
Abstract
In this study, the effect of some fabric reinforcement parameters (fabric direction, yarn type and stacking sequence) on the mechanical properties of textile based hybrid composites are analysed by using full factorial experimental design method. The analysis of the results is achieved by using Minitab 17 software program. One factor (fabric reinforcement direction) with two levels (warp direction and weft direction) and two factors (yarn type and stacking sequence) with three levels (jute/glass, jute/carbon, glass/carbon and consecutive, low strength inside, high strength inside) are selected as the reinforcement design. Full factorial experimental design analysis results indicate that, the highest tensile and impact strength values among the experimental design are realised when samples are taken from the warp direction and E-glass/carbon combination is chosen as the yarn (material) type. Moreover, it is verified that while higher tensile strength is achieved by placing higher strength fabrics to the inner layers, higher impact strength is achieved by placing high strength fabrics to the outer layers of hybrid composite structures. Analysis of variance tables also show that at 95% confidence level, the effects of the factors are statistically significant (p < 0.05).
Introduction
Nowadays, industries such as automotive, construction, marine and packaging are searching for novel resources and methods to replace traditional materials [1,2]. Polymer matrix composites become one of the most preferred materials for these application areas [3]. Textile structures are usually used as the reinforcement material due to their properties such as high specific modulus, high stiffness to weight ratio, low thermal expansion and high strength to weight ratio in these polymer matrix composites [4–6]. Besides, these properties can be enhanced via hybridising the composite structure by using two or more types of reinforcement material [3].
By comparison with other types of textile structured reinforced composites, fabric reinforced composites have better strength, toughness and out-of-plane stiffness and also they offer bi-directional strength properties [7,8]. Among woven fabric reinforced composites, plain woven fabrics are generally preferred as the reinforcement material because they exhibit excellent impact property owing to higher interlacements in this weave [9].
Although glass, carbon and Kevlar are mostly favoured fibres due to their superior mechanical properties; natural fibres such as jute, sisal and coir is also preferred as the reinforcement material owing to their properties such as; biodegradability, low density, low cost, good thermal and acoustic insulation properties, cause less harm to skin and respiratory system [5,6,10].
In the literature, there are some studies about the investigation of the effect of different yarn types and stacking sequences of fabric layers on the mechanical properties of composite samples. In one of the studies, Agarwal et al. [3] examined the effect of different stacking sequences on the mechanical properties of glass/carbon hybrid composites. Epoxy resin was reinforced by seven plies of woven fabric. Their results showed that while the sample which has consecutive glass/carbon alignment has the highest tensile strength, the sample which has carbon fabrics at the outer layers and glass fabric at the inner layers has the highest impact strength among those hybrid composite samples [3]. Hasan et al. [11] used woven jute and non-woven E-glass fabrics to manufacture jute reinforced, E-glass reinforced and jute/E-glass hybrid reinforced polyester composites. Jute and E-glass fabric plies aligned consecutively in their hybrid composite structures. It was noticed that putting glass or jute fabrics at the outer layers of the sample has nearly no effect on the tensile strength of the hybrid composite structure. However, the sample which has glass fabric at the outer layers reached higher impact strength than the other hybrid samples [11]. Bukhari et al. [12] studied the effect of stacking sequence on tensile strength, displacement and flexural strength properties of carbon/E-glass hybrid composites. They produced four plied glass reinforced, four plied carbon reinforced and two carbon/glass hybrid reinforced composites with different stacking sequences. It was revealed that carbon fabric reinforced sample has the highest tensile strength value (269 MPa). Moreover, when hybrid samples were compared it was seen that sample which has carbon fabrics at the inner layers and glass fabrics at the outer layers has a higher tensile strength (262 MPa) than the sample which has glass fabric at the inner layers (220 MPa) [12]. In another study, Rafiquzzaman et al. [13] fabricated jute, glass and jute/glass hybrid composites and studied their mechanical performances. Results showed that jute (tensile strength: 40 MPa, impact strength: 179 J/m2) and glass fibre reinforced composite samples (tensile strength: 