
Abstract
A new flame-retardant protein viscose fiber with safely wearing performance has been prepared through blending protein solution, flame retardant (hexaphenoxycyclotriphosphazene) and viscose spinning solution, in which wool protein was used and added to spinning solution on the basis of 16% flame retardant, and the properties of the fiber were investigated. The product has more compact structure inside the fiber and evenly scattered small pores on the surface. Flame-retardant protein viscose fiber can reach the flame-retardant standard both before and after 30 times wash test, and the mechanical strength of the fiber was also improved. The introduction of hexaphenoxycyclotriphosphazene lowered the primary decomposition temperature of viscose fiber, reduced its weight loss. The flame-retardancy of the fiber can be improved by the introduction of protein. In thermal processes, the major product of thermal decomposition was CO2, no hazardous and noxious gases were released. Due to the introduction of protein, moisture regain of the fiber is a little lower than that of viscose fiber, but higher than flame-retardant viscose fiber. Warmth retention property was also improved. Friction coefficient of the product is lower than that of flame-retardant viscose fiber. Bulking intensity was increased, which is better than that of viscose fiber.
Keywords
Introduction
Cellulose is the most abundant renewable organic polymer [1]. In developed countries, many viscose fiber manufacturing plants were closed in recent years, because of high environmental costs. However, viscose fiber is still the most important alternative for cotton in developing countries such as China and India despite the development of dissolvent-method cellulose fiber. One of the major drawbacks of viscose fiber is its flammability [2,3]. Flame-retardant viscose fiber can be produced by blending flame-retardant agents with viscose spinning solution [4,5]. However, it is inevitable to damage the mechanical property and hand feel of the fiber, resulting in bad serviceability.
Phosphazenes are a class of nitrogen-phosphorus-based linear polymers or small cyclic compounds with alternating single and double bonds. Because of their excellent performances, phosphazenes can be used in special rubbers, low-temperature elastomers, flame-retardant materials, etc. Currently, chlorine-containing phosphazene derivatives (chlorocyclophosphazene, general structural formula: [N=PCl2]n) have been extensively studied [6]. Phosphazene derivatives are effective flame retardants because of their high level of phosphorus and nitrogen elements. These derivatives are widely used in polymers [7]. By selecting various functional groups, phosphazene derivatives can be used in viscose fiber.
Hexaphenoxycyclotriphosphazene (HPTP) is a phosphazene derivative, which possesses excellent flame-retardant properties with suitable thermal stability, and excellent biocompatibility [7,8]. So HPTP was chosen as flame retardant in our work. The chemical structure of HPTP is shown in Figure 1 [8].
Chemical structure of HPTP.
Regenerated protein fiber has gained much attention in recent years because of its excellent hand feel, good absorbent and air permeability properties [9]. In this fiber, different kinds of protein such as soy bean protein, corn protein, spider silk protein and silkworm chrysalis protein are involved [10–12]. The fiber is usually formed through wet spinning process with polymer materials as auxiliary agent or just pure protein solution. The introduction of protein to other fibers brings better silk-like hand feel [13,14]. The serviceability problem of flame-retardant viscose fiber may be possible to be solved by adding protein content to spinning solution with flame-retardant, it is also expected to improve the mechanical performance and offer better hand feel [15].
This work is mainly focused on the preparation of a new flame-retardant protein viscose fiber by introducing wool protein to flame-retardant viscose fiber and the modification of its properties (such as flame retardancy, moisture regain and warmth retention). Thermal stability and decomposition reaction of the viscose fibers evaluated through TG & DSC. Real-time quantitative analyses of volatile products generated during fibers thermal oxidation were evaluated through thermogravimetric/Fourier transform infrared (TG-FTIR) spectroscopic analyses technique. The three-dimension IR spectrum was given to have a depth study of thermal decomposition mechanism. In order to improve the hand feel and bulkiness of the fiber, modified amino organic silicon softener was also used in this research.
Experimental
Preparation of sample
Hexaphenoxycyclotriphosphazene (HPTP, from Zibo Lanyin, P.R. China) was grinded into micron-size particles with the range of 0.1–0.3 µm in a TJH-SY-A nano ball-milling machine (Qinhuangdao Taijihuan, P.R. China) at 35℃, with alkyl polysaccharide glycoside (APG) as dispersant and water as solvent. The obtained mixture was composed of 17.5% HPTP, 7.5% APG and 75% water, which is the flame-retardant slurry used for experimental research.
Dry wool scraps were dissolved in 1 mol/L NaOH solution at 70–80℃, then the mixture was stirred for 15 min and left to stand for 2 h. This crude solution was filtered by a 400 mesh bag filter. The protein solution was prepared and its final concentration in the solution was 20% according to the weight accretion.
