
Abstract
Fine steel fibers are spun into yarns and then knitted into fabric, which is used, among other applications, as a high resistance separation material in forming of automotive glass. In press bending, the glass sheet is first heated to temperature of about 650℃ and subsequently vacuum pressed on a mold covered by steel fiber knitted fabric. This high temperature changes the surface of fibers by oxidation, which influences mechanical properties of yarn and fabrics. The paper investigates interrelation between change of yarn and fabric properties caused by oxidation. Higher tensile resistance of the oxidized fabric corresponds to higher bending stiffness and higher friction of the oxidized yarn. The change of the fabric biaxial tension behavior influences the optical quality of the formed glass.
Introduction
A number of methods exist for producing of metal fibers, which can be grouped into continuous (drawing, melt-extrusion, Taylor wire process, metalizing process, vacuum deposition [1,2]) and discontinuous (laminating process, rough slitter) processes. The fine steel fibers (diameter 12 µm), which are studied in the present paper are made by drawing—the action of pulling a section of metal through a wear-resistant die, resulting in a reduction of cross-sectional area and an increase in length [3,4]. Metal wires with diameter of about 200 µm form the starting material and are covered with a coating such as iron or copper [5]. A bundle of these covered wires is enveloped in a metal pipe. Thereafter, the enveloped pipe is reduced in diameter via subsequent wire drawing steps alternated with an appropriate heat treatment to become a composite bundle with a smaller diameter. Inside the composite bundle the initial wires are transformed into thin fibers, which are embedded separately in the matrix of the covering material. Such a bundle comprises between 500 and 1500 fibers. Once the desired final fiber diameter has been obtained, the covering material is removed, e.g. by solution in an adequate pickling agent or solvent. The fiber bundles are further stretch-broken and spun into yarns, which are knitted or woven to produce fabrics. The metal fibers textile fabrics can be used as filter sheets to trap the coarse particles in hot gas streams, heat shields, or curtains at the entry or exit of tunnel furnaces [6]. One of important applications of such fabrics is press bending of automotive glass [7–9].
In press bending, the glass sheet is first heated to temperature of about 650℃ and subsequently vacuum pressed on a steel mold. In the second step, the glass is picked-up under vacuum on the segmented bending shuttle ring that moves up from under the rollers. The glass is pressed by vacuum against the mold covered with heat resistant separation material (HRSM). After pressing, the bending ring moves down and the rollers transport the formed glass window to the quenching zone. Finally, the window is rapidly quenched [9].
Direct contact between the mold and the glass would lead to inadmissible defects in the glass. Hence a heat-resistant separation material is used, which can be a knitted steel fiber fabric [10]. The fabric comes in direct contact with the glass and, thus, plays a primary role in ensuring the quality of the formed glass [11,12]. Currently, steel fiber HRSM is considered to be the best for this application in spite of high cost of the steel fibers and fabrics. It is possible to make up to 10,000 glass sheet with the stable quality on one HRSM. Cheaper HRSM, made of glass or basalt fibers, are too fragile and breakable, hence their service life is shorter. It is also more difficult to control stable quality of fabric surface with HRSM made of brittle fibers [9]. The currently used technology—circular weft knitting—have certain disadvantages such as nonisotropic deformation characteristics and sagging of the fabric at high temperature [9,13,14].
The requirements for a mold covering fabric include, among others, high temperature resistance, sufficient air permeability, high softness, and appropriate thickness [15].
The presence of chromium produces a self-healing oxide film responsible for the “stainlessness” of the steel and results in high resistance to corrosion. However, in the high temperature conditions of the glass production very fine steel fibers start oxidizing, which create solid particles of chrome impinging a fiber surface [16]. This oxidation impairs the protective effect of steel fibers. The high-temperature oxidation explains the significant loss of strength and ductility of steel fiber reinforcement for mortar above 800℃ [17]. Similar effect could be observed not only in mortar reinforcement but also in HRSM. Oxidation changes the surface parameters of the fibers that is relevant for the quality of glass.
The present paper compares bending rigidity and friction coefficient of nonoxidized and oxidized steel fiber yarns, used for press-forming of automotive glass, and biaxial tension resistance of nonoxidized and oxidized steel fiber knitted fabrics. This information can help understand what is happening in furnace with steel fibers in high temperature, helping to reach higher optical quality of the formed glass.
