
Abstract
The present work attempts to understand the inter-relation between the spun yarn fiber volume fraction and the fabric fiber volume fraction when adapted in the reinforced polymer composite. The yarn diameter of the natural fiber spun yarn has a great heterogeneity that affects the fiber volume fraction at the different basic units of the fabric. That in turn creates a rich fiber or rich polymer point in the final composite, resulting in the composite with varied reinforcement which has a crucial impact on the stress transfer between yarns and matrix and the composite fracture mechanism. The model was developed to express the effect of the lay out of the yarns in warp and weft directions with their real measured diameters. The fiber volume fraction of each basic weave unit was targeted to calculate the minimum, average, and maximum values of the fabric's fiber volume fraction distribution. The developed model predicts of the effect of yarn fiber volume fraction and warp and weft densities for weave fabric on its final fabric volume fraction, taking into consideration the actual variation of the yarn diameter along its length, to accomplish suitable structural performance for a composite material.
Introduction
In the last decade, a growing interest in reducing the environmental impact of materials is leading to the development of newer materials or composites, based on natural fibers as a reinforcement material for their ecofriendly nature and sustainability [1–3]. One of the many advantages of composite materials, in general, is the possibility of tailoring material properties to meet different requirements. The final microstructure of the reinforcement depends, to some extent, on its compaction behavior [4] and therefore has a direct impact on the mechanical properties of the composite. The main factors contributing to the compaction of preforms are five different mechanisms: yarn cross section deformation, yarn flattening, yarn bending deformation, void/gap condensation, and nesting [5]. The mechanical properties of the yarn are directly influenced by the value of yarn cross section, while for the composite properties, one of the main parameters is the fiber volume fraction. By raising the fiber volume fraction, the relative amount of stress relaxation decreased, while the maximum compaction pressure and the permanent deformation increased [2]. It is well known that the macroscopic behavior of heterogeneous fiber reinforced polymer composites depends on many factors; including the (volumetric) compassion, the stress–strain behavior of each component, the geometrical arrangement of the phases, and the interface properties [6]. Composites can be made with fibers as mats and as aligned assemblies impregnated with matrix polymer [7,8].
One of the main parameters that influences the mechanical properties of fiber reinforced polymer composite is the fiber volume ratio. Theoretically, the maximum yarn fiber volume ratio may reach for unidirectional hexagonal packing 0.98 [9] and in the case of the idealized structure, its maximum value has been established to be 0.76–0.9 [10], depending upon the arrangement of the fibers. The fibers are varied in diameter and cross section shapes as well as their rigidity. The fibers are not straight and parallel but they migrate between the cross section of the yarn along its length. The yarn is twisted to get its integrity which will exert a radial pressure on the different fibers in the yarn cross section, making the distribution of the fibers varied and, consequently yarn packing density. The yarn irregularities along the yarn result the diameter of the yarns varied too, the more the diameter, the less will be fiber packing density across the yarn cross section. Fiber packing density of the idealized yarn structures and the distribution of the fibers in the yarn cross section were studied by several investigators [10–13]. The fiber-volume fraction has a profound influence on interface failure and, consequently the composite mechanical properties [10,14,15]. The variation of the fiber volume fraction value in the composite will strongly affect the behavior of its failure. It has been a well-known mechanism that when a fiber composite is under an axial tension, the axial displacements in the fiber and in the matrix will be different because of the differences in tensile properties of these two components [10].
