
Abstract
Meltblown fabrics composed of a thermotropic liquid crystalline polyester were subjected to heat conditioning at various temperatures. Physical effect of the treatment was investigated by tensile testing of the fabrics and the individual fibers. The fabrics exhibited increased tensile strength by more than 100% after the heat conditioning due to inter-fiber bonding in the fabric structure and morphological reorganization of the thermotropic polymer. The calorimetric behavior of the polymer was further investigated to obtain information about the internal structure. Structural change during the annealing was also visually observed under a polarized light microscope.
Introduction
Liquid crystalline copolyesters (LCPs) exhibiting a high degree of order in the molten state have been available and studied for more than 20 years [1–4]. These polymers exhibit anisotropic behavior and form liquid crystals in the molten state because of their extremely rigid backbones resulting in extended polymer chain conformation. LCPs differ from other high performance polymers by their ability to be melt-spun at high temperatures, having very low thermal shrinkage (<0.5%) to hot air/boiling water, relatively high thermal resistance, excellent chemical resistance (particularly organic solvents even at higher temperatures), and exceptional resistance to hydrolysis [1,5–7]. These properties make them superior candidates for application in high temperature and chemically resistant filters [8].
Among liquid crystalline polymers, lyotropic polymers such as aramids can only be processed from solutions, whereas thermotropic polymers can be melt spun without excessive degradation and allow production of fibers having exceptional strength and modulus [9–12]. As with the aramids, the as-spun fibers have comparatively high strength without the necessity of additional drawing process due to the macroscopic orientation during the elongational flow [5]. Upon extrusion of the molten polymer through small spinneret holes during fiber spinning, the molecular domains align parallel to each other along the fiber axis and create unusually high molecular orientation. Moreover, their thermotropic nature offers improvement in mechanical properties to a further extent by thermal annealing [3,5,13,14]. Thermal conditioning of fibers conducted at temperatures in the range of 200–300℃ for periods of 2 to 16 h, can increase the tensile strength 3 to 4 times [1,2]. This unique property can be used to improve the mechanical performance of the structurally weak fabrics produced by processes such as meltblowing.
Nonwovens known as spunbond or meltblown (MB) are produced in a single process directly from polymer melts. In particular, the MB process often produces fine fibers but low fabric strength because of limited ability to orient the high molecular weight polymer molecules within the fibers during the production. Allan et al. [15] produced MB fabrics from a liquid crystalline polyester without any additional heat treatment.
The possibility that LCP melts might be used to produce strong (MB) fabrics having usefulness at high temperatures is an attractive prospect, and led to our attempts to produce such fabrics [16,17]. Our previous study investigated the tenacity increase on the fibers of produced MB fabrics after a heat treatment, which is limited to relatively low temperature due to the difficulties on pulling-out fibers from the fabric structure [18]. In these previous works, LCP (MB) fabrics were produced, filtration properties were analyzed, and the possibility of calendaring these fabrics was studied. The objective of this study is to investigate the effect of a heat conditioning process (annealing) on these produced fabrics, analysis of their further characteristics and processing options.
Experimental
Materials
A commercially available thermotropic LCP, Vectra® A950 polymer (Ticona Corp.), was chosen to produce MB fabrics. The polymer (Figure 1) is reported to be a random copolyester composed of 73% 4-hydroxybenzoic acid (HBA) and 27% 6-hydroxy-2-naphthoic acid (HNA) by having a density of 1.40 g/cm3 and a melting point of 280℃. This study explores further characteristics and processing options for the fabrics previously produced by Wadsworth et al. [16,17]. Some of the fabric processing conditions were the 60° included angle nosepiece was utilized with spinneret diameters of 0.38 mm, an orifice L/D of 10/1 and with 7.9 holes/cm. The air knife gap and the die tip setback were 1.52 mm. The die temperature was 331℃ and the hot primary air temperature was 325℃. The polymer throughput remained a constant 0.4 g/hole/min with a resulting melt pressure of 42.8 bar. The MB process air pressure was 1.0 bar. The die-to-collector distance was maintained at a constant of 101.6 mm.
Structure of the LCP used during the study.
Annealing process
The fabric samples, in the size of 280x165mm, were annealed at various temperatures between 175 and 277℃ and for various time intervals in a conventional oven under dry nitrogen gas.
