
Abstract
Uniaxial tensile and bending properties of lightweight thermally bonded nonwoven layers produced from the blends of Estabragh (milkweed)/polypropylene fibers have been focused in this paper. For this, different material variables such as the blend ratio as well as some parameters of thermal bonding process including the calendering speed and temperature were considered in this study. Eighteen fibrous samples from six Estabragh/polypropylene blend ratios of 10/90, 25/75, 40/60, 55/45, 70/30, and 85/15 at three different layer weights (g/m2) were produced on a laboratory-scale carding machine. During needle-punching operation, different punch densities at low levels of 20, 30, and 40 punches/cm2 were applied to the samples in order to increase the layer strength by increasing the fiber entanglement while the fiber breakage remains in such minimized level. Thermal bonding process was then carried out on the produced nonwoven samples using an apparatus equipped with a pair of heated calendering in which three different levels of temperatures as well as three levels of calendering speed were considered as the process variables. Taguchi’s analyzing method was employed for statistical investigations of the results. The findings showed that the blend ratio of fibers, layer weight, and the applied temperature during the thermal bonding process significantly increased the nonwoven layer resistance against axial tensile forces. On the contrary, variables punch density and calendering speed had no significant effects on the breaking force values of the samples. Considering the samples' bending rigidity, it was fount that all the variables except the calendering speed, have significant effects.
Keywords
Introduction
Owing to their lightweight and other unique properties, nonwoven textile panels are widely preferred to be used in different industrial applications especially in automotive industries. The lower density of these panels has made them also suitable to be employed as composite reinforcement [1]. In order to increase the strength of nonwoven layers and improve their mechanical properties against different loading conditions, the constitutive fibers are bonded together by three different available methods including the chemical bonding, the thermal bonding, and the mechanical bonding processes. Recent developments have shown that among the three mentioned methods of bonding, the thermal bonding process is growing steadily due to its simplicity and cost-effectiveness. In this method, by using one pair of pre-heated calendering rollers (one has the engraved-pattern surface and the other is smooth) with a certain temperature, numerous bonding points would be formed in the fibrous layer structure through the contact points between the layer surface and the rollers [2]. These bonding points eventually contribute to the strength of the fibrous layer.
In order to produce the thermally bonded nonwovens, it is required to have thermoplastic fiber components which could be melted by the applied heat and thus surrounding the adjacent fibers (called as base fibers) within the fibrous layer. Selection of type (either natural or synthetic) and fraction of the base fibers mainly depends on the targeted properties for the final product. According to numerous literatures [1–10], different material and process variables such as fiber properties, blending ratio, layer weight, bonding temperature, contact duration between the layer and calendering rollers (calendering speed), and calendering pressure would influence the mechanical performance of thermally bonded nonwovens. Wang et al. [4] and Kim et al. [8,9] studied the morphology and mechanical properties of thermally bonded nonwovens by comparing the theoretical and experimental results, which were obtained by the help of image analysis and finite element models. It was concluded that increasing the bonding temperature or contact duration yields the higher strength of the nonwoven up to a certain point beyond which further increases of these two factors results in deterioration of strength of the samples. In similar studies, the effects of sample size and shape factors on uniaxial tensile properties of thermally bonded nonwovens as well as the effect of applied cyclic loads on their mechanical performance were investigated [11,12].
Nowadays, natural fibers due to their inherent characteristics such as renewability and biodegradability as well as low processing energy consumption, are mostly preferred to be used in any field of textile industry as good alternatives for the man-made fibers. The waste disposal problem of synthetic fibers during the nonwoven manufacturing process is considered as a main concern by many designers and engineers of this area. So, in order to minimize the production costs due to the high level of waste generation during nonwoven manufacturing as well as providing some desirable properties for the final products, cellulosic fibers are strongly recommended to be utilized in this field of application. Some characteristics such as absorption ability, user comfort, skin friendliness, wipe drying, and wicking performance which could be found in the most species of cellulosic fibers, make them suitable to be used in lots of nonwoven manufacturing such as disposables products, personal care textiles, and surgical materials. Along with the recent efforts which have been made to discover new natural resources of cellulosic fibers with high potential performance and superior properties than other common natural fibers, in this paper it is also aimed to introduce another indigenous natural hollow fiber called Estabragh (milkweed) which possesses its individual and applicable properties.
