
Abstract
Importance of solving the environmental pollution has attracted lots of designers and engineers’ attentions towards finding different available solutions such as substituting polymer-based raw materials with the natural ones. Thus, significant efforts applied by the researchers are generally involved to find new recourses of natural fibers instead of using the petroleum-based synthetic fibers. Among the variety of newly known natural resources, Milkweed is categorized as a versatile substitutive fiber with numerous unique properties which are mainly attributed to their hollowness structures. The presence of hollow channel along the fiber length is responsible for their lightweight and good insulation properties. Because of the fibers’ ecological and chemical benefits, numerous technical application fields could be considered for the eco-friendly and non-allergenic textiles made of Milkweed fibers especially in production of medical goods. Since morphological aspects as well as physical and mechanical properties of the Milkweed fibers significantly affect their functional behavior during their end uses, here in this review paper it is aimed to summarize all the available information regarding the fibers’ characteristics and properties. Having fundamental knowledge about the spin-ability of Milkweed fibers as well as finding the optimized process condition for their carding operation is considered to be the important points for obtaining such applicable textile products with desired properties.
Keywords
Introduction
Rapid increase of using petroleum-based raw materials as the basic resources of synthetic fibers on one hand and increasing costs sustained during the non-renewable resources extraction on the other hand have attracted lots of researchers’ attention to finding new alternative resources with affordable prices for future usages. Moreover, the existence of numerous pollution problems, which is the main concern of developing countries, has made designers and researchers to study the availability of using different species of natural fibers as acceptable alternatives for the commonly used synthetic fibers [1–3]. In this respect, using different kinds of ligno-cellulosic fibers which could be extracted from inexpensive and available natural resources is considered as beneficial raw materials instead of the petroleum-based products.
Different properties and usage possibilities of most of the well-known agricultural products and the natural wastes have been studied and analyzed by numerous researchers [4,5]. From the first view, it might be considered that the natural ligno-cellulosic fibers would not be valuable for industrial applications, but the recent improvements in fiber-yarn-production technologies as well as the ecological benefits regarding the natural fibers has attracted lots of interests toward their potential application especially in textile industries [6]. Non-wood fibers including jute, flax, sisal, ramie, hemp, etc. are traditionally introduced as the main group of cellulosic fibers; the probability of running out the natural resources from which the commercially used fibers could be extracted as well as the growing concerns regarding the future availability of natural fibers and their production costs have made the researchers to find and develop some other new alternative natural resources [7].
Calotropis gigantea which is widely known as Milkweed (or Mudar) fiber is one of the wasteland weeds which could be grown mostly in dry habitat of southern region of the United States, Asia, and South Africa. These indigenous wildly grown fibers belong to the Asclepiadaceae family with 280 genera and 2000 species [7]. Although these newly known fibers are widely distributed over most regions of the world, they have not found their industrial applications until now [8]. Sakthivel and Anyndia [9] believed that the Milkweed spin-ability on a large production scale would eventually make them a new remarkable agricultural product and could be developed as the alternative crops for conventionally used fibers such as cotton. In this review paper, it was aimed to present the detailed information about Milkweed fibers’ morphology, their physical and mechanical properties, spinning methodology, and some aspects regarding the fibers’ applications.
Scientific background
Milkweed fibers (Asclepia syriaca) also called as the “vegetable silk” have similar appearance with the Rux fibers (Caleotropis gigantean) which could be extracted from a native plant of Southeast Asia, Thailand [10,11]. The Milkweed plant, typically illustrated in Figure 1, is a perennial weed-like shrub which grows up to 2.5–3 m height. According to Figure 2, Milkweed fibers could be extracted either from the seedpod or from the plant’s stem. Also, a white milk sap extraction which could be derived from the plant’s stem has numerous medical application especially for pain, asthma, bronchitis, dyspepsia, leprosy, tumor, and some other gastrointestinal diseases [12]. In some regions, the Milkweed fibers were generally used as raw materials for the paper industries.
A typical Milkweed shrub. Extraction method of Milkweed fibers: (a) plant-stem fibers and (b) seedpod fibers.

Based on the region in which the Milkweed plant is grown, different native nicknames could be attributed to the fibers including Swallow Wort, Dead Sea Apple, Milkweed (commonly used), Desert Wick, Mudar (Indian name), Estabragh (Persian name), Rubber Bush, etc. Since the wildly grown Milkweed plants possess such high adaptation with different soil conditions, they could almost be found in every continental region from sandy and arid (hot and dry) to moist and swampy (temperate and humid) [12]. So, the high adaptability and the weed-like nature of the Milkweed plants made them to be cost-effectiveness and easy-cultivable.
Milkweed fibers were first utilized for textile fabrics production in Thailand (called as Rux fiber) [13]. During the Second World War, the government of the United States began to collect Milkweed fibers from native plants of South America in order to utilize them as the constitutive materials in life jackets production. In the late 1970s, a company of Ohio started research about the synthetic crude oil which could be extracted from the Milkweed plants and fibers, but non-achievability in the oil production with such desirable quantity made the project to fail. In the late 1980s, lots of interests were focused on using the Milkweed floss as a new natural cellulosic fiber in non-woven applications [14]. In this regard, numerous researchers [15–20] have studied the possibilities of using Milkweed fibers as alternative natural resource. In Figure 2, different steps of fiber extraction from the Milkweed plants (both seedpod fibers and stem fibers) are depicted.