Tensile testing
Tensile testing was carried out using an Instron 5565 universal testing machine. Load cells with 2.5 and 200 N capacity were used to test fibers and fabrics, respectively. Eight fabric specimens were tested for each sample. The specimens were in the size of 25.4 × 101.6 mm2. The tests were conducted with 50.8 mm/min crosshead speed, and gauge length of 50.8 mm.
Single fiber tensile tests were conducted with 25 specimens. The tests were conducted with 9 mm/min crosshead speed and a gauge length of 15 mm. The fabrics were stretched slowly by hand and single fibers were pulled out of the fabric carefully. Fiber diameter was measured under a calibrated light microscope at 400× magnification. Most of the fibers were strong enough to debond and to be pulled out of the fabric. The fibers smaller than 5 µm in diameter were difficult to obtain as they tended to break during debonding.
Differential scanning calorimetry (DSC)
DSC measurements were performed with a DSC 2000 (TA Instrument) over a temperature range of 25 to 350℃ with heating/cooling rate of 10℃/min. Sample weights were kept constant in the range of 9–11 mg to achieve consistent scans.
Visual inspection on hot stage and SEM
A polarized light microscope was used for visual inspection during the annealing process on an Instec HCS302 hot stage. Temperature control was done by Instec STC200 at a heating rate of 10℃/min. Surface morphology of the fabrics was characterized by a JEOL JSM7000 field emission scanning electron microscope.
Results and discussion
Calorimetric measurements
The thermal behavior of LCPs is of critical interest because of the information provided about the internal structure of material responsible for the development of the physical properties. However, often times, interpretation of their thermal analysis is very difficult because of their complex melting and crystallization/recrystallization behavior [14]. The crystallization behavior of LCPs has been extensively studied, since it is different from commonly used flexible polymers [3,9,19–21]. In general, mesophase transitions in such systems occur via aggregation of the rigid polymer chains, which are already extended, and in appropriate juxtaposition for crystallization [20,22]. There are two types of molecular motions during the transition of such polymers: first, a translational motion along the chain direction and, second, a rotational motion with respect to chain axis [20,23]. A number of studies explained that annealing causes an increase in the crystallinity, and an increase in the longitudinal dimensions of crystallites [6,21,24,25] and an increase in molecular weight due to solid state polymerization (transesterification) [3]. Among these, studies of relaxation and phase transitions, especially their molecular mobility in the solid state are great of interest [25]. To understand the effect of annealing temperature (Ta) on the produced fabrics, a series of samples was obtained at various Ta’s ranging from 175 to 265℃ for 24 h, and the results are shown in Figure 2. The as-produced fabric showed a broad glass transition around 165℃ and a broad nominal melting temperature24 from 280 to 290℃, due to structural heterogeneity (the anisotropic nature) in the random copolymer [11,19,24,26]. Because of the fast cooling of meltblowing process, the as-produced fabrics showed almost no distinctive melting transition due to imperfect crystals [19,25,26]. The fast crystallization of the HBA-rich copolymer forms pseudo-hexagonal orthorhombic unit cells [20]. The low heat of transition (ΔH) confirms that the chain packing is very poor and chain conformations did not change during the fast transition from nematic melt to crystal [20,26]. However, an additional transition peak was observed at around 200℃ for the sample annealed at 175℃. Moreover, as the annealing temperature increased from 175 to 235℃, this peak shifted to higher temperatures along with increment in the heat of fusion. This transition is described as the transformation of orthorhombic crystallites into more perfect domains with hexagonal structure [25]. The quenched melt of HBA/HNA copolymers have a tendency to recrystallize and thus form crystallites with a higher melting point [20]. After an annealing at 265℃ for 24 h, the endotherm at 280–290℃ is completely eliminated and replaced by a substantially higher 310℃ endotherm (the new melting point), reported to be the transition from hexagonal crystalline solid to nematic LC state [25]. However, ΔH of the transition decreased unexpectedly, probably due to the long annealing time at 265℃, which can cause polymer degradation [21].
