
Abstract
Yarn twist in textile technology is an important characteristic since it considerably affects the properties of knitted or woven fabrics. Many researchers have investigated the effect of staple-spun yarn twist on the properties of the yarns and fabrics. However, the effects of twist level of Kevlar® 29 filament yarn on the properties of yarn and its resin-impregnated self-lubricating fabric liner are not fully known yet. In this study, we have investigated the effects of Kevlar® 29 twist level on the tensile and tribological properties of the fabric liner (Kevlar® 29/polytetrafluoroethylene fabric-resin composite). Two unexpected findings about the effect of yarn twist have been observed, namely (1) asynchronous twist effect on the yarn’s and the liner’s tensile strength and (2) dissimilar yarn twist effect on the liner’s performance. These findings are mainly attributed to the synergic contributions of the yarn twist and strength and the interaction of the resin with the yarn orientation in the woven fabric structure of the liner.
Introduction
A self-lubricating fabric liner (hereafter liner) is one of woven fabric-resin composite materials, consisting of different types of functional fibers, resins, and/or additives [1]. Since the rapid developments of aviation industry from mid 1950s, such composites have undergone significant evolution over several decades [2–6]. Over these periods, their applications have been broadly expanded in multiple fields such as marine/offshore industries and ground transportation [7]. However, the basic design philosophy of the woven structure remains unchanged for such composites (i.e. collocation of a high performance of antifriction and antiwear fibers). Hence, the optimization of weaving technology without changing the yarn characteristics is still a simple but efficient approach to enhance the mechanical and tribological properties of such woven fabric composites.
Twisting produces mechanical binding among yarn fibers, thus resulting in a closer fiber packing arrangement. Rao and Farris [8] studied the twist effect on the mechanical properties of several high-performance fiber yarns. It was concluded that slight twisting was beneficial to improve the yarn strength, but over twisting was harmful to the fibers. Yarn twist was also found to have great impact on the mechanical behaviour of epoxy/K29 composite strands [9]. Furthermore, when yarn twist was not taken into account, Cornelissen et al. [10] revealed that the surface topography dominated the frictional behavior of high-performance fibrous tows against metals. However, with the consideration of yarn twist, Shah et al. [11] developed a novel mathematical model using a modified rule of mixtures for plant fiber-reinforced composites. A structure–property relationship of twisted fiber yarn on the basis of Krenchel orientation efficiency factor was established, which was validated by numerous experimental data. Polytetrafluoroethylene (PTFE) is a well-known frictional material and Kevlar® yarn is widely used as an outer fiber in fabric composites [12,13]. Deteresa et al. [14] studied the compressive and torsional behavior of Kevlar 49 fibers and found that twisting to larger torsional strains induced a further split of longitudinally oriented fibers in the yarn. This phenomenon accelerated the inner regions of fibers to reach critical shear strain values. Moreover, the wear rate of Kevlar® 49 sliding against aluminum at a low velocity under high contact pressures was found to be proportional to normal load, while the dimensional wear coefficient was strongly dependent on the amplitude of slip present under constant twist [15]. In the tribology of fabric composites, many literatures suggested that various weave parameters, such as weaving structure [16] and linear density [17], affected the tribological properties of fabric composites. Our previous study [18] also investigated the effects of weft density on the tribological properties of both conventional and weft-reinforced liners (warp density was 290 ends/10 cm and 1/3 broken twill in the weave pattern). It was revealed that both liners possessed better tribological properties with the weft density of 300–350 ends/10 cm.
