
Abstract
Effect of stacking sequence of mechanical and tribological properties woven bamboo–glass fabric reinforced polymer hybrid composites has been investigated experimentally. Laminate samples were fabricated by hand layup technique in a mold and cured under light pressure at room temperature for 48 h. All the laminates were made with a total of four plies, by varying the number and position of glass layers so as to obtain five different stacking sequences. One group of all bamboo laminate was also fabricated for comparison purpose. Specimen preparation and testing were carried out as per ASTM standards. The results indicated that the properties of bamboo composite can be significantly improved by incorporation of glass fiber in polymer composite. The layer sequence has greater effect on mechanical and tribological properties of hybrid composite.
Introduction
In the ancient times of reinforcement industry, the fiber reinforcement has been gained abundant impetus to alternate this man-made fiber in varied automotive, industrial, building, and other commercial market applications. Natural fibers like jute, sisal, coir, coconut shell, etc. collected from various renewal resources are used as reinforcement with polymer matrices to make polymer composites. But this polymer composite gains rather more attention over the last decade. These agricultural waste fibers are cheaper and substitute for man-made fibers, like glass and carbon and have various advantages like low density, high toughness, high specific strength, easy separation, and biodegradability. Among the assorted natural filler, bamboo has completely different properties and qualities [1] and it is one among the naturally occurring composite material which may be exploited for the design and development of polymer composite. Presently bamboo is taken into account as a vital natural plant fiber and includes a nice potential to be utilized in polymer composite industry. Its structural variation, mechanical properties, extraction of fibers, chemical modification, and thermal properties had created it versatile for the utilization in composite trade [2].
Bamboo or genus Bambusa is profusely obtainable in a geographical area like South America, and also the rest comes from Africa and Oceania. The obtainable literature of bamboo and bamboo based polymer composites mostly attests its importance. Based on the literature bamboo can be used in different forms, including water bamboo husk [3], bamboo strip [4], bamboo fibers [5], etc. Previous analysis has studied the effects of bamboo fibers reinforced polyester matrix towards varied testing, for example tensile and flexural properties [6] and fracture properties [7].
A lot of literature is obtainable on bamboo based polymer composites that deal with mechanical behavior. There are several situations where every component made of fiber reinforced polymer composites is under tribological loading conditions. Literature shows that tribological performance analysis of synthetic fiber based polymer composites has been made for a long time and a good quality work is available on friction and wear properties of these composites [8]. Recently, research attention has been focused on studying friction and wear properties of natural fiber reinforced plastics (NFRPs). It has been reported that there is less work regarding the tribological performance of natural fiber reinforced composite material [9]. The work is progressing towards improving the wear and friction properties of these composites. Biswas and AnivaXess [10] investigated erosive wear behavior of bamboo–glass hybrid epoxy composite at various impingement angles and impact velocities. The result showed that hybrid composite shows minimum wear rate than neat epoxy composite and the composite behaving like semi-brittle mode of erosion wear. Yilmaz and Unal Hand Mimaroglu [11] studied the strength and erosive characteristics of CaCO3 filled unsaturated polyester/glass fiber composite and results showed that the erosive wear of CaCO3 content composite is brittle nature. Biswas and Satapathy [12] evaluated that incorporation of red mud particulates results in the improvement of erosion wear resistance of bamboo fiber-reinforced epoxy composites and glass fiber-reinforced epoxy composites. In engineering practice, moisture absorption test is generally used for quality control purposes and to measure the degradation of the quality of the composite materials [12]. Hongyan et al. [13] studied the moisture sorption characteristics of bamboo strips and their influence on the interfacial shear strength (IFSS) of bamboo/vinyl ester composite. Based on the literature a lot of research work has been done on the synthetic fiber reinforced or natural fiber reinforced polymer composites. However, very less work has been reported on both the synthetic and natural fiber reinforced polymer hybrid composites. To this end, an effort has been made to fabricate bamboo–glass fiber laminate hybrid composite and study their mechanical and tribological behavior of both bamboo and glass fiber-reinforced epoxy based hybrid composites with neat epoxy.