Effect of Ta on the thermal behavior of fabrics annealed for 24 h.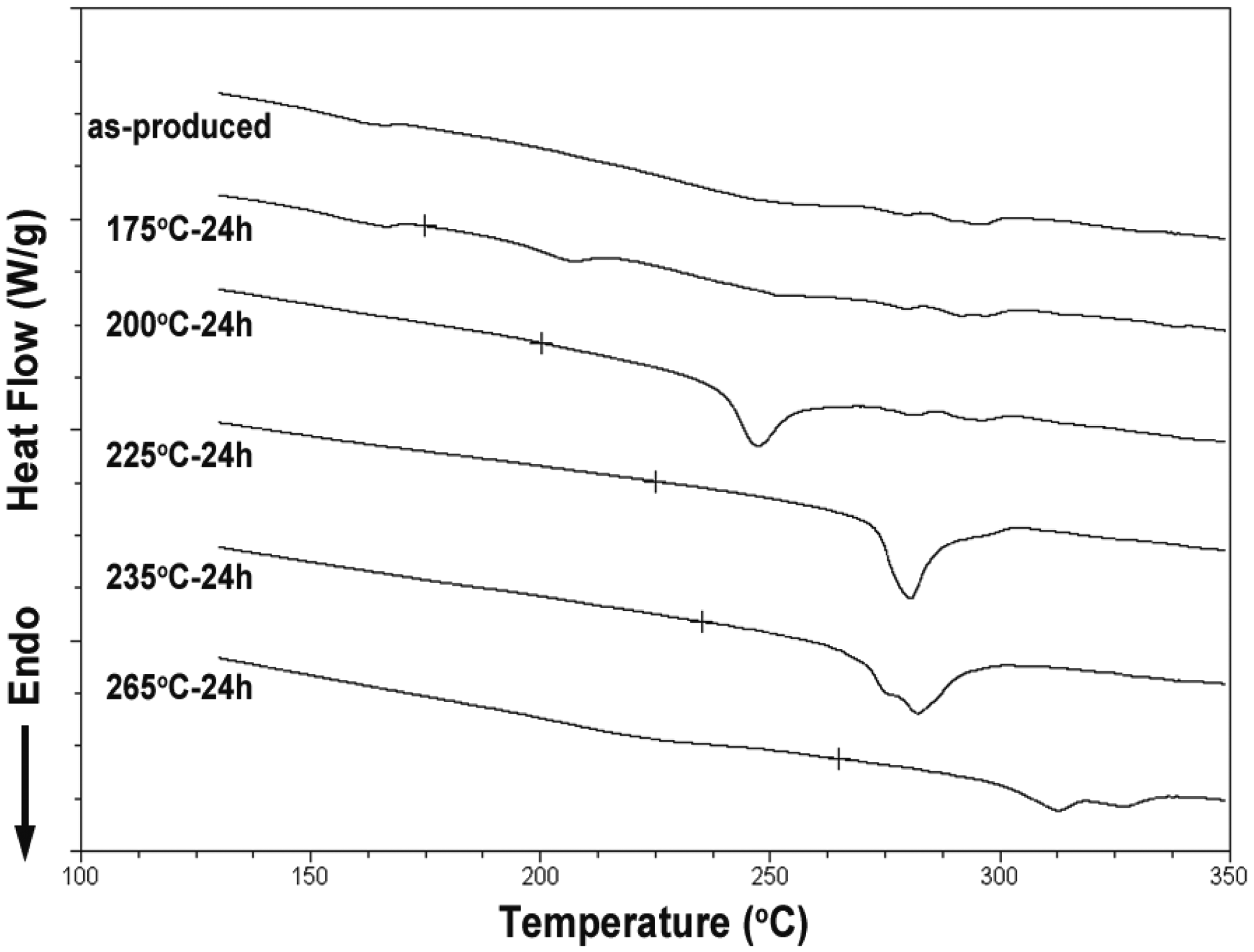
As more obvious changes occur at Ta close to the nominal melting temperature, it was decided to conduct annealing at relatively higher Ta with shorter annealing periods (Figure 3). Thus, polymer degradation during annealing would also be inhibited. As expected, shorter annealing process at Ta very close to the nominal melting temperature resulted in faster crystal perfection and transformation without polymer degradation, supported by relatively higher heat of transitions values.
Effect of relatively higher Ta on the thermal behavior of fabrics.