86 MPa, impact strength: 235 J/m2) exhibited significant differences in tensile and impact strength [13]. Jusoh et al. [14] studied the effect of stacking sequence on the tensile and flexural properties of glass fibre epoxy composites hybridised with basalt, flax or jute fibres. Composite samples were reinforced with seven plies of fabric. They used two stacking sequences; sandwich-like and intercalation. Tensile strength results indicated that samples which were hybridised with basalt fabric have the highest tensile strength, whereas jute fabric hybridised samples have the lowest. In view of stacking sequences of fabric plies, it was appeared that instead of arranging fabric plies in a consecutive sequence, placing glass fabrics to the outer layers of the hybrid composite structures provided higher tensile strength [14]. Zhang et al. [15] analysed the effect of changing the stacking sequence of fabric plies on the tensile strength of glass/carbon hybrid composites with varying ratios of glass woven fabric and carbon woven fabric in an epoxy matrix. They indicated that the tensile strength of hybrid composite laminates can be improved with glass/carbon (50:50) fibre reinforcement not only by placing the carbon layers at the exterior, but also placing different fibre types alternatively [15]. In another study, Pandya et al. [16] investigated the tensile strength of hybrid composites reinforced with eight-harness satin weave carbon fabric and plain weave E-glass fabric with two different stacking sequence configurations. It was seen that hybrid composite having carbon fabrics at the outer layers and glass fabrics at the inner layers showed higher tensile strength and ultimate tensile strain [16]. In most of the studies, epoxy was preferred as matrix system owing to its higher mechanical properties compared to polyester resin. However, studies showed that glass reinforced ortho-phthalic polyester composites have similar impact behaviour with composites with epoxy matrix system [17]. In one of the studies, Kaushik et al. [18] surveyed the mechanical properties of jute reinforced epoxy and polyester composites. They used jute fibre at five different amounts (11%, 22%, 33%, 44% and 55%) and at each composition polyester-based composites reached better impact strength values as compared to epoxy-based composites [18].
The design of experiments is one of the most popular statistical techniques due to its quickness and cost-effectiveness by obtaining results with a minimum number of runs [19,20]. In full factorial experimental design, the effects of two or more factors on response are evaluated simultaneously [21]. This method gives the opportunity not only to determine the significant effects of factors on response but also shows how the effect of one factor varies according to the level of the other factors [20]. In this technique, the significance of the factors and their combinations are evaluated by the analysis of variance (ANOVA). ANOVA is a statistical technique that examines the fitting, significance and preciseness of the model [22].
Reinforcement materials have very important functions in composite structures. They provide the stiffness and strength of the composite material, while matrix material gives the surface appearance and the shape of the composite [23]. This fact shows that the mechanical properties of composite materials are directly related to the mechanical properties of reinforcement material. As mentioned above, there are some studies about examination of effect of yarn type and stacking sequences of fabric layers on the mechanical properties of composite structures. Considering the fact that woven fabrics mostly show different characteristics at warp (longitudinal) and weft (transverse) directions, lack of studies about the effect of fabric direction on the mechanical properties of composite samples attracts a great deal of attention. Moreover, it is found out that the interaction effects of reinforcement parameters on mechanical properties of composite structures have not been studied yet. The objective of this study is to investigate the main effects and interaction effects of yarn (material) type, fabric direction and stacking sequence of fabric plies on mechanical properties of textile based hybrid composites by full factorial experimental design method.
Experimental study
Materials
Fabric parameters.

e.p.c: ends per cm; p.p.c: picks per cm.
Methods
Fabrication of composite samples. In this study, four-plied fabric reinforced composite laminates are manufactured by vacuum bagging system at room temperature (20℃ ± 2℃) as shown in Figure 1(a). In our previous study, production steps of the vacuum bagging system were given in detail [24]. After production, samples from both warp and weft directions are cut with Computer numerical controlled (CNC) milling machine by using AutoCAD© 2014, ISYCAM© and REMOTE© software programs (Figure 1(b)). For each test, three warp and three weft specimens are cut.