Experimental details
Materials and methods
The bamboo fibers in the shape of mats which are collected from the local sources are shown in Figure 1. E glass fiber is shown in Figure 2; epoxy resin (LY556) and the hardener (HY951) are supplied by Ciba Geigy India Ltd.
Bamboo fiber mat. E-glass fiber mat.

Laminate composite fabrication
Hibrid laminates of bamboo and glass composite were prepared by the hand layup technique with different stacking sequence. A wooden mold of 150 × 60 × 5 mm3 was used for composite fabrication. For quick and easy removal of the composite a mold release sheet is placed on the top and bottom of the wooden mold. The mold release spray is also applied to the inner surface of the mold wall to facilitate easy removal of the composite specimen. A calculated amount of epoxy resin and hardener (ratio of 10:1 by weight) was thoroughly mixed with a mechanical stirrer. After 5 min stirring, some mixture was poured into the mold uniformly and bamboo fiber mat was placed, then the required amount of epoxy resin was poured over it. The process was continued for four layers of bamboo mat and for each time, a roller was used to roll over the fiber in order to remove the air bubbles from it. Hybrid FRP composite plate preparation also been done in the same way, but the placing of fibers was done alternately one over the other, i.e. one layer of woven pure bamboo fiber mat followed by E-Glass fiber mat is shown in Figure 3. After the required thickness and volume fraction were obtained, the composite plates were allowed to dry at room temperature for 24 h. Then, the FRP composite plates were removed from the mold and the laminate was cut into required size for mechanical and tribological tests by the diamond cutter. Five groups of laminate composite samples with total four plies were manufactured by a varying stacking sequence of bamboo and glass fabrics as presented in Table 1. The density of epoxy resin, bamboo, and glass fiber are 1.2, 0.9, and 2.24 g/cm3 respectively.
Schematic view of the composites. Laminate stacking sequence. B: bamboo; G: glass.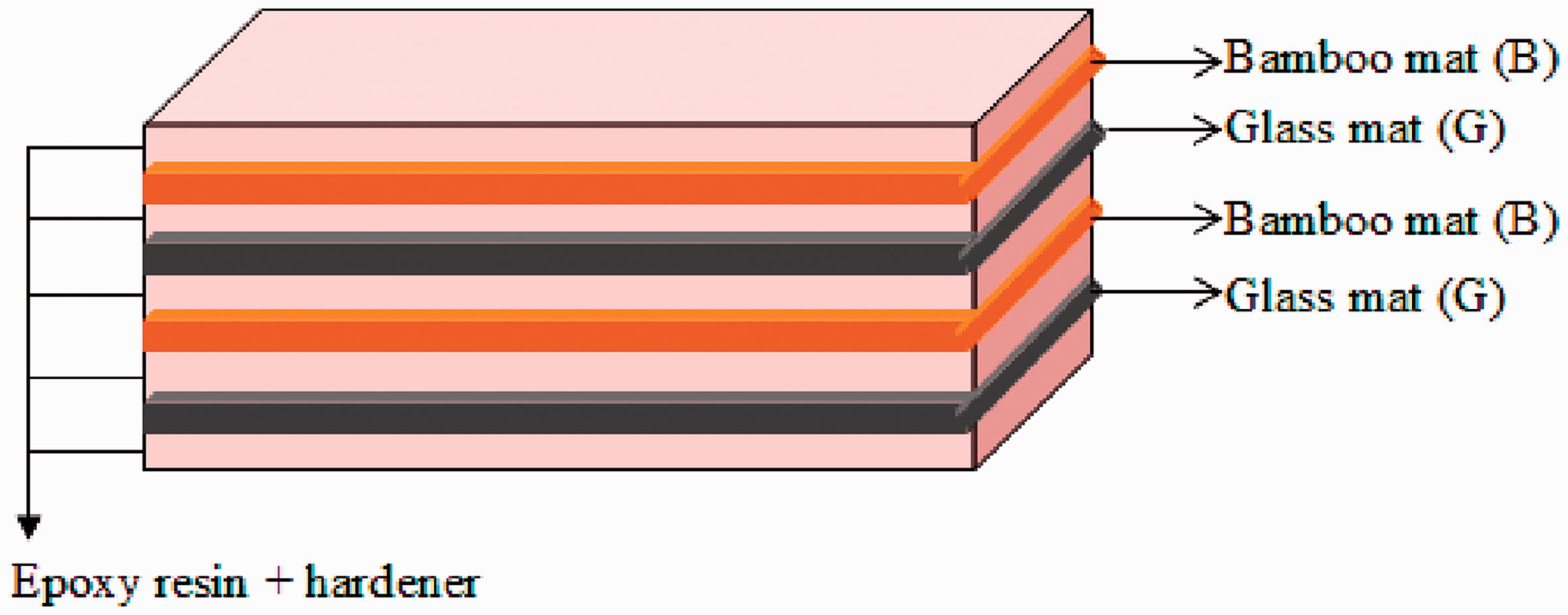

