
Abstract
This study uses metallic wires, stainless steel (SS) wires, and copper (Cu) wires as the core and 75 denier polyester (PET) fibers as the wrap material to form the metal/PET wrapped yarns. The optimal SS/PET and Cu/PET wrapped yarns are then made into different woven fabrics. The test results of the metallic wrapped yarns show that the optimal tenacity occurs with the wrapping count being 12 turns/cm, while the metal/PET woven fabrics have a low surface resistivity due to the conductive metal/PET wrapped yarns along the weft direction. An increasing number of laminating layers increases the electromagnetic shielding effectiveness (EMSE) while decreasing the air permeability of the woven fabrics. The laminating angle is also proportional to the EMSE of the woven fabrics. In sum, the combination of metal wires and PET fibers provides the resulting woven fabrics with good EMSE.
Keywords
Introduction
In recent decades, prosperous development of technology has brought people considerable convenience and comfort. In the meantime, the ever-innovative electronic products communication facilities also provide many advantages and conveniences to the daily life; however, the usage of such products may result in electromagnetic waves, which are composed of an electric component and a magnetic component perpendicular to each other and propagate at right angles to the plane containing the two components as shown in Figure 1 [1]. In general, the electric and magnetic fields result from voltage and electric currents, and the lines existing in those two fields (shown in Figure 1) represent their energy. The electric and magnetic fields can be in any location and transmitted without any other mediums. Electromagnetic waves include extremely low frequency (ELF, 0–300 Hz), intermediate frequency (IF, 300 Hz to 100 kHz), and radio frequency (RF, 100 kHz to 300 GHz) [2–4], and their energy is inversely proportional to their wavelengths.
The schematic of electromagnetic wave.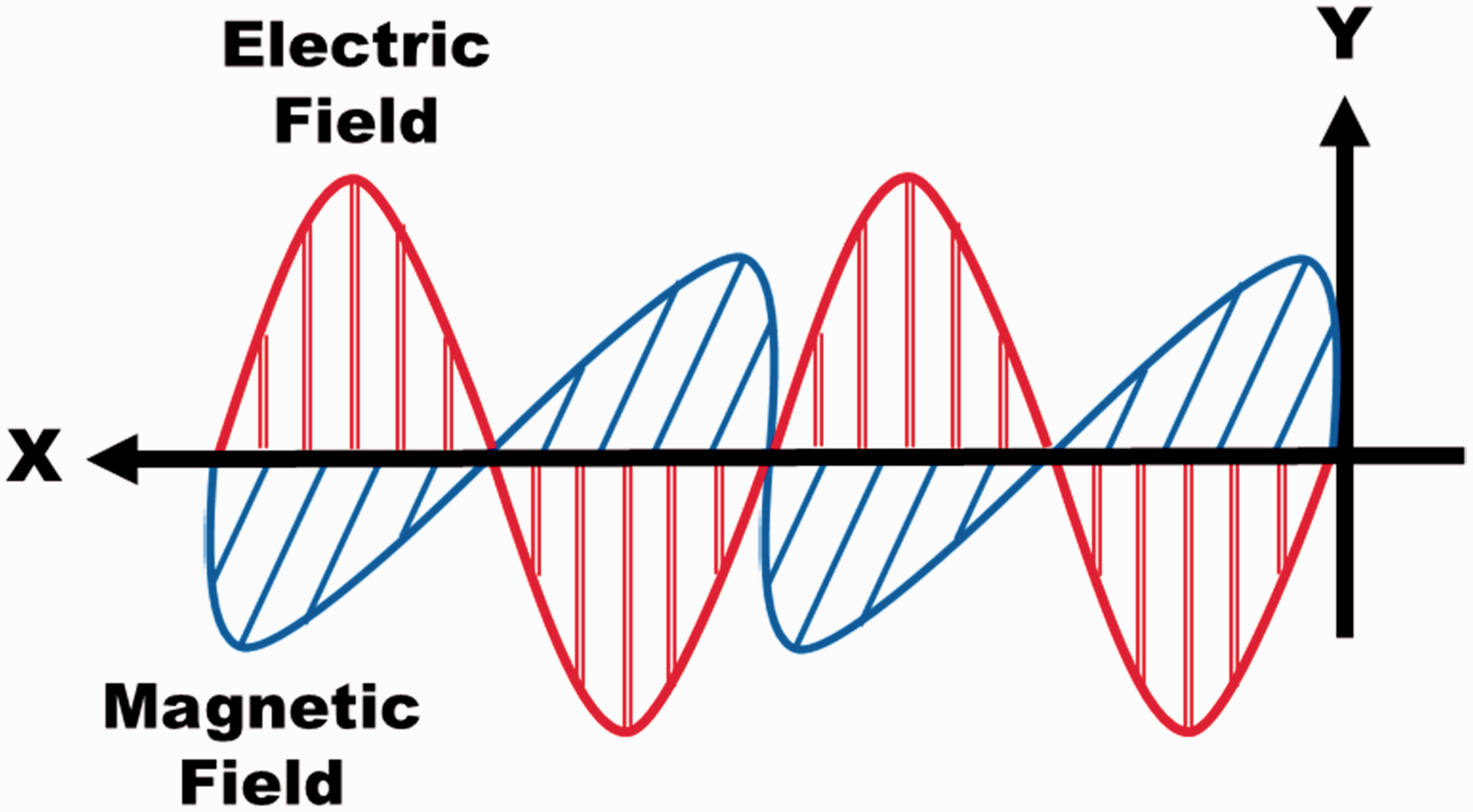
Electromagnetic interference (EMI) can be referred to any electromagnetic radiation conducted from surrounding electrical and electromagnetic equipments. Any electronic device or electrical applications which is under operation such as household appliances, wireless communication systems, high-frequency-generating instruments, and digital systems including computers are considered to be the main source of electromagnetic radiation [5–11]. EMI problems have become serious, resulting in inconvenience and causing dangers to life and even jeopardizing human health [12]. A long-term exposure to an environment full of electromagnetic waves inhibits the immune system, reduces the platelets and leukocytes, and causes nervous debility. Furthermore, it can also negatively influence the internal tissues of the human body, rendering people a greater possibility for cell mutation, which may form cancer cells harming their health [13–17]. Men who frequently use cellular phones for a long time may also receive the negative electromagnetic interference over their sperms affecting their reproductive ability [18]. Electronic equipment in any industry emits electromagnetic radiation, which in turn hurts the workforce’s health, shortens the operation life of the equipment, affects the accuracy of precision instruments, and even causes industrial accidents. EMSE materials have gained increasing attention by scientists due to the aforementioned factors.