The protein solution (1.5%, 2.5% and 4.0% of viscose solution) was blended with flame-retardant slurry (9.2% of viscose solution weight) and viscose solution, which contained 10% alpha-cellulose. The mixture was filtered, defoamed, maturated and then spun into a solidifying solution (ZnSO4 55 g/L, Na2SO4 250 g/L, H2SO4 80 g/L and 50℃). The fibers were stretched, cut, desulfurized, washed and oiled. Fiber samples were washed twice and put in water with the ratio of 1:10. Glacial acetic acid was used to adjust pH of the mixture to 6. System temperature was set to 35℃. Then modified amino organic silicon softener (MAOSS, Guangdong Demei Chem., P.R. China) was added (3% of fiber weight) and held 30 min. After the operating process was finished, the modified fiber samples were dried at 105℃. Final samples consist of 16% HPTP and 0, 3, 5, 8 wt% protein labeled as FRPVF-1, FRPVF-2, FRPVF-3, FRPVF-4, respectively. Another sample without HPTP and protein was labeled as VF.
Properties measurement
Protein content in fibers was determined by Kjeldahl method [16], characterized on a KDN-103F automatic nitrogen determinator (Shanghai qianjian instrument Co. ltd, China).
Limiting oxygen index (LOI) tests of the samples were carried out by a M606B digital LOI meter (Qingdao Shanfang, P.R. China) according to the ASTM D2863-77 standard. Flammability of the sample was tested on a GT-C32 45 degree flammability tester (GESTER, China), according to 45 degree slope burning method in Japan industry standard JIS L 1091-1992.
Scanning electron microscopy (SEM) images were taken using a S4800 II cold-cathode field-emission scanning electron microscope (Hitachi, Japan) at various accelerating voltage of 10 kV–15 kV. It should be noted that the accelerating voltage needed to be adjusted in order to prevent the breakdown of nonconductive viscose fiber. The SEM samples were coated with gold. Cross section was obtained by cutting the fiber in a compact polyethylene tube.
The samples were subjected to 30 home-laundering cycles using a reference detergent according to the ISO 6330:2000 standard. Properties of the fibers before and after the washing were compared.
Differential scanning calorimetry (DSC) and thermal gravimetric analysis (TGA) of the samples were carried out using a STA449C thermal analyzer (NETZSCH, Germany) synchronously at a heating rate of 10℃/min from room temperature to 900℃ in the air.
TG-FTIR spectroscopic analyses of sample were performed using a STA449C thermal analyzer (NETZSCH, Germany) interfaced to an E55 FTIR spectrometer (Bruker, Germany). In which, spectral range was 4000–400 cm−1, the resolution can achieve 0.2 cm−1, wavenumber accuracy was better than 0.01 cm−1, transmittance accuracy was better than 0.1%. The heating rate was set as 10℃/min from room temperature to 900℃ in the air. The airway was maintained at a constant temperature 200℃ in the TG-IR test, one end of airway was connected to the thermal analyzer directly. The three-dimensional diagrams (3D diagrams) from the TG-FTIR technique can provide a qualitative picture of the overall information of sample thermal decomposition, the absorbance corresponding to the vibrational modes of the different bonds or functional groups was represented versus the wavenumber and the temperature [17].
Mechanical properties of the samples were tested on a YG001D fiber electronic tension meter (Changzhou Huafang, P.R. China) at 25℃, relative humidity 65%. Static and dynamic friction coefficient of fibers was measured on a Y151 fiber friction coefficient gauge (Changzhou Textile Instruments, P.R. China), at 25℃, 65% relative humidity.
Moisture regain of the fibers was measured on a Y802A eight-basket conditioning oven (Changzhou Textile Instruments, PR China) according to Chinese national standard GB/T 6503-2008.
Warmth retention properties were tested according to Chinese standard GB 11048-1989. Fibers were made into 28 tex doubled yarn and then woven into cloth; 30 * 30 cm samples were taken for warmth retention tests.
Cashmere fiber with an average diameter of 16 µm was employed to compare its hand feel to FRPVF samples’. The fibers were placed in an environment with 65% humidity at 20℃, over 24 h. The hand feel evaluation was taken by a five-person team, with the hand feel of cashmere as 10 marks.
Fibers were loosened by hand and kept in 65% humidity at 20℃ for 8 h. In each test, 5 g fiber was put in a cylinder with a scale. The inner diameter of the cylinder was 65 mm. The fibers were given 20 g/cm2 pressure and kept for 30 s. This initial compression height was recorded as A. Then the pressure was increased to 100 g/cm2, and kept for 1 min. This compression height was recorded as B. After all pressure was unloaded, fibers were kept in the cylinder for another 10 min and then the bounced height was recorded as C. Bulkiness of the fiber was calculated as d = (C-B)/A × 100%. Each fiber sample was tested for five times, average value of the tests was taken as experimental result.
