
Abstract
In this work, the authors prepared basalt–vinyl ester tailor-made green composites with uncoated and polytetrafluroethylene coated basalt woven fabric. These composites were subjected to dynamic composites-made mechanical analysis and thermo gravimetric analysis. Results revealed that a significant improvement of 18%, 14% and 13% was observed for storage and loss modulus and damping properties of polytetrafluroethylene-coated composite at low temperature region. The thermo gravimetric analysis results indicated a three-stage degradation for the polytetrafluroethylene-filled composites. Based on the acceptability from the literature, the tribo-test was performed only on the polytetrafluroethylene-coated composite for the selected PV limit of 400 MPa-mm/s (10 KN and 50 mm/s) in a flat-on-flat configuration. It was found that the influence of polytetrafluroethylene filler on the static and dynamic coefficient of friction and specific wear rate of the composite was more pronounced at dry wear test condition and it was found as 0.22, 0.12, and 4.87484 E-09, respectively. However, the results of improved storage and loss modulus and damping manifested negative correlation with the friction characteristics in the glassy region. Further, the SEM-coupled EDX spectral analysis was performed to understand the formation of transfer layer in counter surface. This polytetrafluroethylene blended composite is to be considered as an alternative to the bearing materials in offshore application.
Introduction
Advancement of polymer bearing technology is identified as a suitable alternative to the classical metal bearings used in the field of many engineering applications [1–3]. Besides, the addition of reinforcement in the form of fillers, particulates, and fibers was found to enhance the structural properties in addition to tribological performance [4,5]. However, in polymer bearing industries, the material failure occurs mainly due to the temperature raise at the interacting surfaces. From this, one can easily identify that a correlation exists between the temperature-dependent material properties and the outcome of tribological process. In these aspects, some studies have been carried out using polymer composites and their temperature-dependent characteristics such as dynamic mechanical analysis (DMA) and thermo gravimetric analysis (TGA) with the combination of tribological properties [6–8]. Results of analysis revealed that the addition of reinforcements enhances the visco-elastic properties of polymers through rigid link mechanism. Recently, Thongsang et al. [9] reported that the addition of fly ash silica in natural rubber was found to enhance the mechanical and wear resistance properties. Further, they also found that the smaller particle size led to the increased modulus due to better interaction between matrix and filler in large surface area. However, the choice of reinforcement backing material and secondary fillers needs to be addressed further to result stable material behavior at the interacting surfaces through temperature-dependent properties.
Accordingly, many works have been reported on the tribological characteristics of synthetic fibre composites hybridized with different secondary fillers with the varying operational parameters such as type of fillers, grid size, wt.% of matrix, etc. Since, the multiple reinforcement materials can result in the enhancement of both tribological (due to tribo filler) and loading capacity (due to backing material) which can provide a high stability to the bearing unit. Generally, it is found that nano- or micro-sized inorganic particles can significantly influence the tribological properties of polymeric materials [10–12]. In spite of this, the influence of PTFE composites reinforced with synthetic fibres such as glass, carbon, kevlar, etc. has been studied in different tribological aspects with respect to varying testing parameters [13–15]. Similarly, there are reports on the friction and wear behavior of PTFE composite with carbon fiber as reinforcement in different thermoplastic systems which were found to exhibit better friction and wear behavior. However, the higher cost of carbon fiber is a constraint to the low cost tribo applications such as bearings, bushings, piston and rider rings, valves, seals, etc. On the other hand, the tribo performance of the aforementioned synthetic fiber-reinforced composite with the varying elastic material behavior at elevated temperature was not addressed in detail.
