
Abstract
In this work, a new approach to apply silica aerogel into textiles by laser treatment and laminating technique was used to fabricate aerogel-encapsulated textiles. Thermal insulation performance of the prepared multilayer aerogel-encapsulated laminated fabrics was characterized in terms of thermal conductivity, thermal resistance and thermal diffusivity by Alambeta instrument. Infrared thermography data were collected by FLIR ThermaCAM TVS300 thermal camera. The ORIENTEC STA-1225 Universal Testing Machine was employed for testing the compression properties like compression resistance, compression resilience and thickness loss. Results showed that the aerogel-encapsulated structure has significant effect on thermal insulation enhancement. A temperature gap of 1℃ to 1.5℃ was observed between aerogel-filled samples and regular ones. It is also found that nonwoven fabrics with aerogel-filled voids generally have lower compression resistance than regular nonwovens, samples with air-filled voids and aerogel-filled voids are observed to recover compression to a lower extent than regular samples. Nonwoven based aerogel-encapsulated composites exhibit lower thickness loss in comparison with untreated composites. The findings in this study can be used for further research in aerogel-encapsulated composites.
Introduction
Silica aerogel is a cross-linked internal structure of silica dioxide with a large number of air-filled nano-scale pores. Nowadays, silica aerogel has well been acknowledged as one of the most attracting thermal insulating materials for applications in air crafts, building constructions, and so forth. Silica aerogels are usually synthesized by a sol–gel process followed by supercritical drying of the wet gel in an autoclave [1]. Recently, the successful and cost effective production of silica aerogels by use of inexpensive precursors and ambient pressure drying method has been achieved [2–4]. This raises the possibility of continuous production with lower capital and operating costs for industrial application. However, due to the weak strength resulted from high porosity and cracking along the drying process, aerogels cannot be easily applied to conventional applications. They are usually filled into hollow spaces to provide high thermal resistance. Thus, incorporating aerogels in textile structure, such as woven fabric, spacer fabric and nonwoven are quite effective since silica aerogels can act as a medium to fill the interstitial space among fibers in these structure.
A lot of effort has been made by scientific researchers to explore the combination of silica aerogel with available supporting materials as thermal insulator, but only a few investigation regarding the incorporation of aerogel with textile structure for thermal insulation enhancement can be found in existing literature. Aspen Aerogels Inc., USA, produced an “Aerogel blanket” for winter apparel products application by using a fiber matrix impregnated with an aerogel forming precursor and supercritical drying method [5]. Researchers selected three cotton woven fabrics to apply silica aerogel on the surface by coating and found that pique showed the lowest values in thermal resistance and satin showed the highest values while plain weave lied in between [6]. It was also stated that the thermal properties of treated high-density cotton plain weave fabric were strongly influenced by finishing agent concentration. Some researchers embedded aerogel into the thermal barrier layer of firefighters’ protective clothing (FPC) and concluded that the backside temperature of the FPC samples with aerogel was about 100℃ lower than that of the samples without aerogel when exposed to radiant heat [7]. Super hydrophobic silica aerogel nanoparticles were incorporated in 65/35 wool-Aramid blended fabric and the thermo-physiological comfort of the composites were analyzed [8]. These results showed that only 2% coating of aerogel nanoparticle increases thermal resistance by up to 68.64% and can reduce air permeability by up to 45.46% whereas 4% aerogel coating can reduce 61.76% air permeability. By investigating the thermodynamical properties at subzero temperatures of polyester/polyethylene nonwoven thermal wraps treated with amorphous silica aerogel, it was reported that the temperatures did not have much effect on the thermal conductivity, but the fabric density and the aerogel present in the structures have a significant effect on thermal properties of aerogel-treated nonwoven fabrics [9–11]. All these studies confirmed that the aerogel present in textile structure could significantly improve the thermal performance of the composite, however, the application of aerogel granules has so far been limited to a few methods such as coating, padding and impregnating, with the assistance of additive agent. Since aerogel granules are exposed or filled into the void space in textile structure, the porous space of the loose textile structure is partly filled by additive agent, these will reduce the thermal performance because the porous space is essential and useful to entrap air pockets to enhance thermal insulation properties. Furthermore, the prepared composite will lack compressibility and compression resilience, which influences the final use and the durability of thermal-insulating function. Compressibility is a very important consideration for wearable thermal insulators. Generally, the greater the compression ability, the more flexible the insulation. High-compressive resistance material can resist damage by various forms of external pressure. Insulation material with low compressive resilience cannot fully recover to its initial state, resulting in reduced thermal performance.