Physical behavior measurements
Annealing of HNA/HBA copolymers increased the crystallinity by improving the packing between the polymer chains, so the tensile strength of the fibers is expected to increase [13,22]. Therefore, single fibers were subjected to tensile testing and the results are shown in Figure 4. The fibers of as-spun fabrics exhibited a tenacity of about 1 GPa, which is consistent (1–1.5 GPa) with the literature [5]. Because of the difficulties on pulling-out the single fibers from the high-temperature-annealed samples, the tests were done only with as-produced, 200℃–24 h annealed, and 235℃–24 h annealed samples. The tenacity of the fibers increased with annealing temperature, and moreover, the annealed fibers showed dramatic slope change signifying the finer fibers strengthen to a larger extent by annealing. This finding also suggested that MB fabrics produced from relatively finer fibers might exhibit much better physical properties after annealing. Kaito et al. [27] and Taylor et al. [28] also explained that molecular orientation of the polymer chains is higher on the surface region compared with the central region of the LCP spun fibers. Therefore, finer fibers having more surface area could be oriented better during annealing. Another possible explanation is that finer fibers experience a higher draw down ratio in the melt state during processing than the coarser fibers (they started from the same sized die hole), so finer fibers start from a better oriented state and rearrangement to a better packing is easier.
Effect of annealing on the mechanical properties of pulled-out fibers.
The fabrics were also subjected to tensile testing and the results are shown in Figure 5. The fabric strength increased dramatically at the temperatures close to melting point of the polymer. In addition, relatively higher annealing temperatures allowed reaching higher fabric tensile strength within shorter period of times. Annealed fabrics showed leveling in the tensile strength after reaching a maximum. Moreover, the strength did not decrease even at longer annealing times. This behavior indicated that the fabric structure can keep its integrity for long time of periods even at elevated temperatures. After annealing, elongation at break decreased about 50% and 10% for fabrics and fibers (respectively) compared with their as-spun analogies.
