
Abstract
In this study, far-infrared/anion-releasing elastic warp-knitted fabrics were successfully fabricated. Firstly, the composition and twist degree of ring-spun complex yarns that were made by rotor-twisting machine and ring-spinning frame were optimized based on twist contraction, hairiness, and tenacity measurements. The shell materials—1-ply bamboo charcoal (BC) roving, 1-ply phase change material (PCM) or the both (BC/PCM), and the core material—BC/stainless steel (BC/SS) wrap yarn, were formed into different compositions of ring-spun complex yarns. Afterward, elastic warp-knitted fabrics were fabricated using the optimized complex yarns as weft yarns, and rubber threads and polyester (PET) filaments as warp yarns. Air permeability, far-infrared emissivity, and anion amount of resulting warp-knitted fabrics were evaluated. Ring-spun complex yarn result shows that, twist contraction rate ratio increased, but hairiness decreased with increase of twist degree. Tenacity of ring-spun complex yarn made by BC roving (Type A) or PCM roving (Type B) first increased and then decreased with twist degree. However, when 1-ply BC and 1-ply PCM rovings were used as shell materials, the tenacity of resulting ring-spun complex yarn (Type C) decreased with twist degrees. Consequently, 12 twists per inch (T.P.I.) was the optimal twist degree for the following fabrication of warp-knitted fabrics. Air permeability, far-infrared emissivity, and anion amount of elastic warp-knitted fabrics composed of BC/SS wrap yarn and BC roving reached 44.35 cm3/s/cm2, 0.94ɛ and 420 counts/cm3, respectively, indicating excellent breathability and far-infrared/anion-releasing health care functions.
Introduction
Ring spinning is one of the common spinning methods used to fabricate staple fiber roving via drafting, wrapping, and twisting process. Ring spinning was developed at 1830 and has been used since then [1]. High-quality dress goods can be made by lowering the fracture ratio and hairiness amount and improving yields of ring-spun yarn by unceasing promotion and innovation [2–5]. As living standard improves, textiles need to satisfy physical demands and psychological needs. In this context, many researchers commingled two or more types of fibers to fabricate successfully into complex yarn using ring-spinning technique [4, 6, 7], and these complex yarns can be made into functional textiles such as far-infrared textiles [8], UV-resistant textiles [9], deodorizing textiles antimicrobial textiles [10], and so on. Combination of two or more types of materials forms products via diversified design, which improves original tenacity, supplements the defect, broadens the applications, and also creates more advantages and added values. Many scholars utilized metal fibers (filaments or staple fiber) blending with man-made fibers to fabricate complex yarn and composite fabric, and studied electrical property (electric resistance, electromagnetic interference (EMI) shielding, and static decay) as well as hygroscopic and sweat releasing and antimicrobial performance of composite fabric [11–13].
Bamboo widely grows in the global, distributing in low-latitude tropical and subtropical regions. It is carbonized into compact-structure bamboo charcoal (BC) after high-temperature burning. Some studies indicated that BC was a natural material and had many pores [14]; therefore, it has strong absorption [15], deodorizing and dehumidification [16, 17], as well as far-infrared and anion-releasing properties [18, 19]. BC powders can be doped in the process of spinning, which not only maintains fiber’s characteristic but also attaches with excellent far-infrared health care function for resulting fabric. While being heated or radiated by electromagnetic waves, BC fiber can release far-infrared ray at 4–14 µm wavelength, which resonates with human body, accelerates blood circulation, and in turn contributes to the human health [20, 21].
Phase change material (PCM) is a kind of smart material which releases latent energy when its shape changes with temperature. When transforming from solid state to liquid state or from liquid state to solid state, it absorbs or releases a large amount of latent energy to regulate the constant temperature [22]. It usually applies in many fields, such as air-conditioning system, building decoration, and calorifier-insulating plate [23], especially textile industry. PCM is added to form functional yarn by spinning, or combined with composite textiles to fabricate health care clothes, functional sportswear, and protective garments by coating, pasting, and finishing [24–27]. One of the famous phase change textile materials is Outlast® fiber, having lower heat conductivity and higher thermal resistance than Coolmax® fiber as indicated in Ref. [28].