The yarn fiber-volume fraction was found to be a function of yarn spinning system, the minimum number of fibers needed to form the yarn, and the yarn count [11,16]. To overcome the delimitation of the composite, the weave of the yarns may be orthogonal multidirectional fabric, weft knitted, warp knitting, biaxial braided fabric, and tri-axial braided fabric [17], creating gaps between the weft and warp which define its porosity that determined the final fiber volume fraction of the formed composite [18–20]. Spun yarns have a certain fiber volume fraction and, when they are architected in a weave structure, the total fiber volume fraction of the weave will depend upon the spaces between the yarns in the fabric. Also, yarns can be woven in forms of 2D fabrics or 3D fabrics when thick composites are needed. In this case, the value of the volume fraction varied, depending on the structure of reinforcement: unidirectional, woven, or random mat. Therefore, there is an optimal space between fibers that will fully exploit the uniform load transfer between fibers [7]. When there is very few fibers present (0 < Vf < V f min), the stress on a composite may be high enough to break the fibers. The broken fibers, which carry no load, can be then regarded as an array of aligned holes [21]. The rule of mixture is used for the hybrid fiber reinforced polymer composites [22]. Heterogeneous fibrous reinforcement increases the reinforcement efficiency [23]. Possible sources of heterogeneity are variabilities in fiber diameter, modulus of elasticity, or bond quality. With finer crack spacing, the heterogeneous stress state of the reinforcement is homogenized leading to a more efficient load bearing behavior. Since the crack spacing is a monotonic function of the fiber volume fraction and fiber diameter, these quantities should be considered in structural analysis and design of composites with heterogeneous reinforcement. This situation can be applied when using yarns instead of fibers. The variability of the yarn diameter should be accounted when a fabric is used as reinforcement. Fiber content and tensile properties are found to be linearly related, as per the rule of mixtures. While most researchers give estimates of fiber weight fraction, some state the fiber volume fraction assuming no porosity [24]. There are, however, some studies on structure–property relationships of polymer fiber composites; manufactured from short random fiber reinforcements, uniaxially oriented fiber reinforcements or staple fiber yarn reinforcements [25–27]. The packing fraction of the yarn is affected by the twist level due to the reduction of the yarn diameter [28]. The increase of the yarn count at the same level of twist affects also its packing density [29]. The analysis of the yarn diameter indicates that it has a high variability that necessitates an increase in the composite diameter to envelope all the yarn body, leading to the reduction in its fiber volume fraction. A model for the determination of composite fiber volume fraction was driven, grounded on the analysis of the yarn diameter variability along its length. From above analysis, there are difficulties in calculating the fiber volume ratio of composite without disquiet the different variables existing along the yarn length. Moreover, the places where the packing density is low will represent a start of the composite failure. To cover all the surface of the yarn, the fiber volume fraction should be proportional to the ratio of maximum yarn diameter/mean yarn diameter. The coefficient of the yarn diameter variation has also an impact on the composite fiber volume fraction [30]. However, the effect of variation in fiber volume fraction in the same reinforcement on the damage initiation and propagation is interesting and has not yet been sufficiently investigated [31].
No analytical model currently exists to accurately predict the effect of yarn diameter variability on the fiber volume fraction of the fabric reinforcement polymer composite. The present study deals with the problem of calculating the fiber volume fraction of a composite, taking into consideration the actual variation of the yarn diameter along its length, to accomplish suitable structural performance for a composite material.
Materials and methods
Materials
Yarn specifications.

Yarn diameter measurement
The analysis of the yarn evenness, yarn diameter, and hairiness of the samples.