With respect to the yarn twist and tribology, previous works mainly focus on the twist effect on yarns. An early research conducted by Coulson et al. [19] initially mentioned the effect of twist on tribological properties of nylon yarn (30 denier, 10 filaments, nylon twisted to 1/2 turn per inch (Z)). It was concluded that the twist obviously affected tribological properties of fiber yarn, but its impact was much smaller for multi-filament nylon yarn. Nonetheless, this finding is used to qualitatively evaluate the relationship between the yarn twist and its friction coefficient. Further study on the friction properties of textile yarns [20] revealed a rather quantitative correlation for the polyamide yarn twist and its friction coefficient. It has been reported that an inverse relationship can be established, which means that yarns with twist density higher than 40 tp10 cm demonstrate a low and steady friction coefficient. Brorens et al. [21] found that the abrasive resistance of single yarn (spun from 22 µm wool and 22.5 tex) sharply increased when the twist was higher than 80 tp 10 cm and plying twist was dominant in determining the abrasive resistance of yarns. In addition, yarn abrasion (100% Iranian cotton, 33 tex and twist factor 109–171) [22] and friction coefficient of two fabrics (used yarns: Dacron (1.25 den, 3.8 cm), Kodel type 463 (1.25 den, 3.8 cm) and Kodel type 411 (1.5 den, 3.8 cm)) [23] were also influenced by yarn twist. These literatures revealed the significant effect of yarn twist on the tribological properties of yarns, which is of great importance to the textile technology. However, the study of twist effect on the tribological properties of woven fabric composites has not drawn adequate attention. Additionally, research background for such studies was mostly within predicted limits of weavability [19,21], textile processing [20], quality control [22], or human wearing [23,24]. This work aimed in investigating the effect of yarn twist on the tribological properties of fabric-resin composites to alter their tribological properties and broaden their applications, which was achieved by modifying yarn twist without changing commonly used yarns during the fabrication. In this study, Kevlar® 29 yarns (K29) with different twist and PTFE yarn with constant twist were employed to prepare fabric liners. The twist effect on the tensile and tribological properties of K29 and fabric liners was investigated. In particular, the difference of twist effect on K29 and liners was discussed to understand the twist effect on the tensile and tribological properties of fabric-resin composite.
Experimental
Twisting of K29 multi-filament yarn
Correlation of twist and motor speed for K29 twist.

Fabrication of the liner