Functionality and comfortability of textiles have become the hotspot research. The former can be realized by raw material’s character of yarns and appropriate manufacture, and the latter can be given by structural design of yarns and fabrics. Schwarz et al. used rubber, polyamide, polyester, and metal fibers to fabricate a complex yarn, and indicated that the complex yarn had good functional and mechanical properties [29]. Lin et al. fabricated complex yarn and knitted fabric via rotor twister machine and knitting machine, here the complex yarn showed good mechanical property and knitted fabric possessed functional property [18]. Majumdar et al fabricated three constructions of knitted fabrics using cotton–bamboo commingled yarn. Their study indicates that yarn structure and fabric construction were influential to air permeability [30]. In this study, we have successfully fabricated a far-infrared/anion-releasing elastic knitted fabric using BC fiber, PCM roving, stainless steel (SS) filament, and rubber thread. First, different compositions of BC/PCM/SS ring-spun complex yarns were made by ring-spinning frame, where BC/SS wrap yarn fabricated by rotor-twisting machine was used as core material intended to further enhance the tenacity of the resultant complex yarn. The twist degree of ring-spun complex yarn was optimized by measurements of twist contraction, hairiness, and tenacity. Afterward, by feeding in varying weft yarns, optimal ring-spun complex yarns were knitted into different elastic warp-knitted fabrics by crocheting machine, and air permeability, far-infrared emissivity, and anion amount of resultant warp-knitted fabrics were evaluated.
Experimental
Raw material character of yarns
BC roving, composed of 70% rayon fibers and 30% BC fibers, was purchased by Tung Ho Spinning Weaving & Dyeing Co., Ltd., Taiwan. PCM roving purchased from San Wu Rubber Mfg. Co., Ltd., Taiwan, was composed of 50% combed cotton silver (San Wu Rubber Mfg. Co., Ltd., Taiwan) and 50% PCM (Toyobo Co., Ltd., Japan). 316 L SS filament purchased from Yuen Neng Co., Ltd., Taiwan, had a diameter of 0.05 mm. PET filament provided by Yi Jinn Industrial Co., Ltd., Taiwan was in fineness of 150D/48f. Rubber thread offered by Ta Yi Co., Ltd., Taiwan had a diameter of 0.65 mm.
Sample preparation
Preparation of ring-spun complex yarn