In this work, a new approach to apply silica aerogel into textile for thermal insulation was proposed. To take benefit of air trapping potential in porous materials, high porous nonwoven fabrics as well as sponge foam were selected as support layers to produce aerogel-encapsulated composites. The support layers were pretreated by laser treatment to form go-through holes along the thickness direction as designed, a thin fabric layer was bonded on one side of the support layer, aerogel granules were subsequently filled into these holes followed by the laminating of the same fabric layer on the other surface to prevent against aerogel loss. Since both sides of the support layer were covered by soft fabrics to achieve a closed fabric system and the adhesion of aerogel with the support structure was not involved, these multilayer aerogel-encapsulated laminated fabrics will have light weight, excellent thermal insulation ability and good compression property simultaneously. Combination of low thermal conductivity of silica aerogel and high air entrapping potential of flexible porous material, integrated by textile fabric, can offer a good multilayer structure suitable for gloves, sleeping bags, protective coverings for extremely cold conditions. Meanwhile, this material can be used as a component of protective clothing such as outwear and jacket.
Methodology
Materials
Structural parameters of samples used as support layers.

Specifications of aerogel granules.

Methods
The aerogel-encapsulated fabric system was designed with a composite structure, these composites have three layers: a support layer, a base layer on the bottom and a face layer on the surface. Both the outer layers are made of thermo-bonded nonwoven fabric with thickness 0.16 mm and GSM 49.55 g/m2. Aerogel granules were encapsulated into the support layer which contains lots of engraved holes. The support layer, nonwoven fabric or sponge foam, was pretreated by laser engraving treatment to make uniformly distributed go-through holes along the thickness direction, using a commercial pulsed CO2 laser system GFK Marcatex FLEXI-150 under atmospheric condition in air. Laser beams interact with fibers by local evaporation of material, thermal decomposition or changing the surface roughness [12]. The generated wavelength of laser beam was set at 10.6 µm and the input voltage was set at 100 V. Before the laser treatment, the holes pattern file was designed in grey scale by Photoshop CS4 graphic design software as shown in Figure 1. Then the samples were placed in the laser treatment cabinet for testing with different parameters, followed by the laser treatment on nonwovens or foam with optimized parameters. The specifications of parameters are listed in Table 3.
Holes pattern. Specifications of parameters for laser treatment.

After laser treatment, the covering fabric was bonded onto one side of the nonwoven or foam using textile adhesive film. Aerogel granules were uniformly filled into these holes, and another covering fabric was subsequently bonded on the upper surface to form a closed fabric system. The three-layered aerogel-encapsulated fabrics system was prepared. The fabrication process was illustrated in Figure 2. Different cases of samples including untreated support layer and support layer with air-filled voids were prepared as control samples. In the case of aerogel-encapsulated fabrics system, the aerogel content differs with the support layer, with values of 31.89 g/m2, 42.35 g/m2, 34.68 g/m2 and 18.76 g/m2 for support material A, B, C and D, respectively.
Fabrication process of multilayer aerogel-encapsulated laminated fabrics.
For the usage of aerogel-encapsulated composite, a proper selection of covering layer and adhesive is very important in order to limit spreading of aerogel dust into surroundings, which may deteriorate the material handle and its thermal insulation properties.
Measurement of thermal performance
Thermal insulation performance like thermal conductivity, thermal resistance and thermal diffusivity were examined by Alambeta Instrument according to EN 31092 Standard. The fabric sample is placed between the measuring head and a very thin, non-metallic plate to measure the consequent transient and steady state heat power passing through the tested fabric. The measuring head is electrically heated to approximately 32℃ and maintained by a thermometer to simulate human skin temperature while the fabric is kept at the room temperature 22℃ [13]. Tests were carried out in the standard atmospheric condition of 65 ± 4% and 23 ± 2℃. The sample size was 20 cm × 20 cm. All the samples were conditioned under the standard condition at 23℃ and 65% relative humidity for 24 h before testing. The mean value of six measurements for each type of sample was calculated.
Thermal imaging measurement
Thermal images are actually visual displays of the amount of infrared energy emitted, transmitted, and reflected by an object. The amount of radiation emitted by the heat plate through the fabric was detected, therefore the thermography allows to see temperature variations.
