
Abstract
Considering safe and continuous operation of the subway tunnel, apart from the conventional drainage system, the entrances or exits of tunnels generally are designed to install special devices to block the influx of either floods due to sudden storms or harmful gases caused by terrorist attack. Traditional devices include metal plates or sandbags. In recent years, researchers have invented textile-based capsule-like inflatable device to replace the traditional devices because the new one can be flexibly located in the tunnel, capable of blocking fluids completely, light-weight and low cost. However, the fabrication of capsule-like textile structure has been seldom discussed in the literature. The capsule-like textile structure is either created by fabric weaving followed by sewing for the capsule form, which may result in unevenness of stress distribution due to existence of seams in the structure, or produced by expensive and specially designed weaving equipment. This paper is to explore two different fabrications of capsule-like textile structure for the purpose that the device is evenly structured and can be produced in one step with conventional weaving loom. The techniques of fabrication with trapezoid-formed reed as well as the application of double-layered structure have been investigated. The contour of spherical crown of capsule-like structure is well in line with calculated values.
Keywords
Introduction
Nowadays, people are enjoying the convenience of the subway traffic, while also facing the threat of natural disaster, such as sudden storm or toxic gas entering into the railway tunnels, if the drainage system cannot immediately guide the fluid out of the tunnel, the fluid would freely reach every corner of the tunnels. This could not only pause the normal train operation but also damage the electric system, etc. [1–3], which results in economic loss even threat of human life safety. The conventional measure to protect fluid from entering into the tunnels is to use metal plates or piles of sandbags blocking the influx of floods [4]. This approach cannot meet the requirement of quick response to the sudden pouring of flood and gas, and also cannot completely block the influx of floods due to the gap between blockers and walls. In addition it costs much labor for the work.
Barbero and his colleagues [5] introduced a fiber-based inflatable structure to block the stormy floods or toxic gas getting into the railway tunnels . The capsule-like inflatable structure is cheap, light-weighted, flexible for distribution, quick for response to block unexpected fluid into the tunnel. In this study, they did not mention the fabrication of the inflatable structure, but studied the mechanical properties and proceeded tunnel simulation test of the inflatable structure. Fabrication of capsule-like tubular structure is a basic issue for wide use of this kind of safety devise in tunnels. There are various manufacturing processes for the interlacement of yarns to produce three-dimensional fabric structures as preforms for textile composites. The manufacturing route is determined by the end-use of composites [6]. For the capsule-like tubular structure, it usually requires specially made weaving machines, which could make fabrication difficult and cost expensive.
This paper is to explore fabrication of capsule-like inflatable structure using conventional weaving machine. The purpose is to attempt to produce the capsule-like inflatable device in one step instead of multi-step including weaving and sewing, etc. Compared to knitted or braided fabrics, woven fabrics are more durable and stable. Under normal situation, the capsule-like inflatable devices are folded and packed up and located on the wall of tunnel at any positions needed. When heavy rain or other fluids pour into the tunnel in a short time, they will be triggered to inflate and fully fill with the tunnel so that the harmful fluids are prevented from moving freely in the tunnel [7]. Two approaches are attempted to produce the structure in laboratory scale. The pros and cons are discussed in details. The purpose is to develop a proper technique to precisely and economically produce the structure so that the inflatable structure with unique form can be engineered with ease.
Approaches to produce capsule-like tubular woven fabric
Three approaches to produce the fabric-based safety inflatable structure are attempted. They are fabrication of tubular fabric with special reed, fabrication of fabric with double-layered weave based on single-layered weave.
The desired form of capsule-like tubular woven fabric
The desired safety inflatable structure is fully enclosed like a capsule (see Figure 1) [8]. Its main trunk is a cylinder, with spherical crown on both ends. In laboratory, the miniature size of the structure is shown in Figure 2. The minimum radius of the spherical crown is determined which can be achieved using different methods. The specification of the fabric is shown in Table 1.
Desired safety inflatable structure. Engineered structure in laboratory. Specification of fabrics used for safety inflatable structure.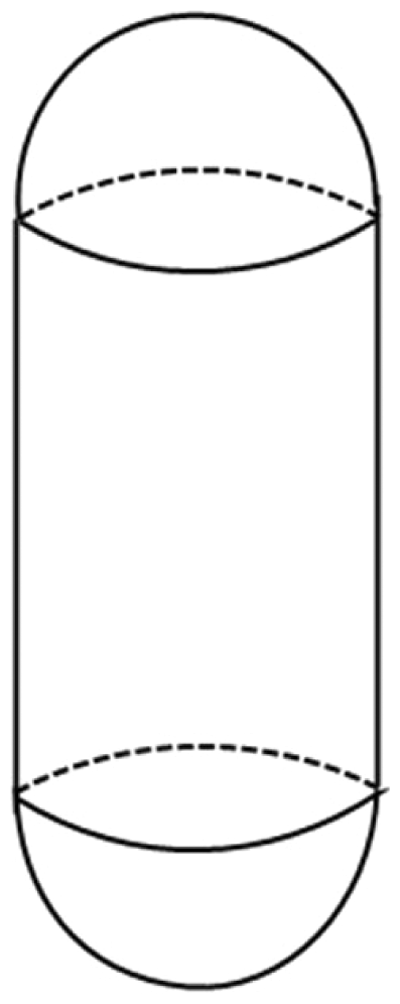