The ring-spun complex yarn was fabricated using ring-spinning frame whose configuration is displayed in Figure 1. BC roving or PCM roving or both was used as the shell material, BC/SS wrap yarn was used as the core material whose structure is displayed in our previous study [31]. During spinning, BC roving or PCM roving was fed into roving guide of drafting device, and then passed through back roller ⑥, then middle roller ⑤, and then front roller ④ where BC/SS wrap yarns ② were placed beforehand, forming ring-spun complex yarn, which wound on the spindle ③ via ring-spinning process.
Configuration of ring-spinning frame.
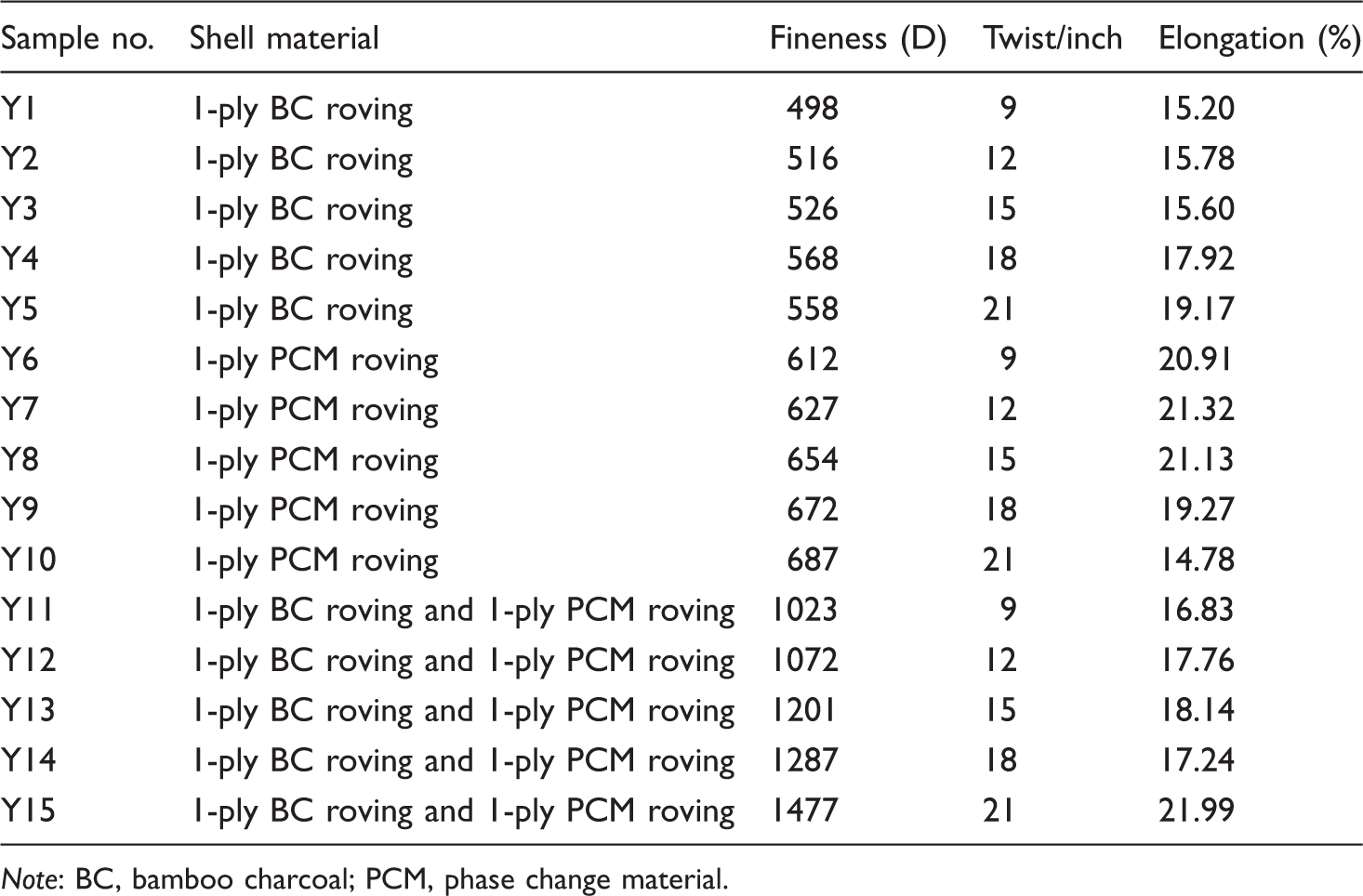
As mentioned above, three different structures of ring-spun complex yarns were fabricated by feeding various shell materials into the front roller ④ as displayed in Figure 2. That is, 1-ply BC roving was fed and then spun with BC/SS wrap yarn, fabricating into BC/SS ring-spun complex yarn (Type A); 1-ply PCM roving and BC/SS wrap yarn were made into PCM/SS ring-spun complex yarn (Type B); and 1-ply BC roving and PCM roving spinning with BC/SS wrap yarn were prepared into BC/PCM/SS ring-spun complex yarn (Type C). The twist degree of ring-spun complex yarns was set as 9, 12, 15, 18, and 21 twists per inch (T.P.I.). Fifteen groups of ring-spun complex yarns are ultimately made as shown in Table 1.
Structural schematic diagram of ring-spun complex yarn. Process parameters and physical properties of ring-spun complex yarns. Note: BC, bamboo charcoal; PCM, phase change material.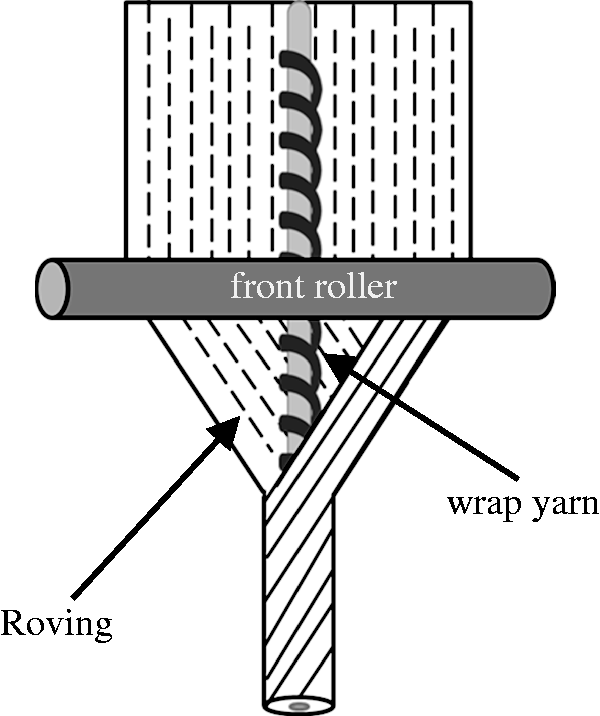
Preparation of elastic warp-knitted fabrics
The optimal twist degree of ring-spun complex yarns, Type A, Type B, and Type C, was found based on evaluations of twist contraction, hairiness, and tenacity. Afterward, they were knitted into elastic warp-knitted fabric using crochet machine, respectively (see Figure 3). As shown in Figure 3, weft yarn (Type A, Type B, and Type C) passed by front weft guide tubes and then rear weft guide tubes, and finally combined with PET filament and rubber threads, forming BC/SS elastic warp-knitted fabrics (Fabric A), PCM/SS elastic warp-knitted fabrics (Fabric B), and BC/PCM/SS elastic warp-knitted fabrics (Fabric C). The front and back surface observations of warp-knitted fabrics are shown in Figure 4. The specifications of the three kinds of elastic warp-knitted fabrics are displayed in Table 2.