The weave pattern of the fabric used in this study was 1/3 broken twill with a warp density of 290 ends/10 cm and a weft density of 300 ends/10 cm, which has shown enhanced tribological properties of the liners [16]. K29 was used in the warp direction. In the weft direction, PTEF yarn (density: 2.2 g/cm3, diameter: 0.1682 mm) and K29 yarn were altered in 1 and 1 (named HZ1-1) and 2 and 1 (named HZ2-1) patterns for a heavy load and light velocity (H/L) condition and a light load and high velocity (L/H) condition, respectively, for comparison. As for the liner fabrication, the fabric was soaked in acetone for 24 h and then boiled in distilled water for 15 min before being dried at 80℃ for 1 h. The dried fabric was subsequently soaked in phenolic resin (PF resin, Shanghai Xinguang Chemical Co., Ltd., China) and then subjected to an ultrasonic oscillation treatment for 3 h. To ensure quality of the ultimate liner, a glass rod was used to roll over the fabric in order to squeeze out extra resin. The fabric was then affixed on a 45# steel substrate (polished to Ra = 0.2 using the abrasive paper), and then ultrasonically cleaned with absolute ethyl alcohol for 30 min using PF resin. After drying in an oven at 110℃ for 1 h under the pressure of 0.2 MPa, the liner was fabricated, as shown in Figure 1.
Confocal laser scanning microscopic (CLSM) images: (a) HZ1-1 liner and (b) HZ2-1 liner.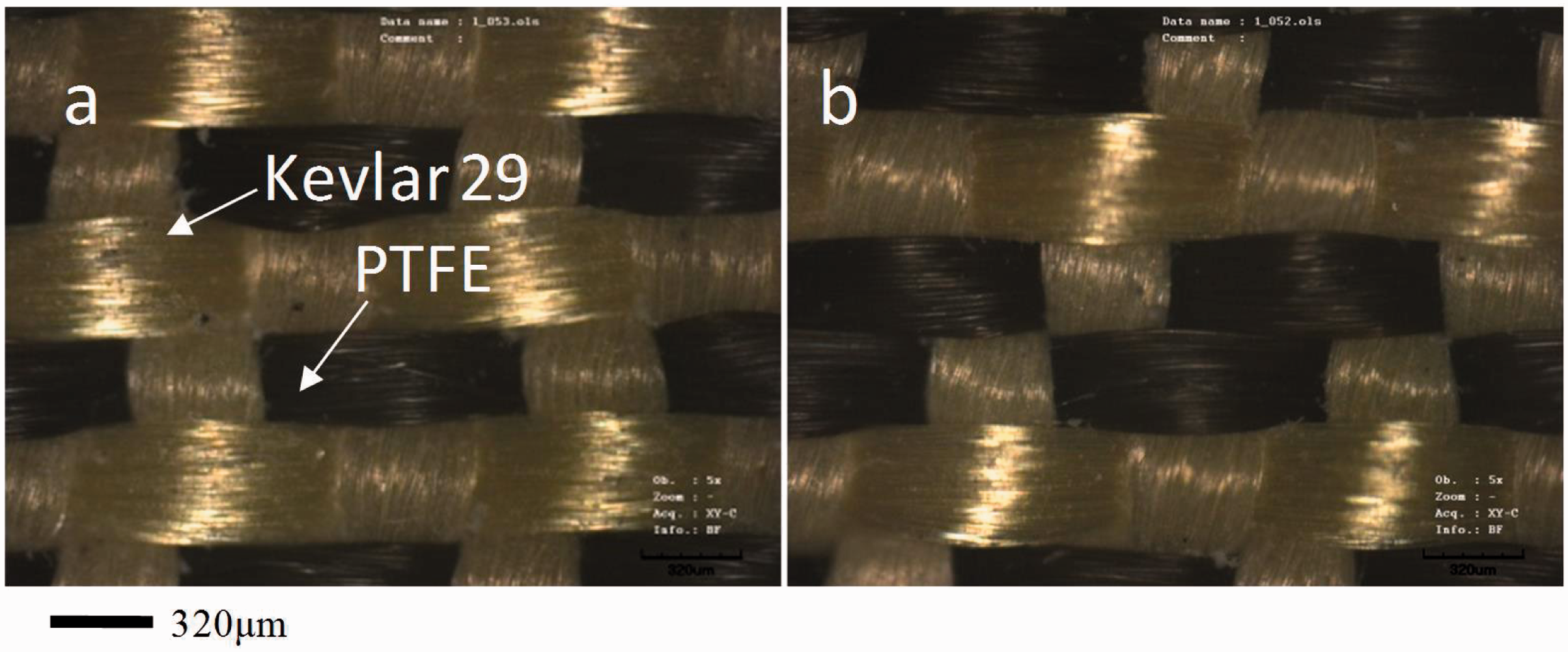
Tensile tests
Tensile tests for K29 and liners were performed using an electronic fabric strength tester (YG026B, Ningbo Textile Instrument Factory). K29 samples for tensile tests were prepared according to the GB/T 6502 testing standard. Five segments with the interval of at least 200 mm were randomly selected for each K29 test. Tensile tests were conducted under the preload of 1 N at a velocity rate of 250 mm/min. The preload was determined by equation (1) according to the GB/T 19975-2005 standard:

For the tensile testing of the liner, rectangular samples with of the dimension of 200 mm × 50 mm were used. According to the ISO13934-1 standard, the experimental parameters were set up as 0 N for the preload with an interval of 200 mm and a velocity rate of 100 mm/min. Each test was repeated three times for testing reproducibility and average values and standard deviations were reported.
Adhesive strength tests
With the aid of a FGS-50VB-H testing rig and a FGP-20 digital tensometer, the adhesive strength of liner was measured. Rectangular samples were also tested in the size of 30 × 10 mm, which were bonded on the inner surface of an outer ring using PF resin according to the GB/T 2790-1995 standard, as illustrated in Figure 2. Each test started with no stretching force at the velocity rate of 100 mm/min until the peeling length of 5 mm was reached.
Schematic diagram of an adhesive strength test.
Tribological tests
Three types of tribological tests were conducted on K29 and liners. Figure 3 shows the schematic diagram of the wear tester for K29 yarn. In the wear tests, the K29 was fixed and matched with 45# steel (Ra = 0.8 µm, polished with 1000 # abrasive paper and ultrasonically cleaned with acetate). A tensile preload of 30 N, measured by the force sensor and monitored by a data collection system (not shown here), was carried out by the loader. Then, the motor produced a constant rotor speed of 50 rev/min to rotate the counterpart. The test stopped once the tensile load dropped to 5 N and the test time was recorded as the evaluation criterion for the wear behavior of K29. All tests were completed at room temperature of 25℃ with the humidity of 40–50%.