Results and discussion
Flame retardancy of fiber sample
The LOI values of the fibers are shown in Figure 2. It can be found that the LOI value of FRPVF-1 sample adding only HPTP was bigger than that of VF sample without HPTP. By these results, we think that HPTP additive possesses the good flame-retardant property. In order to avoid the possible damages of HPTP on other properties of fiber (characterizing results given later), protein was added together with HPTP and the LOI values are also shown in Figure 2. LOI values of FRPVF-2, FRPVF-3 and FRPVF-4 are, respectively, 28.8%, 29.0% and 29.8%, which are all higher than FRPVF-1. The higher the protein content of fiber, the bigger its LOI value. This should be mainly caused by the addition of nitrogen from protein. This means higher protein content brings better flame retardancy. It can be also found that the LOI value of fiber decreases slightly after 30 washes, indicating that wash has no significant effect on the igniting property.
Influence of protein content on LOI result of the samples before and after washing.
Influence of protein concentration on 45 degree igniting test result.

Protein content of fiber sample
Protein contents and its loss ratios of the fibers before and after 30 washes.

Microstructure of the fiber sample
As previously mentioned, FRPVF-3 was chosen as a representative sample for the study. It has been demonstrated in our previous research [18] that when HPTP was added into the spinning solution, the inside part of viscose fiber tended to form villous morphology along the orientation direction.
The SEM images of the cross section of the fibers before and after adding protein are shown in Figure 3. The villous morphology on the cross section of FRPVF-3 shows that villi were evenly distributed, which indicated better combination between HPTP and cellulose by means of the addition of protein.
SEM images of the cross section of FRPVF-1 (a) and FRPVF-3 (b) flame-retardant protein viscose fiber.
As shown in Figure 4, FRPVF-1 has a relatively smooth surface structure, while FRPVF-3 has dotted with small pores. Viscose fiber has skin-core structure; the outer part of the fiber is better oriented than the inner part. Protein was added and dispersed in the spinning solution, when the solution was spun into the solidification solution, and it along with HPTP were locked in fibers. Some protein was washed off and small pores were formed on surface, during the process of desulphurization and washing. The pores evenly distributed indicate that protein was uniformly dispersed in macroscale and relatively concentrated on surface microscopically. These small pores may contribute to moisture regain and warmth properties and also offer more surface area for further modification.
SEM images of the surface of FRPVF-1 (a) and FRPVF-3 (b) flame-retardant protein viscose fibers.
Thermal stability of the fiber sample
