at the fiber–matrix interface that can induce the premature failure of the composite [22]. Many authors suggested that by enhancing the interfacial adhesion between fiber and matrix with the help of various chemical treatments of fibers, by adding the nano particles and by using hybrid composites, the water absorption rate can be controlled to some extent, thus improving the properties of the composites [23–28].
In literatures, the various properties of several lignocellulosic fibers and their composites were extensively discussed and this opened the path for researchers to study for new plant based fibers having good potential for developing polymer matrix composites. In this way, the Calotropis Gigantea (CG) fiber was identified and its physical, chemical, and mechanical properties of CG fibers were studied in our previous work [29]. The obtained values of various properties were comparable to the properties of other lignocellulosic fibers available in the literatures, confirming their potential as reinforcements in polymer matrix composites. This motivates to develop the CG fiber based polymer composites for various applications. In this context, the present work deals with the preparation and study of tensile, flexural, impact, hardness, and water absorption properties of CG fiber reinforced epoxy composites.
Materials and methods
Fiber
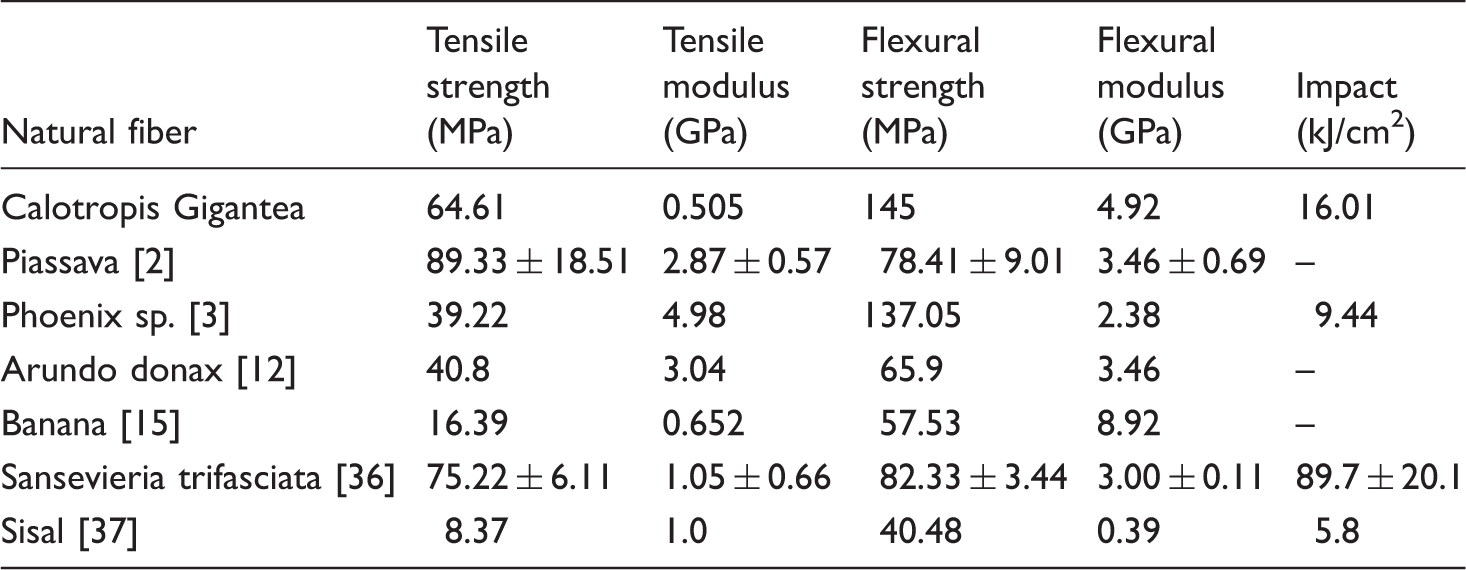
CG fibers belong to Apocynaceae family and it is native to India, China, Malaysia, Indonesia, Cambodia, and other parts of the worldwide. This plant grows up to a height of 3–5 m and has cluster of waxy flowers. Moreover, it consists of an oval shaped light green leaves and fibrous milky stem. The plants having an age of more than 1 year are found to be more suitable for fiber extraction. The leaves attached to the stem are removed and then the stems are cut to the required length. After that, they are dried at room temperature for 2–4 days and then the stems are de-corticated. Finally, the fibers were dried at room temperature of 28℃ (relative humidity of 60%) for 2 days and cut into 10, 20, and 30 mm lengths for the preparation of composite samples. The CG plant and extracted fibers are shown in Figure 1. The properties of CG fibers were mentioned in Table 1.