Schematic diagram of a wear tester for K29 yarn.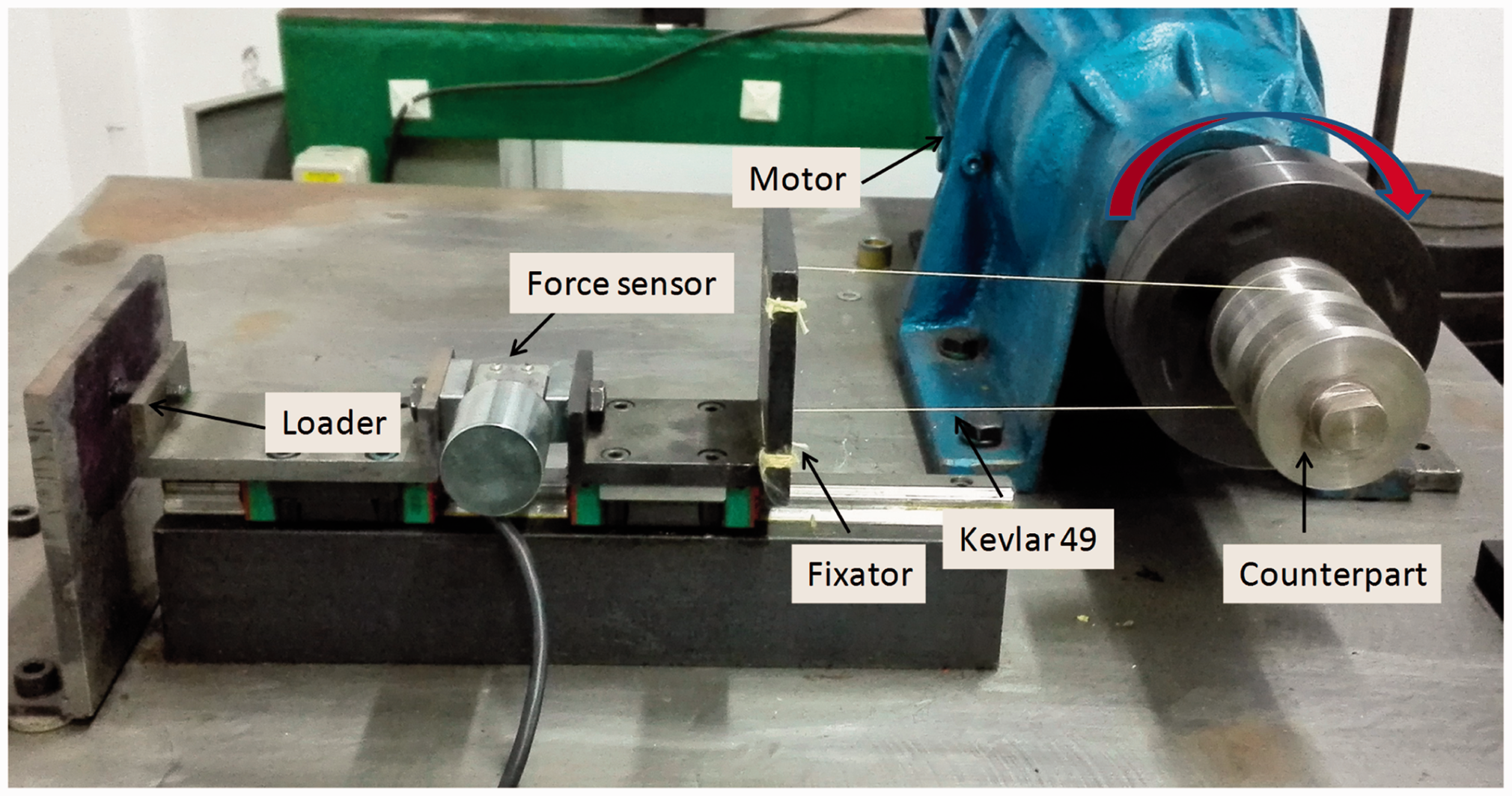
The performance assessment tester for self-lubricating liner (Figure 4) was employed to conduct friction and wear tests of liner under both L/H and H/L conditions. Additionally, 45# steel was used as the upper specimen with the selection of ring-on-block friction pair. Experimental parameters for two types of tribological tests were listed in Table 2 according to the SAE AS81819 (H/L condition) and the SAE AS81820 (L/H condition) standards. Wear loss of the liner and the frictional force can be measured by the tester. Hence, the wear rate ω and the frictional coefficient μ of the liner can be calculated by equations. (2) and (3), respectively
Schematic diagrams of a self-lubricating liner performance assessment tester. Experimental parameters of tribological tests for fabric liners at room temperature.



Scanning electron microscopy and confocal laser scanning microscopic characterization
The cross section of the liner was characterized using a scanning electron microscope (Hitachi S-4800, Japan). Samples were mechanically cut and gold coated before the observation. Wear morphology of the worn liner was observed using a confocal laser scanning microscope (OLYMPU, OLS3100, Japan).
Results and discussion
Properties of K29 multi-filament yarn
The breaking strength and elongation at break of K29 as a function of twist are shown in Figure 5. In the beginning, both breaking strength and elongation at break moderately increased with the increasing twist, reaching peaks at 120 and 150 tp 10 cm, respectively. Subsequently, both properties decreased monotonically with the increasing twist. This trend was in good accordance with the previous literatures [9,11], which reported that increasing the twist improved inter-fibers cohesion, thus leading to the increase in yarn strength. However, over twist gave rise to fiber obliquity with the drop of yarn strength.