Electromagnetic shielding is a barrier that can block electromagnetic radiation, which could harm electronic applications, environment, and human health [19]. Most electromagnetic interference shielding materials block and attenuate the incident electromagnetic waves via barriers [20], and as a result, the reflection of electromagnetic waves of highly conductive materials is used to attain an effective EMSE. When radiated to the conductive materials, some of the electromagnetic waves are reflected, thereby decreasing the penetrating energy of the EMI. The reflection is augmented and penetration amount is decreased as a result of an increasing content of conductive materials; therefore, yielding a greater EMSE to protect electric and electronic equipments and human health [21]. Metals with good conductivity are traditionally used as shielding [22]. However, metals have a high density and a high cost; metallic products are thus heavy and not easily processed, and have a high production cost. Therefore, novel shielding fabrics are invented to replace traditional metallic shielding materials [22,23]. In addition, metal fibers, conjugate polymer fibers, or inherently conductive polymers [24] are good candidates for shielding materials due to their lightweight, flexibility, and ease of processing [25]
EMSE fabrics are conductive fabrics that are combined with metallic fibers, coated with conductive paint, or integrated with metallic grids or lattices. In particular, the combination of metallic fibers and synthetic fibers with specific techniques are used to prepare composite yarns, and then fabricated into EMSE fabrics, which possess merits, such as better EMSE, good durability, laundry-resistance, high-temperature resistance, corrosion resistance, softness, air ventilation, and comfort.
Therefore, this study uses PET filaments to wrap the metallic wires on a hollow spindle spinning machine to produce conductive metal/PET wrapped yarns, which are then made into metal/PET woven fabric on a looming machine. The EMSE, air permeability, and surface resistivity of the woven fabrics are finally evaluated.
Experimental
Materials
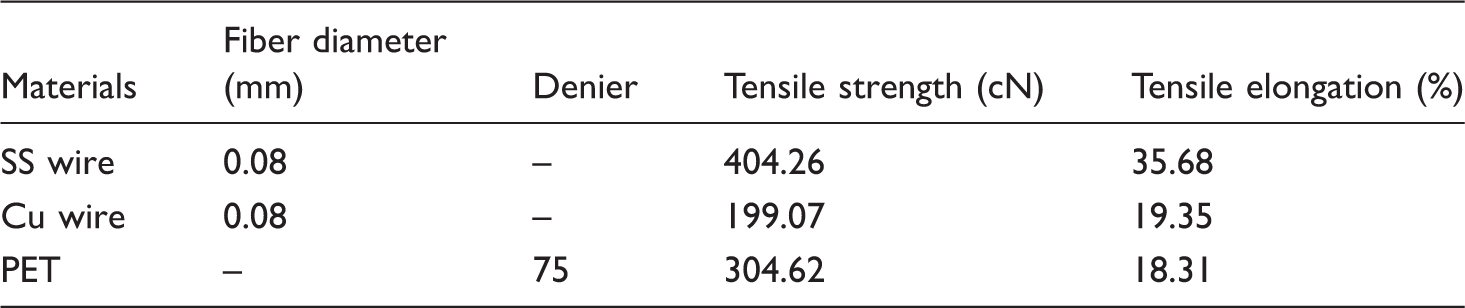
Physical properties of wrapped materials.
Preparation of metal/PET wrapped yarns
This study adopted a wrapping process to produce SS/PET wrapped yarn and Cu/PET wrapped yarn, which was composed of stiff metal wire and flexible polyester fibers. This method is relatively easy to weave into different fabric structures that can overcome the difficulties associated with weaving of stiff materials. The SS wires and Cu wires were separately wrapped by the PET filaments via a wrapping process on a hollow spindle spinning machine (DH CR-20, Dah Heer Industrial Co., Ltd., Taiwan, R.O.C.), forming SS/PET and Cu/PET wrapped yarns. Two wire types with an identical diameter of 0.08 mm were arranged on the input device, the lowest part of the spinning machine, with two 75 den PET yarn tubes being mounted on the upper hollow spindle (A) and the lower one (B) as seen in Figure 2. The specified speed of the principal roller was 8000 revolutions/min, the number of the wrapping layer were single layer and double layer, the wrapping count was 8, 10, 12, 14, or 16 turns/cm. Wrapping layer was classified as the filament number of wrapped material, the content of single-layer and double-layer are one PET yarn and two PET yarns on outer wrapped material. Wrapped count was defined as the number of turns of wrapped material per unit length, the unit being turns/cm.