Fibers’ morphology
Appearance and dimension
An important perquisite regarding the Milkweed ligno-cellulosic fibers is a comprehensive understanding of the fibers’ morphology and their chemical composition which could profoundly affect their final applications. Among different acceptable classification of the Milkweed fibers, those which are extracted from the seedpod are generally employed in technical applications especially as the filler components. In Figure 2(b), different stages of seed fibers’ preparation including the pods open up and the fibers’ maturity can be observed. Same as the cotton fibers, the Milkweeds are single-cell fibers but there is no convolution along the fiber length [5].
The hollowness of Milkweed fibers which is illustrated in Figure 3 is responsible for the fibers lightweight and good insulation properties. Smooth surface of the Milkweed fibers as well as their low sustainability against the external loads provides some difficulties during the spinning process of the fibers [21–24].
SEM images of Milkweed fibers: (a) smooth surface, (b) hollow structure [25].
Since the Milkweed fibers are really light-weighted and can fly off as the pods open up, they should be manually extracted from the pods by uncovering the inside Milkweed follicle when still they are green [26]. Another method for preparing the floss Milkweed fiber is attributed to the mercerizing procedure in which the glacial acetic acid and hydrogen peroxide are utilized [7].
Dimensional characteristics of Milkweed fibers.

Haghighat-Kish and Shaikhzadeh Najar [25].
Sakthivel et al. [26].
Ashori and Bahreini [7].
Reddy and Yang [5].
Hassanzadeh et al. [27].
The milkweed fibers are found to be thin walled. The fiber’s wall involves three regions including the inner wall, the outer wall, and the micro-fibrils which are packed in between [25]. Fiber’s wall thickness strongly affects the hollowness percentage of the Milkweed fibers which subsequently influence their insulation properties; Dréan et al. [28] were interested in evaluating the wall thickness of Milkweed fibers using an image analysis technique. They prepared sectional samples of the fiber bundles and observed both inner and outer diameters of 100 different fibers using scanning electron microscopy (SEM). According to their observations, the mean value of fibers’ wall thickness is about 1.27 µm (CV% = 30). Ashori and Bahreini [7] also found out that Milkweed fibers’ wall thickness regardless of the plant’s part from which they are extracted could be varied from 6.2 µm to 7.0 µm. On the other hand, they concluded that the aspect ratio of fiber extracted from the Milkweed plant’s stem is relatively 67% higher than that of the seed-extracted fibers; this matter is really considerable in fiber selection during the composite manufacturing.
Chemical composition
Chemical composition of Milkweed fibers in comparison with some conventionally used natural resources.

Sakthivel et al. [26].
Reddy and Yang [5].
Moreover, Campbell’s detailed investigations conducted on the chemical compositions of Milkweed fibers and their agronomical features eventually led to such results which were in good agreement with other researchers [30]. According to his findings, the environmental conditions might strongly affect the chemical compositions and mechanical performance of Milkweed progenies [30]. Hemicellulose as one of the main components of the Milkweed fibers is a natural polymer mainly participated in forming the branch skeleton of an amorphous structure [31]. On the other hand, the higher content of holocellulose represents the higher crystallinity of the fiber which eventually leads to higher fiber strength. According to data given in Table 2, the Milkweed fibers are expected to have a low degree of crystallinity compared to other commonly used natural fibers. This result is in agreement with Louis and Andrews [16] as well as Reddy and Yang [5] findings trough which is was illustrated that the crystallinity percentage of Milkweed fibers is about 39 ± 5%, while the cotton crystallinity is 65–80%. Figure 4 shows a typical diffraction pattern between the Milkweed and cotton fibers. It is also concluded that the cellulose content of the Milkweed stem-extracted fibers is about 75% which is higher than that of the floss fibers.
Crystallinity differences between the Milkweed and cotton fibers [16].
Physical characteristics
The physical characteristics of the fibers are mainly affected by their morphology and structural characteristics such as shape, size, and chemical position of the cellulose molecules as well as molecules aggregation either in the crystalline form or in the amorphous region. Some of the main and applicable physical characteristics of the Milkweed fibers are given as follows:
Uniformity ratio
Uniformity ratio of Milkweed fibers species vs. cotton.
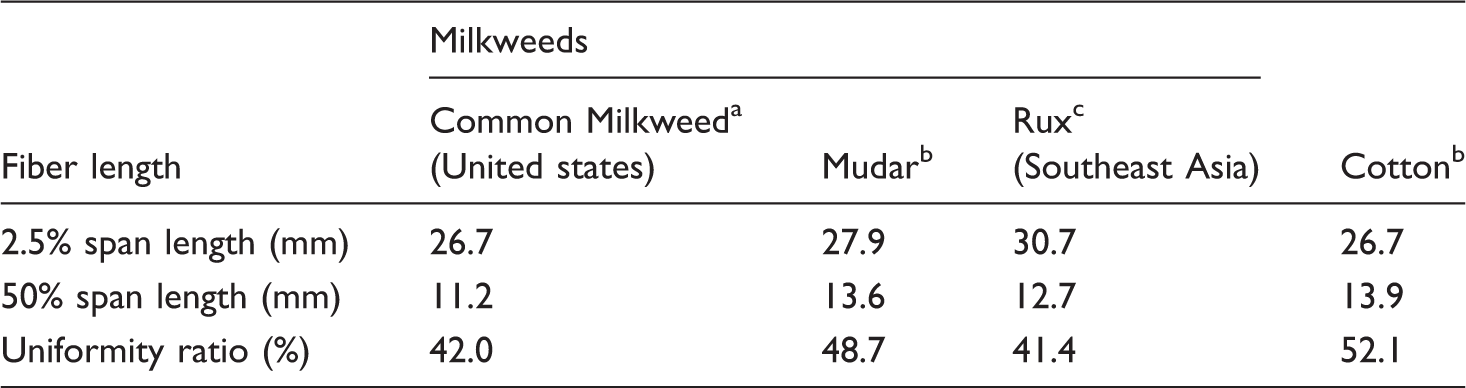
Sakthivel et al. [26].