(a) Vacuum bagging system, (b) computer numerical controlled cutting machine, (c) tensile strength tester, (d) Charpy impact tester.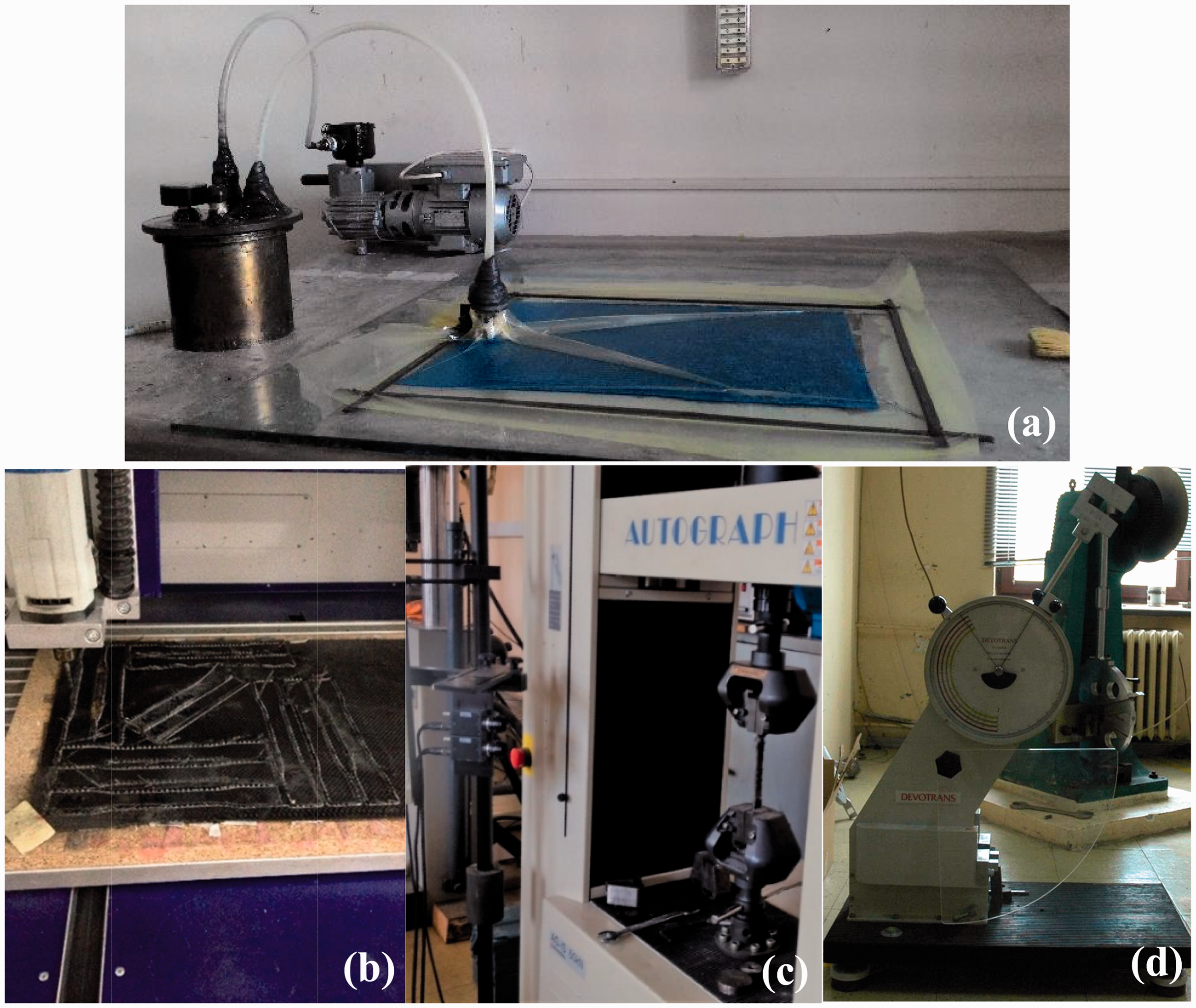

Tensile and impact test specimen geometries, dimensions, testing machines and standards.

R: Radius of notch.
Morphological analysis. The interfacial surface morphologies of composite samples are observed by using a Scanning Electron Microscope (SEM) TS5130 Vega-Tescan at 20 kV acceleration voltage. The samples are sputter coated with gold to increase the surface conductivity.
Factors and levels used in full factorial experimental design.

Results and discussion
Full factorial experimental layout for tensile strength results.

Tensile strength results
Figure 2 shows the tensile strength results of composite samples. As it is seen from the figure, carbon fabric reinforced samples have the highest tensile strength values while jute fabric reinforced samples have the lowest. According to this knowledge, full factorial experimental design layout for tensile strength results is created by Minitab 17 software program (Table 4).
Tensile strength results of composite samples.
Analysis of variance response table of tensile strength results.