The thermal imaging measurement was conducted by using FLIR ThermaCAM TVS300 thermal camera. Tests were carried out in a test chamber with an opening on its upper surface, the dimension of the chamber was 45 cm × 32 cm × 12 cm. A guard hot plate with constant temperature 33℃ was located in the chamber to provide uniform thermal radiation, the thermal camera was placed in the air space with a distance of 40 cm from the hot plate, facing to the opening of the chamber as well as the hot plate. When the specimen was placed on the hot plate, pictures were taken every 5 seconds until the heat transfer reaches steady state. The room temperature was kept at 23 ± 2℃. The specimen size used for measurements was 20 cm × 20 cm, three tests were carried out for each sample. The temperature of the surface was calculated using Avio Thermography Studio 2007 software in which each pixel of the picture was allocated to one temperature value. The average was subsequently created on the basis of all the values.
Compression test
Compression property plays an important role in textile insulators because compressibility has a linear relationship with thermal conductivity [14–16]. Compression can be defined as a decrease of initial thickness that occurs with an appropriate increase of force. Compression behavior of a fabric is generally described by the relationship between the applied force per unit area and the resulting fabric thickness, in the form of compression load–displacement curve.
The compression resistance, compression resilience and thickness loss of all the fabrics were calculated from compression hysteresis curves, using the following equations:

In this study, ORIENTEC STA-1225 Universal Testing Machine was used for testing the compression property of the composites. The sample size used in the compression test was 20 cm × 20 cm and the loading speed was set at 2 mm/min. The maximum pressure used was 560 gf/cm2, the pressure foot area was 36.3 cm2 with diameter 68 mm. In each case, five specimens were tested and the average values were reported.
Results and discussions
Thermal insulation performance
Nonwoven fabrics possess a large amount of void space, which can entrap large volumes of still air. Resulted from the much lower conductivity of still air in comparison to textile fibers, the thermal insulation performance of nonwoven textiles is determined by the trapped air in the inter-fiber spaces. The measured thermal conductivity, thermal resistance and thermal diffusivity of prepared composites are shown in Figures 3 to 5, respectively. M, N and W refer to regular composite without laser treatment, composite with air-filled voids and with aerogel-filled voids, respectively.
Thermal conductivity of different multilayer fabrics. Thermal resistance of different multilayer fabrics. Thermal diffusivity of different multilayer fabrics.


It is clear that for all sample groups, the air-filled voids give rise to a slight decrease in thermal conductivity value and small rise in thermal resistance as compared to regular samples. This is because the large voids formed by laser treatment will enlarge the amount of still air in the composite structures, causing less heat transfer through the fabrics by conduction. Heat transfer by free convection in nonwoven materials has been reported to be negligible because the fibers subdivide the gas into sufficiently small pores and the tortuous nature of air channels present prevent any heat transfer by convection [17]. Studies were conducted on melt blown and needle-punched nonwovens for apparel thermal insulation and found no evidence to indicate convective heat transfer even in low density nonwoven fabrics [18]. Some tests were carried out using low-density samples with fiber volume fractions of 0.2% and 0.4% and this result also revealed that the convection mode of heat transfer was non-existent [19]. Thus, the regular samples can be assumed to be free of convection. These samples gained lots of huge air-filled voids with a size of about 5 mm × 5 mm after laser treatment, which may allow air flows through and cause heat transfer by convection. However, the lamination of covering fabrics on the surfaces could minimize this heat convection.
It is also observed that the aerogel-filled voids give rise to a decrease in thermal conductivity while the thermal resistance significantly increases. For the aerogel-filled composite, the large open voids are filled by nanoporous structural aerogel, this will further prevent the convection current transfer through the composites because aerogel granule can be approximately considered as air-proof material. Furthermore, since the pore size in the aerogel granules is lower than the mean free path of air molecules, these extremely small pore sizes cause a very low gaseous thermal conductivity due to the Knudsen effect [20], resulting in less heat transfer through the composite and significant improvement of thermal insulation performance.
Analysis of variance was performed for each group using T test method to determine whether there are any significant differences in thermal insulating properties due to air-filled voids and aerogel-filled voids. Results showed that for nonwoven composites (A, B and C), the variance of thermal conductivity values within groups are all significant (p < 0.05), the differences between air-filled and aerogel-filled samples are found to be very significant (p < 0.01). In sample group D, the thermal conductivity differences between regular composite and air or aerogel-filled composites are observed to be highly significant (p < 0.00001), however, the values between air-filled sample and aerogel-filled sample show insignificant difference. This may be attributed to the least content of silica aerogel in sample D-W. With respect to thermal resistance, in each group, all the values from three structures show very significant difference (p < 0.01). Variance analysis indicates that the aerogel-encapsulated structure has significant effect on thermal insulation enhancement while the air-filled structure can improve thermal insulating properties to some degree.