Breaking strength and elongation at break of K29 as a function of twist.
The wear time of K29 and typical tensile force-time curves as a function of twist are shown in Figure 6. It was observed from Figure 6(a) that the wear time of K29 decreased firstly with the increasing twist up to 150 tp 10 cm. Then, the wear time of K29 increased as the twist further increased. It is worth mentioning that the average wear time of K29 without twisting was 16,633 s with a standard deviation of 463.8 s (not shown in Figure 6). Another notable phenomenon is that compared with the smooth curves of low twist yarns (90 and 120 tp 10 cm), a sudden breakage or sharp decline of the tensile load for K29 was manifested when the twist was higher than 180 tp 10 cm (Figure 6(b)). This resulted in much earlier termination of wear tests before the tensile load dropped to 5 N. Such a finding signifies that the mechanical strength of K29 was lost with higher twist, in good accordance with Deteresa et al. [14] for the Kevlar® 49 fibers and also in the case of epoxy/Kevlar composite strands [9].
(a) Wear time of K29 as a function of twist and (b) tensile force-time curves.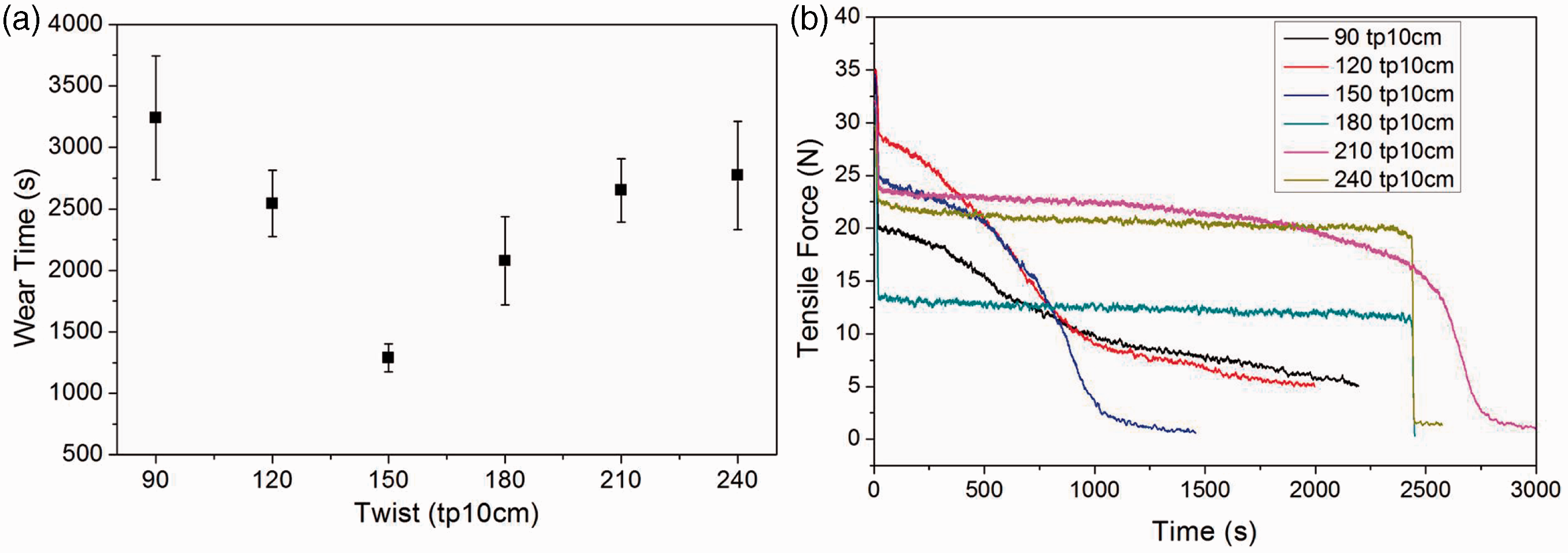
Breaking strength of fabric self-lubricating liners
As mentioned earlier, two types of liners for different working conditions were fabricated. When the twist in the weft direction was changed, tensile tests were conducted solely in the weft direction. Figure 7 shows the breaking strengths of HZ1-1 and HZ2-1 liners as a function of twist. Breaking strengths of both types of liners increased as the twist of K29 increased with a peak detected at 150 tp 10 cm. Then, the strengths dropped with the increasing twist. Furthermore, scanning electron microscopy (SEM) micrographs for cross sections of K29 within HZ2-1 liners with different twists of K29 are illustrated in Figure 8. It is evident that gaps existed between K29 filaments (not fully wetted by PF resin), particularly in the rectangular area of Figure 8(a). Such inferior interfacial characteristic between K29 and PF resin directly resulted in reduced mechanical strength of the liner, as confirmed from Figure 7. However, when the twist of K29 was beyond 150 tp 10 cm, it was hard to distinguish the boundary between K29 and PF resin (Figure 8(c) to (f)). This indicates that there exist excellent interfacial bonding and full soaking of PF resin into the woven fabric (Figure 8(f)).