Estabragh fiber is a natural silky indigenous fiber which is generally extracted from a plant wildly grown in central plateau of the southern regions of Iran [13,14]. A microscopic view of the hollow structure and the smooth surface of this fiber is depicted in Figure 1. The lustrous acicular appearance and physical properties of Estabragh fiber are very similar to other species which totally belong to Aclepiadacae family [15]. The hollow structure of Estabragh fibers is responsible for their low density value of about 0.9 g/cm3; thus, incorporation of these fibers in composite manufacturing would eventually provide such lightweight composite materials with higher fiber volume fraction.
SEM images of Estabragh fibers (represents the fiber surface and their hollow structures).
The limited number of literatures on the mechanical performances of Estabragh (milkweed) fibers might be due to both secrecy and scarcity of researches performed on these fibers. Reddy and Yang [16] studied the possibility of using milkweed plant as a natural resource by investigating the composition, structure, and the properties of the extracted fibers. Louis and Andrews [17] reported some difficulties encountered during the carding operation of milkweed fibers because of their uncrimp nature which results in fibers lack of cohesion within the carded webs. Knudsen [18] investigated the morphology and structure of milkweed fibers and their applications in nonwovens. Andrews et al. [19] and Drean et al. [20] also studied the properties of milkweed/cotton spun yarns and highlighted some of the problems which were associated with the carded fibers. Gharehaghaji and Hayat-Davoodi [21] studied the mechanical damages caused to the Estabragh fibers during the carding operation. Through other investigations, the ability of noise absorption coefficient as well as the thermal comfort properties of the Estabragh natural hollow fibers were investigated by Hassanzadeh et al. [13,22] and Bakhtiari et al. [14]. It was found out that the Estabragh-based textile products not only exhibit higher sound absorbency but also enjoy the acceptable level of thermal comfort in terms of higher heat and moisture transfer rate.
Through this study, the mechanical performance and tensile characteristics of thermally bonded nonwovens made of Estabragh fiber were investigated. In order to achieve this approach, experimental design points of different material and process variables were prepared using the analytical Taguchi method through which the S/N ratio analysis could be applied to understand the effects of each variable on the response parameter(s) [23].
Material and methods
Sample preparation
Fiber specifications.

Variation levels of parameters.
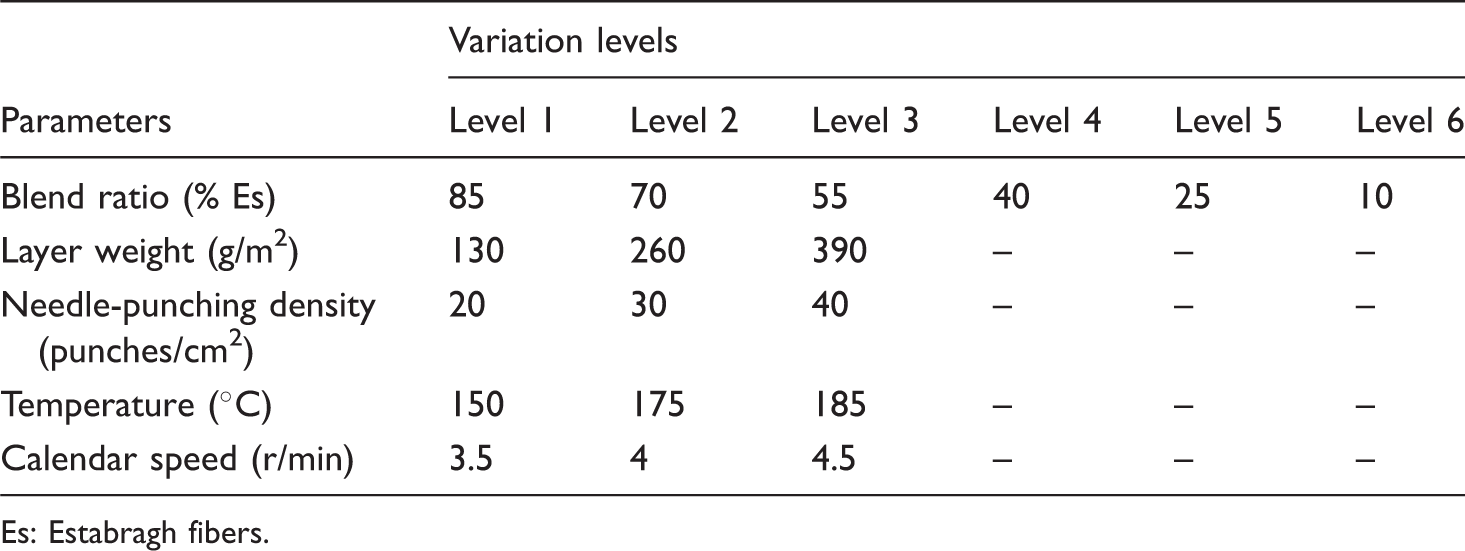
Es: Estabragh fibers.