Diagram of the hollow spindle spinning machine, where A is the upper hollow spindle, B is the lower hollow spindle, C is the input device, D is the guider, and E is the double-flanged package.
Preparation of metal/PET woven fabrics
Plain woven fabric was selected as the weave type of the fabrics in this study, which possesses stable conformation, dense structure, smooth surface, and less shrinkage than the knitting fabric. On a looming machine (SL7900, Sumagh High Tech. Corp., Taiwan, R.O.C.), SS/PET and Cu/PET wrapped yarns with optimal parameters serve as the weft yarns, which are then woven with 500 den PET filaments as the warp yarns to make SS/PET and Cu/PET woven fabrics, which are exemplified in Figure 3. Table 2 summarizes the attributes of the resulting metal/PET woven fabrics. In addition, the number of the lamination layers of the woven fabrics varies as 1, 2, 3, 4, 5, and 6 layers with 0°/ 0°/ 0°/ 0°/ 0°/ 0°, 0°/ 45°/ 90°/ −45°/ 0°/ 45°, or 0°/ 90°/ 0°/ 90°/ 0°/ 90°laminating angle as exemplified in Figure 4. The degrees refer to the angle between the directions of the weft yarns from two adjacent layers.
Stereomicroscopic images (15×) of: (a) SS/PET and (b) Cu/PET woven fabrics. The scale bar is 1 mm. Schematic diagrams of the metal/PET woven fabrics with the lamination angles of: (a) 0°, (b) 45°, and (c) 90°. Regard black line and white line as the weft yarn and warp yarn, respectively. Characteristics of metal/PET woven fabric.


Measurements
Tenacity and strain of wrapped yarns
An automatic yarn tester (FPA/M, Statimat-M, Textechno Ltd, Western-Germany) evaluated the tenacity (cN/ dtex) and elongation (%) of the SS/PET and Cu/PET wrapped yarns in accordance with ASTM D2256. The distance between the gages was 250 mm, the tensile rate was 300 mm/min, and the number of the samples was 20. The values were recorded for the mean.
Resistivity of wrapped yarns
Codes of the SS/PET woven fabrics.

Codes of the Cu/PET woven fabrics.

Codes of the SS/PET woven fabrics.

Codes of the Cu/PET woven fabrics.

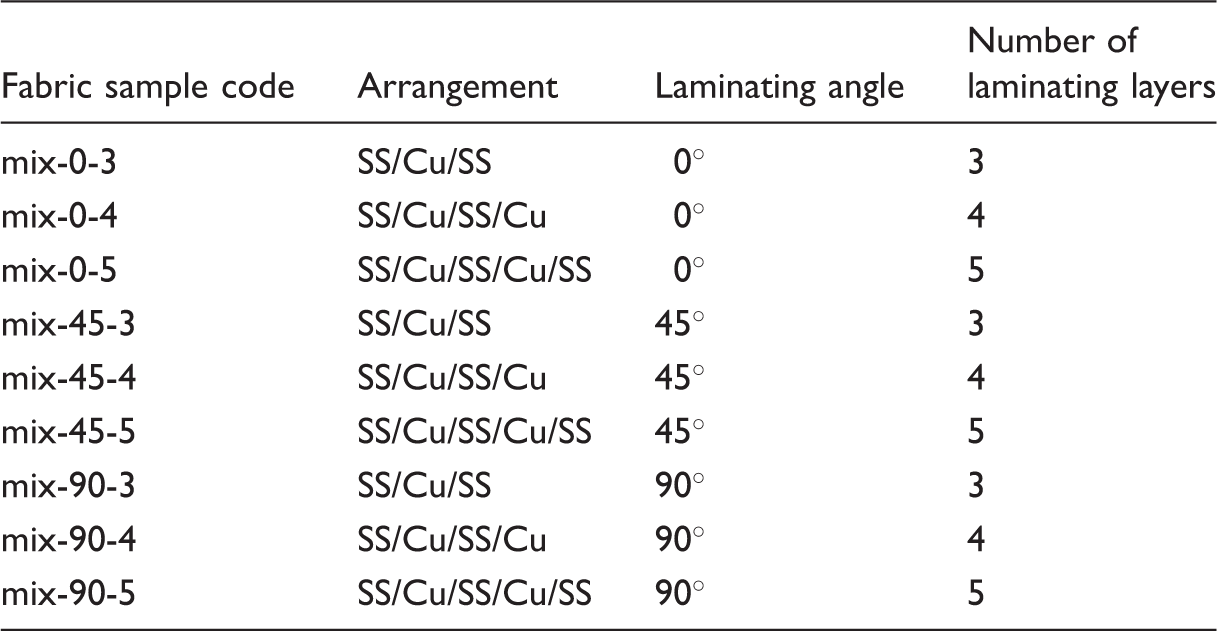
Codes of the metal/ PET mixtures.
Surface resistivity
A surface resistance test instrument (RT-100, OHM-STAT, Static Solutions Inc., USA) measured the surface resistivity of the SS/PET and Cu/PET woven fabrics as specified in JIS L1094. Samples were placed on a Teflon laminate for insulation, and a 5-pound weight was loaded on the tester to make the two parallel electrode plates to have a good contact with the surface of the sample. Twenty samples of each specification were taken for the test, the values of which were averaged for the mean.