Effect of annealing temperature on fabric tensile strength.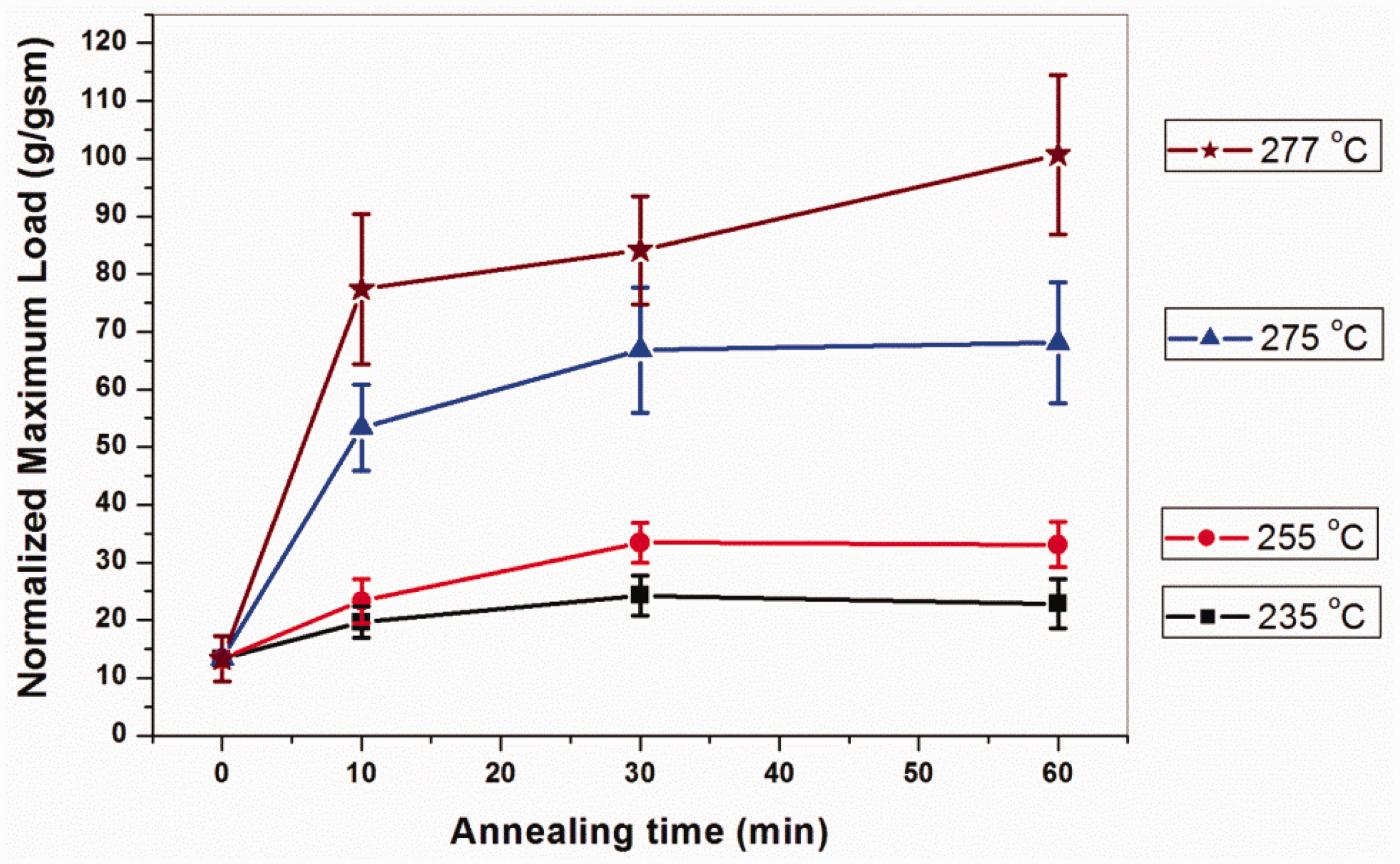
Interestingly, the annealing process increased the tenacity of single fibers by 53%, while the fabric strength increased by more than 115%. This indicates that annealing also improved the structural integrity of the fabrics by enhancing inter-fiber bonding. The annealed fabrics showed unusual stress–strain behavior by having a gradual decrease in the load after the maximum instead of a sharp decline as commonly seen for MB fabrics. This effect was due to gradual debonding/breaking of fibers as the fabric was stretched, and is also evidence for inter-fiber bonding during annealing.
Microscopic analysis
The inter-fiber sticking/bonding mechanism was further investigated by visual observation of the fabrics on a hot stage with a heating rate of 10℃/min. Light microscope micrographs (Figure 6) showed that 275℃–60 min annealed samples can keep their structural integrity up to 350℃, whereas the as-produced samples melted during the transition. Apparently, the domains of the hexagonal phase act as physical junctions preventing the flow of material at elevated temperatures higher than the nominal melting temperature, thus preventing fabric shrinkage even at around 280℃.
Micrographs of the as-produced and annealed fabrics heated on hot stage (between cross polars).
The structural change of the 275℃–60 min annealed fabric and its breaking zone after the tensile test were also investigated with SEM (Figure 7). Compared with as-produced fabrics, inter-fiber bonding can be clearly seen in the inlet image of 275℃–60 min annealed fabric. On the other hand, when the annealed fabric was subjected to tensile testing, both free and bonded fibrous structure were observed in the breaking zone, supporting that some of the inter-fiber sticking points are temporary and unraveled by applied force. This also supported the slow disentanglement of inter-fiber bonding resulting in a fibrillar break during the tensile tests.