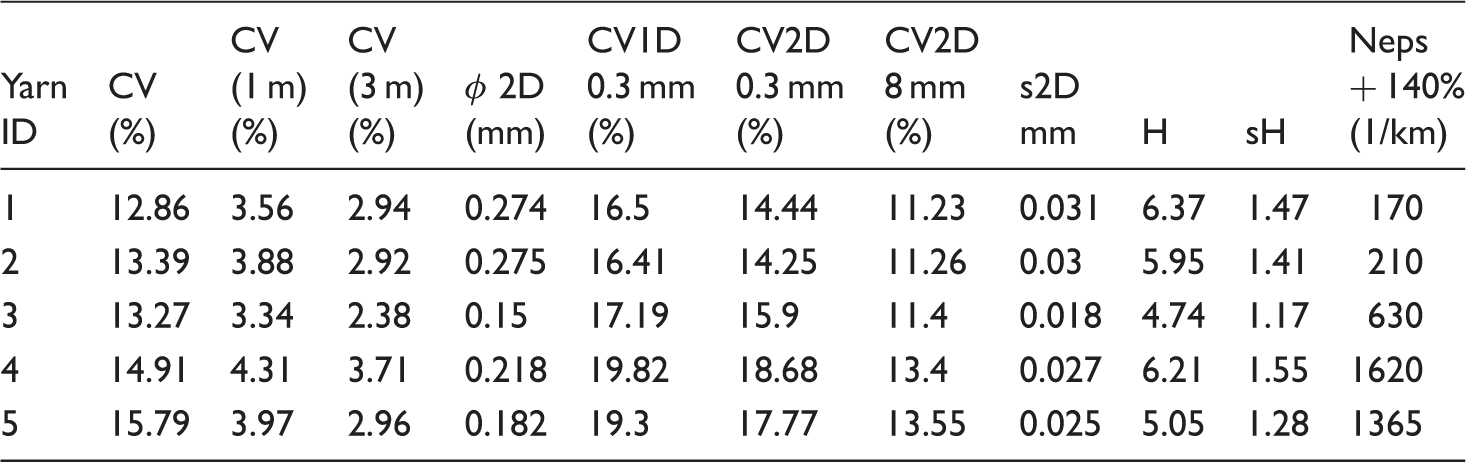
Table 2 illustrates the results of the measured yarn samples on Uster tester which indicates that the variation of the yarn diameters depends on the yarn measured length. Coefficient of variation of the yarn lengths of 8 mm (CV2D 8 mm) is much less than (CV2D 0.3 mm) and the coefficient of variation calculated with measured zone 0.3 mm using two-dimensional sensor CV2D 0.3 mm is less than one dimensional sensor CV1D 0.3 mm. The presence of neps +140% per km is also different from one yarn to another. Finally, the mass variation CV% decreases as the measured length increases. This indicates that the yarn variation in diameter will impact the fiber volume fraction of the weave unit cell.
Results and discussions
The core of the investigation was aimed to find out the relation between the yarn fiber volume fraction and that of the fabric preform, taking into consideration the variability of the yarn diameter.
Yarn fiber volume fraction
The yarn fiber volume fraction has been studied by several investigators [10,11,15,30].
The average yarn volume fraction is
d
f
is fiber diameter. n
f
is the number of fibers in the yarn cross section. d
y
is yarn diameter.
It has been well known that spun yarns are not entirely homogeneous; the yarn diameter of natural fiber spun yarn is varied along its length due to the variation of the number of fibers in the yarn cross section and fiber packing density, especially in the case of the bast fibers which are widely used in the manufacturing of nature fiber polymer composites [30,33].
The measurement of the yarn diameter specifies the variation of yarn diameter along the yarn length as illustrated in Figure 1, which represents an example of so many yarns tested (dozens); one sample is the carded yarn and the other represents combed yarn. The accumulative curve of yarn diameters indicates their high inconsistency at the different cross sections of the yarn, which is reflected on the value of the yarn diameter coefficient of variation, as given in Table 2.
Analysis of the yarn diameter “mm” variation of tested yarns.
Classification of yarn compactness.

Categories of the fiber packing density in yarn cross section.