Breaking strength of the liner as a function of twist. SEM micrographs of K29 within cross sections of HZ2-1 liner: (a) 90 tp 10 cm, (b) 120 tp 10 cm, (c) 150 tp 10 cm, (d) 180 tp 10 cm, (e) 210 tp 10 cm and (f) 240 tp 10 cm.

It is evident that the strengths of K29 (Figure 5) and the fabric liner (Figure 7) asynchronously changed with the twists. In particular, the tensile strength of K29 reached the maximum level at 120 tp 10 cm, while that of the liner was found to be at 150 tp 10 cm. This might be explained by the weakened twist effect in the fabrication process of the liner, which is qualitatively discussed here. In the present research, both the interfacial bonding of resin and K29 and the mechanical strength of K29 contribute to mechanical strength enhancement of the liner. Figure 9 demonstrates the variations of these two aspects with the level of twist and their impacts on the mechanical strength of the liner. As illustrated in Figure 8, the interfacial bonding between resin and K29 was relatively poor at the low twist level, but became better when the twist level was higher than 150 tp 10 cm. Inter-fiber cohesion [11,25,26] related to twist is believed to play a key role in the improvement of tensile strength of K29. In the fabrication process of the liner, the fabric composed of K29 and PTFE yarns was soaked in PF resin and dried to form composites. After that, fibers within K29 were completely separated by the resin, and the physical structure of K29 within a liner was passively altered as well. Such a change eliminated the inter-fiber cohesion within K29, thus further weakening the twist effect in the case of the liner. As a result, the twist optimization may shift from 120 tp 10 cm for K29 to 150 tp 10 cm for the fabric liner, as shown in the rectangular area in Figure 9. Under this circumstance, two major results were revealed, including the asynchronous change of the tensile strength of K29 and the liner with different twist level (Figure 5 vs. 7), as well as the lower tensile strength of the liner at the higher twist (180, 210, and 240 tp 10 cm), despite the better interfacial bonding (Figure 7 vs. 8) when compared with liner at low twist.
Weakened twist effect during the fabrication process of the liner.
Adhesive strength of fabric self-lubricating liners
The liner is bonded on the component surface in practical applications, such as the inner surface of a journal bearing or a spherical plain bearing, to cope with a counterface. Thus, a good adhesion between the liner and the surface is very important for diminishing or avoiding the debonding failure under the impact of a heavy load. Figure 10 shows the adhesive strength of two types of liners as a function of twist. It appeared that the adhesive strength reached a peak at 120 tp 10 cm for both liner types. Then as the twist of K29 increased, adhesive strength decreased with increasing the twist, especially in the case of HZ1-1.
Adhesive strength of liners as a function of twist.
Tribological properties of fabric self-lubricating liners
Friction coefficient, wear rate, and wear morphology of liners as a function of twist under H/L and L/H conditions were investigated in this study. Figures 11 and 12 show the friction coefficients and wear rates of HZ1-1 and HZ2-1 liners under different working conditions as a function of twist, respectively. As seen from Figure 11, friction coefficient of HZ1-1 liners under the H/L condition was obviously affected by the twist of K29. This was unexpected because the antifriction property of the liner depends on PTFE fiber that was not a variable in this study. Such a finding indicated that under extremely high contact pressure (∼179 MPa), lower friction coefficient could be achieved by adjusting the twist of load-bearing fibers such as K29. Conversely, the friction coefficient of HZ2-1 liners under L/H condition barely changed with the K29 yarn twist, except for the one with 240 tp 10 cm (Figure 12). This was manifested when considering the fact that the volume fraction of PTFE fibers within HZ2-1 liners was much higher than that within HZ1-1 (see Fabrication of the liner). Hence, sufficient PTFE was available to maintain a low friction coefficient.
Friction coefficient and wear rate of HZ1-1 liners under L/H condition as a function of twist. Friction coefficient and wear rate of HZ2-1 liners under H/L condition as a function of twist.