Nonwoven samples produced from different Estabragh/polypropylene fiber blends including 85/15, 70/30, 55/45, 40/60, 25/75, and 10/90 were prepared at three different levels of layer weight according to the Taguchi’s experimental design. The fiber blends were prepared under atmospheric condition of 60–70% relative humidity and 20–25℃ temperature and then fed to a laboratory-scale carding machine. In the next step, the light needling operation was applied to the carded fibrous webs using a laboratory-scale needle-punching machine in order to enhance the layers strength by increasing the fibers entanglement within the fibrous layer [13]. The needled samples were then thermally bonded by passing through a pair of heated laboratory-scale calendering rollers. According to Taguchi’s experimental design points, three different levels of temperature including 150℃, 175℃, and 185℃ as well as three variation levels for the calendering speed as 3.5, 4.0, and 4.5 r/min were considered during the thermally bonding process. Consecutive needling and calendering stages used for preparing the thermal-bonded samples is depicted schematically in Figure 2.
Consecutive processes of needle-punching and thermal bonding applied to the Estabragh/polypropylene nonwoven layers.
Mechanical properties
Tensile properties of the thermally bonded nonwoven samples against uniaxial breaking forces were determined according to ASTM D5034-95 [11]. Five 1 × 8 inch2 specimens of each sample were tested in machine direction (MD) using Zwick tensile tester at rate of 150 mm/min. By using the F.R.L. Cantilever Bending Tester, the values of bending rigidity (stiffness) for the nonwoven samples in terms of the samples’ bending length were measured according to ASTM D1388-64 at indicating angle of 41.5° [24]. For determining the bending properties of thermally bonded Estabragh/polypropylene nonwovens, five 1 × 6 inch2 specimens of each sample were prepared and tested. Before the experiments, all samples were initially conditioned at 65% ± 2% relative humidity and temperature of 25 ± 1℃. The values of bending rigidity can be calculated using the following equation [25]

Taguchi analysis
In order to evaluate the effects of controllable parameters on the samples’ mechanical properties, Minitab-16 software equipped with Taguchi analysis method was employed. In this statistical analysis software, the signal-to-noise (S/N) ratio is recognized as analytical basis. S/N ratio is a measuring unit used for comparing the level of a desired signal to the level of background noises. This ratio denotes the amount of noises which presents in the output of a specific process [23,26]. Based on the response definition, three general standard S/N equations including “larger the better”, “smaller the better”, or “nominal the best” are available to classify the objective function. The breaking force as one of the considered response parameter in this study, is expected to have larger values so that, the larger-the-better loss function according to equations (2) and (3) [23] was selected to analyze the effect of variables on the tensile strength of thermally bonded Estabragh/polypropylene nonwoven samples



Results and discussion
Mechanical behavior of samples
Results of nonwovens’ mechanical properties.

Correlation analysis between the mechanical and physical properties of thermally bonded Estabragh/polypropylene nonwovens.

Correlation is significant at the 0.01 level (99% confidence).
Correlation is significant at the 0.05 level (95% confidence).