Louis and Andrews [16].
Aspect ratio
Ratio of the fiber length to the fiber width is known as the aspect ratio which indicates the fiber flexibility. Whether the fibers are extracted from the plant’s stem or the seedpod, they would be different in their length. According to Ashori and Bahreini [7], the average aspect ratio of Milkweed stem fiber is 76% higher than that of the seed fibers. Karthik and Murugan [32] claimed that the percentage of short fibers within the Milkweed fiber bundle is 10.2%, while for the cotton fibers’ bundle only 4.3% short fibers percentage with the similar mass could be calculated.
Density
Milkweed fibers due to their thin-walled hollow structure have lower density in comparison with other natural cellulosic fibers [7,14]. Although lots of reported data are available for the fibers density, but it seems that the results reported by Sakthivel et al. [26] could be more reliable. For determining the fiber (seedpod type) density, a laboratory density gradient column with a mixture of xylene (0.866 g/cc) and carbon tetrachloride (1.592 g/cc) were utilized. They claimed that the Milkweed fiber density is about 0.97 g/cm3, while the cotton fibers have density values about 1.54 g/cm3.
Fineness
The presence of shorter and narrower width single wall is considered as the main reason for the coarser milkweed fibers compared with the cottons [5]. According to the findings achieved by Sakthivel et al. [26], the seedpod Milkweed fibers’ fineness is about 0.944 µg/cm (94.4 mtex) which is relatively 33% lower than the cotton fiber fineness of about 1.417 µg/cm (141.7 mtex).
Moisture and heat transmission
Moisture content and moisture regain of common Milkweed vs. cotton fibers.

Louis and Andrews [16].
Sakthivel et al. [26].
Reddy and Yang [10].
It was also confirmed by Bakhtiari et al. [34] that the hollowness nature of Milkweeds provides a channel through which the water vapor can flow; this in turn results in higher moisture permeability of Milkweed fibers than the cottons. They stated that the moisture transmission of the fibers could happen based on equilibrium or transient state. In the latter state, fibers geometry as well as their hygroscopicity would affect the water vapor transmission through the hollow channel. Moreover, the porous structure of Milkweed fibers is mainly responsible for fast absorption rate of the moisture [34].
Compared to the solid fibers, the presence of air pockets with their low thermal conductivity which are trapped within the hollow channel of Milkweed fibers made them suitable for thermal insulators. This fact was also confirmed by Bakhtiari et al. [34] who compared the heat transmission effect of both Milkweed and cotton fibers.
Thermal stability
From the studies performed by Gu et al. [35], who investigated thermal analysis of the Milkweed fibers, it was concluded that during the fibers pyrolysis decomposition process, different chemical constituents such as acetic acid, formic acid, and methanol in addition to carbon dioxide and water are formed without any apparent synergetic interaction. On the other hand, the combustion process of Milkweeds would result in the formation of CO2 and H2O compositions. They concluded that after removing the waxy coats from the fiber surfaces, their susceptibility against the thermal combustion would be increased.
During the two-stage thermal process (pyrolysis-combustion) applied on the Milkweed fibers, three reactions subsequent to moisture content would be resulted: (1) an exothermal reaction associated with major weight loss of 58% between 100℃–300℃; (2) rapid combustion between 300℃–450℃ associated with the sample mass loss about 38%; and (3) the small weight loss between 450℃–600℃ (about 0.8%). Totally, it could be stated that the cellulose content of Milkweed fibers has higher stability against the thermal degradation than the hemicellulose and lignin [35].
Chemical properties
Similar to any kind of cellulosic fibers, Milkweeds are also susceptible to the acetic conditions. Sakthivel et al. [26] tested the fibers solubility with different mineral acids and strong alkalis at both cold and hot temperature. According to their findings, Milkweeds same as the cotton fibers are strongly affected by the sulfuric acid; this means that the Milkweed fibers could be completely solved in a strong acidic aquatic environment. While treating with volatile organic acids such as acetic acid and formic acid, Milkweeds do not suffer from any damages. Applying such strong alkali treatment on Milkweed fibers only leads to their color changes. It was also claimed that an un-controlled alkali treatment would deteriorate their mechanical performance in terms of tensile strength and stiffness [16].
Mechanical properties
Different condition of the environment in which the Milkweed plants are grown is considered as the important reason for the fibers' variable chemical composition, which eventually affect their mechanical properties [7]. Making comparison between the Milkweeds and cottons leads to this fact that the former has relatively lower strength (20.5 g/tex for Milkweed versus 24.2 g/tex for cotton) [16]. Similar result was also achieved by Karthik and Murugan [33]. Ultra-thin single wall and the lower crystallinity percentage of Milkweed fibers are mainly responsible for their lower tensile strength than other cellulosic fibers [5].
Comparing the mechanical properties of Milkweed fibers with the conventionally used natural and synthetic fibers [9].