Extraction of CG fiber: (a) CG plant, (b) removal of stem outer layer, and (c) extracted CG fiber. CG: Calotropis Gigantea. Properties of CG fiber [29]. CG: Calotropis Gigantea.

Matrix
Commercially available epoxy resin (LY 556) and amine-based hardener (HY 951) is used for the preparation of composites with a mixing ratio of 10:1 recommended by the supplier. The epoxy resin and the hardener are supplied by Covai Seenu & Company, Coimbatore, Tamilnadu, India.
Preparation of composite samples
The composites were prepared by using CG fiber of varying length (10, 20, and 30 mm) and fiber volume fraction (0, 5, 10, 15, 20, 25, and 30%) with random orientation. The volume fraction of the CG fiber (Vf) is calculated by using the following equation [3].

Composite panels with dimension 300 × 300 × 3 mm3 were prepared using compression molding technique. Initially, the chopped fibers were spread over the female part of the mold and the prepared resin was poured on to it. Then the male part of the mold was placed over the female part and the mold was kept under a pressure of 4.5 bar for 6 h using a hydraulic press to obtain a uniform thickness in the whole panel. Finally, the post curing process was done for 4 h at 60℃ in an oven to improve the homogeneity of the curing process. The composite samples were obtained by cutting the panels with the aid of a saw according ASTM standards.
Tensile test
The Kundale Instruments—Model PC200 electronic tensometer, equipped with a 5kN load cell were used to perform the tensile tests according to ASTM D 638 standard [3,7,30]. Five dog-bone shaped samples with size 165 × 13 × 3 mm3 were tested for each case, setting the cross-head speed to 1 mm/min and the average value is noted as the tensile strength of respective composite samples.
Flexural test
Flexural tests (three-point bending) were performed, by using a Universal Testing Machine (Deepak Poly Plastic Pvt. Ltd., India) equipped with a load cell of 2 kN, according to ASTM D 790 standard [3,7,28,31]. Five prismatic samples having a span length equal to 48 mm were tested for each case, setting the crosshead speed of 2.5 mm/min.
Impact test
Izod impact tests were carried out using a IM245 impact testing machine (Deepak Poly Plastic Pvt. Ltd., India) according to ASTM D 256 [3,8,32]. The machine is equipped with a pendulum of a potential energy of 2.57 J. Five un-notched samples of size 64 × 12.7 × 3 mm3 were tested for each case and the average value is noted as the impact strength.
Hardness test
The hardness test was carried out by using Vickers hardness testing machine (Mitutoyo, HM 113 model, Japan Hardness Tester) according to ASTM E 384 standard [33]. The hardness values were taken at 10 different points in each specimen and the average value is noted as the sample hardness and is represented in terms of Vickers Pyramid Number (VPN). A diamond indenter, in the form of a right pyramid with a square base and an angle 136° between opposite faces, was pressed against the material under a load of 0.5 Kgf. The two diagonals X and Y of the indentation formed on material surface after the removal of the load are measured and their average is calculated. Vickers hardness is calculated using the following equation [34]

Water absorption test
Water absorption tests were carried out on five samples with size 64 × 12.7 × 3 mm3 for each condition, according to ASTM D 570 standard [3,21,23,35]. Tests were carried out under different climatic conditions (10℃, 40℃, and 70℃), removing the samples at regular intervals of time (i.e. 24 h). The water absorption in weight percentage %M was calculated as follows

Morphological study
The micro structural failures occurred in the fractured composite specimens under tensile flexural and impact conditions were analyzed through a Jeol Scanning Electron Microscope model JSM-6390. The resolution of 3.0 nm, accelerating voltage of 30 kV, working distance of 8 mm and pre-centered tungsten hairpin filament were used for the scans.