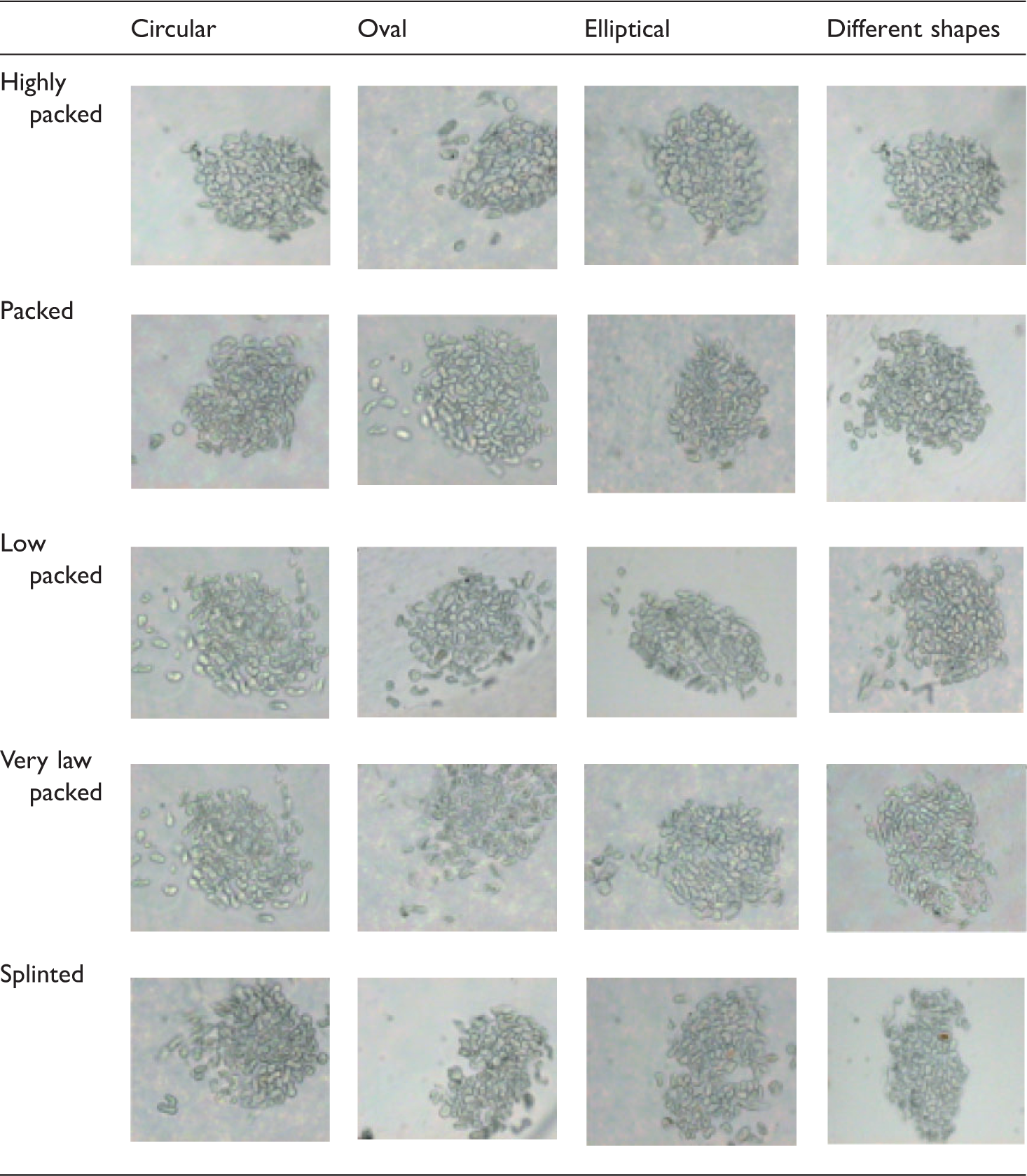
The relative frequency of each category for the tested ring spun yarn is given in Figure 2.
Classification of the yarn cross section shapes.
The analysis demonstrates that most of the yarns have an oval yarn cross section shape. Assuming “a” is the major axis and “b” is the minor axis of the yarn cross section, then the equivalent diameter can be expressed as

Substitute by the ratio β = (b/a),
Then

β was found to be different, according to the type of spinning system [33], and it varied between 0.67 and 0.89 consequently, the equivalent yarn diameter will be


Based on the above, it can be assumed that measured mean diameter of the yarn
In the case of fabric reinforcement, the average fiber volume fraction of the composite should be calculated, taking into the consideration the diameter distribution of both warp and weft yarns all over the fabric area. The random variation of yarn diameter and lay out of the yarns to form the fabric may lead to the generation of a new distribution of fiber volume fraction of the basic repetitive unit cell of the weave, illustrated in Figure 3, all over the weave area. Considering the values of the diameter of the two sets of the interlaced yarns are independent variables, the values of the yarn diameter of the warp Repetitive unit cell of a plain weave.