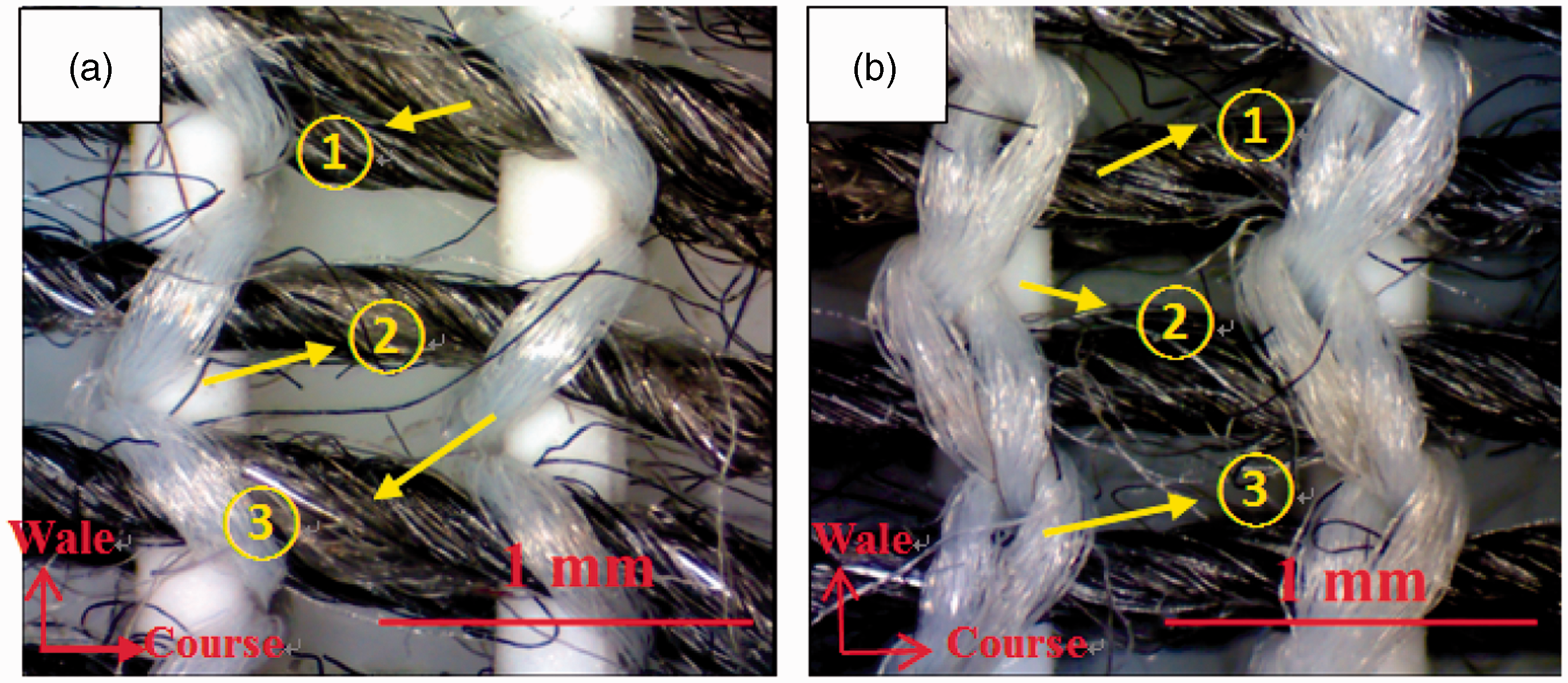
Configuration of the crochet machine. Front (a) and back (b) surfaces of elastic warp-knitted fabric. ①: weft yarns (Type A, B, and C); ②: rubber thread, ③: PET filament. Specifications of three different warp-knitted fabrics.

Measurements
Measurement of twist contraction
Twist contraction of 15 groups of ring-spun complex yarns (Y1–Y15) was measured by Motor Twist Counter (HT-8639A, Hung Ta Instrument Co., Ltd., Taiwan) according to CNS 11263L3216. Ten times were measured for the mean value of each yarn. The twisted yarn (length L) clamped between fixtures at a distance of 250 mm and then untwisted the untwisted length L′. The twist contraction is expressed in equation (1).

Measurement of hairiness
Hairiness of 15 groups of ring-spun complex yarns (Y1–Y15) was tested by Zweigle Hairiness Testwer (G565, Uster Technologies AG, Germany) according to ASTM D5647. The testing length of yarn was 1000 mm. The testing speed was 30 m/min.