Density
In terms of weight fraction, the theoretical density of the composite materials can be calculated using Agarwal and Broutman’s [14] equation (1).

However, the actual density of the composite materials in terms of weight fraction is determined experimentally by following equations (2) and (3) using Archemidus principle.


Density and void of different stacking sequences.

Tensile testing
Specimens for tension test were carefully cut from the laminate using diamond wheel saw and finished to the accurate size using emery paper. The standard test method as per ASTM D 3039-76 has been used; length of the test specimen is 125 mm. The tensile test is performed in universal testing machine INSTRON H10KS. The tension test is generally performed on flat specimens. The most commonly used specimen geometries are the dog-bone specimen and straight-sided specimen with end tabs. At the rate of loading, 0.5 mm/min was used for testing. For each stacking sequence, five identical specimens were tested and the average result is obtained.
Flexural testing
Flexural test was conducted as per ASTM D790. Specimens were loaded in three point bending with a recommended span to depth ratio of 16:1. The span was 70 mm and a cross-head speed used for the flexural tests (three point bending) was 5 mm/min. The flexural stress in a three point bending test is found out by using equation (5).
The flexural modulus is calculated from the slope of the initial portion of the load–deflection curve, which is found out by using equation (6).

Micro hardness
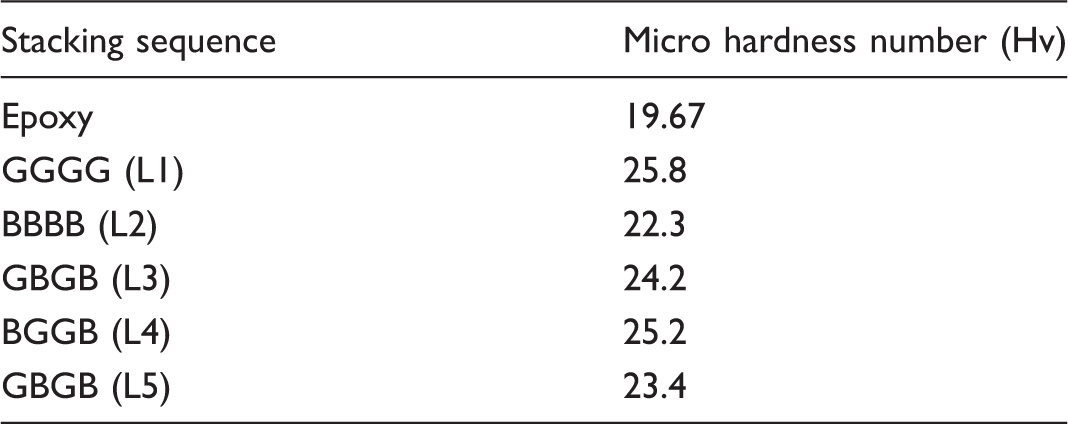
The hardness property of the samples was determined using Vickers hardness tester. A diamond indenter is in the form of a right pyramid with a square base and an angle 136° between opposite faces is forced into the material under a load of 5 N. Table 4 shows the mean hardness of wood bamboo–glass hybrid composite. The Vickers hardness number is directly obtained from the test machine and it can also be calculated using the following equations (7) and (8).