TG, DTG and DSC curves of viscose fiber samples VF (without HPTP) and FRPVF-3 (with HPTP) are shown in Figures 5 and 6. The thermal degradation process of VF can be divided into three major stages and the thermal degradation process of FRPVF-3 can be divided into four major stages. The rates of weight loss reflected on DTG curves.
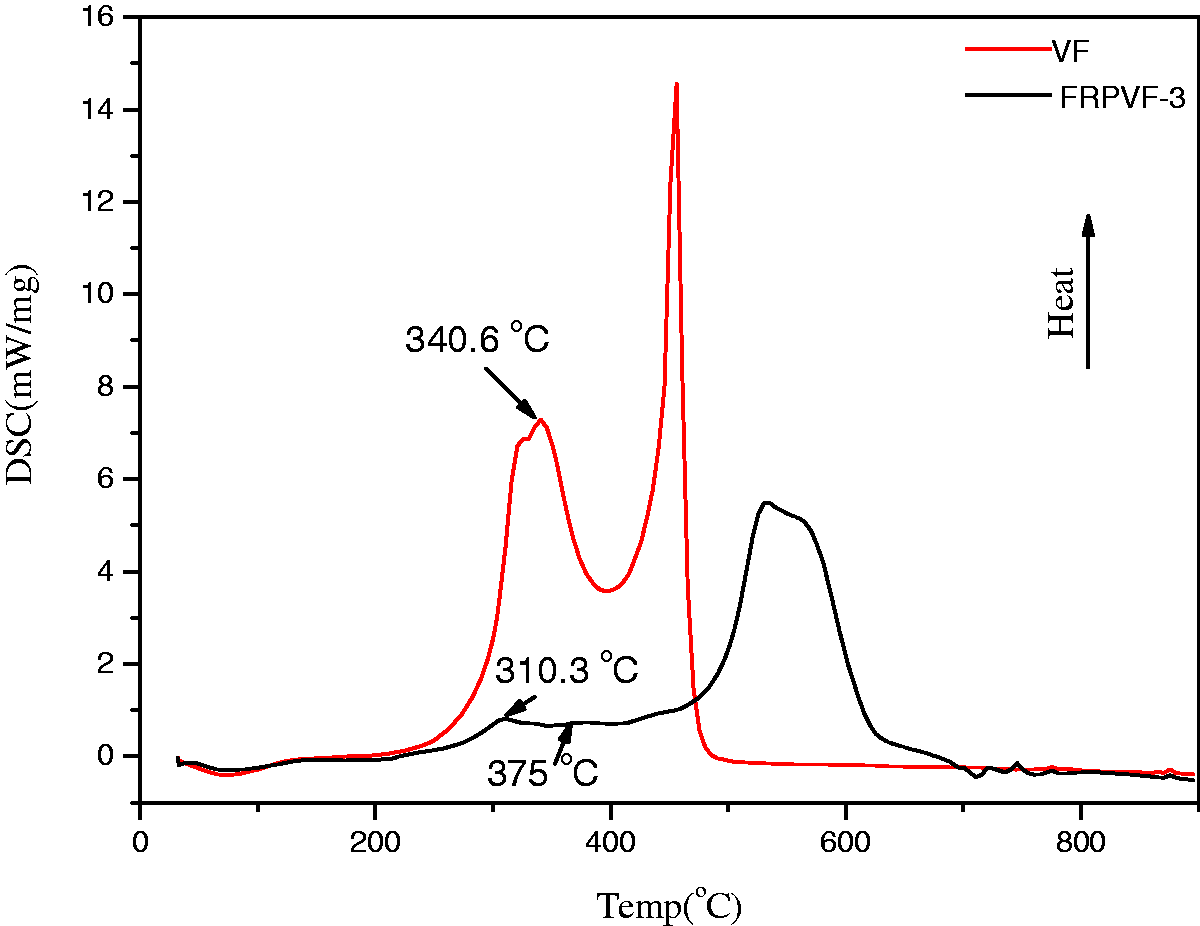
TG and DTG curves of VF and FRPVF-3. DSC curves of VF and FRPVF-3.
Stage 1 is the dehydration process in the range 50–140℃ with a weight loss of ∼3.5% for all samples.
Stage 2 is the primary decomposition of cellulose. In the range 170℃–415℃, VF had a weight loss of 68.4%. The loss rate was 17.28% at 170–300℃, but it reached 55.55% at 300–415℃.
For FRPVF-3, the primary decomposition began at about 150℃, dropped by 20℃ compared with VF. Decomposition ended at ∼450℃, the weight loss was 27.7%. It is clear that the introduction of HPTP and protein caused the lower temperature, lower rate and less weight loss of primary decomposition.
DSC results suggest the process is much complicated with the introduction of HPTP and protein. In this stage, the DSC curve of VF gives only one exothermic peak at 340.6℃. The DSC curve of FRPVF-3 has two endothermic peak at ∼310.3℃ and ∼375℃. It is hard to identify each reaction in this process. However, it is clear that the major decomposition reaction of cellulose was accelerated by the introduction of HPTP and protein.
Stage 3 mainly involves the decomposition of levoglucosan. The weight loss process was relatively slow for both samples, compared to the preceding stage. In the range 415℃–700℃, only 0.9% VF remained. For FRPVF-3, the range was 450℃–650℃, ∼47% of the sample weight still remained. The thermal decomposition products of HPTP prevent the secondary carbonization of cellulose.
Clearly, the introduction of HPTP and protein resulted in higher decomposition and more weight loss at a lower temperature. In stage 2, HPTP and protein decomposed to nonflammable materials such as NH3, N2, NO2, phosphoric acid and polymetaphosphate. Phosphoric acid accelerated dehydration and formed a char layer. Polymetaphosphate covered the surface of the sample and formed a cover layer. With the release of nonflammable gases, the surface of the sample formed an inflated air-free coat. This explains the delay of decomposition in stage 3.
As can be seen from the TG curve, FRPVF-3 has another weight loss (8.2%) after the platform area (650℃ to 750℃). According to DTG curve, the rate of weight loss at the fourth stage (750℃ to 900℃) run an increasing trend.
Real-time qualitative analysis of volatile products generated during thermal oxidation
According to the modified Broido-Shafizadeh model [19], the major thermal decomposition products of the viscose fiber are H2O, CO2, CO and small molecule hydrocarbon combustible gases. The combustible gases would continue to react with oxygen in airway; the monitored results through FTIR technique are only H2O and CO2.