Results and discussion
Tensile properties
The tensile strength and tensile modulus of the CG fiber reinforced composites is shown in Figure 2. From Figure 2(a), it is noted that the tensile strength of epoxy matrix can be enhanced by reinforcing it with the CG fiber, because during fabrication of composites, the resin get filled in the hollow structures present in the CG fiber and possesses better mechanical interlocking led to enhanced mechanical properties. The tensile strength of CG fiber composites increased with the increase in fiber volume fraction up to 25% and decreased with the further increase in the volume fraction, due to insufficient bonding between the CG fiber and epoxy matrix [19]. This is because, at higher fiber volume fractions, the accumulation of fibers in the composites causes poor resin areas leading to insufficient bonding between the CG fiber and epoxy matrix. This reduces the stress transfer between the components of the composites and results into a poor tensile strength. Moreover, the tensile strength is higher for composites reinforced with 10-mm CG fiber at all volume fractions. This could be due to the fact that the short fibers have less number of flaws and defect, which increased the load carrying capacity of the fibers [4] and also the short fibers don’t have possibility for folding and entanglement during processing. The composites reinforced with 10-mm fiber showed higher tensile strength of 64.61 MPa, which is 122.4% higher than that of the neat epoxy.
Tensile properties of CG composites: (a) Tensile strength and (b) tensile modulus. CG: Calotropis Gigantea.
Figure 2(b) reports the tensile modulus of the CG fiber reinforced composites with respect to the variations in fiber length and volume fractions. Moreover, as tensile strength, the tensile modulus is also higher for composites when compared to that of the neat epoxy. The tensile modulus increased with the increase in fiber volume fraction up to 25% and then decreases for higher volume fractions due to poor compatibility between the matrix and the fiber. Similar results were observed for snake grass fiber composites [7]. The composites reinforced with 10-mm fiber records highest tensile modulus values at all volume fractions. The higher value of tensile modulus is 505.56 MPa, obtained from the composites reinforced with 25% volume of 10-mm length fibers. This value is 79.44% higher than that of the neat epoxy.
Flexural properties
Figure 3 reports the flexural strength and flexural modulus of the CG fiber reinforced composites. From Figure 3(a), it is observed that the flexural strength of neat epoxy can be increased by reinforcing the CG fibers. The flexural strength increased with the increase in fiber volume fraction up to 25% and decreased with the further increase in the volume fraction [7]. As discussed previously, the increase in fiber volume fraction to above 25% produced poor wettability between the CG fiber and epoxy matrix leading to decrease in flexural strength. Moreover, for all volume fractions, 20-mm fiber reinforced composites show maximum flexural strength. Also, at lower volume fractions, 10-mm fiber reinforced composites have higher flexural strength than the 30-mm fiber reinforced composites, but at higher volume fractions (above 15%), 30-mm fiber reinforced composites have higher flexural modulus than that of 10-mm fiber composites. This confirms that the flexural modulus strongly depends on both fiber length and volume fraction. The maximum flexural strength of 145 MPa is noted for composites reinforced with 20-mm fiber at 25% volume fraction, which is 123% higher than that of the neat epoxy.
Flexural properties of CG composites: (a) Flexural strength and (b) flexural modulus. CG: Calotropis Gigantea.
The flexural modulus also follows the same trend as that of the flexural strength (Figure 3(b)). It increased with the increase in fiber volume fraction up to 25% and decreased with the further increase in volume fraction due to incompatibility between CG fiber and epoxy matrix. The 30-mm fiber reinforced composites shows higher flexural modulus at all volume fractions and it records maximum value of 5.55 GPa at 25% volume fraction, which is 415.8% higher than that of the neat epoxy. In addition to this, flexural modulus variations between the composites reinforced with different length fibers is more irrespective of fiber volume fraction, thus indicating that the flexural modulus depends more on fiber length than the fiber volume fraction.
Impact property
The impact strength of CG composites with respect to variations in fiber length and volume fraction is shown in Figure 4. As in the case of the other properties, the impact strength of composites increased with the increase in fiber volume fraction up to 25% and decreases with the further increase in fiber volume fraction. In the same way, the impact strength of composites increased with the increase in fiber length. It is worth noting that by using CG fiber as reinforcement agent will increase the impact strength of pure epoxy. The higher impact strength of 16.01 kJ/m2 is noted for the composites reinforced with 30-mm fiber at 25% volume fraction, which is 126.13% higher than that of the neat resin.
Impact energy of CG composites. CG: Calotropis Gigantea.