Electromagnetic shielding effectiveness
This test followed ASTM 4935-10. Twenty SS/PET and Cu/PET woven fabrics were evaluated for EMSE with a shielding effectiveness test fixture (E-Instrument Tech Ltd., Taiwan, R.O.C.) and a spectrum analyzer (Advantest R3132A, Burgeon Instrument Co., Ltd., Taiwan, R.O.C.). Table 3 to Table 7 are the codes of woven fabrics representing as various testing parameters during the EMSE test. The incident frequency was between 300 kHz and 3 GHz, and the unit is decibel (dB). EMSE mechanisms can be divided into reflection loss, absorption loss, and multiple reflection loss [20,26]; EMSE is to measure shielding materials for their efficacy against electromagnetic interference and can be calculated by the following equations



Air permeability
The air permeability of SS/PET and Cu/PET woven fabrics was measured with an air permeability tester (Textest FX3300, West Germany) as specified in ASTM D0730. The dimensions of the samples were 25 cm × 25 cm and 12 samples of each specification were tested for air permeability and averaged for the mean.
Results and discussion
Effects of number of wrapping layer and wrapping count on tenacity and elongation of metal/PET wrapped yarns
Figures 5(a) and 6(a) show that the tenacity of the SS/PET and Cu/PET wrapped yarns slightly increases with the wrapping count increasing from 8 turns/cm to 12 turns/cm. Such a result is due to the cohesion and dense structure between the core and the wrap material. Similarly, an increasing wrapping count results in an increase in the amount of PET filaments per unit length, which prolongs the extension range of the wrapped yarns, the elongation of the wrapped yarns thus increases when being exerted with a tensile force, as seen in Figures 5(b) and 6(b). However, a wrapping count that exceeds 12 turns/cm causes the tenacity to decline, the result of which is ascribed to over-twist of the single-layer SS/PET wrapped yarns and the single-layer Cu/PET wrapped yarns. Besides over-twisting, the reducing load of axial force of wrapped yarns is also a reason leading to the decreasing tendency of tenacity and elongation of both wrapped yarns.
(a) Tenacity and (b) elongation of the SS/PET wrapped yarns made with different wrapping counts. (a) Tenacity and (b) elongation of Cu/PET wrapped yarns made with different wrapping counts.
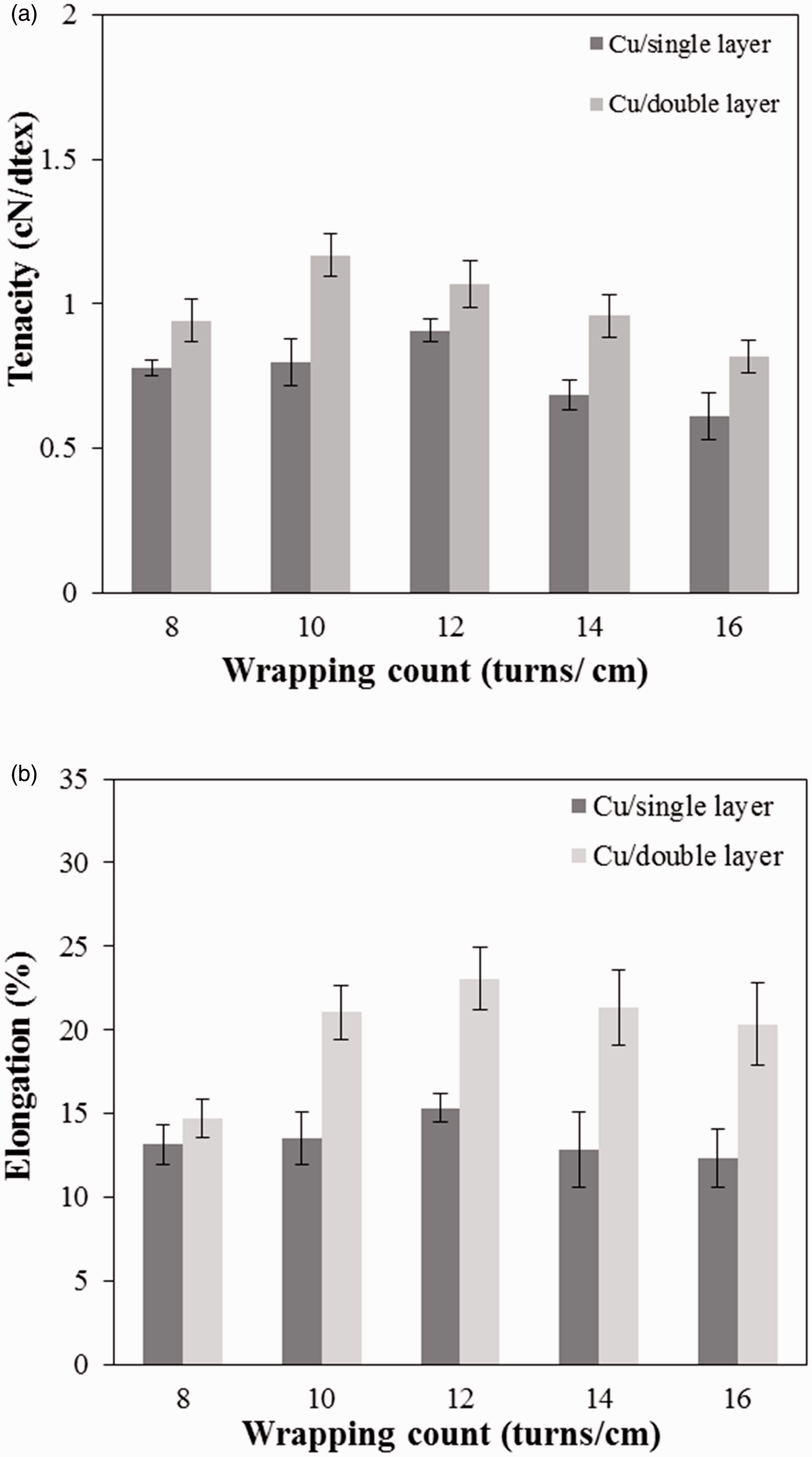
When made with a specified wrapping count of 12 turns/cm, the tenacity of the single-layer and double-layer SS/PET wrapped yarns are 1.33 cN/dtex and 1.78 cN/dtex, respectively, and the latter is 33.8% greater. Meanwhile, the elongation (28.6%) of the double-layer SS/PET wrapped yarns is greater than that (22.7%) of the single-layer ones. The tenacity of the double-layer Cu/PET wrapped yarns (1.07 cN/dtex) is 17.6% greater than that (0.91 cN/dtex) of the single-layer ones, while the elongation of the single-layer and double-layer Cu/PET wrapped yarns is 15.34% and 23.04%, respectively.