A 3D-infrared spectroscopy of thermal decomposition products of VF is shown in Figure 7. Extraction of the infrared spectra corresponding to 3D peak value for detailed analysis is shown in Figure 8. Comparison with the standard pattern (EPA Vapor Phase, No. 2911) confirmed that 2630 cm−1 was the main characteristic peaks of CO2, and 3725, 3694, 3624, 3602 cm−1 were also the characteristic peaks of CO2. The main product in the thermal decomposition process of viscose fibers is CO2.
3D diagram of the gases evolved during the thermal pyrolysis of VF. IR spectra of the thermal decomposition products of VF at different temperatures.

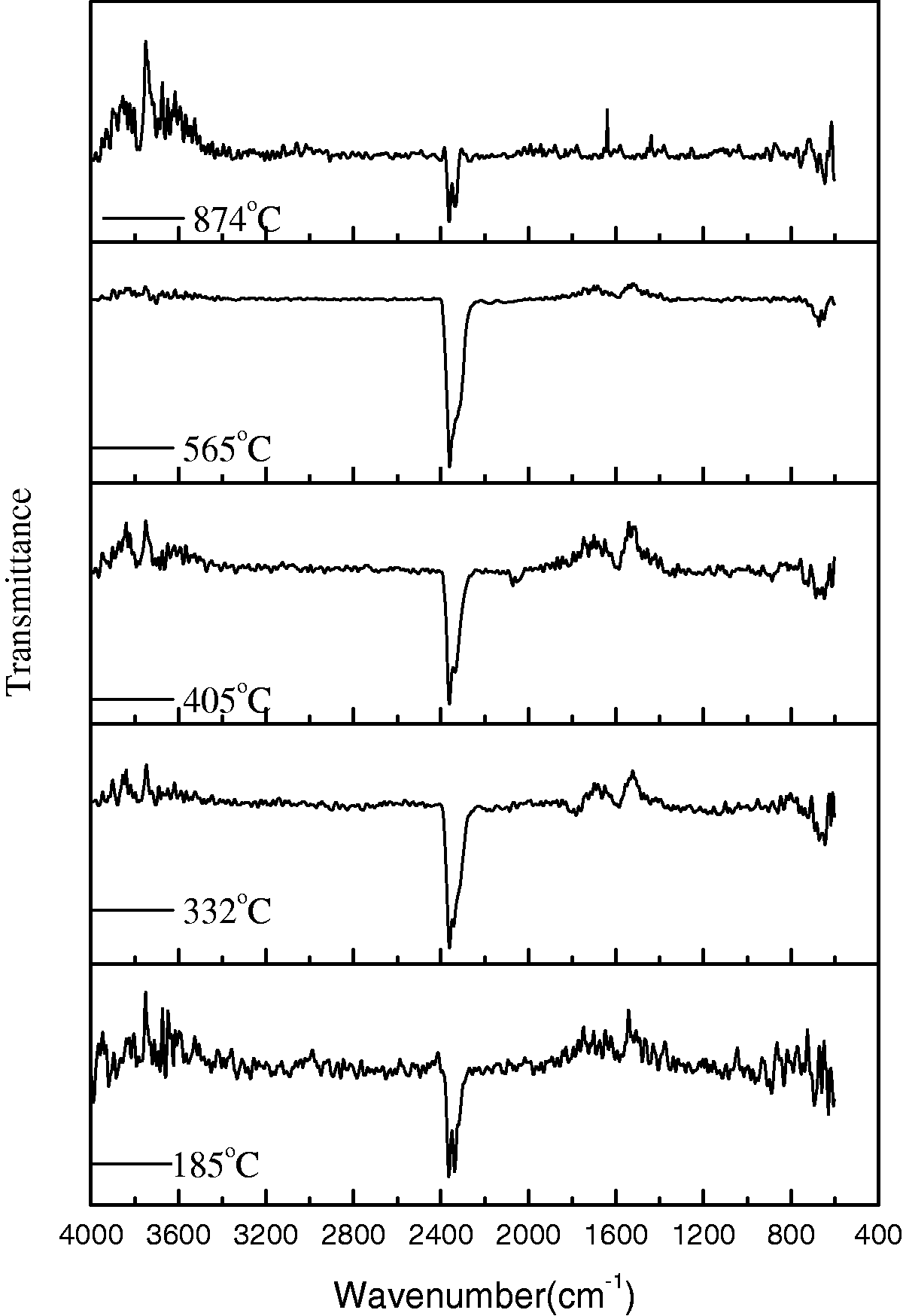
3D IR spectra of FRPVF-3 are shown in Figure 9. It was generally similar to the situation in Figure 7, only some slight difference. The highest point on each peak in IR spectra was extracted and is shown in Figure 10. The main characteristic peaks still were the absorption peak of CO2 on 2360 cm−1 and other six impurity absorption peaks on 2973, 1269, 1089, 1028, 911, 816 cm−1. The main product in the thermal decomposition of FRPVF-3 was CO2 too. FRPVF-3 has a good security, no toxic or harmful gases were released.