Measurement of tensile tenacity
Tensile tenacity of 15 groups of ring-spun complex yarns (Y1–Y15) was measured by Automatic Yarn Tester (FPA M, Textechno H. Stein GmbH & Co., Germany) according to ASTM D2256. The distance between fixtures was 250 mm. The tensile speed was 300 mm/min. Tensile tenacity and elongation were, respectively, recorded. Each group of yarn was tested 10 times for the mean value.
Stereomicroscopic observation
Three types of ring-spun complex yarns (Type A, Type B, and Type C) and warp-knitted fabrics (Fabric A, Fabric B, and Fabric C) with optimal twist were, respectively, observed by Stereomicroscopic Microscope (SMZ-10 A, Nikon Instruments Inc., Japan). Each observed image was handled with Motic Images Plus 2.0 Software (Motic Group Co., Ltd., USA).
Measurement of air permeability
Air permeability of three types of warp-knitted fabrics was measured by TEXTEST FX3300 Air permeability Tester (GO-IN International Co., Ltd., Germany) as displayed in Figure 5, according to ASTM D737. The pressure difference was set as 125 Pa. Each fabric was tested for 20 times for calculation of the mean value.
Schematic diagram of air permeability test for the ring-spun complex yarns.
Measurement of far-infrared emissivity
Far-infrared emissivity of warp-knitted fabrics was tested by TSS-5X Far Infrared Emissivity Tester (Desunnano Co., Ltd., Japan) according to FTTS-FA-010. Ten positions of each warp-knitted fabric were measured by the probe as seen in Figure 6. The wavelength was 4–14 µm. The range of emissivity (ɛ) is 0.01–1.00. It is expressed as radiation energy emitted by the sample divided by that emitted by a black body at the same temperature (0.94ɛ). The warp-knitted fabric has the far-infrared health care effect as the value of emissivity reaches above 0.8ɛ.
Schematic diagram of far-infrared emissivity test for the ring-spun complex yarns.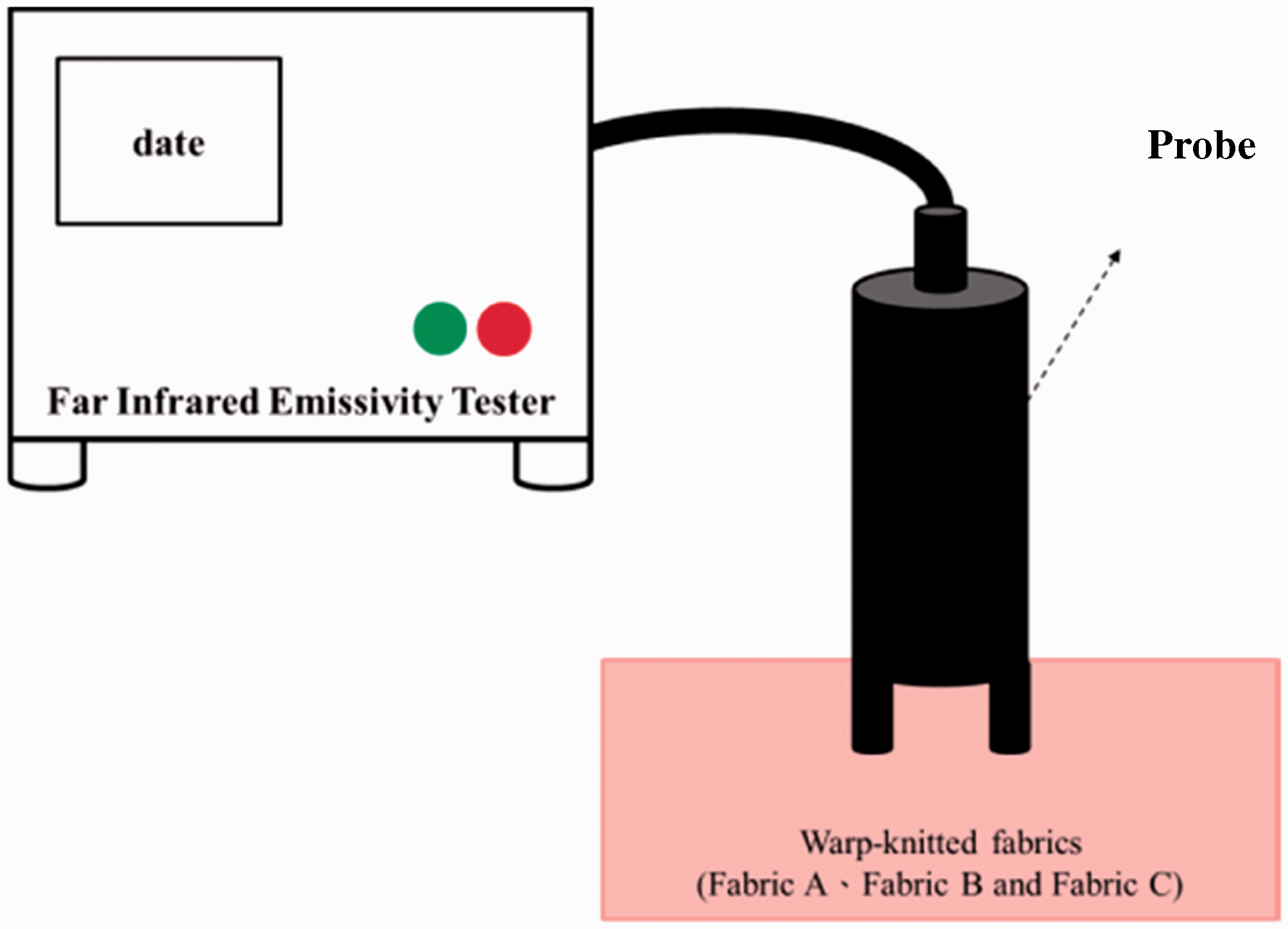
Measurement of anion amount
Anion amount of warp-knitted fabrics was measured using Anion Tester (ITC-201 A, Andes Electric Co., Ltd., Japan) as shown in Figure 7, according to JIS B9929. Set at a temperature of 25 ± 2℃ temperature and at relative humidity of 65% ± 5%. The sample size was 300 mm × 200 mm × 200 mm. The testing duration was 15 min. Each type of yarn was tested for five times.
Schematic diagram of anion amounts test for the ring-spun complex yarns.
Results and discussion
Optimization of ring-spun complex yarn
Twist contraction of ring-spun yarns
Figure 8(a) shows actual twist degree of Type A, Type B, and Type C ring-spun complex yarns. Twist degree expresses the number of turns per length of the yarns. Theoretical twist degree is calculated by the equation. However, during twisting, smoothness and friction between yarns decrease the actual twist degree. As a result, the actual twist degree is smaller than the theoretical twist degree regardless of ring-spun complex yarns. This can be explained by the twisting processing of the complex yarn using ring-spinning frame. During twisting, the theoretical twist degree is determined by the number of front-roller gears without considering the material’s character and the entanglement. However, SS fiber among BC/SS wrap yarn