Thermal diffusivity describes the rate of temperature spread through a material. The comparisons of the thermal diffusivity values show that the aerogel-encapsulated materials have the lowest thermal diffusivity values whereas the regular composites have the highest values of this parameter. These further indicated that the aerogel-encapsulated structure has significant effect on the heat transfer behavior of fibrous porous insulators.
Infrared thermography
Infrared thermography images under steady state are shown in Figure 6. It is clear that for each group, the detected temperatures from samples with air-filled holes are lower than that from regular samples, and the lowest values are observed from aerogel-filled samples, indicating that aerogel-filled samples exhibit best thermal insulation ability.
Infrared thermography images under steady state.
Temperature of different multilayer fabrics under steady state.

In order to further observe the heat transfer behavior of different samples under infrared energy, the detected temperatures at different time were recorded with a time interval of 5 s until steady state. The dependence of detected temperature on time is illustrated in Figure 7. Each value is the mean average of three measurements.
Dependence of detected temperature on time.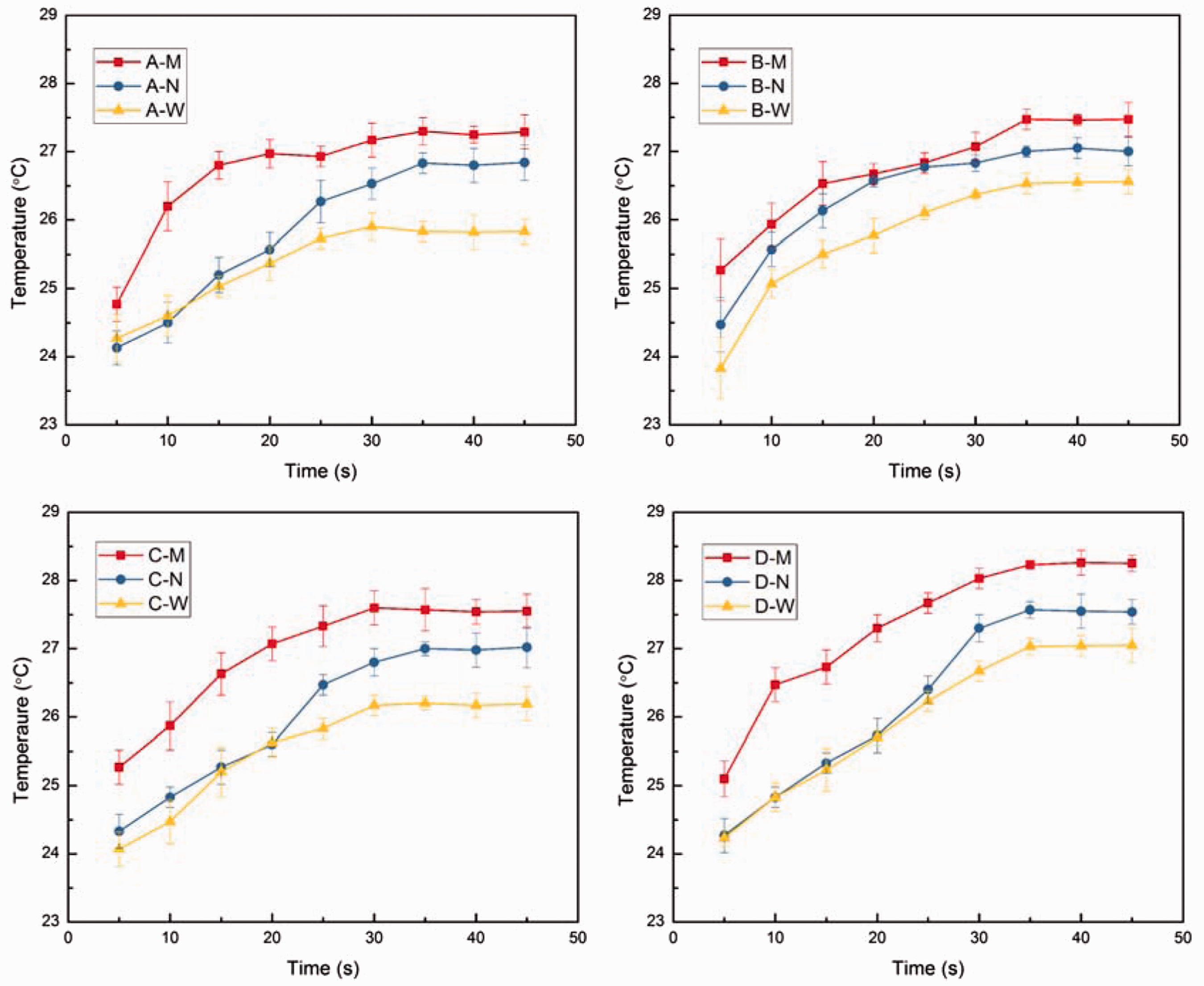
It is obvious that the surface temperature of all the samples shows an increasing trend with time. However, for regular samples (A-M, B-M, C-M and D-M), the detected temperature sharply increases with time, much slowly temperature increasing is observed for samples with aerogel-filled holes (A-W, B-W, C-W and D-W) and with air-filled holes (A-N, B-N, C-N and D-N). Meanwhile, as the placement of composites, the detected initial temperature is much lower than that from regular samples. These may account for the lower temperature of composites under steady state. This agrees well with the above data of infrared thermography images.