SEM of the breaking zone of 275℃–60 min annealed fabric, as-produced fabric (upper inlet image), and 275℃–60 min annealed fabric before tensile test (lower inlet image).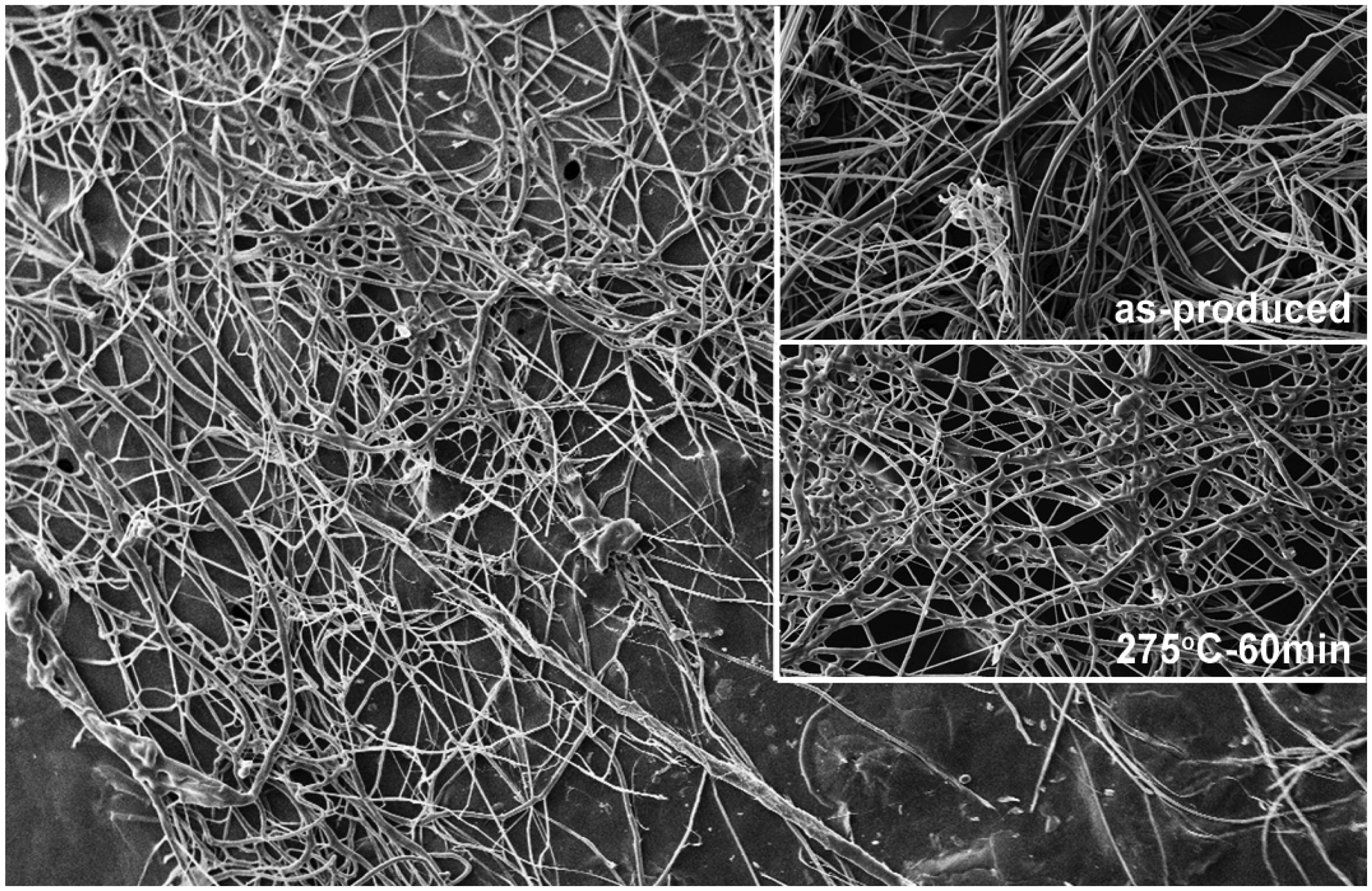
Conclusions
This study investigated the effect of heat conditioning process (annealing) on LCP MB fabric. The fabrics exhibited increased tensile strength after annealing due to morphological changes in the thermotropic polymer. The mechanical strength of the fabric increased by annealing at temperatures in the range of 200–277℃, and this improvement occurred without measurable fabric shrinkage. This is accompanied by an increase in fiber strength, though the mechanism of the increased fabric strength is augmented by an increase in inter-fiber bonding strength. Finer fibers (as-produced) are more highly oriented and stronger than coarser fibers and could be oriented better during annealing because of their higher surface area. Annealing stabilized the fibers/fabric, so that they can be exposed to much higher temperatures without melting. The domains of the hexagonal phase acted as physical junctions preventing the flow of material at elevated temperatures. Results indicated that the orthorhombic to hexagonal transformation is completed somewhere between 235 and 265℃ annealing (at least for extended annealing times), and this transformation can be accelerated at relatively higher annealing temperatures. Consequently, it is possible to make reasonably pliable LCP MB fabrics with relatively high strength, and which appear to be completely fibrous. Such fabrics may find use in filtration, protective apparel, etc., and reduce the need for a supporting fabric.
Footnotes
Acknowledgements
The authors express appreciation to David Branscomb for help during the study, Ticona Inc. for providing the polymer, Chris Each and Larry Wadsworth for producing the fabric, TANDEC and UT, Knoxville for the lab time and equipment used in the previous work.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.