has high smoothness and low torsional rigidity, therefore, the twist degree cannot be determined due to the surface friction between BC/SS yarn and BC roving or PCM roving during twisting. As a result, there is a difference between the actual and the theoretical twist degrees. In this study, the actual twist degree is measured with motor twist counter using untwisting method. Staple ring-spun yarn is that staple fibers arranged along fiber orientation are twisted into the yarn. Stiff fancy yarn structure of BC/SS yarn was easy to untwist, and therefore, the whole ring-spun complex yarn was untwisted successively. As mentioned above, the actual twist degree is affected by characteristics of BC/SS wrap yarn and different from theoretical twist degree.
Actual twist degree (a) and twist contraction rate (b) of different ring-spun complex yarns with different theoretical twist degrees (9, 12, 15, 18, and 21 T.P.I).
Figure 8(b) shows twist contraction rate ratio of Types A, B, and C ring-spun yarns with different theoretical twist degrees. Staple fiber produces entanglement via twisting and further gives the yarn tenacity. When twist degree increases to a certain value, twist contraction phenomenon occurs, namely yarn shrinkage phenomenon. Original parallel fiber around the axis of yarn was twisted into spiral structure. It is shown that contraction rate ratio increases with twist degree, regardless of Type A, Type B, and Type C ring-spun yarns. Comparatively, Type C ring-spun yarn has much higher contraction rate ratio than Type A and Type B ring-spun yarns. It is due to the fact that Type C ring-spun yarn had higher fiber content at the same length, and thus produced higher cohesion force between fibers and more compact structure among yarns. Resultantly, Type C has the contraction rate ratio of 25% when being twisted at 21 T.P.I.
Hairiness of ring-spun yarns
Twisting aggregates fibers together and then attaches on cohesion force for resulting structure. Twisting gives the resulting structure its strength, also it affects its diameter, volume, and appearance of the yarn. These characteristics closely correlate with the property of final products. Especially, hairiness influences weaving character, hand-feel, pilling resistance, and air permeability of the yarns and fabrics. Figure 9 shows effect of twist degree on hairiness of Type A, Type B, and Type C ring-spun complex yarns. It shows that hairiness remarkably decreases with twist degree, because with increase of twists per length, fiber content is increased as confirmed by Table 1 that the fineness of resulting yarn increases with twist degree, and also cohesion force between fibers increases which results in more entangled fibers and decreased number of fiber ends. Hairiness of Type C is higher than that of Types A and B. 2-ply roving is fed for Type C complex yarn during spinning, which not only affects diameter of resulting yarn but also increases the number of hairs. It is attributed to the fact that with increasing diameters and a certain length of yarns, one end of fibers was turned around and entangled with yarn axis, and the other end of fibers difficultly entangled on coarser yarn axis, which forms hairs on yarns.