Approach for producing capsule-like woven fabric with special reed
Principle of fabrication with special reed
The capsule-like safety inflatable structure is a structure of cylinder form in the middle and spherical crown form on both ends. The part of cylinder form, which is exactly the same as tubular woven fabric, can be produced on conventional weaving machine. For the part of spherical crown form, the diameter of tubular fabric needs to be changing as required. The diameter can be changed either with an increase or decrease of the number of warp ends, while the warp count keeps constant, or with a change of warp count, while the whole number of warp ends keep constant. For the first method, since the number of warp ends changes during weaving, the diameter of tubular fabric changes step by step. Meanwhile fringe created from removed warp yarns will occur when the diameter of tubular fabric changes, resulting in problems in structural integrity. With the second method, the diameter of tubular fabric changes continuously and the whole surface of the tubular structure is smooth. So, practically, it is feasible to change the diameter of tubular fabric by changing the warp count with constant number of ends.
In order to change the diameter of tubular fabric on both end of the structure with constant number of ends, a special reed called trapezoid-formed reed [9] is employed, as shown in Figure 3. Compared to the normal reed whose form is a rectangular shape, where all wires are in parallel manner, the wires in trapezoid-formed reed slant. The reed number changes when the warp yarn sheet is located in a different position. The maximum value of reed number is on the top position of the reed, while the minimum value of reed number is on the bottom height of reed. The range of value of reed number depends on the design of trapezoid-formed reed. Therefore, a change in warp sheet position in the special reed can change the warp count so as to change the diameter of tubular woven fabric.
Trapezoid-formed reed. (a) Photo of special reed and (b) Illustration of special reed.
For conventional weaving machine, the position of cloth fell keeps constant, so the width and warp count of fabric are constant. But for producing tubular fabric with changeable diameter on conventional loom, a lifting platform is required to be combined with the use of trapezoid-formed reed. The aim of using a lifting platform is to raise or lower the position of cloth fell so as to change the position of warp sheet in the reed, where the reed number varies along the height of the reed. By doing that, the diameter of tubular fabric is achieved. The lifting platform is shown in Figure 4.
A lifting platform with the trapezoid-formed reed.
Loom programming and parameters of producing capsule-like tubular woven fabric with special reed
Plain weave is used to produce the capsule-like tubular woven fabric. The ratio of face warp to back warp is 1:1, and so is for face weft to back weft. The loom programming of the fabric is illustrated in Figure 5.
Loom programming of tubular fabric.
The height of the special reed in this project is 8.4 cm. The minimum value of reed number is 10.2 dents/cm and the maximum value of reed number is 20 dents/cm. Practically, the effective range of value of reed number for the trapezoid-formed reed is 14–20 dents/cm.
The target diameter of tubular fabric D is 6 cm, the radius is 3 cm, so
The tightness factor of tubular fabric is set as 77% because the fabric needs to be tightly woven. Since the fabric must be uniform in terms of tensile strength, the tightness factor of fabric should be kept constant. So the weft count of fabric should change with the change of warp count. The tightness factor equation is

When the diameter of yarn and warp count of fabric are given, the weft count of fabric can be calculated from equation (1)

Loom processing parameters for spherical part on both ends of capsule-like structure
The relationship between the axial lengths for spherical part and fabric width, warp count as well as weft count of fabric respectively is crucial for the fabrication of precise capsule-like structure. Assume the diameter of cylinder part of capsule-like structure is D, as shown in Figure 6, where the initial diameter or base diameter of spherical part is 6 cm, the maximum designed axial length for spherical part is L, and the shape of spherical part on the loom is approximately elliptic, as shown in Figure 7. For any random point on the curve A(x, y), the width of the fabric w is 2|x| and the axial length l is |y|. According to the following elliptical equation (3), the relationship between the width of fabric w and axial length l can be derived as seen in equation (4)
Spherical crown. Ideal form of spherical crown on loom.