Considering all aspects, the basalt fiber was selected as a reinforcing element in the present work due to its moderate strength and desirable degradation for the manufacturing of ecofriendly product. In addition to extreme tensile strength, and chemical and temperature resistance, it is above all the ecological recycling that is a powerful argument for the potential of basaltic fiber technology [16]. Moreover, the basalt fibers in the form of fabric reinforcement in polymer matrix can find its attention towards large-scale and heavy-duty friction units requiring high strength. Further, the basalt fabric can be an economical substitute for the high temperature-resistant fiber (carbon) as a backing material in the aspect of providing comparable strength and offering excellent thermal stability. More importantly, the association of basalt fibers in the ship hulls construction and properties such as high sea water resistance is one of the main reasons for selecting this reinforcement to find its suitability for the replacement of bearing material in marine environment. From the literature, it is evident that only little published information is available on the behavior of the basalt fiber composite [17,18] as reinforcement in the matrix system especially in the aspect of tribological applications. Also, the addition of tribo particles to such resin matrix and reinforcement system has not been reported. Though the thermoplastic polymers were found to offer better tribological performance, they require a cost-expensive manufacturing method for the production of composites. Hence, considering the higher importance to coefficient of friction and wear life of the component, the thermoset polymers are often modified by fillers to achieve better tribo performance with enhanced stability. Accordingly, vinyl ester (VE) is found to exhibit the combination of best properties of epoxies and unsaturated polyester thermoset matrices. Further, VE resin shows superior chemical resistance and high tensile elongation along with better corrosion resistance at high temperatures which makes them promising material for producing outstanding tribological performance [19].
Among various tribo fillers, polytetrafluroethylene (PTFE) is a widely used solid tribo lubricant which exhibits better tribological performances and also used as bulk and surface-layered reinforcement in different polymer systems [20,21]. The addition of PTFE as bulk in nylon matrix showed enhanced thermal characteristics such as DMA and thermo gravimetric analysis. Besides, the enhanced thermal stability and wear resistance were also noticed in the case of PTFE filled nylon composites [22]. Moreover, PTFE can enhance the friction and wear resistance behavior of polymers by decreasing the adhesion. Hence, it is important to study the synergic effect of visco elastic material and tribological properties of PTFE-coated fiber-reinforced composite with respect to varying temperature.
The aim of the present work is to use vinyl ester thermoset matrix for the production of high performance composites through the cost-effective hand layup method. Further, this study is also focused to understand the dynamic mechanical and thermal stability properties of uncoated and PTFE-coated basalt/VE composites. Besides, this present work also describes the novel data processing approach to the tribological characteristics with the aid of Dewesoft data acquisition system. Moreover, the friction and wear characteristic curves with the temperature-dependent elastic properties and mass loss through thermo gravimetric analysis were also analyzed. Eventually, taking the available literature into account, the tribo performance has been analyzed only for the PTFE-coated basalt/VE composite with respect to the formation of transfer layer on the surface of the counterpart.
Fabrication and measurement techniques
Materials used
The plain woven form of Basalt Fabric GSM (300 ± 30) was used as a primary reinforcement. It was obtained in the form of roll with the fiber diameter of 10–30 µm from the Nickunj Eximp Entp Pvt Ltd (Chennai, India). The general purpose thermoset vinyl ester matrix was used as a binding material that was procured from Vasavibala Resins (P) Ltd (Chennai, India). Polytetrafluoroethylene (PTFE) was selected as tribo filler with the particle size in the range of 5–10 µm which was obtained from Du Pont Co Ltd.
PTFE-coated basalt–vinyl ester composite
Both uncoated and PTFE-coated basalt–vinyl ester composites were fabricated using hand layup techniques. The tailor-made coated composites were fabricated based on tribologically optimized condition (PTFE 10 wt.%) [23]. A detailed step-by-step process of fabrication methodology is described below. In this work, a cost-effective fabrication method called hand layup technique was employed for fabricating the tailor-made basalt–vinyl ester composites. From the preliminary results, 50 wt.% of fabric was found to be optimum reinforcement content that resulted better mechanical properties for the composites [24]. Hence, in this work 25 layers of basalt fabric mat of the size of 200 × 150 mm was used for making the composites of thickness 7 mm. The hollow square of 200 × 150 mm2 mold was prepared with the required thickness using thick asbestos sheet and it glued over the plain aluminum sheet metal plate. At the beginning, a thin layer of wax coating was provided over the aluminum plate for the easy removal of laminated plate after the fabrication of composites. Second, the fibers were subjected to pinned hole in such a way to facilitate the flow of matrix. Subsequently, the polyester matrix was mixed with curing agent and spread over the fiber mats until the desired thickness is reached. In a similar manner, the tailor-made composites were also prepared by using PTFE-filled matrix at the surface of top layer. Finally, the compressed mold was allowed for curing at room temperature for another 24 h. Then, the test specimens of the required size were cut from the fabricated composite plate.