Model of weave fiber volume fraction distribution
As indicated from the analysis of the yarn diameter along its length given in Figure 1, it cannot be considered that the yarn has a constant diameter. Due to the variation of the diameter along the yarn length, the fabric fiber volume fraction
In this study, the values of yarn diameter at different cross sections were measured, and a model of woven fabric, formed from these yarns as warp and weft with predetermined number per cm, was assumed. The basic requirement for the formation of the weave is to interlace the weft and warp yarns in a certain manner depending on the weave structure. In the case of plain weave, the design unit cell consists of two weft yarns and two warp yarns as shown in Figure 3.
The fabric is used as reinforcement for polymer composite to form a laminate with thickness that of the fabric preform. For idealized circular yarn with the same packing density φ and the equal thickness of the fabric and composite laminate, the fiber volume fraction of the weave unit is equal to the ratio of the volume of the fibers to the volume of the unit weave and simply can be computed from the equation (6) [34]
dwarp i is the average diameter of the warp yarns at the side of the unit cell, mm. dweft j is the average diameter of the weft yarns at the side of the unit cell, mm. n1 is the number of warp yarns per cm. n2 is the number of weft yarns per cm. φ is the yarns fiber volume fraction.
The fiber volume fraction of the weave unit is associated with the level of the dependency determined by the yarn diameter variations along the warp and weft yarns. Consequently, the variable diameter of the yarns in different unit cells of the fabric preform weave results in different fiber volume fraction The effect of the yarn diameter variability on the pores area between yarns.
To calculate the distribution of the value of c1 and c2 are the contraction % in the direction of weft and warp, respectively. p1 and p2 are the distance between the weft and warp yarns (thread spacing), respectively.
Although the selected smaller unit is a representative of the whole material properties and behavior, the smaller unit used for analysis is regarded as representative for the determination of local fiber volume fraction. The calculated values of i = 1,2,3…I j = 1,2,3…J I is the number of warp yarns in the weave sample. J is the number of weft yarns in the weave sample.
The results of calculation give the distribution of the fiber volume fraction for the plain weave fabric specimen as J = 50 weft yarns and I = 250 warp and illustrated in Figure 5. The values of the fiber volume fraction were found to fluctuate between 0.05 and 0.85. From the analysis of fiber volume fraction of the unit cells distribution, critical regions with low values of fiber volume fraction could be marked, as shown in Figure 5. Since the distribution of the fiber volume fraction is randomly distributed all over the fabric preform area, it is expected to have a failure in the cross section of the higher percentage of cells with least values of fiber volume fraction. The strain distribution in the fabric preform will be more irregular in comparison to the fabric preform with a constant value of fiber volume fraction.
