
Abstract
Cenosphere is a ceramic-rich industrial waste produced during burning of coal in thermal power plants. This study deals with the effect of cenosphere as particulate filler on mechanical behaviour of woven jute-glass hybrid composites. The hybrid composite consists of jute and glass fiber as reinforcement and epoxy as matrix. The conventional hand lay-up technique is used to prepare composite specimens. Cenosphere of different weight percentage (5, 10, 15 and 20 wt%) was added to the hybrid composite. The samples were tested as per ASTM standards for their mechanical and flexural properties to establish the effect of filler content. It is found that the mechanical properties are significantly influenced by addition of waste ceramic filler cenosphere up to 15 wt% and increases the tensile, flexural and interlaminar shear strength by 90.47%, 24.32% and 16.75%, respectively, in comparison to unfilled composite. The morphologies of the composites studied by scanning electron microscope indicate good dispersibility of cenosphere in the matrix, which in turn improves the strengths appreciable.
Keywords
Introduction
Growing environmental concern has made plastics a target of criticism due to their lack of degradability. Therefore researchers have been committed to design and develop biodegradable plastic composites. Agrofiber as reinforcing material in plastics is one of the best option because they are renewable, biodegradable, environmental friendly and less costly. Natural fiber in the composite industry usually refers to wood fiber and agro-based bast, leaf, seed and stem fibers. These fibers often contribute greatly to the structural performance of plant and when used in plastic composites served as a good reinforcement material [1]. Jute, the so-called golden fiber from eastern India and Bangladesh, is one of the most common agro fiber having high tensile modulus and low elongation at break. If the low density of this fiber is taken into consideration, then its specific stiffness and strength are comparable to the respective quantities of glass fiber [2]. Jute contains cellulose (61–72%), hemicellulose (14–20.4%), lignin(12–13%) and pectin (0.2%). This fiber has a high aspect ratio, high strength-to-weight ratio and is low in energy conversion and has good insulation properties.
Despite all advantages, the use of natural fiber is limited to non-bearing applications due to their lower strength compared to synthetic fiber reinforced polymer composites. Another disadvantage of natural fiber reinforced composites which makes them less attractive is their poor resistance to moisture absorption. Hence natural fiber alone in polymer matrix is not capable of satisfying all the technical needs of a fiber reinforced composite. To increase the use of natural fiber and to reduce the use of synthetic fiber, a combination of both the fibers can be made judiciously to take the best advantage out of them.
Accordingly Ahmed and Vijayarangan [3] studied the effect of stacking sequence on tensile, flexural and interlaminar shear properties of woven jute-glass fabric reinforced isothalic polyester composites and reported that incorporation of glass in jute fibre composites enhances the properties of resulting hybrid composites and the layering sequence significantly affects the flexural and interlaminar shear strength. Santulli and Caruso [4] studied the comparison between two composite architectures namely a hemp/epoxy random mat and a jute/epoxy plain weave laminate and reported that manufacturing a hybrid laminate reduces the scattering in impact resistance values and leads to a better predictability of its impact behaviour. Kalaprasad et al. [5] have studied the mechanical properties of sisal–glass fiber reinforced low-density polyethylene matrix composites by taking into account the effects of fiber orientation. The result showed that longitudinally oriented fibers exhibit better mechanical properties than the randomly oriented fibers. Ramesh et al. [6] developed sisal–jute–glass fiber reinforced polyester composites and their results indicated that the incorporation of sisal–jute fiber with glass fiber reinforced plastic improved the properties. John and Naidu [7] have studied the unsaturated polyester-based sisal glass composites with 5% and 8% volume fraction and found a considerable enhancement in impact, compression, flexural and tensile properties.
The term filler is very broad and encompasses a very wide range of materials, which plays an important role for the improvement in performance of polymers and their composite. Filler materials are used to reduce the material cost, improve mechanical properties and in some cases improve process ability. It is reported by several researchers [8–11] that addition of ceramic fillers in polymer composite enhances the mechanical properties of the resulted composite. Cenosphere also known as aluminosilicate hollow microsphere, in Figure 1(a), is an industrial waste produced during burning of coal in thermal power plant [12]. These fly-ash cenosphere particles are mainly composed of mixtures of oxides such as SiO2, Al2O3 and Fe2O3 as indicated by the EDX analysis in Figure 1(b). Various trace elements such as K, Ca and Au are also present. It is a unique class of filler suitable for polymer matrix because of its fine dispersion, homogeneity, inertness, low water absorption and chemical stability. There are several instances of investigation of mechanical properties of cenosphere-filled polymer composites [13–20].
(a) Cenosphere filler. (b) EDX analysis of cenosphere particle.
The authors have earlier studied [21] the mechanical properties of woven jute-glass hybrid epoxy composite for different stacking sequences. It is found that two glass layers at extreme position with two jute layers in the middle gives maximum strength to the composite for both tensile and flexural strength. It is thought here to increase the strength of the above composite by introducing a third phase. Hence in the present work different amounts of ceramic filler i.e. cenosphere has been introduced to the composite. It is seen that though the literature is rich with studies on mechanical properties of different ceramic fillers on polymer composite, no attempt has been made till date to find out the effect of cenosphere-filled hybrid jute-glass epoxy composite.
Keeping this in view, in the present work the effect of cenosphere on the mechanical and flexural properties of jute-glass hybrid composites have been found out experimentally. The orientation of jute has been kept as (45°–45°) and that of glass as (0°–90°) while making the hybrid composite. The morphologies of the fractured surface were analyzed by means of scanning electron microscopy (SEM).
Experimental
Raw materials
The following materials are used for laminate preparation, testing and to investigate the mechanical characteristics: jute fiber (woven), E-glass fiber, cenosphere (Grade of CS300), epoxies resin (LY-556) and hardener (HY-951).
Composite fabrication