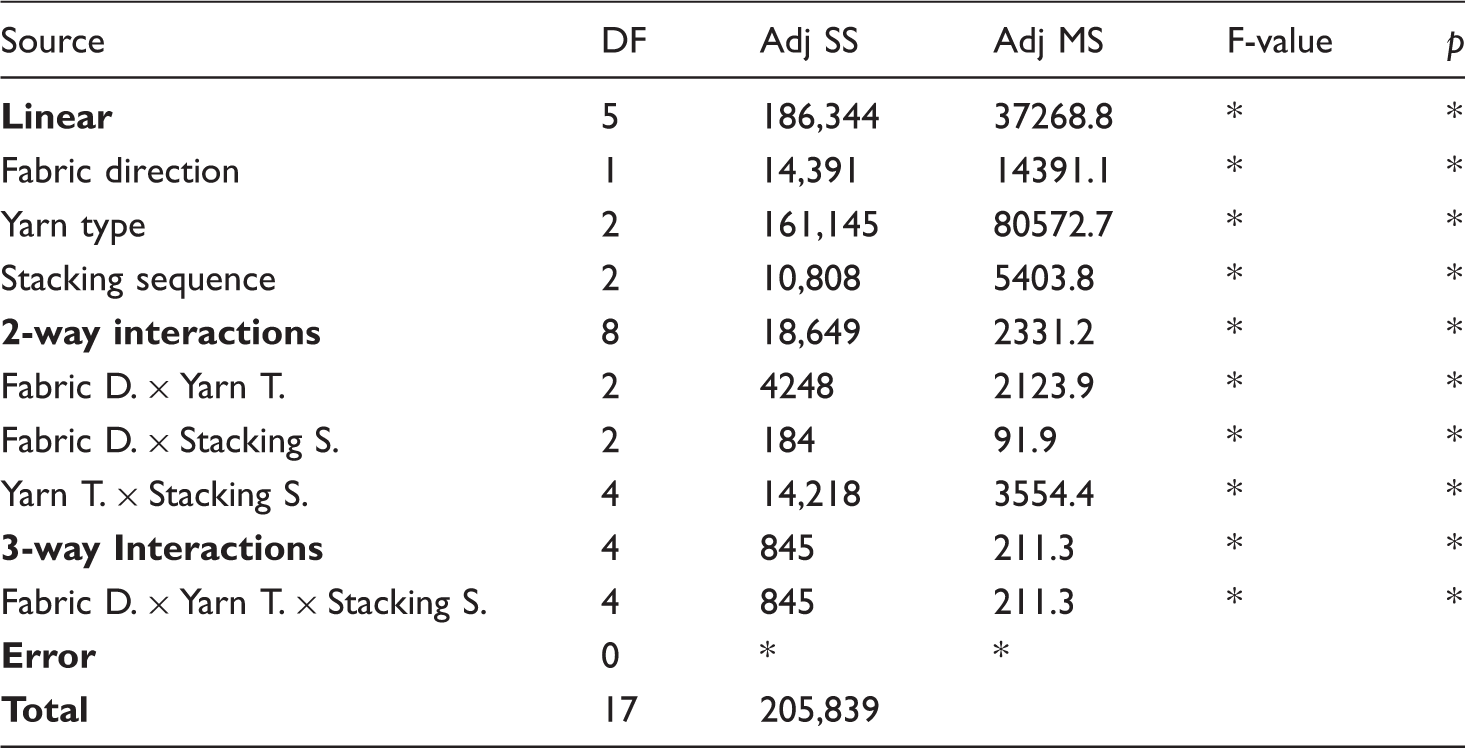
*indicates that the value can not be obtained.
Reduced analysis of variance response table of tensile strength results.

Model summary: R2 = 0.9991, R2 (adj) = 0.9924, R2 (pred) = 0.9277.
Full factorial experimental layout for impact strength results.

Table 6 shows the reduced ANOVA response table. It is observed that all linear factors and the two 2-way interactions have significant effects on tensile strength of textile reinforced hybrid structures at 95% confidence interval, based on their p-value that is <0.05. Besides, it is understood that 3-way interaction of factors has nearly no effect on the tensile strength results (Adj SS = 845, p = 0.325). It comes out that most effective factor on tensile strength of composite samples is yarn type with a p value of 0.001. These can be also seen from Figure 3. Figure 3 shows the main effect plot for tensile strength results. It is observed that the difference between the mean values of tensile strength values of different yarn types is greater than the others. It occurs that tensile strength of jute/E-glass fabric reinforced samples are approximately around 100 MPa, while tensile strength of jute/carbon fabric reinforced samples and E-glass/carbon fabric reinforced samples are around 200 MPa and 330 MPa, respectively. Carbon fibre has a tensile strength of 3.5–5 GPa while E-glass and jute have tensile strengths of 1.8–2.7 GPa and 0.45–0.55 GPa, respectively [29]. The differences between these values also support the tensile strength results of composite samples and reveal the fact that the type of reinforcement material has a huge effect of the tensile strength of the composite material. Besides, it is acquired from Figure 3 that, the highest tensile strength is achieved with the first level of fabric direction (warp), the third level of yarn type (E-glass/carbon) and third level of stacking sequence of fabric plies (high strength inside).