Hairiness of ring-spun complex yarns with different theoretical twist degrees (9, 12, 15, 18, and 21 T.P.I).
Hairiness of different ring-spun complex yarns.

Tenacity of ring-spun yarns
Figure 10 shows effect of twist degree on tenacity of ring-spun complex yarns. It is found that tenacity increases when twist degree of Type A and B yarns increases from 9 to 12 T.P.I. This is due to the fact that compression force among fibers reinforces with twist degree to wrap into a more compact structure and to form higher cohesive forces. However, when twist degree of Types A and B ring-spun yarns increases from 15 to 21 T.P.I., the tenacity conversely decreases due to over-twist phenomenon. Fibers entangle together, and this makes fiber assemblies to have excellent mechanical performance. However, when twist degree increases to a certain value, the yarn causes shrinkage with increase of twist degree; when twist degree surpasses the limit value, the yarn tenacity decreases due to excessive entanglement called as over-twist. Especially, tenacity of Type C yarn decreases with twist degree. The cause for that could be higher fiber volume density for Type C at the same twist degree, which has a bigger fineness and lower over-twist degree compared to Type A and B complex yarns.
The tenacity of different ring-spun complex yarns with varying twist degree.
Figure 10 also shows that the maximum tenacity reaches 2.4 cN/dtex for Type A ring-spun yarn twisted with 12 T.P.I. Although the tenacity of Type B is lower than that of Type A yarn, it also displays that the highest value occurs when twisted at 12 T.P.I. Therefore, 12 T.P.I. is selected as the twisting degree for preparation of new fabrics for further investigations of Type A and Type B warp-knitted fabrics. As shown in Figure 10, the tenacity of Type C complex yarn decreases with twist degree. Even that tenacity of Type C twisted at 9 T.P.I. is higher than that of twisted at 12 T.P.I., the former number of hairs is two times higher than the latter number of hairs (see Table 3). After comprehensive consideration, 12 T.P.I. is used as the optimal twist degree for the following fabrication of three warp-knitted fabrics.
The optimal ring-spun complex yarns are shown in Figure 11. It shows that different weft materials are successfully wrapped into ring-spun complex yarns and formed spiral structure. Figure 11(a) shows that BC yarn successfully entangles on the shell of the yarn. The BC/SS wrap yarn used as core material and PCM yarn used as shell material can be seen in Figure 11(b). Moreover, PCM yarn and BC yarn used as shell materials can be followed in Figure 11(c).
Surface observations of optimal ring-spun complex yarns.
Surface observations of elastic warp-knitted fabric
Figure 12 shows front and back surfaces of three kinds of elastic warp-knitted fabrics. It shows that Type A, Type B, and Type C fabrics have the same warp-knitted structure, but different appearance due to the feeding type of the weft material. All these three kinds of fabrics display different structure between front and back surface. PET filaments and rubber threads formed wale-wise loop on the rear surface (see Figure 12(d–f)), but not loop on the front surface (see Figure 12(a–c)). Weft yarn was fed into course wise forming wale-wise loops, and then produced compact and smooth appearance.
Front and back surfaces of Fabric A (a, d), Fabric B (b, e), and Fabric C (c, f).
Air permeability of elastic warp-knitted fabrics
Air permeability is used to evaluate the air-transmission performance of resulting fabric, which relates to the comfortability of warp-knitted fabrics to wearer. Figure 13 shows air permeability of three different elastic warp-knitted fabrics. It can be seen that Fabric A has the highest air permeability, and followed by Fabric B and then Fabric C. This can be explained by Figures 11 and 12 that the diameter of Type A is lower than that of Type B and followed Type C; but the weft density of Fabric A is lower than that of Fabric B as confirmed by Xu and Wang [32] that air permeability correlated with the diameters of weft and warp yarns as well as fabric density. The highest air permeability is 44.35 cm3/s/cm2 for Fabric A as verified by Table 2 that Fabric A has higher weft density but lower thickness and areal weight, and meanwhile smaller number of harmful hairiness. Although weft density of Fabric B and C is lower than that of Fabric A, the diameter of Type B and Type C weft complex yarns is higher than that of Type A, which not only influences on thickness, areal weight, and number of hairs but also hinders air to flow through. Furthermore, air permeability on back face is slightly lower than that on the front one, which is because back face of warp-knitted fabric is more compact than front face (see Figure 12).