Both wear rates of HZ1-1 and HZ2-1 liners were influenced by the twist of K29, as depicted in Figures 11 and 12, respectively. Antiwear property of the liner depends primarily on K29. The low mechanical strength of the fabric woven with low twist K29 weakened the antiwear property of the liner. As twist of K29 increased, the enlarged cohesion between fibers and smooth surface of K29 favored the tensile strength, antiwear property, and antiscratch property of the liner. Nonetheless, with a much higher twist of K29, the aforementioned reduced mechanical strength of K29 (Figure 5) and the liner (Figure 7) decreased antishear ability of the liner, especially under heavy load/impact conditions, thus resulting in a high wear rate.
Figure 13 shows the wear morphologies of HZ1-1 liner under the H/L condition as a function of twist. At 90 tp 10 cm (Figure 13(a)), weave features of the liner were hardly recognized, and uneven worn surfaces indicated a rapid consumption of self-lubrication materials [27]. However, by increasing the twist of K29, weave features of the liner gradually emerged, and more and more self-lubrication materials on the worn surfaces were observed (Figure 13(b) and (c)). As the twist of K29 further increased, worn surface became uneven with a severe deformation again, depicted in Figure 13(d) to (f). Besides, the uneven worn surface and many spalling pits suggested that main wear mechanism of HZ1-1 liner under H/L condition was plastic deformation and regional spalling.
Wear morphologies of HZ1-1 liner under the H/L condition with different twists: (a) 90 tp 10 cm, (b) 120 tp 10 cm, (c) 150 tp 10 cm, (d) 180 tp 10 cm, (e) 210 tp 10 cm and (f) 240 tp 10 cm. Arrows indicate the sliding direction.
Figure 14 shows the wear morphologies of HZ2-1 liner under the L/H condition as a function of twist. A clear layer of self-lubricating film with the main component of PTFE was observed within worn surfaces in Figure 14(a) to (e), in good accordance with the low and steady friction coefficient shown in Figure 12. The distinct self-lubricating film indicated that PTFE yarns were deformed and ruptured under continuous shear force. This suggested that the wear mechanism of HZ2-1 liner under the L/H condition was layered removal of the liner material. However, it was hard to tell the variation of wear rate from Figure 14(a) to (e) since no significant wear characters or distinctions among these worn surfaces could be detected. Self-lubricating film on the worn surface of Figure 14(f) was relatively insignificant and visible surface damages were also observed, revealing a high friction coefficient and wear rate (Figure 12).
Wear morphologies of HZ2-1 liner under the L/H condition with different twists: (a) 90 tp 10 cm, (b) 120 tp 10 cm, (c) 150 tp 10 cm, (d) 180 tp 10 cm, (e) 210 tp 10 cm and (f) 240 tp 10 cm. Arrows indicate the sliding direction.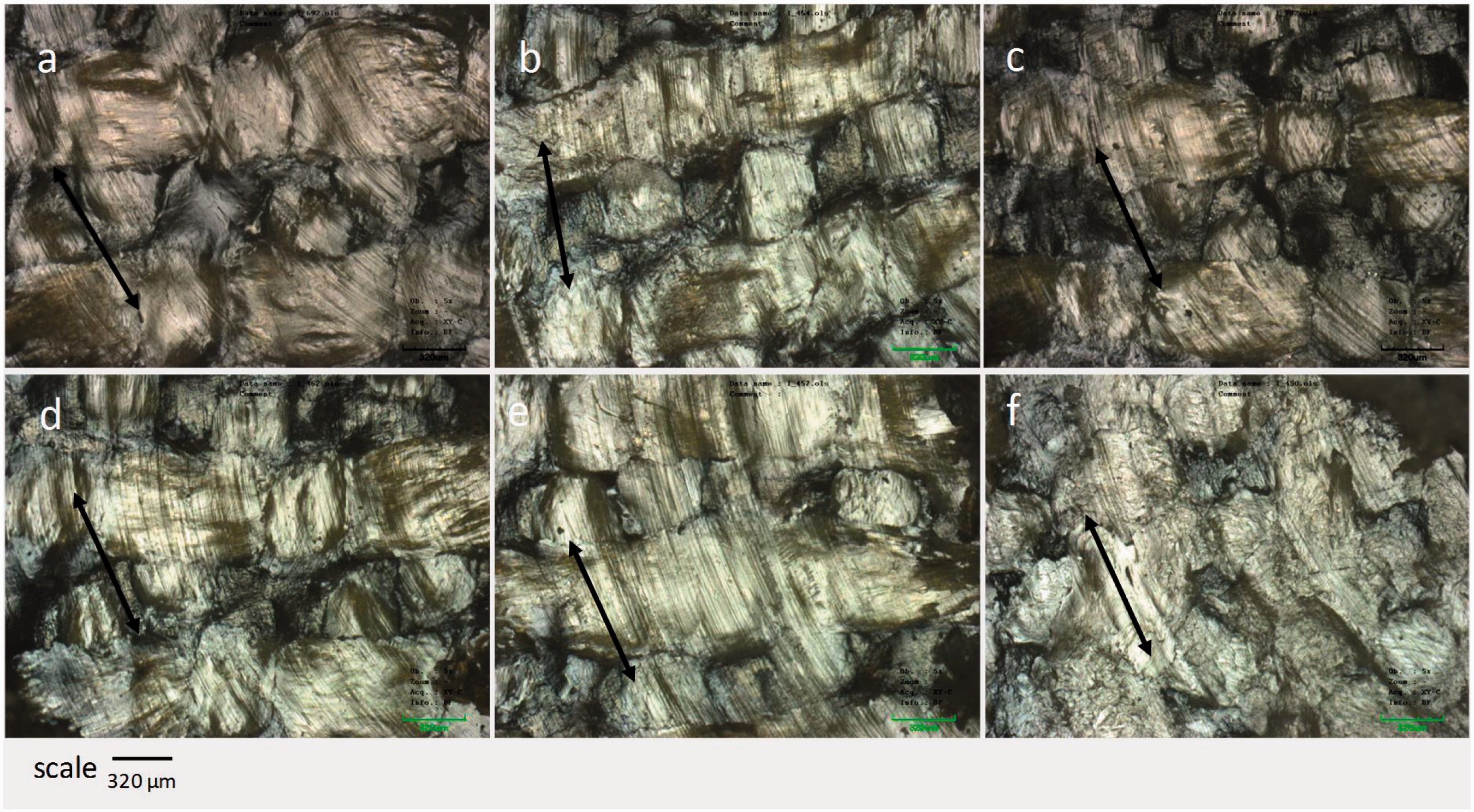