Being informed about the mechanical behavior of Milkweed fibers is essential for optimizing their carding behavior in order to minimize different damages which are mainly applied on fibers during yarn spinning process [37]. The hollow structure and the brittleness nature of Milkweed fibers are considered as the main reasons for their vulnerability against the mechanical loads especially those which are applied during the carding operation. Gharehaghaji and Hayat-Davoodi [38] discussed the tensile failure mechanism of Milkweed fibers under tensile loadings in comparison with the cottons. They investigated the fibers’ morphology after tensile loading using the SEM. The cross-sectional appearance of the fractured Milkweed fibers during the tensile tests developed by Zwick testing instrument is typically shown in Figure 5.

From Figure 5, it is obvious that the elliptical-shaped cross-section of the Milkweed fibers before tensile loading would be deformed into a rectangular shape with curved corners after loading. As Gharehaghaji and Hayat-Davoodi [38] claimed this kind of deformation is mainly due to the variable wall thicknessess of the Milkweed fibers which eventually lead to variable distribution of the tensile stresses through the fiber cross-sectional area.
The lateral view of the fractured Milkweed fiber as depicted in Figure 5 indicates the starting point of the fiber tensile fracture. Gharehaghaji and Hayat-Davoodi [38] stated that the fiber fracture mainly begins from the outer wall of the fiber and develops inside. Additionally, it is clear that the outer surface of the fractured fiber is relatively smooth, while the inner wall undergoes some partial fracture. It was claimed that the fracture behavior of Milkweed fibers belongs to a granular fracture mode in which the separated parts could be transversely linked together. Compared with cotton fibers, the fracture mode of Milkweeds due to their highly oriented molecular arrangement is generally limited only to the granular fracture mode and no ductile fracture could be observed during the tensile.
Fibers dye-ability
Milkweeds dye-ability is structurally comparable with the commonly used cotton fibers [39,40]. In numerous investigations, different reactive dyes were employed as the Milkweeds colorant in order to study the fibers dyeing behavior in terms of dye absorbency, dye uptake, dye bath exhaustion, and color brightness. It should be noticed that all of these investigations were applied on Milkweed seedpod fibers.
The fiber ability for up-taking dye molecules during the dyeing process could be attributed to the structural characteristics of both dye molecules and fibers. Regardless of the fibers length and type, Milkweed fibers due to their higher contents of lignin and hemicellulose would offer such a good dye-affinity. So that, the percentage of dye bath exhaustion while dying with reactive dyes was concluded to be higher for the Milkweed fibers than the commercially used cottons. Additionally, the bulky molecular size and the planar structure of dyes would result in higher durability and substantively between the fibers and dye molecules. On the other hand, the rigid structure and low concentration of accessible sites in Milkweed fibers are responsible for lower diffusion reaction between the fibers and dyes. For this reason, the reactive dyes fixation on cellulosic fibers is expected more for the cotton fibers because of their open structure as well as the presence of more accessible sites for dyes molecules [40].
To achieve such high-quality dying, it is better to use the blends of cotton and Milkweed fibers. In this case, the higher dye-affinity of Milkweed fibers which is associated with higher strength and color fixation of the cotton fibers, eventually leads to offer such superior dying properties for the final product. Meaning that, the color strength and exhaustion of blended cotton/Milkweed are found to be higher than each of the fibers lonely [40]. Shakyawar et al. also revealed that the Milkweed fibers have lower color brightness than the cotton fibers for all dye concentrations. They found out that differences of color brightness between the Milkweed fibers and the cotton are higher even at low dye concentrations, while there are no significant differences between the color brightness of dyed cotton and dyed Milkweed, individually [39].
Spinning process of Milkweed fibers
Difficulties and limitations
Because of their smooth surface and un-crimped nature, Milkweed fibers experience numerous difficulties such as roller lapping, frequent sliver breakage, and web condensation during the spinning process [16,28,38,41]. The lack of Milkweed fiber cohesion leads to increased fiber drooping during the carding operation [38]. However, different significant damages would be applied to the fibers because of the fibers’ brittleness. In Figure 6, some typical damages applied to the Milkweed fibers during the carding are depicted [38]. Most of the applied damages which could be mainly attributed to pin-clothing of the carding elements are basically unavoidable, so that spinning the yarns solely comprises Milkweed fibers which are faced with serious difficulties.
Different damages imparted to the Milkweed fibers during the carding operation [39].
Several researchers focused on finding different methods in order to minimize the mechanical damages applied during the spinning process of Milkweeds [38,41]. Surface modification is considered as one effective method for improving the Milkweed fibers cohesion and reduce the loss of fiber during carding operation. Other researchers believed that blending the Milkweed fibers with other natural or synthetic fibers of the same properties could effectively improve the fibers spin-ability [27,28,34,40]. Also, it was claimed that dyeing the Milkweed fibers or applying the spinning oil on the fibers surface could somewhat modify the spinning process [38].
Surface modification of Milkweed fibers
In the case of improving the Milkweed fibers spin-ability, Sakthivel et al. [26] applied a chemical modification on the fibers surfaces by alkali treatment in the presence of an aqueous solution consisted of 5% NaOH for 5 min at room temperature. Using the SEM method, they found structural differences between the fiber surfaces before and after the alkali treatment. Figure 7 illustrates changes of the Milkweeds surface caused after the fiber treatment in order to compare the observations with the un-treated fibers’ surface. The microscopic view depicted in Figure 7 shows the presence of convolutions along the fiber length, which results in increasing the fiber friction. This in turn would improve the Milkweed fibers’ spin-ability.
Effect of NaOH treatment on Milkweed fibers surfaces [29].