In sum, the increasing number of wrapping layers fortifies the tenacity and elongation of the SS/PET and Cu/PET wrapped yarns. Compared to single-layer metal/PET wrapped yarns, the double-layer ones have one more 75 den PET filament as the wrap material, thereby reinforcing their structure as seen in Figures 7 and 8. However, being wrapped beyond 12 turns/cm results in over-twist, which in turn decreases the tenacity and elongation of the double-layer metal/PET wrapped yarns, thereby determining the optimal wrapped yarns for the subsequent woven fabric fabrication are the double-layer metal/PET wrapped yarns with a wrapping count being 12 turns/cm.
Stereomicroscopic images (30 ×) of the (a) single-layer and (b) double-layer SS/PET wrapped yarns made with a wrapping count of 12 turns/ cm. The scale bar is 1 mm. Stereomicroscopic images (30 ×) of the (a) single-layer and (b) double-layer Cu/PET wrapped yarns made with a wrapping count of 12 turns/ cm. The scale bar is 1 mm.

Effects of number of wrapping layers and wrapping count on resistivity of metal/PET wrapped yarns
Resistivity of SS/PET wrapped yarn (log ohm/cm).

Resistivity of Cu/PET wrapped yarn (log ohm/cm).

Effects of metal/PET wrapped yarns on surface resistivity of the metal/PET woven fabrics
Table 10 shows that the surface resistivity along the weft direction of SS/PET and Cu/PET woven fabrics are lower than that along the warp direction. Within the test range along the warp direction and the weft direction, the woven fabrics contain a greater amount of 500 den PET yarn and a greater amount of the double-layer metal/PET wrapped yarns, respectively. The lower surface resistivity along the weft direction of the metal/PET woven fabrics is possibly due to their constituent double-layer metal/PET wrapped yarns, which are composed of conductive metallic wires that provide a lower resistivity and a higher conductivity.
Surface resistivity of the metal/PET woven fabrics (log ohm/sq).

EMSE
EMSE means using shielding materials with high conductivity and high permeability as a barrier in order to attenuate the incident electromagnetic waves, the energy of which is attenuated [12]. Three ways to dissipate the electromagnetic waves are absorption loss, reflection loss, and multiple reflection loss as seen in Figure 9.
Schematic illustration of the dissipation ways of electromagnetic waves.
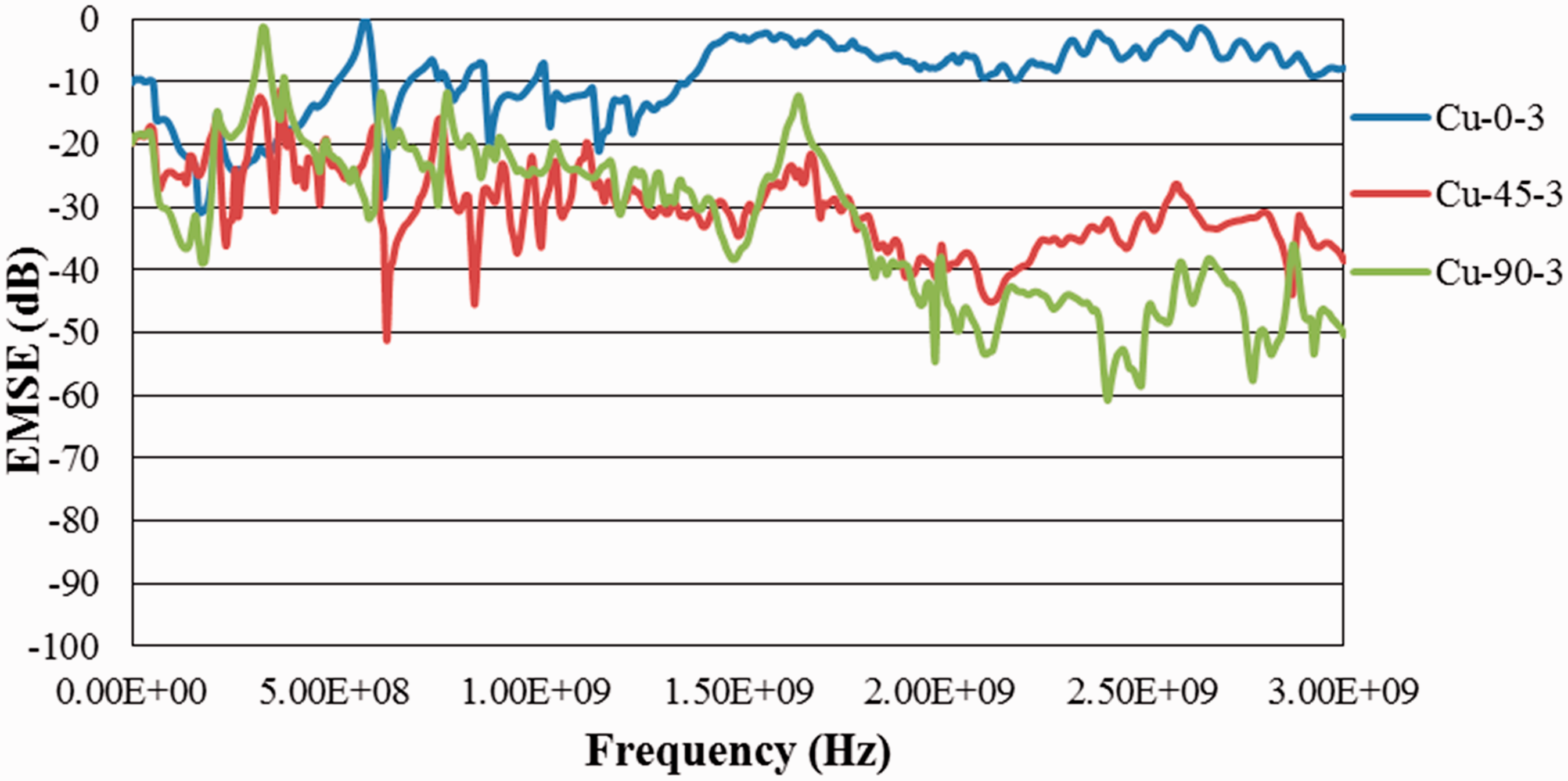
Figures 10 and 11 show that with a 0° laminating angle and an increasing number of laminating layers, the EMSE of both SS/PET and Cu/PET woven fabrics only slightly increases at a frequency of 1 GHz to 3 GHz, and differences in EMSE as related to various numbers of laminating layers are trivial. When the woven fabrics are arranged with the same laminating angle, the shielding network is incomplete, and there is a small amount of conductive loops per unit area. As a result, increasing the numbers of laminating layers does not effectively augment the EMSE. The shielding network of fabric is not complete when the laminating angle of fabric is 0°, which the weft yarns used on the SS/PET woven fabric and Cu/PET woven fabric are SS/PET wrapped yarn and Cu/PET wrapped yarn but the warp yarn is insulating PET yarn that cannot form the entire shielding network. When at a lower frequency, the EMSE of the metal/PET woven fabrics laminated with six layers reaches approximately 55 dB, which is greater than that (40 dB) of the knitted fabrics with the same number of laminating layers designed in the previous study [29], indicating that woven fabric structure provides a better EMSE.