Effects of material and process variables on tensile strength
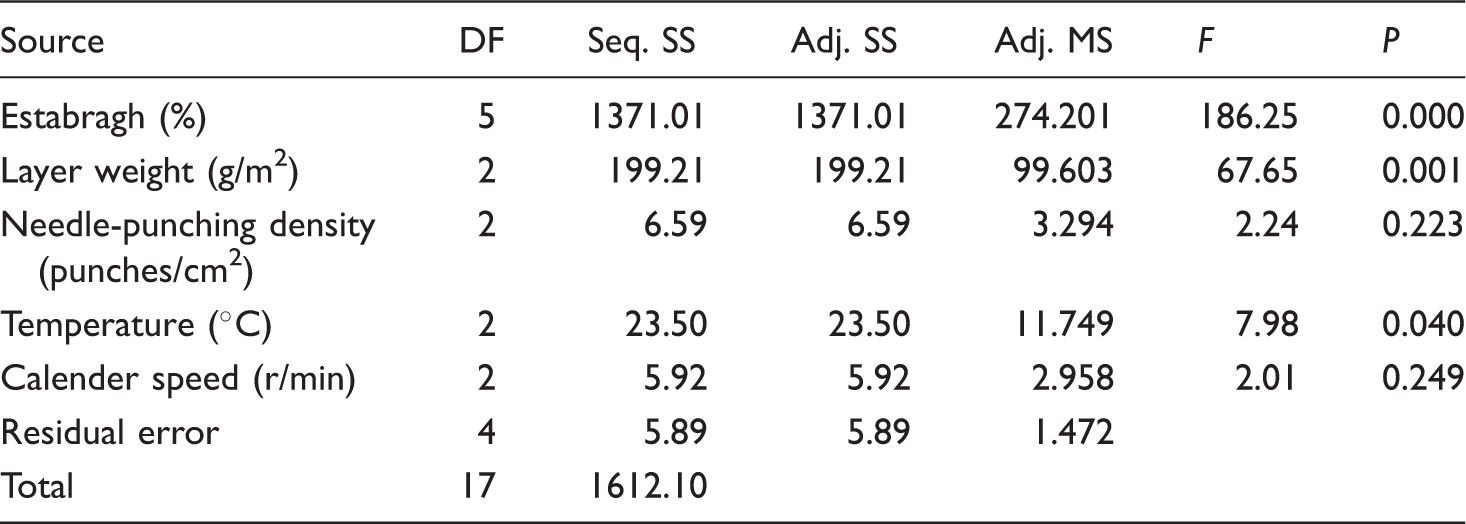
ANOVA analysis for the effect of variable parameters on tensile resistance (in terms of the maximum breaking force).
Response table of signal-to-noise ratios (effects of variable parameters on the maximum breaking force).

The main effects plot of S/N ratios for all selected variables on the samples tensile strength in terms of the maximum breaking force are depicted individually in Figure 3. It can be seen that the lower proportion of Estabragh fibers in the blend results in higher breaking force. Since decreasing the Estabragh fiber ratio is followed by increasing the number of polypropylene fibers, the larger bonding regions would be provided within the nonwoven structures during the thermal bonding process; this in turn leads to improve the samples’ tensile strength [27]. On the other hand, the insulation effects due to the hollowness property of Estabragh fibers would also result in decreasing the number of effective melted point within the fibrous structure. Difference in area and size of melted points within the thermally bonded Estabragh/polypropylene nonwoven samples with different Estabragh fiber ratios is illustrated in Figure 4. The same results were also achieved by Desai and Balasubramanian [28] while investigating the factors affecting the properties of thermally bonded nonwovens made of cellulosic fibers.
Material and process variables effects on the samples tensile strength. SEM images of thermally bonded nonwovens samples comprising: (a) 25% Estabragh and 75% polypropylene, and (b) 55% Estabragh and 45% polypropylene.

Results also reveal that increasing the layer weight leads to higher tensile strength. It is obvious that the high-weighted nonwoven layer cover the larger number of polypropylene fibers within its structure; since the polypropylenes act as the binder components during the thermal bonding process, increasing these content of fibers in the fibrous structure eventually leads to increase in the number of bonding points formed on the layer surface which in turn, results in improving the sample strength. On the other hand, increasing the layer weight leads to increase in the total number of fibers within the structure which could resist against the tensile forces. According to Figure 3, increasing the layer weight from 130 g/m2 to 390 g/m2 leads to 50% increment in maximum breaking force, which could be resisted by the thermally bonded samples. The main reason for moderate increasing rate in the breaking force of the samples by further increment in the layer weight from 260 g/m2 to 390 g/m2 compared to the initial part of the plot, might be due to the lower possibility of heat penetration through the layer thickness. In this case, the inter-located polypropylene fibers are deprived to be participated in bonding formation during thermal calendering. Additionally, the insulation property of the constitutive Estabragh fibers would also result in heat penetration reduction through thickness of the samples. The observed linear relationship between the layer weight and maximum breaking force might be due to selection of rather small range for the layer weight.