Measurements of DMA and TGA
Dynamic mechanical properties such as the storage modulus (E′), loss modulus (E″), and mechanical damping parameter (tan δ) were measured by using the SII EXSTAR DMS 6100 – DMA instrument. The rectangular composite specimens of size 50 × 10 × 3 mm3 were used [25]. The test was conducted by using a three-point bending mode. The samples were tested in a nitrogen atmosphere in a fixed frequency mode of 20 Hz and a heating rate of 2℃/min. The measurements were taken over a temperature range of 20°–300℃.
Thermogravimetric analysis
The thermal stability of the uncoated and PTFE-coated basalt–vinyl ester composites was evaluated, using the SII EXSTAR TG 6000 module. About 3–6 mg of the sample was subjected to dynamic TGA scans at an increased heating rate of 5℃/min in the temperature range of ambient to 900℃ in N2 atmosphere. The TG curves were analyzed as percentage of weight loss and as a function of temperature.
Tribological evaluation
The dry sliding wear test of basalt-/PTFE-filled vinyl ester hybrid composites was performed using medium scale flat (MSF) testing machine at Laboratory Soete (Ghent University, Belgium). The schematic diagram of the tribological test rig was demonstrated in our previous publications [23]. The counter surface disc was made of 100 chromium steel having dimensions of 200 mm length, 20 mm thickness and 0.1–0.2 µm surface roughness (Ra). Two identical wear samples of size 50 × 50 mm2 at 7 mm thickness were used on both sides of the sample holders. A protruded length of 2 mm is the maximum allowable pre-defined thickness which can be removed in the wear testing. A k-type thermocouple was used at the rear side of the counter plate which was identified to be the place of maximum temperature accumulation. The dry sliding test was performed at a constant load of 10 kN, velocity of 50 mm/s and a sliding distance 500 m. Both wear and friction data were measured with the help of DEWEsoft data acquisition system at the higher sampling rate of 20 kHz. All the tests were conducted at ambient temperature. At least three tests with six samples of composites were subjected to the wear test and the average of the values is reported. For the friction data processing, the NI-Lab VIEW program was used. The algorithm for computing the static coefficient of friction is divided into three parts. Accordingly, in the first part, the entire data were segmented into a number of subsections using the facility available in the DEWESoft software. Second, the maximum and minimum points of friction curve in every cycle were picked. Eventually, the static coefficient of friction was calculated using the formula reported in Subramanian and Nagarajan [26]. Similarly, the concept of interpolation method in Lab VIEW software was used for the first time for data processing of dynamic coefficient of friction.
Microscopic study
SEM images and their EDX spectra were also used to record the pristine and worn out counter surface material to understand morphological changes and the presence of element over the counter surface. EVO 18 SEM is the scanning electron microscope from Carl Zeiss, Germany with the following specifications such as Filament: Tungsten, Secondary e-image resolution: 50 nm, BSD Detector: available tilt: 0–60°, rotation: 360°, EHT: 200 V – 30 KV, magnification: up to 50–100 K was used for the measurement. All the samples were tested at ambient condition.
Results and discussions
Dynamic mechanical properties
The DMA is an analyzer where a small deformation is applied to a sample in a cyclic manner. This allows the material’s response to stress, temperature, frequency, and other values to be studied. The term is also used to refer to the analyzer that performs the test. The temperature dependence of the mechanical properties such as storage modulus, loss modulus, and damping factor of uncoated and PTFE-coated basalt–vinyl ester composites is shown in Figure 1(a) and (b).