Main effects plot for tensile strength.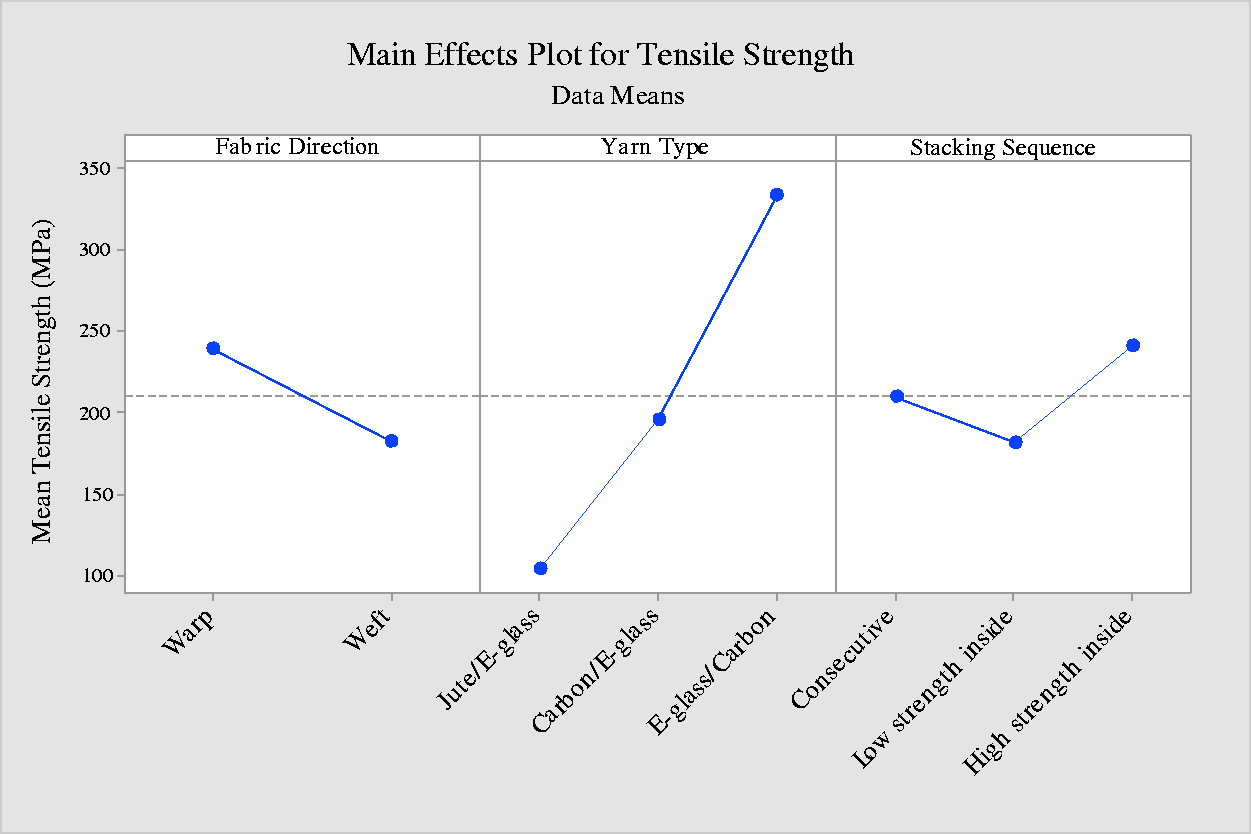
When two-way interactions are taken into consideration from reduced ANOVA table, it appears that although they are not as effective as linear factors, their effects are also statistically significant. Figure 4 shows the interaction plot for tensile strength. In interaction plots, if the lines are parallel to each other, this means that there is no interaction between these factors. Moreover, the degree of interaction increases with the increment of the difference in slope between the lines [30]. As it is mentioned above, the combined effect of fabric direction and stacking sequence on the tensile strength of composite samples is so low. This fact is also proved by the interaction plot (lines are parallel to each other).