Considering the effects of thermal bonding parameters on polypropylene nonwovens tensile strength, Shimalla and whitwell [29] reported that increasing the temperature up to an optimum level generally improves the strength of bonds which are formed on the nonwoven layer surface during the thermal bonding process. The same result was also achieved by De Angelis et al. [30]. Bechter et al. [31] and Malkan et al. [32] stated that the higher bonding temperature results in brittle failure of the structure due to film-like spot formation at the bonding points, which are responsible for weakening the whole structural strength.
Results shown in Figure 3 clearly show that the higher calandering temperature increases the breaking strength of the samples. According to SEM images shown in Figure 5, the formation of film-like bonding points around the cellulosic Estabragh fibers within the layer structure could be considered as the main reason for improving the layers strength after thermal calendering. Increasing temperature from 150℃ to 175℃ results in approximately 8.3% increase in layer strength while the further 10℃ increment in temperature (from 175℃ to 185℃) would increase the sample strength only by 1.8%. It was also found that applying the calendering temperatures lower than 150℃ results in no polypropylene melting during thermal bonding process so that, no satisfactory bonding points would be formed on the fibrous layer surface in this case. Similar to the previous researches, it was concluded that increasing the temperature more than 185℃ not only exhibit any significant improvement in nonwoven tensile properties but also might deteriorate the layer strength.
Effect of calendering temperature on film-like spot formation within the Estabragh/polypropylene nonwovens: (a) at high temperature, and (b) at low temperature.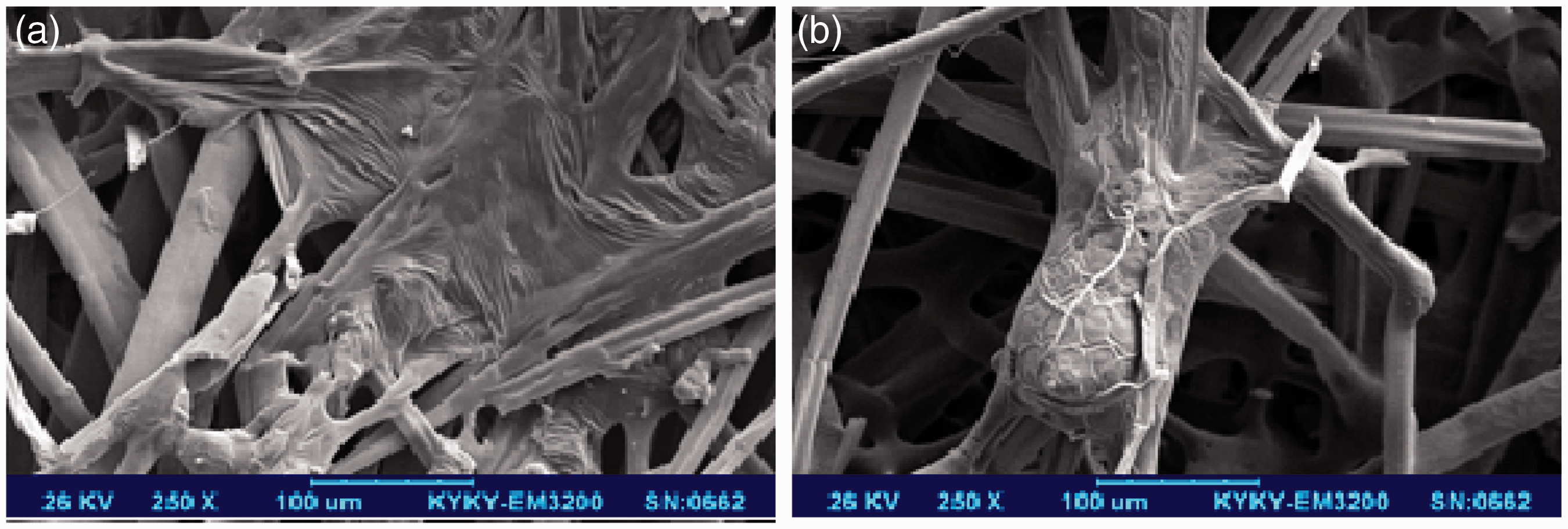
Increasing calendering speed results in higher contact duration between the nonwoven layers and the nip-line of calendering rollers. In this case, the polypropylene fibers as the binder components might not have enough time to be effectively melted and form the film-like spots around the adjacent Estabragh fibers within the fibrous structure so that, such nonwovens with undesirable strength would finally be achieved [27]. The statistical analyses reveal no significant difference between the effects of three selected levels for the calendaring speed (as 3.5 r/min, 4 r/min, and 4.5 r/min) on samples tensile strength.