Laminate stacking sequence.

Density measurement
The density for the hybrid composites consisting of matrix, fiber and particulate can be found out from the equation

Mechanical testing
Tensile testing
Specimen for tensile test were carefully cut from the laminate using diamond cutter and finished to accurate size using emery paper. The geometry of the test specimen is shown in Figure 2. The standard test method as per ASTM D 3039-76 has been used. The tensile test is performed in universal testing machine INSTRON H10KS. A rate of loading of 2 mm/min was used for testing. During the test a uniaxial load is applied through both the ends of the specimen. For each stacking sequence of different cenosphere weight percentage, five identical specimens were tested, and average result was obtained.
Tensile specimen.
Flexural testing
Flexural tests were also conducted on same machine for tensile testing in accordance with ASTM D2344-84. Specimens of 150-mm length and 20-mm width were cut and loaded on three-point bending with a recommended span-to-depth ratio of 16:1. The geometry configuration for flexural test specimen is shown in Figure 3. The test was conducted using the load cell of 10 kN at 2 mm/min rate of loading. The flexural stress in a three-point bending test was found out by using the following equation
Flexural specimen.


Interlaminar shear strength test
Interlaminar shear test was conducted in accordance with ASTM D2344-84. The data recorded during the three-point bend test was used to evaluate the interlaminar shear strength (ILSS). The test was conducted using the same UTM used for flexural test with bend test fixtures. The crosshead speed of 2 mm/min was maintained. For different weight percentage of cenosphere filler, five identical specimens were tested, and average result was found out. ILSS was determined by using the following equation