Air permeability of three kinds of elastic warp-knitted fabrics.
Far-infrared emissivity of elastic warp-knitted fabrics
Figure 14 shows far-infrared emissivity of three different kinds of warp-knitted fabrics. Far-infrared emissivity test is that when the testing samples are heated, electrons of samples are stimulated accompanying thermal radiation with a wave length of 5.6–1000 µm [33]. In this study, it is mentioned that fiber assembles plied more compact manner than those plied in a fluffier manner; and those plied parallelly have better far-infrared emissivity than those plied randomly [34]. The testing result shows that three kinds of fabrics reach values higher than 0.9ɛ. Emissivity of Fabric A is higher than the emissivity of Fabric B, and emissivity of Fabric B is higher than emissivity of Fabric C. It is due to the fact that three warp-knitted fabrics made by the same warp-knitting process had the similar compact structure, orderly plied yarn, and small interspace. Fabric A possess the highest far-infrared emissivity because Fabric A contains higher amount of superficial outer BC fibers, Type A complex yarn, higher weft density, and lower hairiness as seen in Figure 12 and Tables 1–3. Fabric C has the same content amount of thermal-insulating BC fiber with Fabric A, but the close far-infrared emissivity to Fabric B. Type C yarn contained in Fabric C has higher diameter and hairiness, which results in a fluffy yarn structure lessening and decreases thermal transmission at the same area. In sum, far-infrared emissivity of fabrics is higher than 0.8ɛ, showing that three different kinds of warp-knitted fabrics possess far-infrared health care function [35].
Far-infrared emissivity of three kinds of elastic warp-knitted fabrics.
Anion amounts of elastic warp-knitted fabrics
Figure 15 shows anion amounts of three kinds of elastic warp-knitted fabrics. BCs release out anions when being stimulated by temperature, friction, pressure, and so on. Therefore, Fabric A, B, and C show much higher anion amount than the air control group. Here, the air control group shows the anions amount of the air. Comparatively, Fabrics A and C have slightly higher amount of anions than Fabric B, reaching 420 counts/cm3. This results from the fact that the former had the higher BC content than the latter, and absorbed higher amount of positive ion (H+) from water molecules and thus releases out the larger number of anions (OH−) [36]. However, the difference of anion amount among fabrics A, B, and C is insignificant, because no superfluous positive ions in the air reacted with higher content of BC (Fabric A, C) to form anions even when lower content of BC (Fabric B) absorbed the majority of water molecules and reached the maximum amount of anions. Besides, anion amount of Fabric B has improvement of 70 counts/cm3 as compared to the control group. It is attributed to the fact that BC core material of ring-spun complex yarn released out the anions (OH−) after absorbing the positive ion (H+) from the water molecules. As mentioned above, anion amounts of three fabrics reach above 400 counts/cm3, equivalent to confronting in metropolitan park (400–600 counts/cm3) [37].
Anion amounts of three kinds of elastic warp-knitted fabrics.
Conclusion
In this study, far-infrared/anion-releasing elastic warp-knitted fabrics are fabricated using a crochet machine. First, compositions of ring-spun complex yarns are optimized based on twist contraction, hairiness, and tenacity tests, and then made into warp-knitted fabrics. With increase of twist degree, twist contraction of ring-spun complex yarn increases, but hairiness decreases. Tenacity test shows that when feeding 1-ply BC roving or 1-ply PCM roving as shell material, tenacity of resulting ring-spun complex yarns (Type A and B) first increases and then decreases with twist degree, but tenacity of resulting complex yarn (Type C) decreases with twist degree. Comprehensive consideration of twist contraction, hairiness, and tenacity measurements, 12 T.P.I. is used as the optimal twist degree for fabrication of ring-spun complex yarns and elastic warp-knitted fabrics. Warp-knitted fabric A made of Type A complex weft yarn displays the highest air permeability of 44.35 cm3/s/cm2, highest far-infrared emissivity of 0.94ɛ, and maximum anion amount of 420 counts/cm3, showing excellent comforability, far-infrared, and anion-releasing functions. All resulting elastic warp-knitted fabrics fabricated by ring-spun complex yarns possess better air permeability and health care function. Three compositions of warp-knitted fabrics can be used in athletic clothing, underwears, socks, and health care products in future. This study mainly focuses on the fabrication technique of ring-spun complex yarns and their warp-knitted fabrics, and meanwhile discusses far-infrared emissivity and anion-releasing property of functional warp-knitted fabrics. In the following study, we will emphasize on the effect of processing parameters on surface resistance and EMI shielding property of resulting warp-knitted fabrics.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would especially like to thank Ministry of Science and Technology (MOST), Taiwan, for financially supporting this research under Contract MOST 103-2221-E-035-028.