3D diagram of the gases evolved during the thermal pyrolysis of FRPVF-3. IR spectra of the thermal decomposition products of FRPVF-3 at different temperatures.
Trajectory of carbon dioxide
The intensities of CO2 absorption peaks exhibit difference as the temperature changes, data of absorbance at 2360 cm−1 in the whole temperature range were extracted and are shown in Figure 11.
Absorption locus of thermal decomposition products at 2360 cm−1.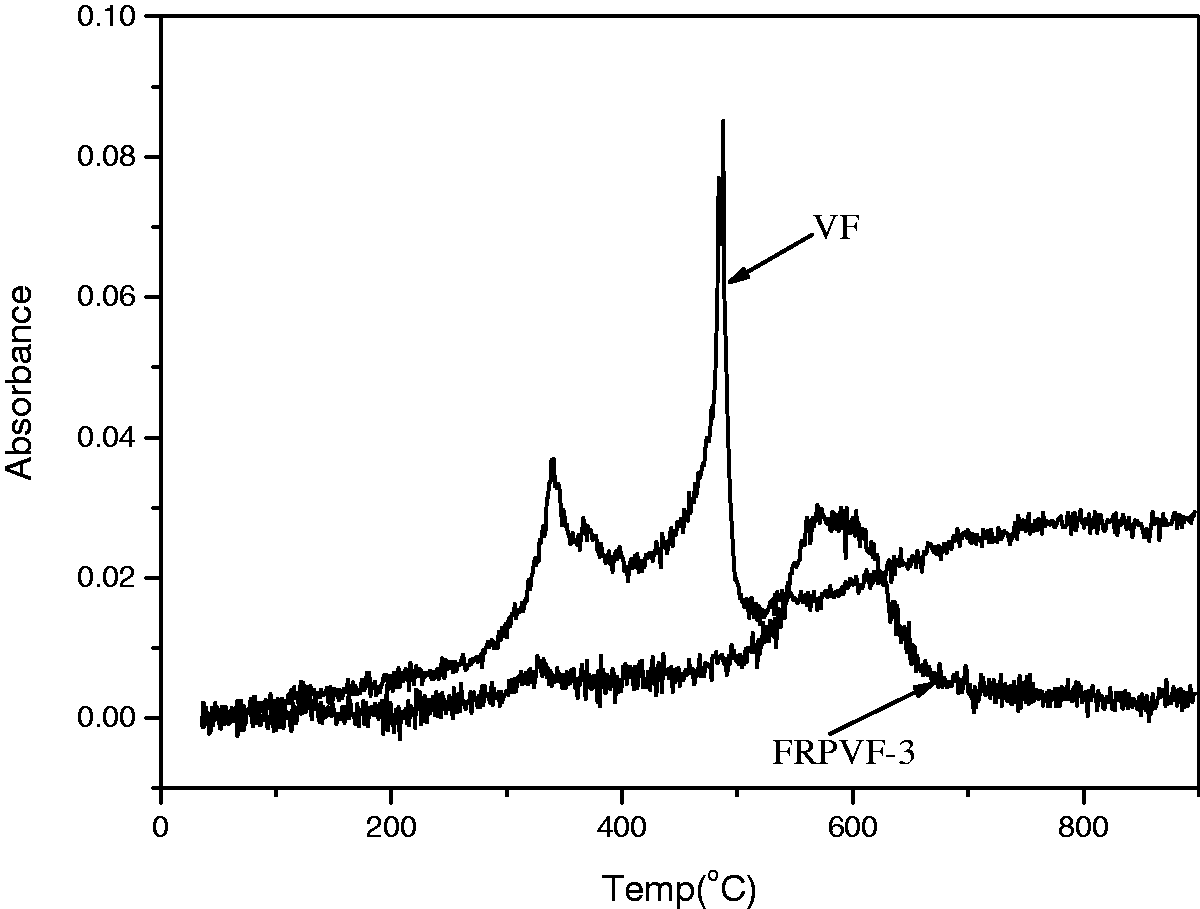
The overall trend of formation trajectory of carbon dioxide was corresponding to DSC curves. The peak has always existed from start, but the intensity is not high, which should be the CO2 in the air. The absorption peak of VF increased significantly from 250℃, reached first peak at 340℃ and ended at 415℃. This peak was corresponding to primary decomposition at low temperature of cellulose. In the range 400℃–520℃ the second peak of VF peaked at 487℃, also consistent with the foregoing analysis. Due to the oxidization of combustible gases until the end of the test, the absorption peaks of CO2 still appeared after 520℃.