EMSE of the SS/PET woven fabrics with a 0° laminating angle. The number of the laminating layers is 1, 2, 3, 4, 5, or 6. EMSE of the Cu/PET woven fabrics with a 0° laminating angle. The number of the laminating layers is 1, 2, 3, 4, 5, or 6.

A greater amount of metallic fibers in the fabrics can help with constructing a shielding network, providing a greater EMSE to the fabrics. The EMSE is proportional to the content of the metallic fibers; however, excessive metallic fibers prevent the EMSE from increasing, thus mitigating and even decreasing the EMSE. Figures 10 and 11 show that the EMSE remains at a certain level with the increasing numbers of laminating layers; hence, the attempt of changing the laminating angles is made in order to examine the variations in EMSE. Figures 12 and 13 show that compared to a 0° laminating angle, a 45° laminating angle results in a distinct increase in EMSE at a frequency between 1.5 GHz and 3 GHz, which is approximately beyond 30 dB. Likewise, a 90° laminating angle also augments the EMSE, yielding an optimal maximum one of 60 dB when tested between 2 GHz and 3 GHz. Such results are in line with that of the previous studies [14].
EMSE of the SS/PET woven fabrics with a clockwise 45° laminating angle. The number of the laminating layers is 1, 2, or 3. EMSE of the Cu/PET woven fabrics with a clockwise 45° laminating angle. The number of the laminating layers is 1, 2, or 3.
Figures 12 and 13 show that a 45° or 90° laminating angle contributes highly to the EMSE. The composites laminated with both SS/PET and Cu/PET woven fabrics can form a shielding network, and the metallic wires are evenly distributed per unit area, thereby effectively blocking the incident electromagnetic waves. It is said that relative higher frequency electromagnetic waves which have shorter wave length are efficiently attenuated by uniform shielding network. These results are also due to the arrangement of metallic wire changed as the laminating angle of fabric varied as 45° or 90° that can be seen from Figure 4.
Figure 14 shows EMSE of the composites laminated with SS/PET and Cu/PET woven fabrics as related to various laminating angles and differing numbers of laminating layers. The mixtures are laminated with 3, 4, or 5 layers of the metal/PET woven fabrics with a 0°, 45°, or 90° laminating angle, and are represented with “mix”. The codes are given by the laminating angle, followed by the number of layers. For example, mix-0-5 refers to a mixture that consists of a 0° laminating angle and laminated with 5 layers. All samples are initially laminated with SS/PET woven fabrics as the first layer, as seen in Table 7.
EMSE of the mixtures laminated with SS/PET and Cu/PET woven fabrics with a 0°/ 45°/ 90° laminating angle and with a number of the laminating layers of: (a) 3, (b) 4, or (c) 5.
EMSE of metallic materials is proportional to their conductivity or permeability. The electromagnetic waves created beyond 300 MHz exist in the form of an electric field, and metallic materials have extraordinary conductivity, and thus can provide a better shielding effectiveness against them. By contrast, electromagnetic waves created below 300 MHz are present in the form of a magnetic field, the shielding of which requires only materials with optimal permeability.