Similarly, Gharehaghaji and Hayat-Davoodi [38] studied a new method for chemical modification of Milkweed fibers’ surface. Using the cold plasma treatment, they tried to improve the fibers’ surface roughness which eventually leads to higher fiber cohesion. Increasing the fiber roughness, not only affects the surface friction, but also decreases fibers loosing during the carding operation. This treating method was carried out based on the physical vapor deposition by subjecting the nitrogen gas to the fiber for 15 min under the adjusted power and vacuum pressure. Changes caused on the Milkweed fibers’ surface after the plasma treatment is depicted in Figure 8. Comparing the fiber surface before and after treatment shows the presence of numerous cracks on the fiber surface which are considered as the main reason for the strength reduction and lower elongation of the treated Milkweed fibers compared to the un-treated ones [38].
Changes in surface morphology of Milkweed fibers by the cold plasma treatment; (a) un-treated fibers, and (b) treated fibers [39].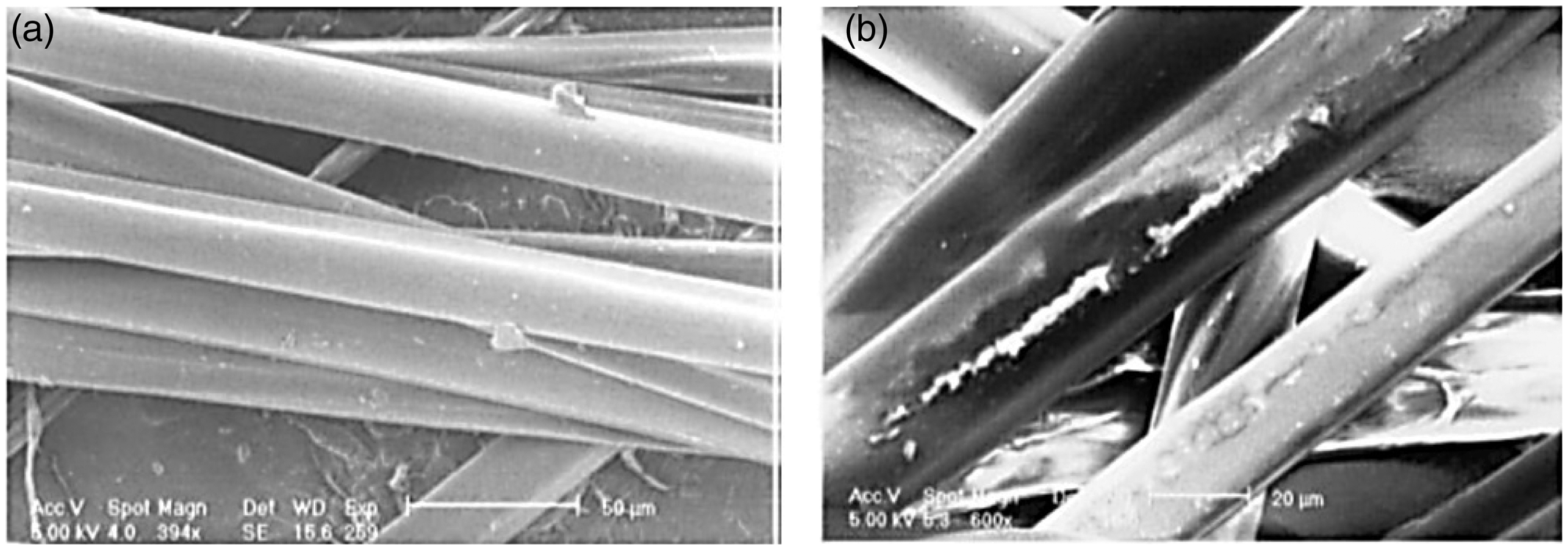
It is clear that applying the plasma treatment to the Milkweed fibers leads to their surface corrosion. Surface porosity of Milkweed fibers as a result of surface corrosion after treatment, would be increased by higher plasma exposure. Accordingly, Gharehaghaji and Hayat-Davoodi claimed that the Milkweed surface modification by the plasma treatment is not suitable for increasing the fibers cohesion.
Bahl et al. [41] applied two other different modification methods on Milkweed fibers’ surface including: (1) sodium hydroxide treatment and (2) binder treatment. Using the former method, the milkweed fibers were treated by different concentration of sodium hydroxide solution. Considering the sodium hydroxide treatment method, Bahl et al. have also investigated the effects of exposure time and the temperature during the surface modification procedure. During the fibers’ surface modification with binder, Bahl et al. sprayed different concentration of a water-soluble binder on the Milkweed fibers’ surface and tested the resulted fiber-to-fiber friction changes.
Microscopic investigations revealed that the surface modification with sodium hydroxide results in both fiber shrunk and hollowness reduction. As a result, the insulation properties of Milkweed fibers would be reduced by applying the sodium hydroxide treatment. Also, it was concluded that during the fiber treatment by sodium hydroxide, the Milkweed fibers were heavily matted; this phenomenon caused more difficulties during the fiber opening and consequently more fiber breakage would happen [41]. In order to overcome these problems, the binder spraying method was proposed. Using this method, Bahl et al. have found out that the coefficient of surface friction is increased as the amount of sprayed binder component increases. They also processed both the treated (with binder sprayed method) and un-treated fibers on a laboratory-scale carding machine in order to investigate the efficiency of the treating method on fibers cohesion. They found out that using 15% of binder is an optimum value which could be considered for Milkweed fibers’ modification with the help of binder spraying [41]. Dying the fibers also would modify their surface characteristics and eventually increase the fiber-to-fiber frictional coefficient [42].