Interaction plots for tensile strength.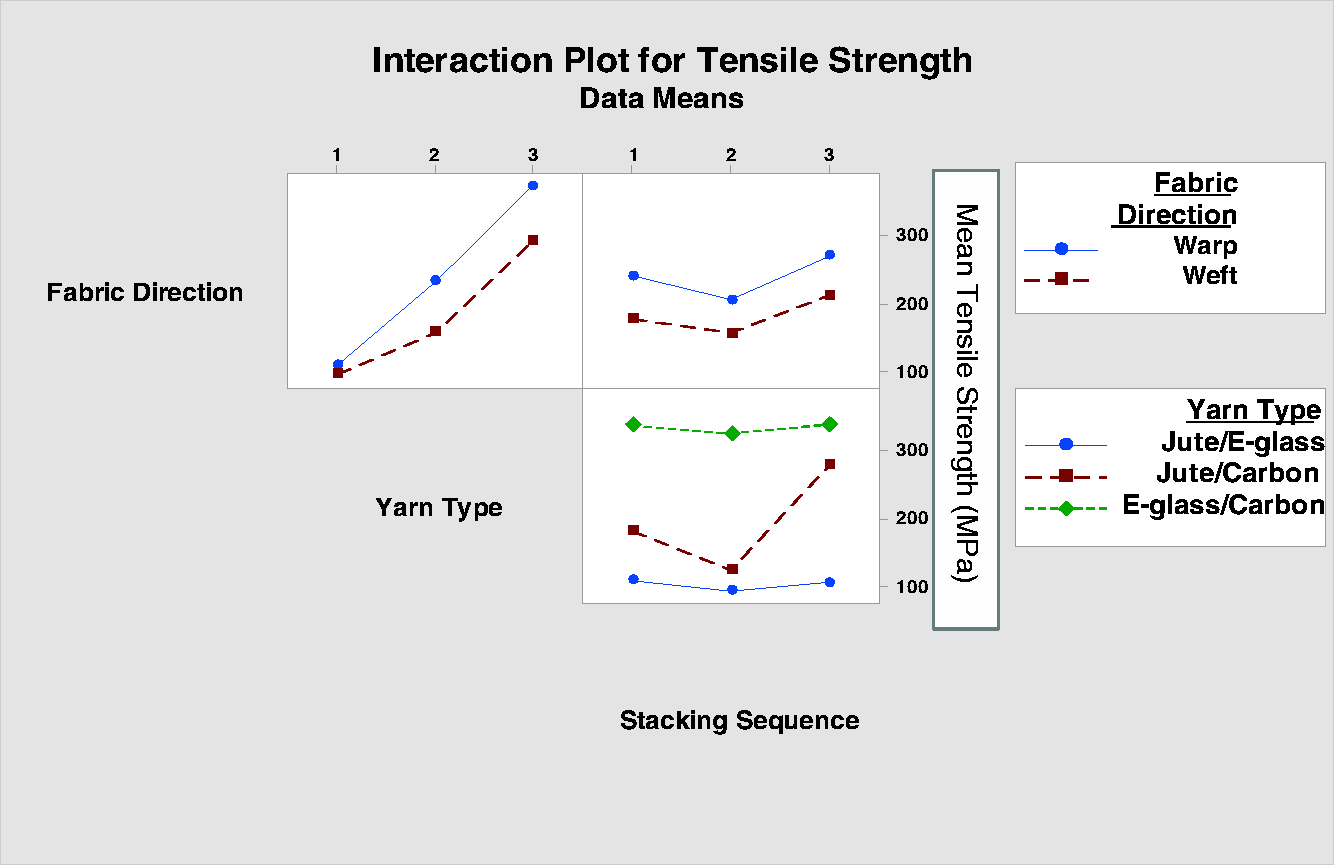
It is seen from ANOVA table (Table 6) that, the p values of ‘fabric direction × yarn type’ and ‘yarn type × stacking sequence’ are 0.041 and 0.025, respectively. This shows that combined effect of yarn type and stacking sequence on tensile strength of composite samples is greater than the other interaction effects. It is also verified by the larger difference between the slope of the lines of interaction plot.