Scarce materials possess both conductivity and permeability; copper is highly electrically conductive but has lower permeability while stainless steel is characterized quite the opposite. Therefore, SS/PET and Cu/PET woven fabrics are laminated for the EMSE test with the purpose of yielding a greater EMSE. Figures 10 to 13 show the correlation between laminating layers or laminating angles and EMSE of the mixtures.
Figure 14(a) to (c) shows that when laminated with three to five layers of metal/PET woven fabrics with a 0° laminating angle, the mixtures exhibit similar EMSE curves but an optimal 0EMSE of 40 dB within a low frequency range. Conversely, when increasingly laminated from three to five layers with a laminating angle of 45° or 90°, the EMSE of the mixtures is prominently increased to 90 dB. Moreover, such mixtures exhibit EMSE in a high-frequency range.
Compared to the mixtures with the same number of laminating layers with a 0° laminating angle, the mixtures exhibit optimal EMSE (laminating layers/laminating angles) as 70 dB (5 layers/45°, i.e. mix-45-5) as seen in Figure 14(b) and 90 dB (4 layers/90°, i.e. mix-90-4) as seen in Figure 14(c). The test results also show that the average EMSE of mix-45-3 and mix-90-3 is 30 dB and that of mix-45-4 and mix-90-4 is 40 dB, indicating that the mixtures have satisfactory EMSE.
In addition, Figure 14(b) shows that the EMSE curve of mix-90-4 reaches an optimal value of 80 to 90 dB; however, Figure 14(c) shows that the curve of mix-90-5 only reaches 80 dB at most. As the aforementioned statement, EMSE increases as a result of a variation in laminating angles and an increase in the number of laminating layers, and it can be surmised that when the metallic content reaches to a certain ratio per unit area, the aperture ratio of the fabrics decreases, which in turn mitigates the EMSE values and even attenuates them.
Figure 15 shows the EMSE of the mixtures laminated with three to five layers of SS/PET and Cu/PET woven fabrics and with a laminating angle of (a) 45° and (b) 90°. The 0° laminating angle samples serve as the control group. The control group does not have a prominent EMSE (i.e. 10 dB) regardless of an increasing number of laminating layers; however, a 45° laminating angle results in a rapid increase in EMSE of the mixtures, exemplified by the optimal mean EMSE of mix-45-3 (30 dB), mix-45-4 (40 dB), and mix-45-5 (50 dB) as seen from the relative frequency in Figure 15(a). Such results indicate that an increase in laminating angle and the number of laminating layers augments the EMSE, which is ascribed to the shielding network constructed by metallic wires.
EMSE of the mixtures laminated with SS/PET and Cu/PET woven fabrics with a (a) 45° and (b) 90° laminating angle and a number of the laminating layers being 3, 4, or 5. The control group is the mixtures with a 0° laminating angle.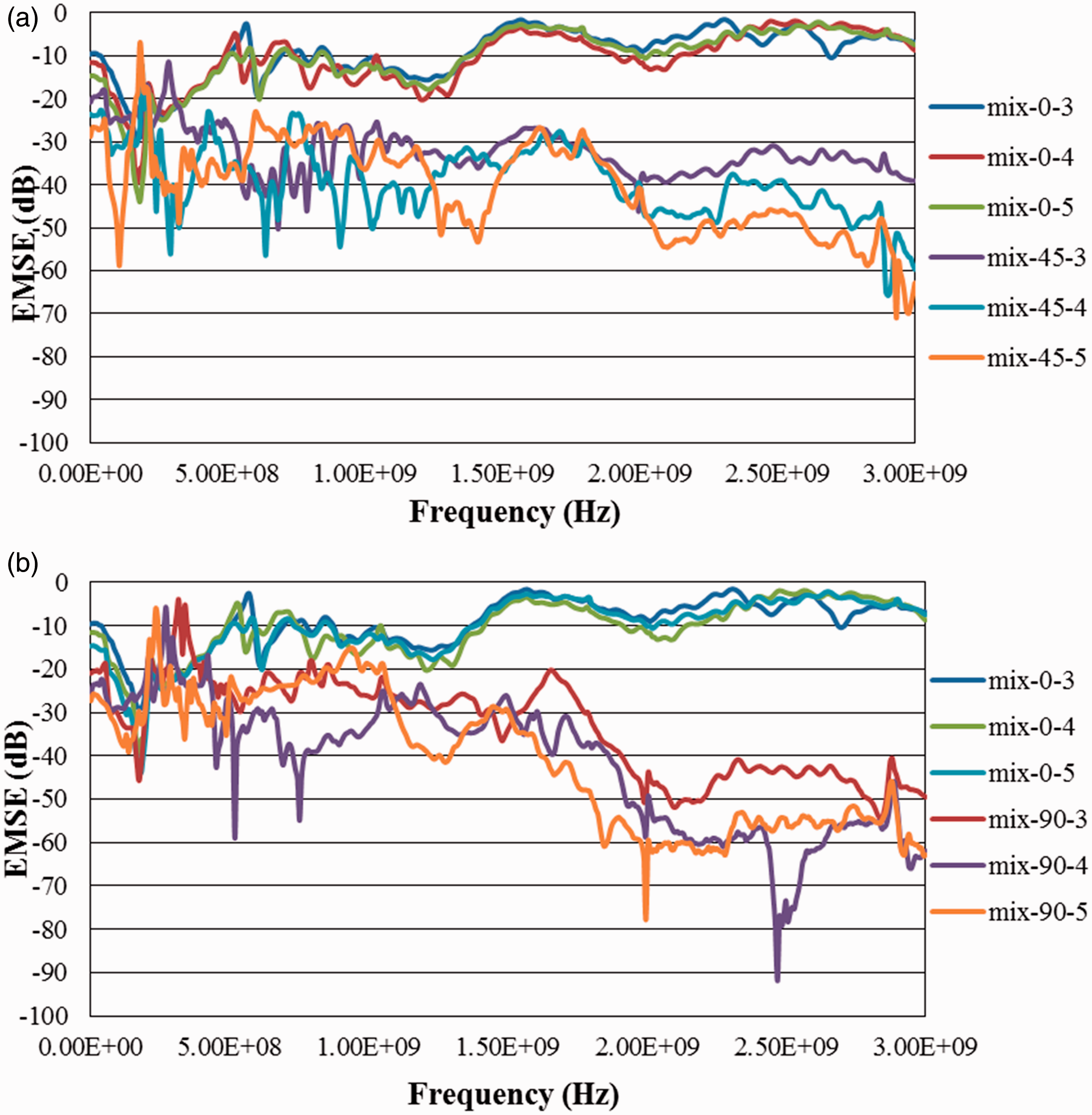