Fiber volume fraction distribution map of the fabric preform area.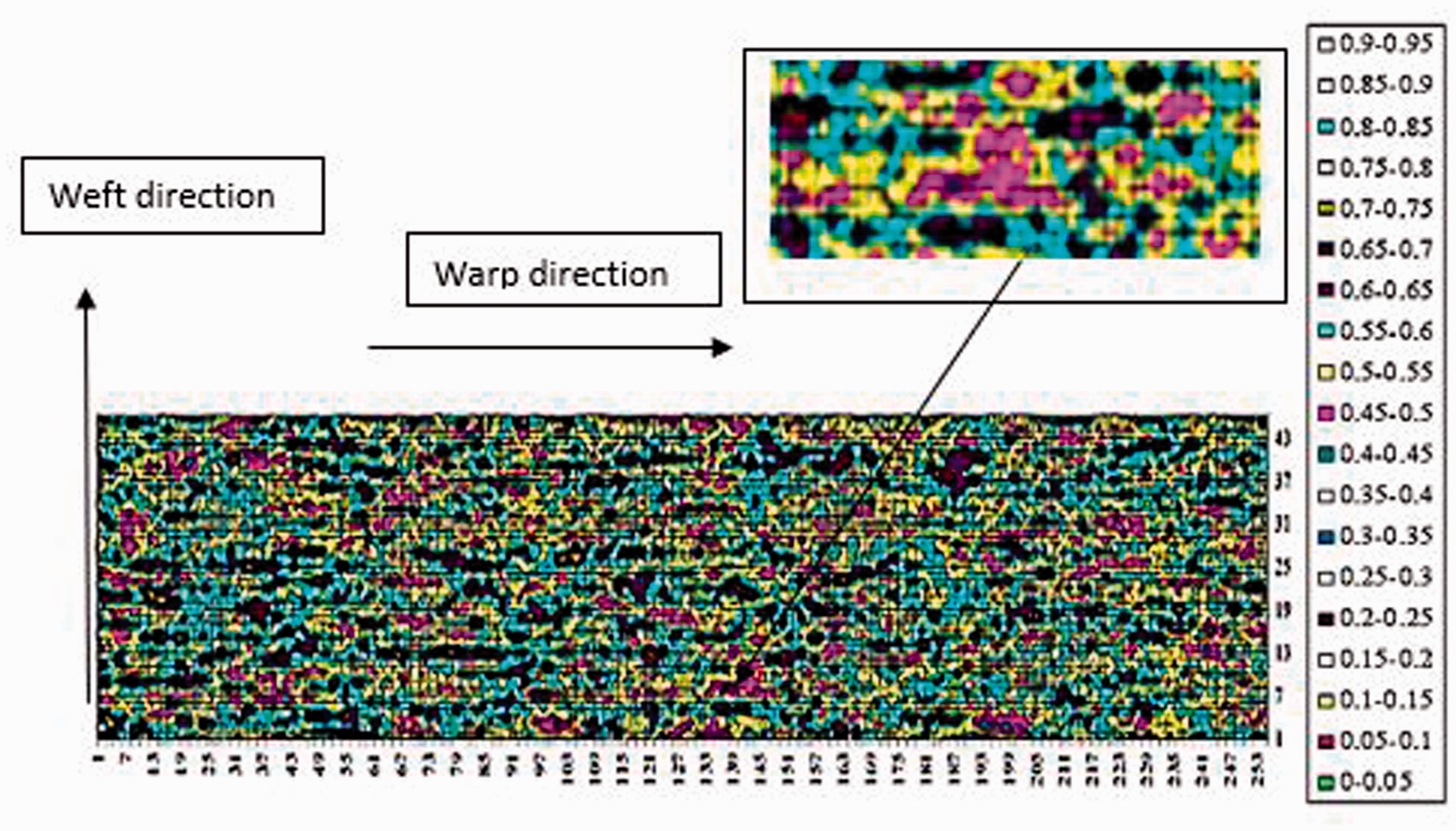
Effect of yarn fiber packing densities on fabric preform fiber volume fraction
The frequency distributions of the fiber volume fraction for a fabric preforms, using yarns of different fiber volume fraction “Ø”, are given in Figure 6.
Frequency distribution of the 
The analysis of the above indicates that the values of average weave fiber volume fraction in all cases are less than that of the yarns, as illustrated in Figure 7. This has pointed out that higher yarn packing density is required to reach a certain fiber volume fraction of the composite. These values are computed over the yarn fiber volume fraction range (0.4 up to 0.75), resulting in the average fabric perform fiber volume fraction range to be (0.13 up to 0.7).