Erosion test
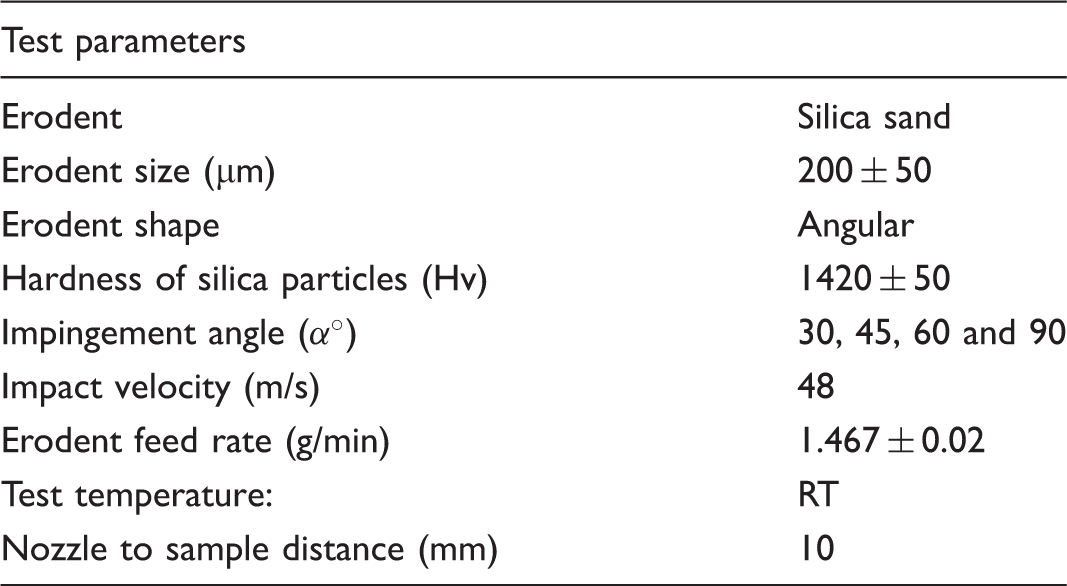
The solid particle erosion wear tests of bamboo–glass hybrid composite were carried out as per ASTM G76 standard on the erosion test rig which is shown in Figure 4. The erosion test rig consists of a compressor, drying unit, a conveyor belt-type particle feeder which helps to control the flow of sand particle, and an air particle mixing and accelerating chamber. The compressed air is then mixed with the selected range of the silica sand which is fed constantly by a conveyor belt feeder into the mixing chamber and then the mixture is passed through a convergent brass nozzle of 3 mm internal diameter. The erodent particles impact the specimen which can be held at different angles (i.e. 30°, 45°, 60°, and 90°) with respect to the direction of erodent flow using a swivel and an adjustable sample holder. The conditions under which the erosion tests are carried out are listed in Table 3. After each experimental run the eroded samples are cleaned with acetone and dried for 5 min and then weighed to an accuracy of ±0.01 mg before and after the erosion trials using electronic balance. The weight loss is recorded for subsequent calculation of erosion rate. The process is repeated till the erosion rate attains a constant value called steady state erosion rate.
Schematic of air jet erosion test rig. Experimental conditions for the erosion test.
The wear rate was expressed in terms of
Where
Scanning electron microscopy analysis
Scanning electron microscopy (SEM) was used to monitor the fracture surface of the composites after mechanical test of each sample. SEM analysis was performed using Nova Nano SEM 450 at an accelerating voltage of 15 kV. The fractured surfaces were gold coated with a thin film to increase the conductance for SEM for analysis.