Comparison of the tensile properties between the cotton and Milkweed fibers.
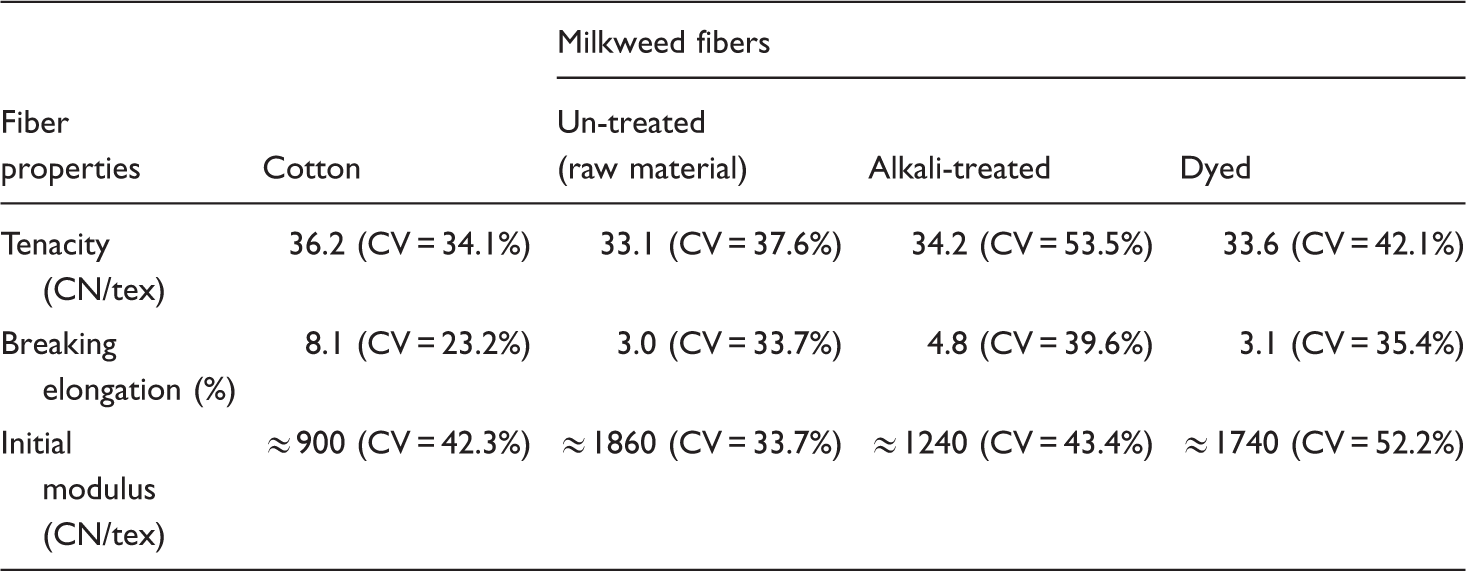
From the values given in Table 6, it could be well understood that the initial modulus of Milkweed fiber is higher than that of the cotton fibers which could be attributed to their lower rate of elongation at break. The higher tenacity of alkali-treated Milkweeds than the raw fibers may be due to re-arrangement of their constitutive molecular chains and forming the convoluted surface of the fibers after treatment. It was concluded that tensile properties of dyed-treated Milkweed fibers are not modified as much as the alkali-treated fibers [42].
Blending the Milkweed fibers with other natural and synthetic fibers
Fiber weight loss during different spinning stages [10].

Similar to other researchers, Louis and Andrews [16] also reported that most of the difficulties occurred during the carding operation of Milkweed fibers (extracted from the plants seedpods) arise from the lack of fiber cohesion and crimp. They suggested that blending these fibers with other textile fibers like cotton would reduce the spinning difficulties. They produced blended yarns from different cotton/Milkweed blends using the rotor spinning system. The produced yarns were then formed into the knitted fabrics which were chemically treated in order to obtain their dimensional stability.
Similarly, Dréan et al. [28] tried to produce plain fabric samples with seedpod Milkweed fibers. They produced blended yarns from different fractions of cotton/milkweed fibers with relatively high portion of the Milkweed fibers (up to 67%). They concluded that the higher ratio of Milkweed fiber causes more difficulties during their spinning process. All the blended yarn samples were produced on ring spinning system. For spinning the yarns with higher portion of Milkweed fibers, Dréan et al. [28] considered some of the spinning parameters as the process variables including the number of drawing passage, total draft applied to the fibers bundle in the ring frame, and the yarn twist. In addition, their studies on fibers losses during the spinning process revealed that blending the Milkweed fiber with higher portion of cotton fibers leads to the lower percentage of fiber weight reduction because of the higher fiber cohesion.
Sakthivel et al. [26] produced blended yarns from cotton (25%) and seedpod milkweed fibers (75%) and compared their mechanical properties with the 100% cotton yarns. They reported that breaking strength and evenness of Milkweed/cotton blended yarns are lower when compared with the cottons. They also claimed that fineness differences between two fiber components (cotton and Milkweed) result in different migration behavior which in turn leads to achieve spun yarns with non-uniform strength.