The mean, maximum, and minimum values of fabric preform fiber volume fraction 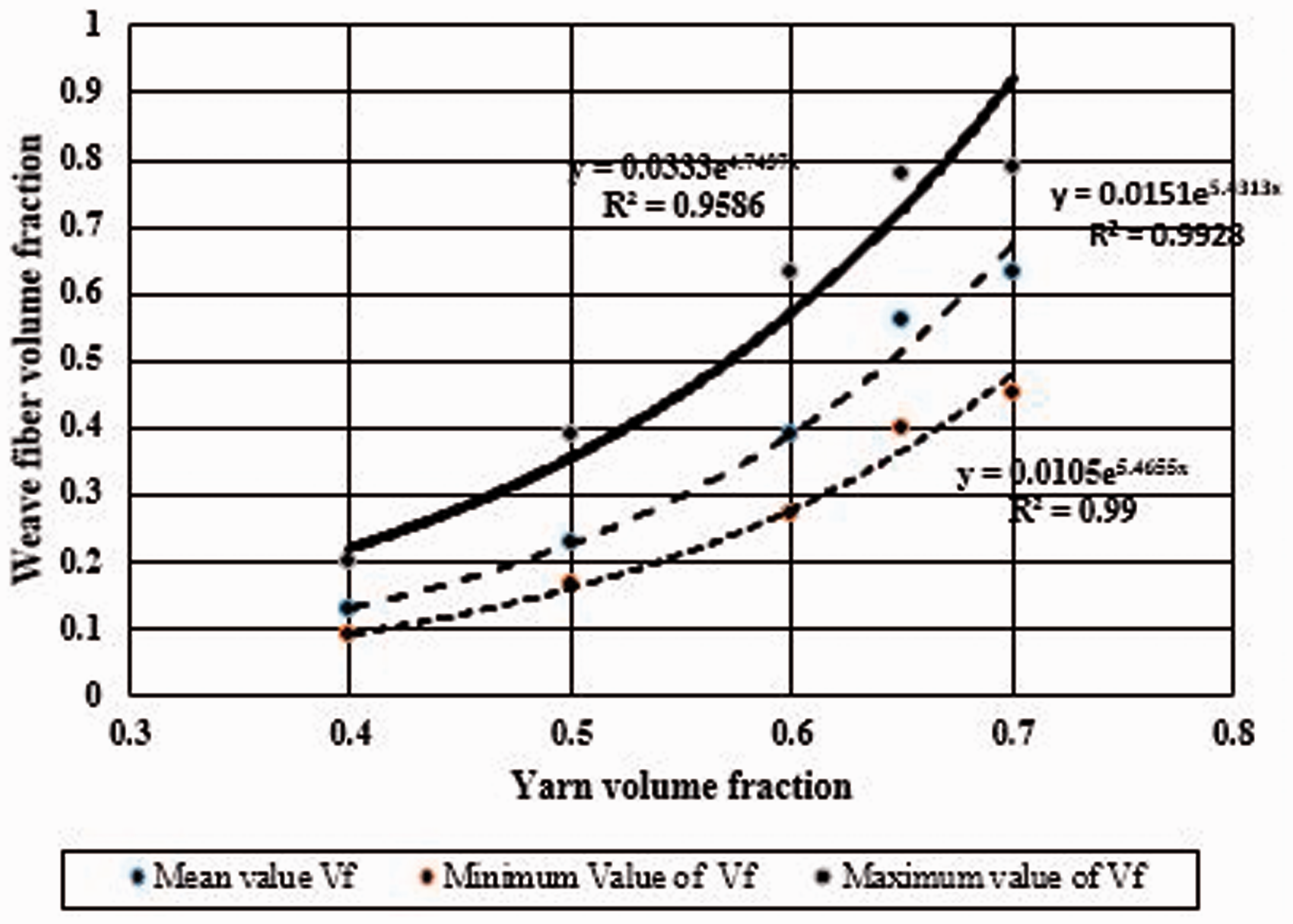
The fabric unit cell fiber volume fraction φ is yarn fiber volume fraction.