The carbonization of the fibers was promoted by the decomposition of HPTP and protein. The temperature of decomposition reaction was reduced by adding protein and HPTP, the second carbonization of cellulose was prevented by their releasing products and the carbide protective layers were formed at a low temperature. These caused the absorption peak of CO2 shifting to the higher temperature zone and continuing to increase, peaked at 573℃.
Mechanical property and friction coefficient of the fiber sample
Result of mechanical strength test of flame-retardant protein viscose fiber.
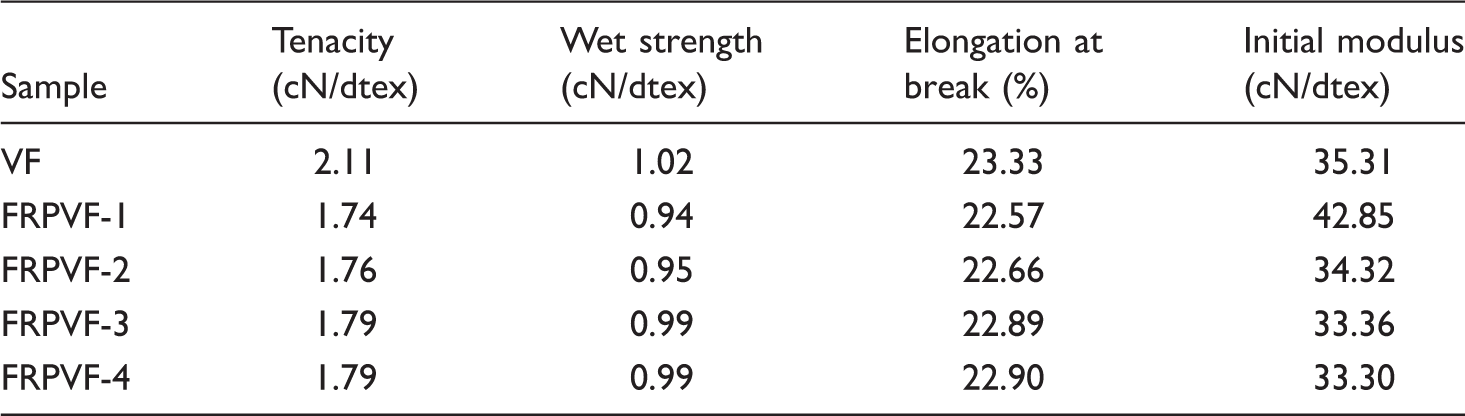
Figure 12 shows the influence of protein content on the friction coefficient of prepared sample. With the increase of protein content, the static and dynamic friction coefficient decrease gradually. Lower static friction coefficient means a small force may move the fibers in hand. Lower dynamic friction coefficient indicates smaller force to be needed to maintain the fibers moving. Low friction coefficient suggests that the fibers were softened due to the introduction of protein.
Influence of protein content on friction coefficient.
Moisture regain and warmth retention of the fiber sample
The moisture regain of the fibers is shown in Figure 13. With the introduction of HPTP, the moisture regain of fiber decreased significantly, while the introduction of protein reversed this trend. Moisture regain of FRPVF is lower than VF. However, they increased by 6.1%–17.3% compared to the moisture regain of FRPVF-1. This is mainly caused by two factors. First, the protein on the surface of the fiber offers –COOH and –NH2 groups, these hydrophilic groups contribute to better moisture regain. Second, the small pores on surface offer more surface area for water molecular adsorption. The increase of moisture regain may result in better hand feel, comfort as well as warmth property.