Figure 15(b) shows that when laminated for 90° and tested at a frequency between 2 GHz and 3 GHz, the EMSE of the mixtures increases by 30 dB, and it reaches 90 dB at most with a number of lamination layer being four or five layers. Commonly used electronic equipment, such as blue tooth, WIFI, and microwave ovens, is used in a range of 2.4–2.5 GHz [30,31]. In sum, as seen in Figures 14 and 15, with a specified number of laminating layers, the optimal EMSE of the mixtures of a 45° laminating angle occurs when at a medium frequency range while that of the mixtures of a 90° laminating angle occurs when at a high frequency range. Therefore, the feasibility of the products designed in this study can be examined in subsequent experiments.
Effects of number of laminating layers on air permeability of the metal/PET woven fabrics
Figure 16 shows that the air permeability of the SS/PET and Cu/PET woven fabrics descends as a result of the increasing number of laminating layers. When laminated with more layers, the woven fabrics have a greater thickness and density, which prevent the air molecules from passing through, and as a result, the air permeability of these two woven fabric types decreases. As seen from Table 11, cover factor of Cu/PET woven fabric on both warp and weft directions are lower than that of SS/PET woven fabric, which the lower cover factor leads to the better air permeability. In particular, the single-layer Cu/PET and SS/PET woven fabrics possess an optimal air permeability of 268 cm3/s/cm2 and 245 cm3/s/cm2, respectively.
Air permeability of metal/PET woven fabric with different number of laminating layers. Cover factor of SS/PET woven fabric and Cu/PET woven fabric.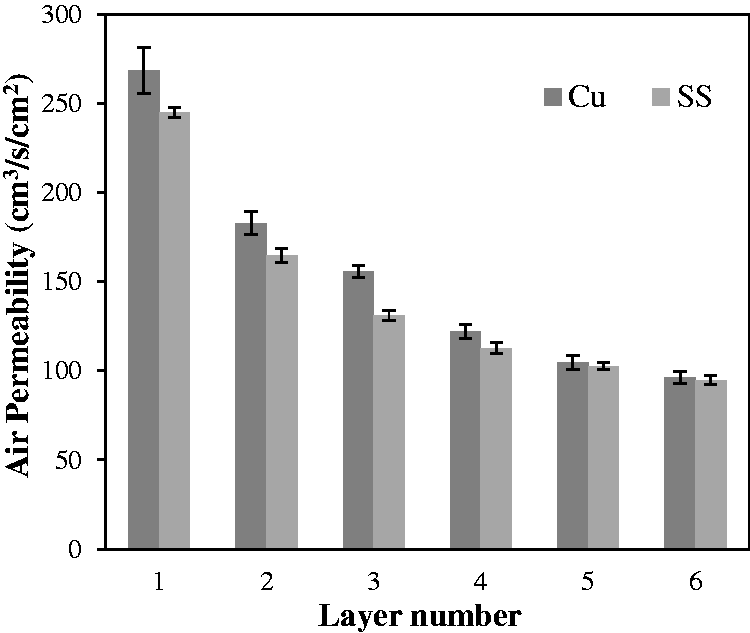

Conclusion
This study successfully fabricates the single- and double-layer SS/PET and Cu/PET wrapped yarn by wrapping the metallic wires with PET filaments, determining that the optimal wrapping count is 12 turns/cm thereby yielding the optimal tenacity and elongation of the single- and double-layer metal/PET wrapped yarns. The tenacity and elongation of the double-layer wrapped yarns are respectively 25.7% and 38.1% greater than those of the single-layer ones. The optimal wrapped yarns are then made into woven fabrics. The EMSE test results of the metal/PET woven fabrics show that a 45° or 90° laminating angle is able to form a complete and even shielding network; and increasing numbers of laminating layer can increase the metal content and fabric’s thickness, which in turn can effectively increase by at least 20 dB of EMSE. The mixtures laminated with SS/PET and Cu/PET woven fabrics have an optimal EMSE of 90 dB when laminated with four layers and for 90°. The air permeability of single-layer of metal/PET woven fabrics averagely reaches 256.5 cm3/s/cm2. The resulting metal/PET woven fabrics can be altered with their structure so as to yield different grades of EMSE corresponding to the requirements of various products. It is hoped that they can be applied as textiles and functional planks for livelihood and professional fields.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would especially like to thank Ministry of Science and Technology of Taiwan, R.O.C., for financially supporting this research under Contract MOST 103-2221-E-035-028.