(a) Storage modulus, (b) loss modulus, and (c) tan δ of uncoated and PTFE-coated basalt–vinyl ester composites.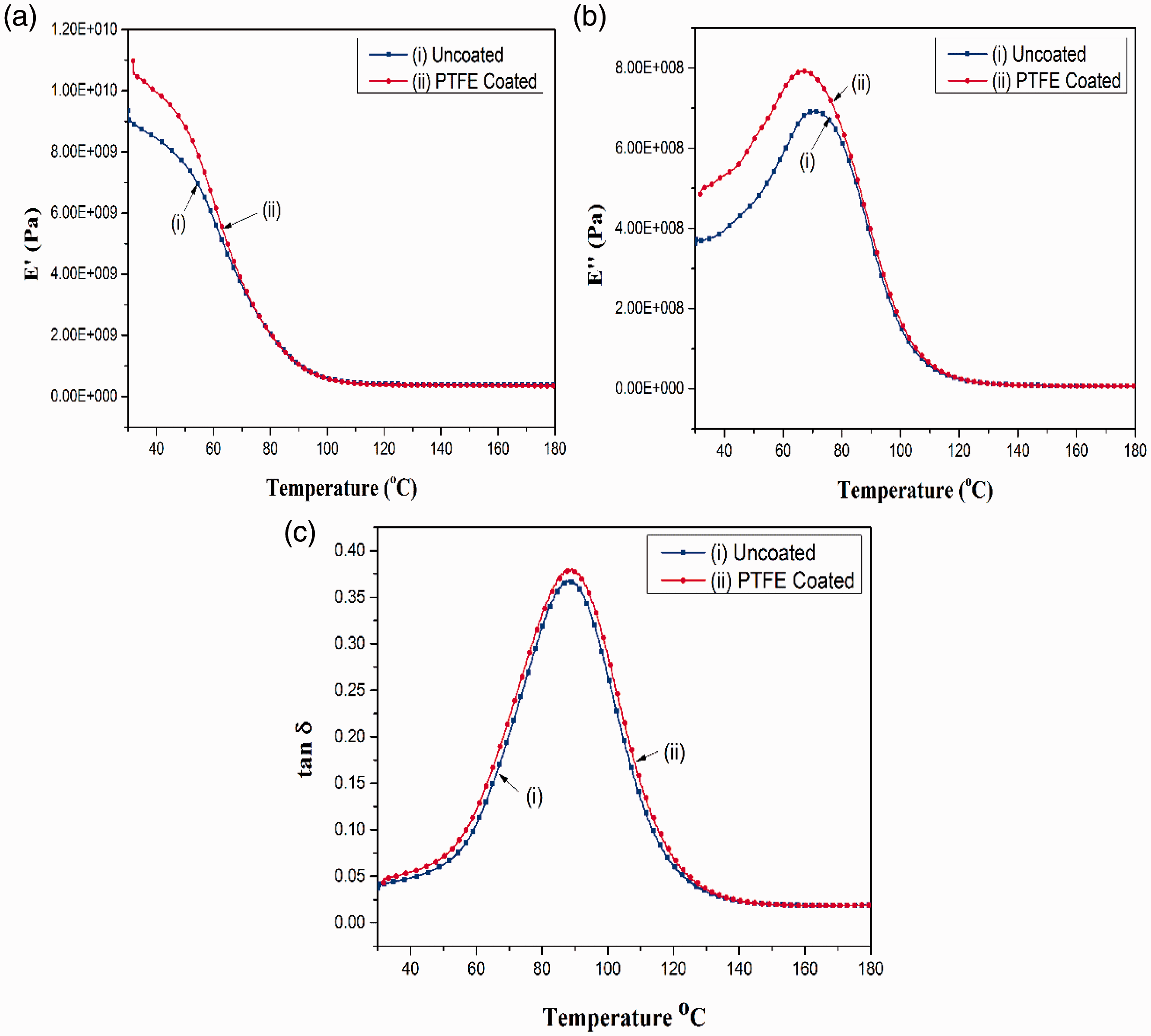
A similar kind of modulus pattern was observed for both the composites throughout the testing temperature range. However, a higher storage modulus was obtained for PTFE-coated composite in the glassy region (<95℃) since the PTFE particle deposition does not allow the molecular mobility in the polymer matrix in the lower temperature range. Hence, the accumulation of temperature takes place in each localized region until the molecular oscillation existence starts. Beyond a certain limit, the storage modulus of both composites was mapped with each other until the maximum experimental temperature (Figure 1(a)). Once the interaction of PTFE and matrix got separated by the temperature degradation, it behaves like an unfilled composite. During the temperature rise, the PTFE particles tend to oscillate and it increases the friction force at molecular level and exploit in the form of heat energy. Hence, in the lower temperature region, the loss modulus was found to be higher for coated composite (Figure 1(b)), although after a certain temperature a steady state modulus value was observed in both E′ and E″ conditions. It is noteworthy that the change in modulus was not possible to appear while the contact temperature reached beyond 95℃. It is a required property for all the bearing materials working at higher load with low velocity. Similarly, a small shift in peak value was noticed in the damping characteristic curve and it implies that the Tg value of the coated composite was slightly higher than for the uncoated composites. As expected, a marginal increase in damping value was found in the case of coated composites (Figure 1(c)).