Compression property
The compression resistance of different fabrics under 560 gf/cm2 pressure in terms of the percentage change in thickness, is shown in Figure 8. A higher compression resistance indicates a lower percentage of thickness compressed.
Compression resistance of prepared multilayer fabrics.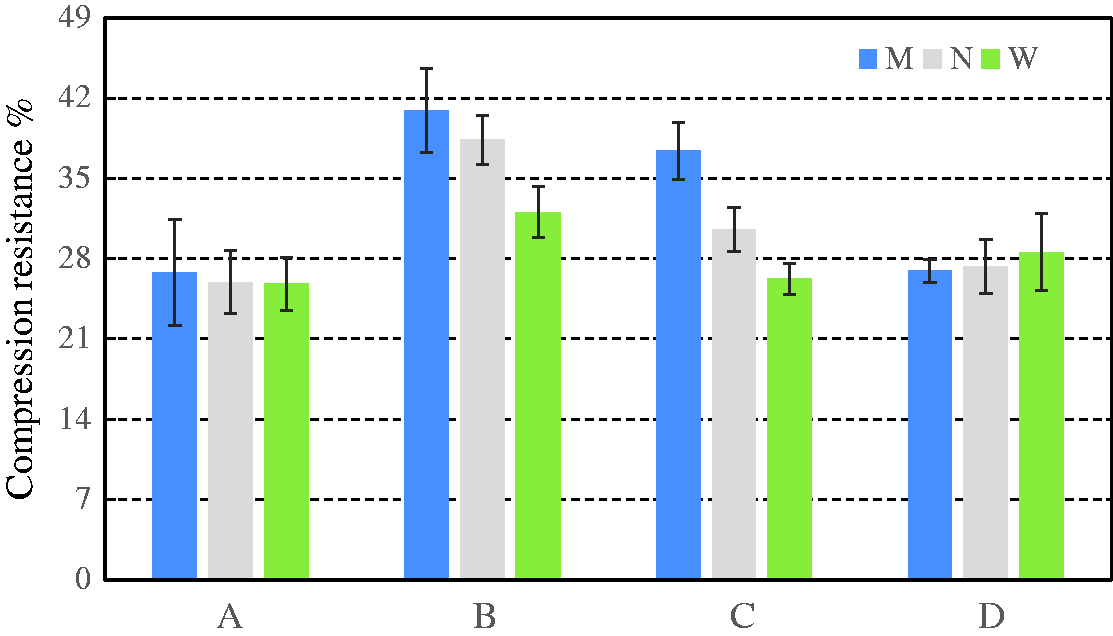
It is apparent that nonwoven fabrics with air-filled voids (A-N, B-N, C-N) or aerogel-filled voids (A-W, B-W, C-W) generally have lower compression resistance than those regular nonwovens (A-M, B-M, C-M), indicating that nonwoven fabrics consisting of air-filled voids and aerogel-filled voids can be compressed easily under the same pressure range to a much higher extent. During the process of fabric compression, the inter-fiber spaces decrease continuously, the resistance force necessary to compress a fabric has to overcome the internal stresses of the fibers and the inter-fiber frictional force [21]. Thus, the compression resistance of a sample is closely related to fiber quantity, samples with less fibers have a lower compression resistance if the fiber arrangement of the fabrics is assumed to be the same. However, it is found that in comparison to sample D-M, the air-filled voids (D-N) show insignificant effect on compression resistance while the aerogel-filled voids (D-W) give rise to slight increase in compression resistance. The reason could be that the open cell sponge foam is produced by reacting polyols and diisocyanates, single fibers are not existed in its network structure. Therefore, there is no fiber-to-fiber slippage and fiber entanglement happens during the process of compression, the deformed network is easy to return back to their earlier position. Results indicated that the nonwoven based aerogel-encapsulated material is more flexible, which is important for clothing applications.