It is investigated that when jute/E-glass (Level 1) and E-glass/carbon (Level 3) fabrics are used, there is not much difference between the tensile strength values at different levels of stacking sequences. However, it is observed that at all yarn types lowest tensile strength is occurred when the low strength fibres are put inside (Level 2) of the composite structure. Besides, there is a considerable difference between different levels of stacking sequences of jute/carbon fabric reinforced samples. It is noticed that when two carbon fabric plies are placed between jute fabric plies, the acquired tensile strength is about 330 MPa (warp direction) and 230 MPa (weft direction), while they are about 145 MPa (warp direction) and 100 MPa (weft direction) when two jute fabric plies are placed between carbon fabric plies. Figure 5 shows the SEM images of cross sections of CJJC and JCCJ samples. It is seen from images that there are some voids at the sample, which has two jute fabric plies at the inner layer (CJJC). This fact indicates the low adhesion between the jute fabric plies and fabric/resin. This causes low strength in the composite structure. Moreover, it comes out that while carbon fibres have smooth and unbeaten surface, jute fibres show damaged structure.
SEM images of (a) CJJC and (b) JCCJ samples.
Besides, in this model, R2 (0.9991), adjusted R2 (0.9924) and predicted R2 (0.9277) are in reasonable agreement and close to 1. This indicates the adequacy of the model.
Impact strength results
Figure 6 shows the impact strength results of the composite samples. E-glass fabric reinforced samples have the highest strength values while jute fabric reinforced samples have the lowest. This result is also proved by the knowledge that, carbon fibre has a lower impact strength compared to the E-glass fibre and conventional steel alloys [16]. According to this knowledge, full factorial experimental design layout for impact strength results is created by Minitab 17 software program (Table 7).
Impact strength results of composite samples.
Analysis of variance response table of impact strength results.

*indicates that the value can not be obtained.
Reduced analysis of variance response table of impact strength results.

Model summary: R2 = 0.9981, R2 (adj) = 0.9842, R2 (pred) = 0.8499.

Main effects plot for impact strength.
From Figure 7, it is known that higher impact strength is achieved with the first level of fabric direction (warp), the third level of yarn type (E-glass/carbon) and the second level of stacking sequence of fabric plies (low strength inside).
Moreover, it is revealed that the combined effect of yarn type and stacking sequence has a statistically significant effect on impact strength (p = 0.026). Considering the fact that by changing the stacking sequence of fabric plies, we are changing the places of the different yarn types in composite structure. So, this also shows us that these two factors have really strong interaction between each other. However, the interaction of fabric direction and yarn type has almost no effect (p = 0.255) on impact strength. This can be due to the less effect of fabric direction on impact strength. It is appeared in interaction plot for impact strength (Figure 8), as well. While the slopes of the interaction of ‘fabric direction × yarn type’ are so similar to each other, the slopes of the interaction of ‘yarn type × stacking sequence’ have large differences.
Interaction plots for impact strength.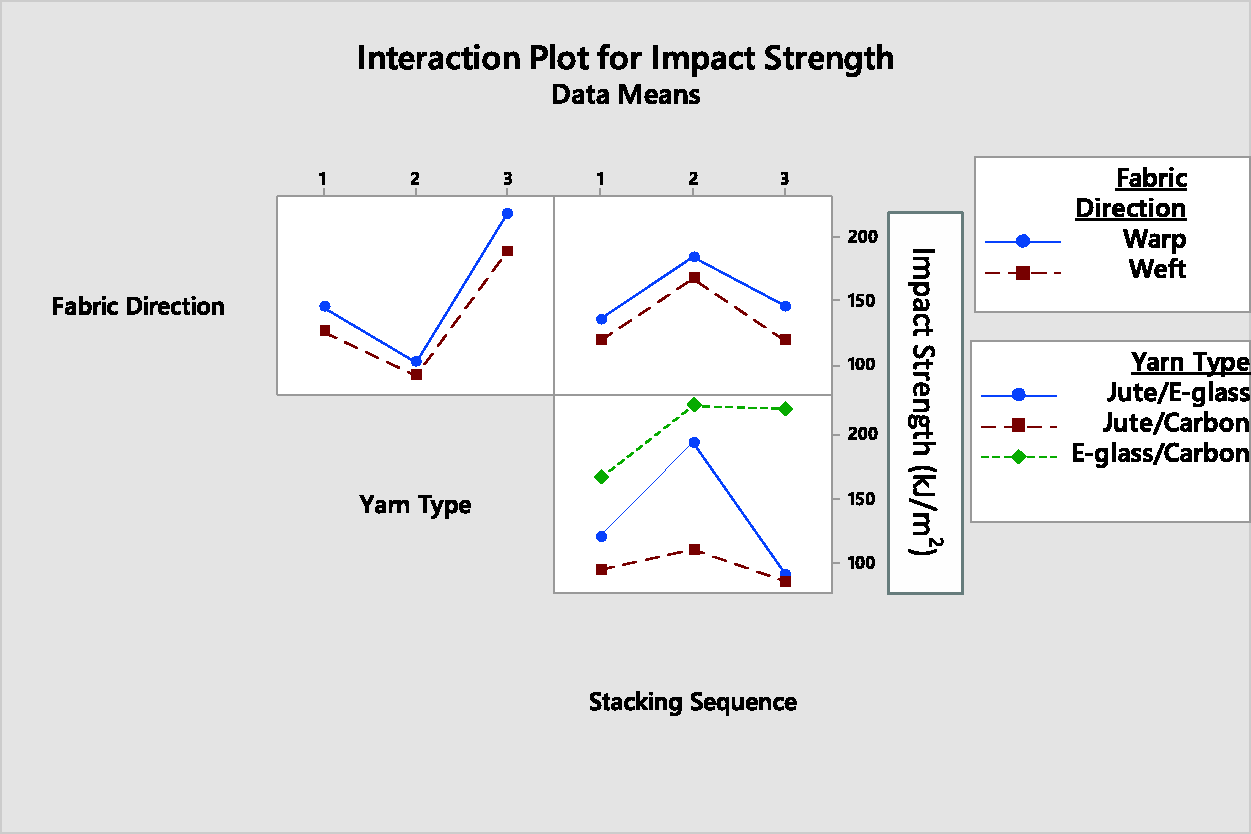