Mechanical properties of various lignocellulose fiber/epoxy composites.
Hardness property
The VPN of composites reinforced with CG fiber of varying length and volume fraction is shown in Figure 5. It is noted that the hardness value of composites is higher than that of the neat epoxy and it increased with the increase in both fiber length and fiber volume fraction. Due to higher density of CG fibers, the hardness value increased with the addition of CG fibers in the epoxy matrix. Similar results are observed for bamboo, sisal/hemp fiber reinforced composites [38,39]. The hardness value of pure epoxy can be increased up to 107.2% by reinforcing 30% volume of 30-mm length CG fibers.
Vickers hardness of CG composites. CG: Calotropis Gigantea.
Water absorption behavior
The water absorption test were conducted for CG composites for the duration of 15 days with respect to variations in fiber length, fiber volume fraction, and immersion temperature. From the obtained results, it is noted that the water absorption rate increased with the increase in fiber length. For the sake of conciseness, the water absorption behavior related to the 30-mm fiber reinforced composites will be discussed in this section.
Figure 6(a) reports the percentage of water absorption by the CG fiber composites at 10℃. It is noted that the water absorption rate increased with the increase in number of immersion days irrespective of fiber volume fraction. The neat epoxy showed very minimum water absorption rate (almost 0%) for all days due to hydrophobic nature of epoxy resin. The addition of CG fibers increased the water absorption rate of composites due to hydrophilic nature of CG fibers [19]. Because of more hydrophilicity, the composites reinforced with 30% volume of fibers absorb more water. Figure 6(b) and (c) shows the water absorption of CG fiber composites at 40℃ and 70℃, respectively. Similar trend of water absorption is observed at all temperature ranges, but the water absorption rate increased with the increase in the temperature of bath. The raising in temperature promotes the diffusivity phenomenon, resulting in the formation of micro cracks on the interface region of fiber and matrix. The increase in water absorption rate will decrease the mechanical properties of the composites [20].
Water absorption of CG composites at (a) 10℃, (b) 40℃, and (c) 70℃. CG: Calotropis Gigantea.
Morphological studies
Morphological analysis was carried out to analyze the fractured surface of tensile, flexural, and impact tested specimens. Figure 7 reports the scanning electron microscopy (SEM) image of fractured surface of tensile tested specimen. Voids due to fiber pull outs and fiber breakage are observed due to weak adhesion between CG fiber and epoxy matrix. The adhesion between the fiber and matrix can be improved by treating the CG fibers chemically before the preparation of composites. This will reduce the number of fiber pull outs and it will enhance the fiber–matrix stress transfer leading to improvements in terms of tensile strength.
SEM image of tensile tested CG composites: (a) 100×and (b) 200×. SEM: scanning electron microscopy; CG: Calotropis Gigantea.
Figure 8 shows the SEM image of fractured surface of flexural tested specimen. In this, the voids due to fiber pull outs, fiber breakage, matrix breakage, and fiber–matrix debonding are observed. Because of bending load, the CG fiber gets pulled out from the matrix due to poor adhesion resulting in the formation of voids. The cracks were formed near the void region due to continuous acting of bending load on the specimens. This crack starts propagating as far as the applied load acting on the specimens leading to total failure of the composites. By improving the compatibility between the CG fiber and epoxy matrix, the flexural strength may be enhanced.
SEM image of flexural tested CG composites: (a) 100× and (b) 200×. SEM: scanning electron microscopy; CG: Calotropis Gigantea.
Figure 9 depicts the SEM image of fractured surface of impact tested specimen. In the SEM image, fiber and matrix breakages are observed. The application of impact load break the composites due to propagation of micro cracks formed near the interface region of CG fiber and epoxy matrix. Due to weak adhesion between raw hydrophilic CG fiber and hydrophobic epoxy matrix debonding occurs, which is responsible for fiber pull outs and formation of micro cracks.