Results and discussion
Density
The density of the various stacking sequence composites is shown in Table 2. It has been observed that the density of bamboo stacking sequence (L2) composite is lowest value as compared to epoxy and other sequence composites because it consists of only bamboo layer. On the other hand, the density of remaining sequences such as L1, L3, L4, and L5 composites increases as compared to epoxy composite. This is only due to the incorporation of high dense glass fiber with bamboo fiber. The GBBG (L5) shows less void content when compared to other hybrid composites.
From the table it is observed that the void content of GGGG is less as compared to other composites, because GGGG composite possesses hydrophilic nature, it does not absorb any moisture. But bamboo is natural fiber and it is hydrophobic in nature. Hence it can easily absorb moisture from the surrounding, it shows highest void content. Due to moisture content, there are some air bubbles or voids at the time of fabrication of composite. It is also seen that after incorporation of glass fiber with bamboo, the void content drastically decreases.
Tensile strength of bamboo–glass hybrid composite
The tensile strength of unreinforced epoxy resin is found to be 22 MPa. The variation of tensile strength for various laminate stacking sequences is shown in Figure 5. The tensile strength of laminates L2 when only bamboo mat fibers are reinforced in the matrix is found to be greater than the tensile strength of the resin. The increase in the tensile strength of hybrid composite is attributed to the reason that glass fibers are stronger and stiffer than bamboo fibers. When only laminates of bamboo and glass fibers are reinforced into the epoxy, it is found to be 386% and 550% greater than the neat epoxy resin. An increase in the tensile strength 111%, 108%, and 117% is observed for 50:50 bamboo–glass fiber reinforced hybrid laminate (L3, L4 and L5) composites when compared to that of only bamboo laminate (L2) composite. The bamboo fiber epoxy composites give about 70% strength of the glass fiber-reinforced epoxy composites. This similar trend is also observed by Gujjala et al. [15] in their research of jute–glass laminate hybrid epoxy composite.
Effect of stacking sequence on tensile strength of bamboo–glass fiber epoxy composite.