As depicted in Figure 6, the forces imparted to the brittle Estabragh fibers during needling operation as well as the pressures applied by the calendering rollers, might cause extreme damages to the fibers. Fiber breakage and length reduction due to the applied damages are contributed to reduce the fiber cohesion within the layer which in turn leads to deterioration of sample mechanical properties.
Typical damages applied to Estabragh fibers during the nonwoven samples preparation.
Effect of material and process variables on bending rigidity
ANOVA analysis for the effect of variable parameters on bending rigidity.

Response table for signal-to-noise ratios (variable parameters effects on the bending rigidity).

Among the previous researches, Lau [33] tried to predict the bending rigidity of nonwovens layers in terms of relative freedom of fiber movement. Patel and Warner [34] developed a simple predicting model of bending behavior for thermally bonded nonwovens based on layer structures and the constitutive fiber properties. Rawal [35] modified the predicting models of the bending behavior for thermally bonded nonwovens by considering the numbers of bonds formed within the layer structure. Considering these findings, it can be stated that the properties of constitutive fibers as well as fiber orientation within the fibrous structure can significantly affect the bending rigidity of nonwovens.
The main effects plots of S/N ratios for all controllable variables regarding the samples bending rigidity are individually depicted in Figure 7. It can be seen that increasing the portion of Estabragh fibers in the blend leads to decrease in the samples bending rigidity in machine direction. This result can be attributed to smooth and crimp-less nature of Estabragh fibers which prevents the fibers to be well-entangled with the adjacent fibers in the structure. This statement points to uncontrolled freedom in fiber movement within the fibrous structure and hence the ease with which it can be bent [33,34]. As can be observed in Figure 6, increasing the Estabragh fiber in blends from 10% to 85%, results in significant decrement in bending rigidity of the samples. Additionally, the less number of polypropylene fibers as the binder component, leads to decrease in the nonwoven samples resistance against the applied bending forces.
Material and process variable effects on the bending rigidity of the samples.
According to the results, increasing the layer weight significantly leads to increase in the bending rigidity in a relative linear trend. This result can be simply found out by considering equation (1) in which the bending rigidity increases proportionally with the increase in the nonwoven layer weight. Increase in the layer weight is contributed to increase in the number of constitutive fibers in a square meter of the fabrics structural unit cell which in turn leads to higher fiber-to-fiber frictional effects. Because of the frictional forces between the fibers, the freedom in fiber movements within the structure might be limited; this in turn provide the higher bending rigidity for the fibrous layer by decreasing the bending length of the sample. Subsequently, it can be stated that the bending rigidity of thermally bonded nonwovens would be increased by increasing the layer weight.
Since the thicker fabrics prevent heat to be flowed significantly through the whole structure and reach the middle binder fibers, increasing trend of the samples bending rigidity by increasing the layer weight from 260 to 390 g/m2 is relatively lower than the initial part of the curve. Further increment in the nonwoven layer weight, decrease the possibility of heat penetration into the polypropylene fibers located at the middle layer of fibrous structure so that, no significant increase could be expected for the samples bending rigidity by increasing the layer weight.
The bending rigidity increases linearly with increasing the temperature of thermal bonding process. Applying the higher temperature which increase the possibility of binder fibers melting would eventually result in forming the larger bending points on the layer surface. Hence, more fiber-to-fiber contact due to the larger bonding points leads to higher bending rigidity characteristics for the samples.
The higher amount of needle-punching densities imparted to the nonwovens results in the high fiber entanglement which correspondingly decreases the space between the fibers. This in turn decreases the freedom of fiber movements within the fibrous structure, meaning the bending rigidity of nonwoven layer increases.