SEM image of impact tested CG composites: (a) 100× and (b) 200×. SEM: scanning electron microscopy; CG: Calotropis Gigantea.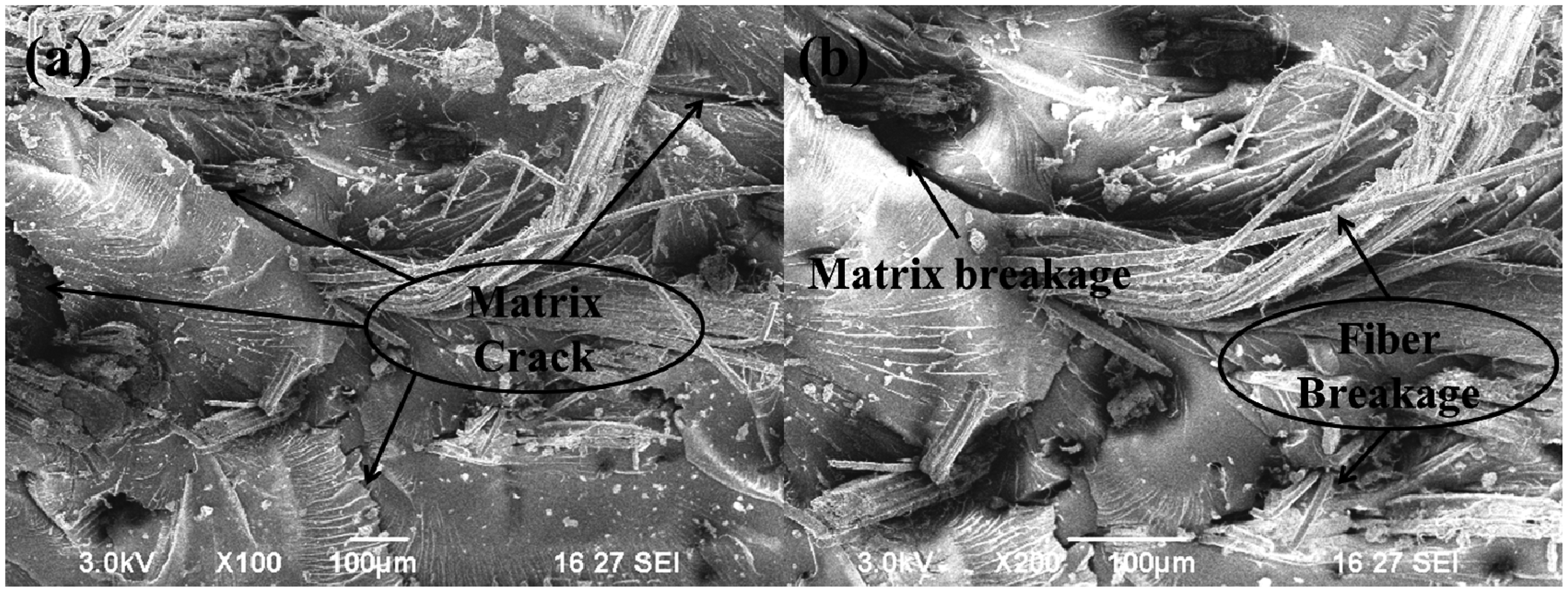
Conclusions
The CG fiber based epoxy matrix composites were manufactured successfully by using compression molding technique. The mechanical and water absorption properties were studied by varying the fiber length, fiber volume fraction, and immersion temperature. From the experimental results, the following conclusions were obtained:
The tensile, flexural, and impact strength are higher for composites reinforced with 25% volume of CG fibers. Also, these properties are higher than that of the neat epoxy at all volume fractions. The tensile strength and tensile modulus were higher for composites reinforced with randomly oriented 10-mm length fiber at all volume fractions, due to enhanced load carrying capacity of shorter CG fibers. The composites reinforced with 20- and 30-mm fiber showed higher flexural strength and flexural modulus, respectively, at all volume fractions. The impact strength increased with the increase in fiber length. The 30-mm fiber reinforced composites records higher impact strength of 16.01 kJ/m2. The hardness value increased corresponding to increase of the amount of CG fibers, due to the higher density of CG fibers. The composites having shorter length and lower volume fraction of fiber showed minimum water absorption rate, due to lower hydrophilic nature. The higher temperature of immersion increased the water absorption rate. The fiber pull outs, voids, fiber breakage, matrix breakage, and matrix cracks were highlighted through SEM images.
Based on these experimental results, it was concluded that the lignocellulosic fibers from CG plants is an alternative reinforcement material for the development of lignocellulosic fiber based polymer matrix composites for fabrication of light weight components used in automobile interiors, housing sector, partition panels, packaging industry, paper board applications, etc.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.