Moisture regain of different fiber samples.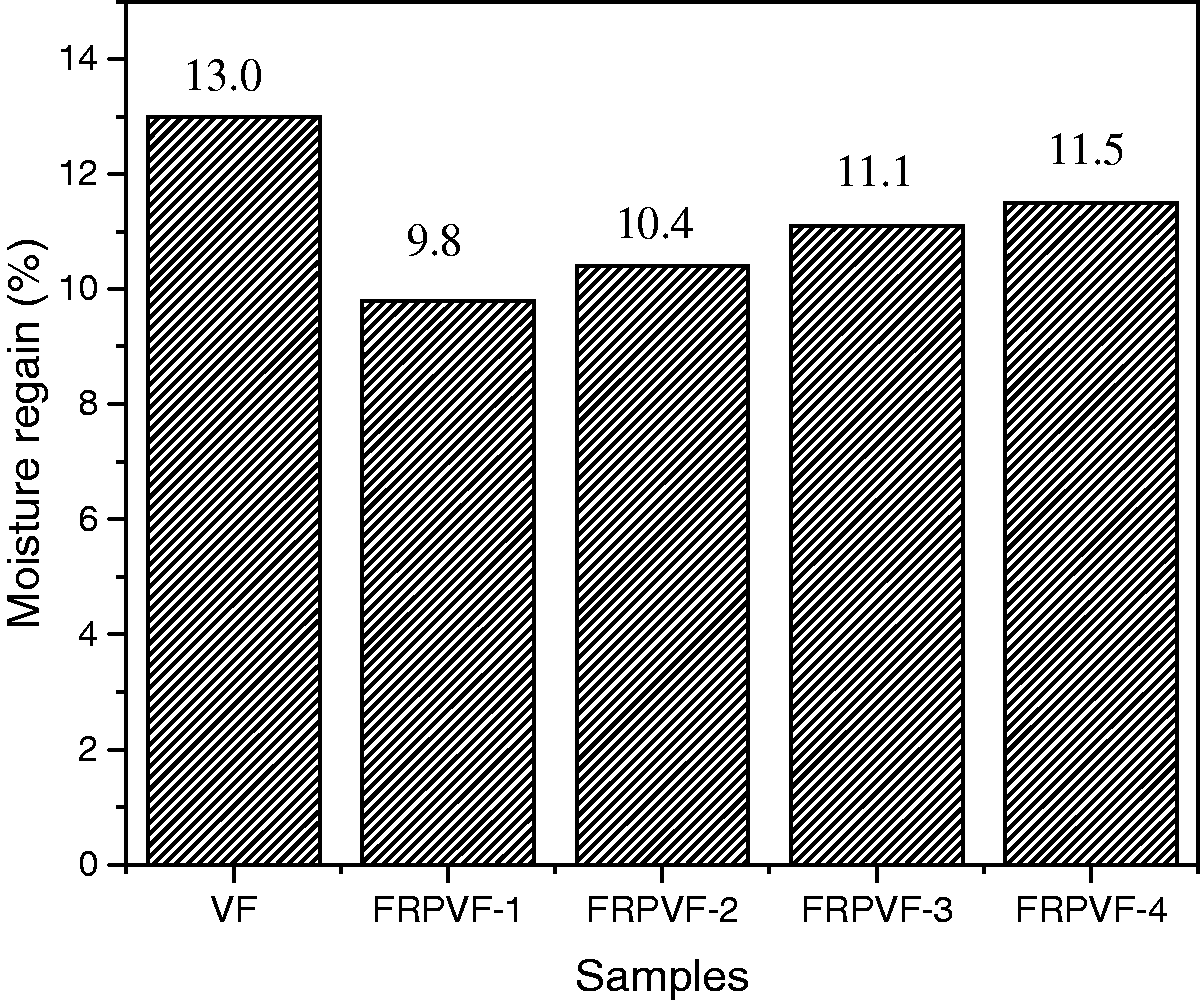
Result of warmth retention test of flame-retardant protein viscose fiber.

Hand feel and bulkiness of the fiber sample
Test results of hand feel for the different fiber samples.

HPTP has a rigid ring structure, which prevented the cellulose molecule from free rotation. The introduction of HPTP caused the bulkiness drop slightly. Initial modulus was increased and the bulkiness was decreased. With the introduction of protein solution, the inner structure of the fiber was better oriented. It allowed the fiber to rotate and improved the bulkiness. The bulkiness of FRPVF-3 is 25% higher than FRPVF-1, as shown in Figure 14. After modification, the bulkiness of the fiber increased again, by about 36%. Protein on the surface of fiber combined with MAOSS. The C-C chains in MAOSS rotate easily and make the molecule a long loose structure, which increases bulkiness significantly.
Bulkiness test result of different fiber samples.
Conclusions
Due to the introduction of protein and HPTP, the flame-retardancy of the fiber can be obviously improved. The mechanical property of the fiber was improved; friction coefficient of the fiber was decreased; moisture regain improved. The modification by using modified amino organic silicon softener improved the hand feel and bulkiness of the fiber greatly, which suggested excellent wearability. The flame retardancy decreased slightly after 30 washing circles, indicating sustainable flame retardancy of the fiber. The thermal decomposition of HPTP and protein promoted the carbonization reaction of cellulose in the temperature range of 170–300℃. The carbide cover formed on the surface of fiber significantly reduced the output of flammable gases, the internal structure of the fiber was protected. The main product in the thermal decomposition of FRPVF was CO2. FRPVF has a good security, no toxic or harmful gases were released.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.