Through the investigations performed by Karthik and Murugan [33], an attempt has been made to produce core/sheath yarns from the seedpod Milkweed (as the core) and the cotton (as the sheath) fibers using the friction spinning system. They believed that properties of the blended spun yarns could strongly be affected by different process parameters such as core/sheath ratio, drum speed, air suction pressure, and delivery speed. They found out that increasing the core/sheath ratio, meaning the higher portion of Milkweed compared with the cotton, results in decreasing the yarn tenacity and elongation. This is contributed to both the lower cohesion of the Milkweed fibers and the increased number of cotton wrapper fibers. It is claimed that increasing the frictional coefficient between the cotton and Milkweed fibers makes it possible to spin the blended yarns by employing higher ratio of core/sheath fibers; but in real condition, because the Milkweed fibers as the yarn’s core possess smooth surface and brittle nature, the frictional force between the core and the sheath fiber is less, especially at higher core ratio, which leads to drastic strength reduction [33].
Bakhtiari et al. [34] tried to fabricate some knitted fabric samples with interlock structure by the cotton/Milkweed blended ring-spun yarns. Blending operation of the fiber was performed very slightly using a special opening machine in order to prevent any damages to the brittleness seedpod Milkweed fibers. For reducing the probability of fiber breakage and minimizing their length shortening, rotational speed of the Laker-in roller was adjusted at its lower value, while the speed of the doffer roller was increased simultaneously. According to their experience, providing a good-conditioned environment in terms of relative humidity and temperature has a significant effect on the blended yarns spinning.
Different applications of Milkweed fibers
The fibers extracted from the Milkweed plant's stems or seedpods have been identified prehistorically and utilized as the textile raw materials, especially in different regions of the United States and southern Canada. These fibers were also used for food and medical applications [43]. Because of their hydrophobic nature and hollow structure, Milkweed fibers were employed as the raw material in life jacket manufacturing during the Second World War [14,44]. Later, lots of interests on using the Milkweed fibers in non-woven applications, apparel manufacturing, and the technical textiles were rapidly expanded.
Technical textiles
Absorption characteristics, user comfort, skin friendliness, wipe drying and wicking performance of cellulosic fibers such as the Milkweeds, are considered as main properties which make them suitable to be used in lots of non-woven manufacturing such as disposable products, personal care textiles, and surgical materials. Rengasamy et al. [36] have demonstrated that the un-scoured and un-bleached natural fibers such as Milkweeds (with a waxy coat on their surface), have great potential to be used as the oil-cleanup material in comparison with the commercially available synthetic fibers. Moreover, using the natural Milkweed fibers as desirable alternative for the commonly used synthetic sorbent fibers would offer some additional advantages in terms of biodegradability and environmental benefits [45]. As Karan et al. [45] stated, 1 g of Milkweed fibers can sorb 40 g of light crude oil at room temperature. This high absorbency of Milkweed fibers could be rationalized by the large extent of wax coating on the fibers’ surface which is 3% compared with the cotton fibers (approximately as 0.5% wax content). They also denoted to the large and non-collapsing lumen of Milkweed fibers as another reason for high oil sorption capability. To be clear, it should be noted that the higher sorption ability of materials with higher porosity is attributed to the capillary action which usually occurs by hydrophobic interaction and through the capillary regions formed within the fibrous structures [45]. The smooth surface of Milkweed fibers is considered as another reason for the significant capability in oil spills cleanup compared to the other used synthetic materials [46]. Because of the lower cellulose content, slow degradation could be expected for the Milkweed fibers; this characteristic would provide new potential applications for the fibers in fishing and marine fields [36].
By comparing the insulation properties of various materials, it was found that Milkweed fibers due to their hollow structure would significantly show higher sound absorbency [47]. This result could also be found through different investigations held by Hassanzadeh et al. [27,48] and Zare et al. [49].
Hassanzadeh et al. [27,48] used various blends of polypropylene and seedpod extracted Milkweed fibers for preparing sound absorptive lightly needled non-woven layers. Acoustic properties of the produced samples were evaluated using impedance tube method. Results showed that the proportion of Milkweed fibers in the blends strongly affects the noise absorption coefficient (NAC). Also, it was concluded that the layers comprised 100% Milkweed (Estabragh – as its Persian name) fibers providing the highest value of NAC. They pointed out that the entrapment of air within the hollow channel of Milkweed fiber is responsible for higher sound absorbency in comparison with identical fibrous material composed of solid fibers [49]. Desirable sound absorbency of the Milkweed fibers makes them suitable and applicable to be used in automotive and building industries in which the sound pollution is considered as critical concerns.
According to a US patent, Milkweed fibers could be utilized for producing a soft and flexible felt which is claimed to be a good candidate as sound and heat insulator. In order to increase the fibers cohesion and prevent fiber loss during the carding operation, a new method was introduced in this patent for performing the fibers’ surface treatment. This method involves a colloidal adhesive solution for joining the fibers mechanically which is followed by draining and drying of the fibers [51].
Investigating the uniaxial tensile and bending properties of low density thermally bonded non-woven layers produced from different seedpod Milkweed/polypropylene fiber blends have been subjected by Bahari et al. [50]. According to their results, these fibers have high potential application to be used in technical textile products. Milkweed durability against the outdoor environmental conditions made them suitable to be employed in manufacturing the ropes, carpets, fishing nets, and sewing thread [52].
Apparel and clothing manufacturing
Because of their high moisture regain, it is expected that the fabrics produced from seedpod Milkweed fibers would be more comfortable to be wear as apparel than other natural fiber-based textiles [16]. This result also confirmed by Bakhtiari et al. [42] which compared the comfort properties of solely Milkweed knitted fabrics with those fabrics produced from the cotton/Milkweed spun yarns.