The average value of the fabric unit cell fiber volume fraction

And the maximum value of fabric unit cell fiber volume fraction

The values of minimum, average, and maximum of the fabric unit cell fiber volume fraction are the exponential function of the yarn fiber volume fraction.
Effect of warp and weft density
The increase in the fiber volume fraction of the composite can be achieved also through the increasing of the number of the warp and weft yarns per cm (assumed to be equal). Figure 8 illustrates how the relative frequency distribution of the Effect of the yarn fiber volume fraction and the number of warp and weft/cm “E” on weave weft and warp fiber volume fraction V
f
(x
i
, y
j
).
In all calculations, the fabrics are considered to have the same weft and warp/cm. Figure 9(a, b) illustrates the fabric preform fiber volume fraction Weave fiber volume fraction 
According to these results, the average values of fiber volume fraction, obtained in the weave preform, are gradually decreased in the case of the low number of ends/cm with the use of the yarns with low fiber volume fraction and high coefficient of variation of the yarn's diameter [30]. The fitting of the fabric unit cell fiber volume fraction, as a function of warp density and the yarn fiber volume fraction, is given by the following equations:
Minimum value of fabric unit cell fiber volume fraction

Average value of fabric unit cell fiber volume fraction

Maximum value of fabric unit cell fiber volume fraction
n1 = n2 = E is threads/cm.
During the consolidation phase of liquid composite molding of 2D woven fabric, the composite is subjected to pressure to get the final form. In this phase, the final fiber volume fraction of the composite can be attained. The yarns are stressed to reduce their volume. The final thickness depends on the compactness of the yarns and the fabric structure [36]. The area at which the weft and warp yarns are interlaced is subjected to the highest value of stress and subsequently, the packing density is increased more than in the rest of the yarns body. Overall thickness and hence the fiber volume fraction of the composite is directly affected by the external mechanical pressure applied during molding targeting to increase the fiber volume fraction in the final formed composite [31]. In this case, the value of the φ will be modified to φcomp and equation (6) will be

In the case of staple fiber yarns, theoretically, the fiber volume fraction varied between 0.76 and 0.9, depending on the fiber arrangement. The fiber obliquity in the twisted yarns increases the compactness of the yarn, which in turn depends on the spinning technology. Limiting change of the values of
This means that under compression this value can be increased till it reaches its maximum theoretical value. Accordingly, the yarns size will be compressed and their maximum value of “φmax” will be reached. Nevertheless, equations (11), (12), and (13) are still functioning. Figure 10 illustrates that the composite fiber volume fraction will increase as the yarn volume fiber fraction increased due to the pressure application during manufacturing, depending on the value of ends/cm of the warps and weft yarns. So, if the target value of composite fiber volume fraction is 0.64, the maximum yarn fiber volume fraction should be 0.72, 0.76, and 0.8 for the number of ends/cm 30, 25, 20, respectively. Compaction behavior of the fabric preform has the disobedient effect on the composite fiber volume fraction which depends on the yarn material and fabric specifications as well as polymer and their compactness properties [31].
Weave fiber volume fraction 
Conclusion
The main benefit of the proposed method is to light out on the distribution of the fiber volume fraction over the area of the natural fiber fabric enforcement polymer composite. One important conclusion of this work was that yarn fiber volume fraction, the variation of yarn diameter, and the warp and weft densities of the fabric affected the distribution of the fiber volume fraction all over the fabric area. The results illustrated that the average fiber volume fraction of the fabric preform is lower than that of the used weft and warp yarns. Furthermore, the analysis of the distribution of fiber volume fraction indicates the presence of rich polymer spots in the composite that affect the strain distribution under loading. Also, the model presented here can capture the most important responses of a variability of yarn diameter and packing density. The compaction behavior of the preform should be considered to secure the designed value of the composite fiber volume fraction. This model applies to the staple yarns spun either from natural or synthetic fibers. It is recommended to use yarns of high packing density and evenness for the reliable fabric enforcement polymer composite.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.