For this project where D = 6 cm and L = 3 cm, then

Since the total number of warp ends is constant during weaving, therefore the warp count 
For this project where K = 28 and L = 3 cm, therefore

Since the tightness factor of fabric is kept constant, weft count 
For this project, E = 77% and d = 0.026 cm, thus
The weaving parameters change with axial length l.

l: axial length; w: width of fabric.
Note: The unit of Pwarp and Pweft is ends/cm.
Then the capsule-like structure is produced as required.
Production of the tubular fabric
We use semi-automatic small sample loom to fabricate. The trapezoid-formed reed and lifting platform are installed on the loom. Followed by procedure of weaving preparation, the processing parameters are set up according to the calculation above. Figure 8 shows the capsule-like structure produced with trapezoid-formed reed and lifting platform on the conventional loom. As shown in Figure 8, although the reduction of diameter of spherical crown of capsule-like structure is only about 30%, the diameter would have reached almost zero if the range of reed number of trapezoid-formed reed was sufficient.
Engineered sample of capsule-like structure. (a) Part of one end of spherical crown (b) The three-dimensional structure.
Approach for producing capsule-like tubular woven fabric with double-layered weave
Figure 9 shows how this approach works on conventional weaving machine to produce the capsule-like tubular fabric with double-layered weave [10]. As a form of capsule-like structure is designed, double-layered weave is used as shown in Figure 9. That part is formed as required size of capsule-like structure. And it is surrounded by single-layered weave, such as plain weave, so that it can be produced without additional elements on the loom. This producing method is straight forward and effective in terms of fabrication, especially for the part of spherical crown on both end of tubular part [11]. The tensile strength is uniform for the whole capsule-like structure because the structural parameters can be accurately controlled.
Illustration of fabrication of capsule-like tubular fabric with double-layered weave. Loom program for producing capsule-like structure.

For the capsule-like structure in this project, the designed diameter of tubular fabric is 6 cm, the axial length of spherical crown of capsule-like structure is 3 cm. Due to the experimental conditions, the warp count is 400 ends/10 cm. In order to constant the tightness factor at 77%, the weft count can be calculated from equation (2), the value of weft count is 200 ends/10 cm. Figure 10 shows the loom program for producing capsule-like structure with double-layered weave. Depending on the designed size of capsule-like structure, each part of ends will repeat several times, as shown in weave diagram in Figure 10, so will each part of picks. For the spherical crown, stepped construction is used to form the curve, as shown in Figure 11. The more frequent each step is set up as the width of fabric changes, the smoother the curve of spherical crown will be. We use rapier loom to fabricate the fabric. Followed by weaving preparation process, the capsule-like structure can be woven on the conventional loom as shown in Figure 12.
Illustration of stepped construction for spherical crown. Pictures of capsule-like structure produced using double-layered weave. (a) The structure on the loom (b) the structure off the loom.

Results and discussion
Reliability of fabrication is ensured only when the engineered capsule-like structure meets the requirement designed, particularly for the contour of spherical crown.
Figure 13 shows the contour of spherical crown for the fabrication with special trapezoid-formed reed. Theoretical width change with the change in axial length of spherical crown follows equation (4). The actual width is measured from the sample. It can be seen that the variation between theoretical width and actual width exists but less than 2% on average. The reason why there is error between the theoretical width and actual width is that the adjustment of lifting platform is manual, resulting the errors in width. But from the error bars, the actual width is within the error range. With special reed and lifting platform on the loom, this approach of fabrication can produce satisfactory capsule-like structure in one step continuously on conventional loom. The diameter for spherical crown changes gradually and seamlessly so that the tensile strength of capsule-like structure can tend to be uniform [12].
The width varies with a change in axial length of spherical crown.
For the approach of fabrication with double-layered weave based on single-layered fabric to form the capsule-like structure, Figure 14 shows the variation between calculated width, length and actually measured width, length from the sample. The variation between calculated values from equation (4), as shown in Figure 11 as A, B, C, and actual measured values of engineered sample is less than 5% on average. But from the error bars, the measured values are within the error range. This stepped construction for producing spherical crown is feasible. Furthermore, smooth and continuous changes in width can be achieved by using Jacquard loom. Also, it can be produced in one step with conventional weaving loom. So this method possesses great potential for fabrication of capsule-like inflatable structure.
Variation between theoretical values and actual values of engineered sample.
Conclusions
Two methods for fabrication of capsule-like inflatable structure in one step as light-weighted, flexible and reliable tunnel plugs in railway tunnel for safety issue are presented. Principles for each approach are stated and the processing parameters have been explored. The approach with double-layered weave shows it is the most promising among the two methods because no additional elements are needed on conventional loom and the distribution of tensile strength within the fabric is uniform due to seamless fabrication of the whole structure. Also, it can be fabricated with the calculated weaving parameters accurately, the experimental error control in 5% and it is rarely affected by experimental instruments and human factors. The contour of spherical crown of engineered sample is well in line with theoretical values.
Footnotes
Acknowledgements
We would like to express our gratitude to all who helped us during the writing of this article. Our deepest gratitude goes first and foremost to Teacher Li Hanzhong and Wang Jiang, who have offered us valuable suggestions in the academic studies and kindly gave us a hand during our experiment. Without their patient instruction, insightful criticism and expert guidance, the completion of this article would not have been possible. Also, we would like to express our heartfelt gratitude to our friends and classmates for their valuable suggestions and help.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.