Mechanical behavior of the steel fibers, yarns, and fabrics affected by oxidation
Typically, dry friction between sliding materials is represented with a Coulomb friction model

Friction is one of dominant mechanisms behind the deformation of textile. Deformation mechanisms of a textile are not isolated on a single scale level. (The following terminology is used for characterization of scales: micro is the level of individual fibers/filaments in a tow, 10−6–10−3 m, meso is the level of tows in a fabric, 10−4–10−1m; macro is the level of a fabric in a product >10−1m.) For example, filaments moving relatively to each other within tows (on the micro-level) with friction resisting this movement will result in a change in the tow cross section and its resistance to deformation, affecting behavior on the meso-level. Draping of a fabric (macro-level) depends of the deformation resistance of its representative volume element, which is meso-level.
Bending resistance of textiles is nonlinear and can be separated into two components: flexural rigidity of the fibers and frictional resistance [22]. For knitted fabrics, Alimaa et al. [23] propose a model to analyze the effect of yarn bending properties and fabric structure on the bending rigidity and frictional bending moment of the plain and rib weft-knitted fabrics. Density of the structure influences the bending rigidity: tighter knits with higher density will have a higher bending rigidity. But at the same time, the fabric density increases with decrease in the surface friction [24,25].
Interrelation between the bending and friction is caused by a different mechanism. The filaments on the outer perimeter of the yarn interact with filaments from other yarn due to undulation in fabrics. Filaments within the yarns are often entangled as a result of fiber migration and length differences due to deformation, which causes intra-yarn friction. Fiber sizing is another factor that plays a role in the intra- as well as inter-yarn friction behavior. These frictional effects have an influence on the deflection behavior of yarns [26,27].
It is evident that change of friction parameters of the fibers will affect deformability of the knitted fabric during biaxial tension and its resistance to the applied load. We will use the term “biaxial tension resistance” referring to the load (stress)–elongation curves, characterizing the fabric response in the biaxial tension test. The reason we use it (and not “tensile modulus”, “tensile stiffness”) is the fact that the load–elongation curves are highly nonlinear and it is questionable to characterize them with a single parameter.
In the previous work [7] we have shown that the knitted HRSM deformation, namely its biaxial tension, has an influence on the optical quality of glass formed using the HRSM. Biaxial pre-strain of HRSM was proven to be advantageous for the optical quality.
The strength of the fabric is affected by change of ultimate elongation and strength of the steel fibers after oxidation: oxidized fibers have a significantly lower elongation at break and as well as lower strength. This is because the formation of metal oxides on the surface of the fiber that makes the fibers thinner and less strong [13]. However, for the studied material and biaxial test configuration strength is a characteristic of the test as well as of the material itself. It is also not very relevant for the application, where the separation fabric is never stretched to break. Therefore, we limit the use of this term “strength” only for its literal meaning.
Materials
A knitted fabric (Figure 1(d)) is made by weft knitting on a circular knitting machine [5,6,28]. The parameters of this fabric are shown in Table 1. To create oxidation on the fibers, the yarn and fabric was put in an oven at 650℃ for 24 h. A typical steel fiber diameter is 12 µm (Figure 1(a)). The fiber is not circular and has rather a cross section, resulting from the drawing of the highly compacted fiber bundle [29]. The fibers in the bundle are stretch-broken, and conventional spinning technologies are applied to produce a yarn. The steel (alloy 316L = 10%Ni + 16%Cr) is a common austenitic stainless steel. Heating at high temperature causes the formation of chrome oxides at the surface of the stainless steel fibers (Figure 1(b)). The Young's modulus of the fiber is 170 GPa, the ultimate strain is about 1%, and the tensile strength is about 1800 MPa. The staple length of the fibers depends on the spinning technology (short or long staple) and ranges between 30 and 150 mm. The twist of the double yarn is 130 turns/m. The yarns are “hairy” due to the stretch-breaking of the fibers. This hairiness flattens the local impressions of the knitted structure on the glass [8].