Tensile modulus of bamboo–glass hybrid composite
The variation of tensile strength for various laminate stacking sequences is shown in Figure 6. It is observed that the tensile modulus of unreinforced epoxy resin is found to be 0.786 GPa. There is also a similar observation seen in case of tensile modulus of the laminated composites as seen in the tensile strength of the laminated composites. The glass fiber-epoxy composites have the higher tensile modulus than bamboo fiber and neat epoxy composite.
Effect of stacking sequence on tensile modulus of bamboo–glass fiber epoxy composite.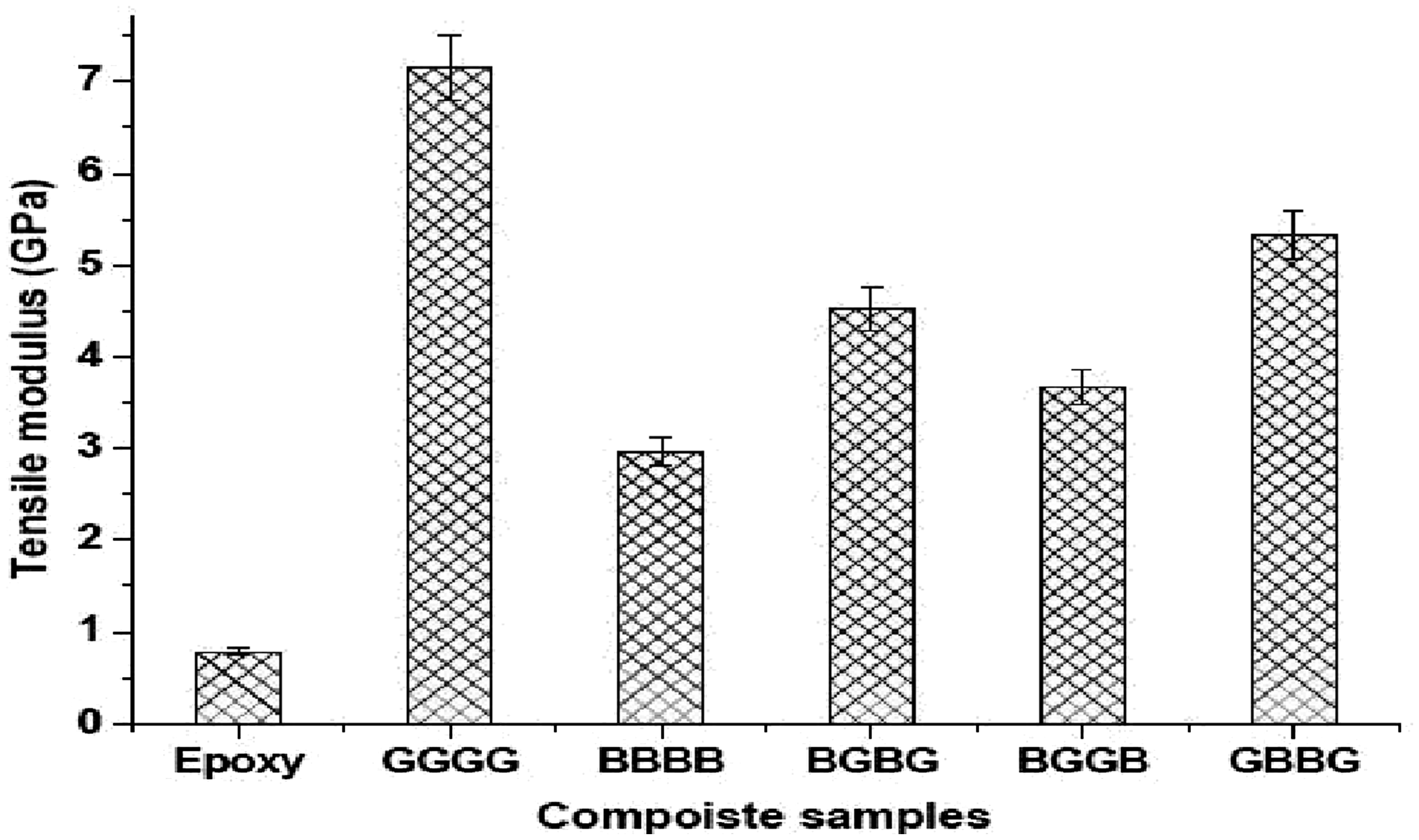
Both Figures 1 and 2 revealed that tensile properties are slightly affected by layering sequence. Observation of failed specimens revealed that failure in bamboo laminates is sudden with no or little pull out of bamboo fibers, whereas in hybrid laminates, failure is governed by extensive fiber pull out and breakage. There is a similar observation found in Wambua et al. [16] that jute fiber has 1.8% elongation of failure whereas glass fiber has 3%.
Flexural strength of bamboo–glass hybrid composite
Flexural strength of various laminates stacking sequences is shown in Figure 7. Due to the incorporation of glass and jute fibers in the epoxy resin, the strength of the composites increases to a great extent. The flexural strength of the unreinforced epoxy resin is found to be 42 MPa whereas the flexural strength of laminate-only bamboo and glass fiber-reinforced composites are found to be 285% and 447%, respectively, which is greater than that of the neat epoxyresin. The bamboo fiber has 63% strength of the glass fiber composites. Hybrid composite L3 has 83% strength of the glass fiber–epoxy composites. The same type of behavior is also observed by Gowda et al. [17].
Effect of stacking sequence on flexural strength of bamboo–glass fiber epoxy composite.
Flexural modulus of bamboo–glass hybrid composite
The variation of flexural modulus for various laminate stacking sequences is shown in Figure 8. The flexural modulus of the unreinforced epoxy resin is found to be 0.752 GPa. There is also a similar observation seen in the case of flexural modulus of the laminated composites as seen in flexural strength of the laminated composites.