It is shown that mechanical properties (Figure 7) and tribological properties (Figures 11 and 12) of the liner exhibit similar variation tendencies as a function of K29 twist. This implied a positive impact of mechanical properties on tribological properties of the liner. Thus, the improved tribological properties of the liner mostly benefited from the synthetic effect of the strengthened mechanical properties of K29/woven fabric and the good interfacial bonding between K29 and PF resin. Nevertheless, the wear performance of K29 and the tribological properties of the liner exhibited an opposite variation trend (Figure 6 vs. 11 and 12). It was suggested that there was no direct relationship between the wear performance of K29 and the tribological properties of the liner. In fact, several factors such as mechanical binding, reloading effect [9] (i.e. the cohesion between fibers resulting from the twist that allows a failed fiber to pick up and carry the load at a distance from the break and the variation of contact area between the yarn and counterpart) influence the wear performance of K29. However, as mentioned earlier, the inter-fiber cohesion was eliminated in the liner fabrication process. Consequently, despite the significant effect of twist on the wear performance of K29, the reloading effect was eliminated and mechanical binding among fibers was weakened. Therefore, the wear performance of K29 did not directly influence tribological properties of the liner. Specific reasons responsible for this result may be more complex, which are worthwhile to be further investigated in the future work.
Conclusions
Twist effects on tensile and tribological properties of K29 and its fabric liner were experimentally investigated. The conclusions can be drawn as follows:
The K29 twist level critically affects the yarn strength in a particular manner. However, converting of the K29 into a PF resin-impregnated liner composite causes dissimilar effects in tensile properties of the liner. This asynchronous change in the liner’s strength is due to synergic effects of twist-dependent yarn orientation in woven fabric structure and the resin’s interactive contribution toward the liner’s strength. The twist level of K29 affects the wear performance of K29, adhesion, and tribological properties of the liner. However, based on the research protocol and results, no direct relationship was observed between the wear performance of K29 yarn and that of the fabric liner. The improved tribological properties of the liner were attributed to synergic effects of the strengthened mechanical properties of K29 yarn/woven fabric and the improved interfacial bonding between K29 and PF resin. The optimum yarn twist levels for satisfactory tribological properties and adhesive strength of the liner appear to be 150–180 tp 10 cm and 120 tp 10 cm, respectively.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Natural Science Foundation of China (Grant No. 51405422), National Science and Technology Support Project (Grant No. 2014BAF08B03) and Natural Science Foundation of Hebei Province (Grant No. E2015203113).