Scanning electron microscopic images of steel fiber surface before (a) and after (b) oxidation at high temperature (24 h in 650℃); nonoxidized steel fibers with pentagon shape (c); and the steel fiber knitted fabric (d). Material specifications.

Test methods
Friction of a yarn
The friction of yarns is investigated with a capstan type friction test (Figure 2), involving mainly perpendicular sliding friction. The sliding friction of yarns in contact with each other is addressed. Determination of the friction force and the friction coefficient was made on the basis of the Polish standard PN-81 P-04807:1981 (Methods of test for textiles – Yarn– Determination of friction force and friction coefficient) and ASTM D3412 (Standard test method for coefficient of friction, yarn to yarn).
Friction measurement device: (a) Instron setup; (b) device for friction measure mounted on the Instron; (c) two cylinders covered by yarn; (d) yarn sliding on the covered cylinder.
Determination of the friction force and the static and kinetic friction coefficient rely on recording of the force needed to start movement or uniform motion of a yarn surrounding the cylinder covered the yarn at constant yarn tension at the entrance. The Instron clamp with yarn moves up. The typical plot of friction force is shown in Figure 3.
Plot of friction force P (cN) and displacement l (mm) of the clamp with sliding yarn; l10 and l15 shows displacement of last 5 mm of test where average of P2 was calculated.
The measurement allows calculating of the static friction force Tst = P1−P0 and kinetic friction force Tk = P2−P0, where P0 is the preload (100 cN), P1 is the maximum tension (at start of the sliding motion) (cN) and P2 is the tension during the sliding motion (cN) calculated as an average of force on the last 5 mm of the test between l10 and l15. Then the friction coefficients are calculated as follows:


Bending rigidity of yarn
For measuring the stiffness of the yarn, freely hanging loop method was used, according to PN-80/P-04806:1980 (Methods of test for textiles – Yarns – Determination of flexing stiffness), ASTM D4032-08(2012) (Standard test method for stiffness of fabric by the circular bend procedure), and ASTM D1388-08(2012) (Standard test method for stiffness of fabrics). Figure 4 illustrates the measurement device. The result of the measurement is bending rigidity Cg (µN·m2), which is the ratio of the bending moment and the bent curvature. For yarns, the method of measuring the bending rigidity Cg is based on measurement of the length of a hanging loop in the form of a ring formed by hanging yarn loaded with a small weight.