Effect of stacking sequence on flexural modulus of bamboo–glass fiber epoxy composite.
Hardness of bamboo–glass hybrid composite
Micro hardness of bamboo–glass hybrid composite.
Effect of impingement angle on erosion rate of composites
Impingement angle is one of the important parameters for the erosion behavior of composite materials. In the literature, materials are broadly classified as ductile or brittle, based on the dependence of their erosion rate with impingement angle. The ductile behavior is characterized by the maximum erosion rate at a low impingement angle, i.e. typically in the range of 15° < α < 30°. On the other hand, if the maximum erosion rate occurs at normal impact (Emax at α = 90°), the behavior of material is purely brittle mode. The effect of impingement angle on erosion rate of bamboo–glass hybrid epoxy composite at 1 bar pressure is studied and the results are shown in Figure 9.
Effect of impingement angle on various stacking sequences of hybrid composite.
It is evident from Figure 5 that impingement angle has significant influence on erosion rate and it is found that for L1, L4, and L5 composite the maximum erosion is occurring at an impingement angle of 60°. Because the mode of wear is neither a ductile erosion mode nor brittle erosion wear mode, it is behaving like semi-brittle mode of erosion wear. In L2 and L3 cases, maximum wear is found at 90°, so the composite possesses a brittle nature. It is observed from the figure that neat epoxy composite possesses brittle nature, however, after hybridization the behavior has been changed to semi-brittle or brittle. Also the wear properties are drastically decreased when compared to neat epoxy. Among all the composites the minimum erosion wear is observed for L3 laminate hybrid composite whereas L1 laminate composite possesses maximum wear as compared to other composite.
Morphology test on cross sections of fractured surfaces
The micrograms of fractured surfaces of bamboo fiber are presented in Figure 10(a). From this micrograms, it is evident that fiber pullout is observed, indicating a poor bonding between the fibers and epoxy. When the interfacial bonding is poor, the mechanical properties of the composites will be inferior. Figure 10(b) represents the micrograms of bamboo–glass laminate hybrid composite. From the figure it is observed that after hybridization the bonding between the bamboo fibers and glass with epoxy is improved, so the mechanical properties are also improved. Figure 11(a) shows the erodent surface of bamboo fiber after wear. From the figure it is clearly observed that the bamboo fibers are easily removed from the erodent surface due to weak bonding between the epoxy and bamboo fiber. But in Figure 11(b) the material removal is less at the time of wear due to presence of glass fiber and a strong bond has been created between the bamboo and glass fibers.
SEM of (a) bamboo fiber composite 500X and (b) bamboo–glass hybrid composite 500X. SEM of (a) eroding surface of bamboo 500X and (b) eroding surface of bamboo–glass hybrid fiber composite 500X.

Conclusions
The hybrid composites of glass/bamboo fiber-reinforced epoxy were made in order to evaluate the effect of stacking sequence on tensile, flexural, and erosive wear properties of hybrid polymer composites, which have been experimentally evaluated. From the results of this study, the following conclusions are drawn.
Incorporation of glass in bamboo fiber composites enhances the properties resulting hybrid composites. Layering sequence (altering the position of bamboo plies) significantly affects the tensile and flexural strength. Among all the laminate composites, the hybrid laminate with two extreme glass plies on either side of the bamboo fiber has optimum strength and modulus. Among all the sequences of bamboo–glass hybrid composites, the L2 has maximum hardness value. Minimum wear behavior possessed by the L2 sequence laminate composite than other hybrid composite and neat polymer composite. After incorporation of natural jute fiber with glass fiber, the wear resistance became less as compared to glass composite. Overall comparison between the properties of all the laminates revealed that the hybrid laminate (L3) with two glass plies in alternate position gives good balance between the properties and cost. Also it does not overcome the strength of the glass composite but bamboo–glass hybrid composite gives 80% strength as compared to glass composite.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.