Fractography studies
To investigate the dispersion and distribution of cenosphere in the composite and to know the mode of fracture, few selected samples were subjected to SEM. The tested samples of 3–4 mm were obtained by cutting from the fractured zone. The samples were examined by using SEM of model JEOL JSM-6480LV.
Results and discussions
Density of composites
Density and void content of jute-glass hybrid epoxy composites.
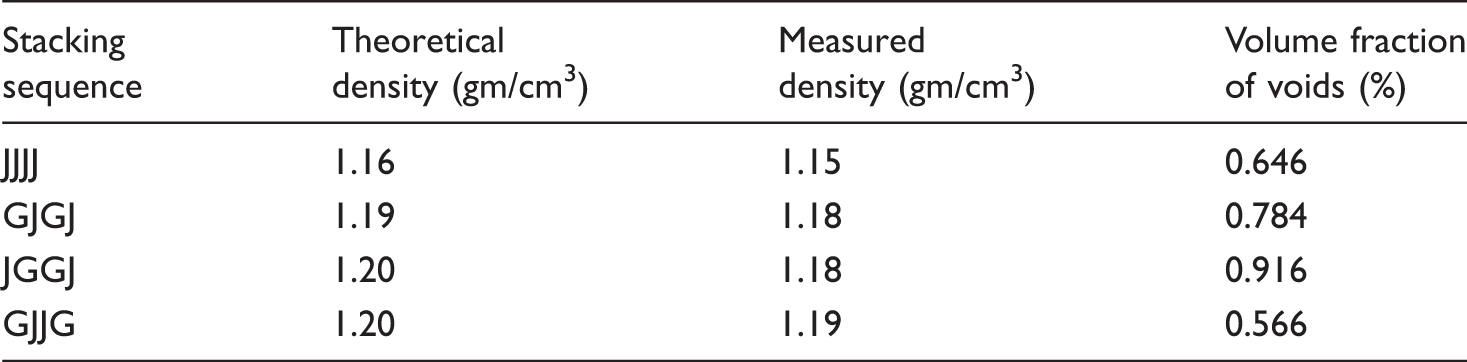
Density and void content of cenosphere filled jute-glass hybrid epoxy composites.

Mechanical Properties
Mechanical properties of cenosphere filled jute-glass hybrid epoxy composite.

SEM analysis
The morphology of the flexural tested composites of the jute-glass fiber hybrid composite with and without cenosphere are shown in Figures 4 and 5. Bending of glass fiber due to flexural load is clearly visible in Figure 4(a) whereas bending as well as breakage of jute fiber is found for the jute fiber composite when flexural load is being applied, as in Figure 4(b). Sharp cuts were also observed on the jute fiber which indicates the brittle nature of the jute fiber. For the hybrid composite when flexural load is applied matrix cracking occurs much before the failure as shown in Figure 4(c). But when cenosphere of 15 wt% was added to hybrid composite it was found that stretching of glass fiber is minimum with bending of jute fiber without breaking as in Figure 4(d). Matrix cracking is also not visible. This indicates the increase in the strength of the hybrid composite due to addition of cenosphere particles.
SEM images of flexural fractured surface of (a) glass fiber composite, (b) jute fiber composite, (c) jute-glass hybrid composite and (d) cenosphere-filled GJJG hybrid composite. SEM images of tensile fractured surface of (a) jute fiber composite, (b) glass fiber composite, (c) jute-glass hybrid composite and (d) cenosphere-filled GJJG hybrid composite.

For tensile-tested specimen also breakage of jute fiber, in Figure 5(a), and stretching out of glass fiber from the matrix, in Figure 5(b), are clearly seen. For the hybrid composite breaking of glass fiber on the outer layer without any effect on the jute fiber is found in Figure 5(c). When cenosphere of 15 wt% was added to the hybrid composite it was found that breaking of glass fiber is restricted with little stretching of jute fiber as in Figure 5(d). Since glass fiber breaking is avoided, which is at the outer layer, increase in the strength of the composite is found. This happened due to addition of cenosphere particles into the matrix.
Conclusion
Based on the study of the mechanical properties and stacking sequences of jute and glass hybrid epoxy composites with varying weight percentage of cenosphere addition, the following conclusions are made:
Effect of cenosphere filler on tensile and flexural properties of jute-glass fabrics reinforced epoxy composites indicates that incorporation of filler enhanced the mechanical, flexural properties with their modulus. Maximum tensile, flexural and ILSS are observed for the composite with inclusion of 15 wt% cenosphere filler. The increase in tensile, flexural and ILSS with 15 wt% of cenosphere-filled composite is found to be 90.47%, 24.32% and 16.75% higher than that of GJJG composite without filler. The SEM studies confirm that bending of glass fiber for flexural strength and breaking of glass fiber in case of tensile strength is restricted due to addition of third phase, i.e. cenosphere which increases the strength of the composite.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.