When the interaction plot of yarn type and stacking sequence is examined it is seen that highest impact strength is achieved when the high impact strength fabrics are placed in the outer layers of the composite at yarn type 1 (jute/E-glass) and 2 (jute/carbon). It is inspected that distinct from other yarn types, at yarn type 3 (E-glass/carbon) highest impact strength is achieved when the high impact strength fabrics (E-glass fabrics) are put between low strength fabrics. Figure 9 shows the SEM images of cross sections of CGCG, CGGC and GCCG samples. It is seen that in CGGC sample, matrix and reinforcements are more tightly bonded to each other among other E-glass/carbon samples. When the SEM image of CGGC sample is compared to other samples, it is clearly seen that there is not any void in CGGC sample. Fibres and resin coalesced into a compact structure which shows the high bonding strength between fibres and fibre and resin. The higher bonding strength in this sample can be the reason of higher impact strength. Besides, it is understood that 3-way interaction of factors has nearly no effect on the impact strength results (Adj SS = 317, p = 0.470).
Scanning electron microscope images of (a) CGCG, (b) CGGC and (c) GCCG samples.
In this model, R2 (0.9981), adjusted R2 (0.9842) and predicted R2 (0.8499) are in reasonable agreement, which indicates the adequacy of the model.
Conclusion
A series of full factorial design experiments with varying fabric direction, yarn type and stacking sequence of fabric plies are performed to find optimum parameters for textile based composite structures to achieve superior mechanical properties (tensile and impact strength). According to the experimental results and statistical analysis, it can be said that; all three factors have statistically significant effect on tensile and impact properties of composite samples. Moreover, unsurprisingly the type of the yarn is the most effective factor on mechanical properties. Besides, composite samples have higher mechanical properties towards warp yarns by means of the case that woven fabrics mostly have higher mechanical properties at warp direction. It is also proved that due to the testing procedure, fabric direction is more effective on the tensile strength. This is because while carrying out impact testing, impact is applied from the lateral surface of the composite and warp/weft yarns exposed to approximately the same amount of impact. However, at tensile testing, samples are pulled parallel to the one fabric direction and most of the strength imposed to that direction of the fabric. This situation makes the fabric direction more important for the tensile testing procedure. Finally, it can be concluded that in the light of the achieved results, to achieve higher tensile strength higher strength fabrics should be positioned to the inner layers and to achieve higher impact strength higher strength fabrics should be positioned to the outer layers of hybrid composite structures. Taking into consideration that, there is not any study about the effect of fabric direction and interaction effects of reinforcement materials on mechanical properties of hybrid composite structures, it is believed that this study brings about an innovative approach to composite structures and will fill the gap about these subjects in the literature.
Footnotes
Acknowledgements
The authors are thankful to TUBITAK (The Scientific and Technological Research Council of Turkey) for 2211 Ph.D. Scholarship Program and 2214A International Doctoral Research Fellowship Program. The authors are also thankful to Technical University of Liberec Textile Engineering Faculty, Department of Material Engineering for the scanning electron micrographs.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Istanbul Technical University Scientific Research Projects Fund [Grant Numbers 37677, 40030].