Thermo gravimetric analysis
The thermal stability of uncoated and PTFE-coated basalt fabric/vinyl ester composite under before wear (BW) and after wear (AF) conditions was studied using their primary thermograms which are shown in Figure 2(a). In addition, the derivative thermograms (DTG) for the same are also presented in Figure 2(b). From Figure 2(b) it can be seen that in the case of the composite with PTFE-coated basalt exhibited three stages of mass loss either in the case of both before wear and after wear conditions. However, only the two stage mass loss was observed in the case of the composite with uncoated basalt fabrics.
(a) Primary and (b) derivative thermograms of uncoated and PTFE-coated basalt–vinyl ester composite.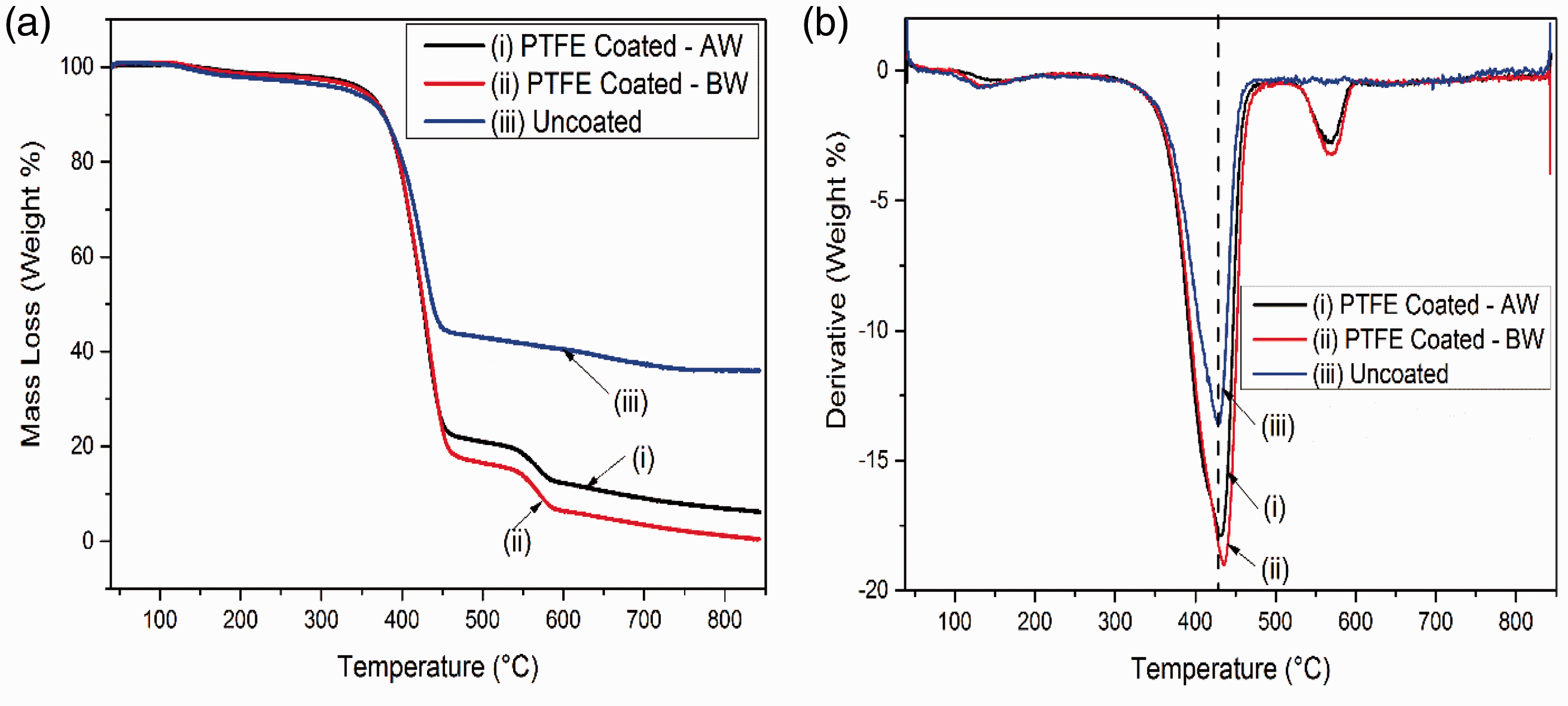
During the initial stage of heating, only a minimum mass loss was observed in the range of 30.8℃ to 140℃ due to the loss of absorbed moisture and other volatiles if any. Generally, this type of behavior is expected in all types of polymer-based composites [27,28]. From Figure 2(a), the initial decomposition of 10% mass loss occurred in the 150°–350℃ temperature range for the composite with uncoated basalt fibers and composites with PTFE-coated reinforcement under before and after wear conditions. At 50% of mass loss, the composite with uncoated basalt fibers possessed a slightly higher degradation temperature compared to PTFE-coated composites. Thereafter, almost a constant thermogram plot was observed and it showed higher thermal stability in the case of composite with uncoated basalt fabrics. It could be due to the presence of basalt fiber particles in the samples after the degradation of vinyl ester polymer. Hence, the degradation temperature has shown higher value in the case of uncoated composites. Further, the PTFE-coated composite showed the third stage mass loss between the temperatures of 500℃ and 600℃ as the PTFE coating could degrade with the release of hydrofluoric acid at temperatures over 400℃ [29]. Besides, the peaks were also found to appear in the temperature range of 500℃ to 600℃ in the derivative thermograms shown in Figure 2(b). Among the peaks in the 500–600℃ range, the weight loss for the composite with PTFE-coated basalt fabric under worn condition was less than that for the composites before wearing. This may be due to the removal of PTFE coating on the fibers of basalt fabric present on the surface of the composites due to wearing out. These observations indicate that the thermal stability of the composites with uncoated basalt fabric and the composite with PTFE-coated basalt fabric under wearing out condition was higher than that of the composite with PTFE-coated basalt fabric before wearing out condition.