Considering the hand and comfort properties of the fabrics made from Milkweed fibers, Karthik and Murugan [32] compared the samples fabricated by 60/40 cotton/Milkweed blended yarns with 100% cotton fabrics. Through their investigation it was found out that drape coefficient and flexural rigidity of Milkweed fabrics are lower than that of the solely cotton-woven samples. Also, they concluded that the moisture vapor permeability as well as the air permeability of the fabrics comprising Milkweed fibers are lower than those of the cotton samples; this is because the needle-like shape of milkweeds offers very high resistance to airflow [16,42]. In the first view, these findings might be resulted in poor comfort properties of the Milkweed fibers, but through the studies conducted by Bakhtiari et al. [42] it was concluded that the vapor transmission rate through the samples made of cotton/Milkweed blended yarns is relatively higher than that of cotton samples. It was claimed by Karthik and Murugan [32] that the water absorbency and wick-ability of Milkweed fibers due to their hollow structure is significantly high as compared with the cotton fibers. They also stated that the thermal conductivity of fabrics produced from Milkweed fibers is significantly lower than that of the cotton samples [32] which is in agreement with Bakhtiari’s findings [42]; this approves the thermal insulation properties of the Milkweed fibers which make them suitable to be used as insulation materials. Also, Crews et al. [21] believed that the fabrics comprising Milkweeds have relatively higher thickness than the cotton samples [21]. This in turn also influences the insulation properties of the final products.
For manufacturing different textiles such as toweling, diapers, bandaging gauze, sanitary napkins, tampons, cosmetic wipes, and any other personal care products, the comfort properties of Milkweed fibers make them suitable to be used as dewaxed fibers with more absorbency than the similar cotton products [16].
Composite applications
Technical application of Milkweed fibers could also be attributed in composite manufacturing industries especially for reinforcing the cement composite structures [53]. The low density of Milkweed fibers leads to incorporation of higher amount of fibers per unit weight during the composite manufacturing which eventually provides such a lightweight composite structure with better properties [54]. Lightweight composites are preferred for automotive applications due to the weight restrictions and as well as the acceptable sound absorbency.
Merati [53] evaluated the effect of Milkweed fibers’ presence in reinforced cement composite structures in order to improve their performance characteristics by the help of counting the numbers of cracks formed on the composite surface. Although the strength of Milkweed fibers would be deteriorate in the alkali environment of the cement, but the ability of fiber to bridge on the micro cracks within the concrete matrix would result in width decrement of the surface cracks. Adding even low content of Milkweed fibers into the concrete matrix during the composite manufacturing, a remarkable improvement in physical and mechanical properties of final structure could be achieved.
Similarly, Reddy and Yang [54] studied the flexural and tensile properties of polypropylene composites reinforced with Milkweed fibers. Compared with the Kenaf fibers as the conventionally used reinforcement material, the Milkweeds have higher strength but the resulted structure is rather stiffer. They found out that increasing the Milkweed fibers’ ratio in composite structure leads to increase the flexural rigidity, while the composite tensile strength decreases.
Through another investigation, Srinivas and Babu [44] determined the mechanical characteristics of Milkweed fibers by applying the mechanical analysis to the composite structures reinforced with these fibers. The results of tensile strength and tensile modulus of the samples approved the high efficiency of Milkweed fibers in strengthening the composite structures. The same results were also achieved for the composites flexural strength and modulus. Impact testing was also performed on the produced samples; it was concluded that the higher volume fraction of Milkweed fibers significantly improves the impact resistance of the composite samples.
Conclusions
Milkweed fibers have their own physical and mechanical properties based on the regions from which could be extracted. In other word, the appearance and chemical compositions as well as their mechanical behavior are significantly affected by the conditions of the soil and the environment.
Brittleness nature as well as lower elongation of the Milkweed fibers made them un-suitable to be processed during spinning. The lower breaking elongation of Milkweed fibers results in their higher initial modulus which could be considered as a positive aspect for their technical application. Moreover, because of the smooth surface and un-crimped nature of the Milkweeds, they experience numerous difficulties such as roller lapping, frequent sliver breakage, and web condensation during the spinning process. Additionally, the lack of Milkweed fibers’ cohesion leads to increase the amount of fiber losses during the carding operation. For solving this problem, different solutions such as the surface treating (either by the alkali treatment or by dying) as well as the fibers blending have been proposed by many researchers.
Milkweed fibers inherently have high moisture content and moisture regain which could be contributed to the presence of a hollow channel along the fiber length. This characteristic made the fibers suitable to be used as the moisture absorptive material. Due to the high moisture transmission behavior of the Milkweed fibers, they could be utilized as the raw materials for producing fabrics with desirable comfort properties.
The hollowness nature of Milkweeds is also responsible for the fibers lightweight and their good insulation properties than other commercially used natural fibers. Therefore, these fibers have a good potential to be used as the sound and thermal insulators. Considering this characteristic Milkweed fibers also could be used as a high potential materials with oil-cleanup capability in comparison with the commercially available synthetic materials. Capillary action through the long hollow channel of the fibers, which generally occurs due to the hydrophobic interaction between the fibers surface and the water molecules, is the main reason for the significant ability of Milkweeds in oil spills cleanup.
Moreover, the Milkweeds can be employed for industrial applications including filtration, geotextiles, and especially in composite manufacturing due to their lightweight properties. Because of non-allergenic aspects of the Milkweed fibers, they also could be utilized in different medical segments. Further researches need to be directed upon the spinning issue of these fibers in order to find a proper method for overcoming the fibers losing during carding operation.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.