Figure 9 shows the compressive resilience of different composites. Compression resilience is the percentage energy recovery from deformation due to lateral compression. A higher percentage indicates a better recovery property. The compression resilience values of regular samples (A-M, B-M, C-M and D-M) are found to lie in the range of 66.11% to 76.82%, samples with air-filled voids (A-N, B-N, C-N and D-N) and aerogel-filled voids (A-W, B-W, C-W and D-W) are observed to recover slightly less than regular samples. This may be attributed to the fact that the amount of fibers per unit area of the laser-treated nonwovens is much lower than those of regular samples, the compressive load will be shared by a fewer number of fibers, resulting in a stronger fiber-to-fiber slippage, fiber bending and fiber entanglement during the compression phase, this may lead to higher energy loss and reduced percentage compression resilience [22]. Hence, the recovery properties after compression greatly depend on the composite structure, samples containing less fibers have lower compression resilience than those containing more fibers in their structures. Results also indicate that the decrease in compression resilience induced by air-filled voids and aerogel-filled voids are respectively ranging from 4.50% to 12.76% and 7.49% to 11.38%.
Compression resilience of different multilayer fabrics.
The thickness loss after compression test is illustrated in Figure 10. It is clear that nonwoven composites with air-filled voids and aerogel-filled voids exhibit lower thickness loss in comparison with composites without laser treatment, indicating these two kinds of nonwoven-based composites are able to maintain relatively higher thermal insulating ability after exposed to external forces. This is because all the fibers get compressed and trapped to each other during compression, which will restrict the thickness recovery of the composites when the load is released. Thus, the percentage thickness loss is much higher in the case of regular samples since they have more fibers in their structure. The sponge foam is in a reasonably consolidated state, with compression the composite gets denser, this results in better recovery after the compression pressure is released. However, this consolidated state may be partly destroyed by laser treatment, which will reduce its ability to recover back to initial thickness. This is also reflected by the trend with compression resilience percentage.
Thickness loss of different multilayer fabrics after compression test.
Conclusions
Three kinds of nonwoven fabrics and one type of sponge foam were selected as support layers to carry out laser treatment. Silica aerogel granules were applied into these support layers by using laminating technique. The prepared multilayer aerogel-encapsulated textiles were examined in terms of thermal insulation performance, infrared thermography images and compression properties.
Results showed that the aerogel-filled voids give remarkable rise to thermal resistance while the air-filled voids marginally improve the thermal insulation performance. Variance analysis indicates that the aerogel-encapsulated structure has significant effect on thermal insulation enhancement. A temperature gap of 1℃ to 1.5℃ is observed between aerogel-filled samples and regular samples under the condition of a temperature difference 10℃ between hot plate and environment. For regular samples, the detected temperature sharply increases with time, much slower increases in temperature are observed for samples with aerogel-filled holes and with air-filled holes.
As for compression properties, it is found that nonwoven fabrics with air-filled voids or aerogel-filled voids generally have lower compression resistance than regular nonwovens, the air-filled voids show insignificant effect on compression resistance of sponge foam while the aerogel-filled voids lead to slight increase in compression resistance. The compression resilience values of regular samples are found to lie in the range of 66.11% to 76.82%, samples with air-filled voids and aerogel-filled voids are observed to recover to a smaller extent than regular samples. Results also indicate that the decrease in compression resilience induced by air-filled voids and aerogel-filled voids are respectively ranging from 4.50% to 12.76% and 7.49% to 11.38%. Nonwoven composites with air-filled voids and aerogel-filled voids exhibit lower thickness loss in comparison with composites without laser treatment. It can be concluded that the multilayer aerogel-encapsulated composites have good compression properties as well as good thermal insulation ability.
In order to further explore the potential of these novel materials for clothing applications, more research and developmental work is required to investigate their thermo-physiological characteristics.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the research project of Student Grant Competition of Technical University of Liberec no. 21195/2017 granted by Ministry of Education Youth and Sports of Czech Republic.