DMA vs. friction coefficients
Figure 3 shows the static and dynamic coefficient of friction (COF) for varying contact temperature. The magnitude of dynamic COF was lower than the static COF throughout the testing period as seen in Figure 3(a) and (b), since the dynamic COF was measured during the running condition where the surface morphology at contact surface was found to keep on changing. Similarly, the static COF was measured only in the starting of impending motion at the end of every stroke. Though the testing condition (load, boundary condition, environment, etc.) of DMA and tribological tests was different, the behavior of material property was compared only in the aspect of varying temperature.
Comparison of (a) storage modulus vs. static and dynamic COF, (b) loss modulus vs. static and dynamic COF, and (c) damping factor vs. static and dynamic COF.
Accordingly, Figure 3(a) and (b) shows the correlation of storage modulus, loss modulus and Tan δ with static and dynamic coefficient of friction. It can be clearly seen from Figure 3(a) that increasing COF was observed in the running-in period while the storage modulus was decreased. After reaching the steady-state condition, the friction curves seem to appear in constant pattern even at elevated contact temperature. However, the modulus was found to decrease continuously after the glassy region. In the case of loss modulus up to running-in period, both friction and modulus were simultaneously increased. After the transition period, the loss modulus was found to decrease. The process of interfacial debonding between PTFE and VE matrix due to the increasing temperature could lead to the molecular mobility and in turn reduce the loss modulus also. Consequently, the depletion of PTFE layer can formulate the transfer layer over the counter face material. A linearly increased trend was observed in the case of damping factor (Tan δ) during the transition period of “running in” to “steady state” period. Thereafter, a sudden increase in value of Tan δ was noticed in the steady-state condition of friction. It implies that the rate of molecular displacement was not enough to break the polymer cross-linking density. Hence, the energy dissipation was increased significantly due to the constrained atoms mobility. Once the existence of amorphous phase appeared with the increasing heat source, damping values were reduced.