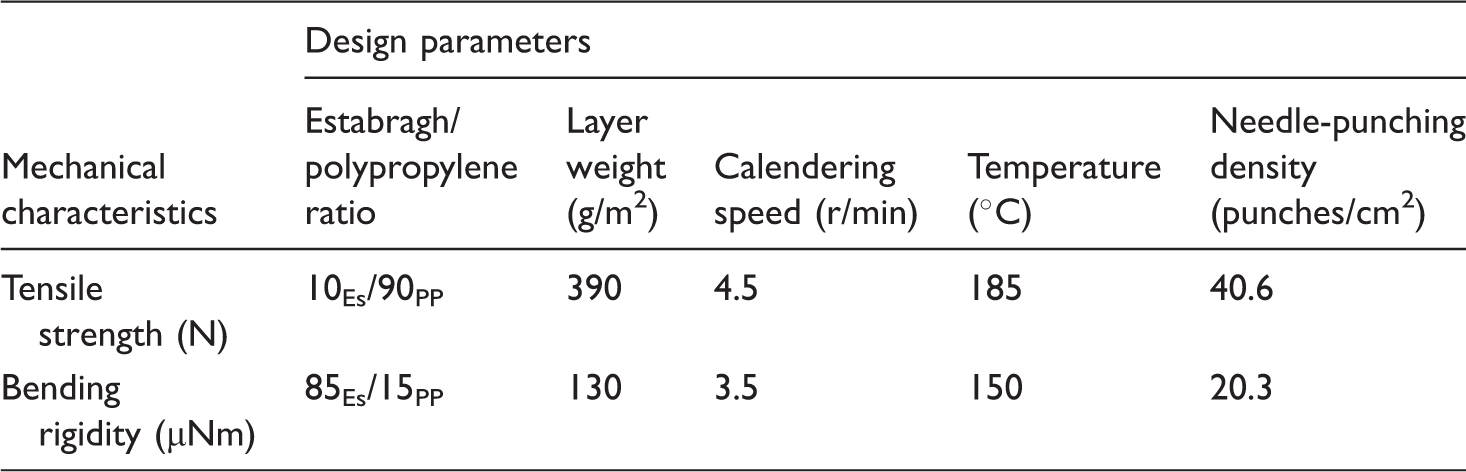
Optimum design parameters for the layers mechanical characteristics.
Conclusions
Effects of different materials and thermal bonding process variables such as Estabragh fiber ratio in blend, layer weight, needle-punching density, thermal process temperature, and calendering speed on uniaxial breaking force and bending rigidity of nonwovens produced from Estabragh/polypropylene fiber blends were investigated using Taguchi method. The findings revealed that the controllable variables blend ratio, layer weight, and calendering temperature have significant effects on the breaking force in machine direction. On the contrary, the effect of needle-punching density and calendering speed was not statistically significant. The S/N ratio analysis obtained from Taguchi experimental method showed that the blend ratio have the strongest effect on breaking force of nonwoven samples. It was also concluded that the lower Estabragh percentage and higher layer weight result in increasing the breaking force of thermally bonded nonwoven in machine direction. Both variations lead to increase in the number of polypropylene fibers as the binder component within the fibrous structure which in turn results in the higher number of bonding points during thermal calendering process; this is followed by increase in the tensile strength of the samples. The breaking force of thermally bonded Estabragh/polypropylene nonwovens would be enhanced as the calendering temperature increases in range of 150–185℃.
According to the ANOVA results of samples bending rigidity, it can be concluded that the controllable variables blend ratio, layer weight, calendering temperature, and needle-punching density have significant effects while the calendering speed cannot significantly affect the considered response. As far as the bending rigidity of samples is concerned, it was concluded that the blend ratio was the most influential factor. The less number of bonding point formed in the higher weighted layers results in decrease in the resistance of the samples against bending forces. Also, increasing the layer weight significantly leads to increase in the bending rigidity linearly. Increasing the calendering tempertaures results in more bonding points formation within the fibrous structure which leads to increase in the bending rigidity. The higher amount of needle-punching densities imparted to the nonwovens results in the high fiber entanglement, which correspondingly increases the bending rigidity; but the results showed insignificant effects of needle-punching density on the samples bending rigidity.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.