TGA vs. wear
Figure 4 shows the mass loss and wear from thermo gravimetric analysis and friction test, respectively. Even though both the curves were recorded in different conditions, the behavior of material seemed to be similar. Accordingly, the slope at any point in either curve exhibits very closer value. It also ensures that the change in behavior of polymeric materials mainly depends on the effect of varying temperature rather than on testing conditions.
Comparison of mass loss and wear data with respect to change in temperature.
Morphological analysis of worn-out sample
Figure 5 shows the SEM micrographs of worn surfaces of tailor-made PTFE-coated basalt/VE composites; (a) before testing and (b) after testing. From Figure 5(a), it can be clearly seen that PTFE has smoothened the surface and spread over the fabrics and matrix. At the same time, the SEM images of tailor-made worn out composite exhibited the removal of PTFE at the localized region, and peeling off of fibers leading to breakage (Figure 5(b)) is responsible for the wear loss caused due to increased temperature at the interface. Further, the removal of PTFE filler can be attributed to the formation of transfer layer in the counter face materials as discussed in the forthcoming section.
SEM micrograph of tailor-made PTFE-coated basalt/VE composite (a) before wear and (b) after wear.
Morphological analysis of counter face material
SEM-EDX elemental analysis was performed on pure chromium steel counter face material prior to friction test as well as worn out (after the friction test) counter face material and is shown in Figures 6 and 7. Before the friction test, the surface of the chromium steel seemed to be clean and smooth as seen in Figure 6(a). After the friction test, the formation of a thin coated scale was noticed in the morphological analysis of SEM as shown in the Figure 7(a). To understand the chemical composition, the EDX elemental analysis was also performed on counter face material before and after the friction test. Accordingly, the chemical substances such as Fe, Cr, and C were found to be dominantly present in the pure counter material (Figure 6(b)) before the friction test. On the other hand, the mass content of fluorine was found to be increased (Figure 7(b)) in the EDX elemental analysis of counterpart material after the friction test which indicates the transformation of PTFE to the surface of the chromium steel caused by friction heat. The percentage of elements obtained from the EDX analysis is presented in Table 1 for counter surface material before and after friction test. The transfer layer formation might have occurred due to the depletion of PTFE at higher contact temperature, so that the mobility of PTFE particles in viscous polymer matrix led to the transfer film and attributed to the lowering of friction at contact surface. The results obtained from the EDX analysis were in good agreement with previously reported work [30,31] in the aspect of transfer layer formation.
Counter face material before wear: (a) SEM micrograph and (b) EDX spectra. Counter face material after wear: (a) SEM micrograph and (b) EDX spectra. Composition of counter material before and after wear by EDX analysis.


Conclusions
The PTFE layered composites had shown significant improvement in DMA properties at the glassy region. The increase in these properties was due to the restriction of molecular mobility by the interaction between PTFE and vinyl ester matrix. The maximum increase of 80% thermal stability was found in the final stage of degradation for the composites with uncoated fabric and it could be due to the presence of fiber debris of basalt fabrics in the sample. The third stage thermal degradation in the coated composites exhibited the volatilization of fluorine content present in the PTFE. A steady-state static and dynamic coefficient of friction of 0.22 and 0.12 was observed with the specific wear rate of 4.87484 E-09 while the modulus was getting down with increasing temperature. The SEM topographical analysis of tailor-designed PTFE-coated basalt/VE composites shows smoothening and the removal of PTFE on the wearing sample endorsing the formation of transfer layer in the counterpart material. Further, the formation of PTFE particles film on the worn counterpart material was evidenced through EDX techniques. It implies that the weakening of stiffness in the PTFE-blended composites formulated the transfer layer coating on the counter surface of the material. Compared to the pure counter face material, the increasing percentage of fluorine content in the counter plate material after the wear testing ensures the formation of transfer film. From the obtained results, it is proposed that the fabricated tribo composite can be a substitute for conventional propeller shaft bearing in marine industries.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.