Measurement of bending rigidity of the yarn: (a) loop of yarn with small weight in the range 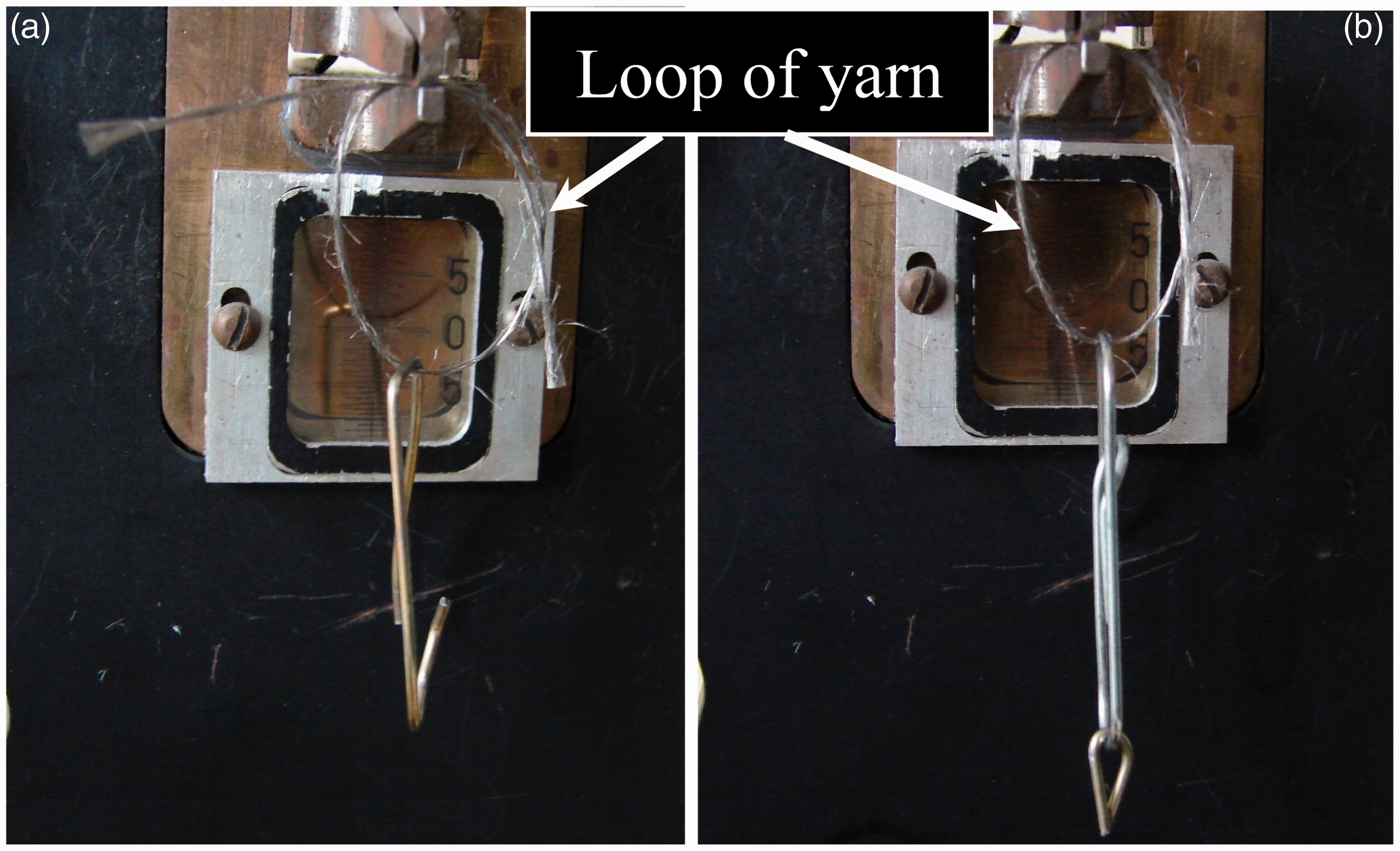
Two series of measurements were done. In the first test, the weight was selected on the basis of preliminary measurements so that the value of deformation of the ring (x) was contained in the range
Bending rigidity for two series of tests was calculated using the following:

where CgI and CgII is the bending rigidity of yarn respectively for small weight and higher weight. Fx is the deformation force expressed in cN, L is the circumference of a ring and zI and zII is the value from table according to the norm PN-80/P-04806:1980.
Finally, the bending rigidity corresponding to deformation of 3 mm was calculated from the following

Biaxial tension of the knitted fabric
The tests were done on the biaxial device in the KU Leuven lab (Figure 5) [9,30–32]. A sample measuring 270 × 270 mm is clamped as shown schematically in Figure 5(b). The fabrics were deformed: (1) with the same velocity in both directions (referred to as 1:1) and (2) strain in one direction whereas the clamp of second direction did not move (referred to as 1:0 for the strain in the course direction and 0:1 for the strain in wale direction) (Figure 5(c)). This allowed measuring the coupling between the course and wale loading. The speed of deformation was 10 mm/min. The test was repeated thrice for each fabric and loading variant. After the test, a force–strain curve was created and the strength and the corresponding strain were identified. The strains were measured using a digital image correlation system (DIC) in the center of the sample.
Biaxial testing: (a) biaxial device; (b) scheme of the sample clamping – light grey is the place of clamps, square in the middle (lines pattern) is the region for DIC measurements;(c) directions of fabric.
The bending and friction tests were done in laboratory of Faculty of Material Technologies and Textile Design Technical University of Lodz, biaxial tension in the Department of Materials Engineering, KU Leuven. The fabrics and the yarns in non-oxidized and oxidized state were provided by NV Bekaert SA.
Results
Table 2 and Figure 6 present the results of measurement of the coefficient of friction and the bending rigidity of nonoxidized and oxidized yarns.
Friction force–displacement curves: (a) nonoxidized yarn; (b) oxidized yarn. Friction coefficients and bending rigidity of the yarns. The scatter shows standard deviation in 10 tests.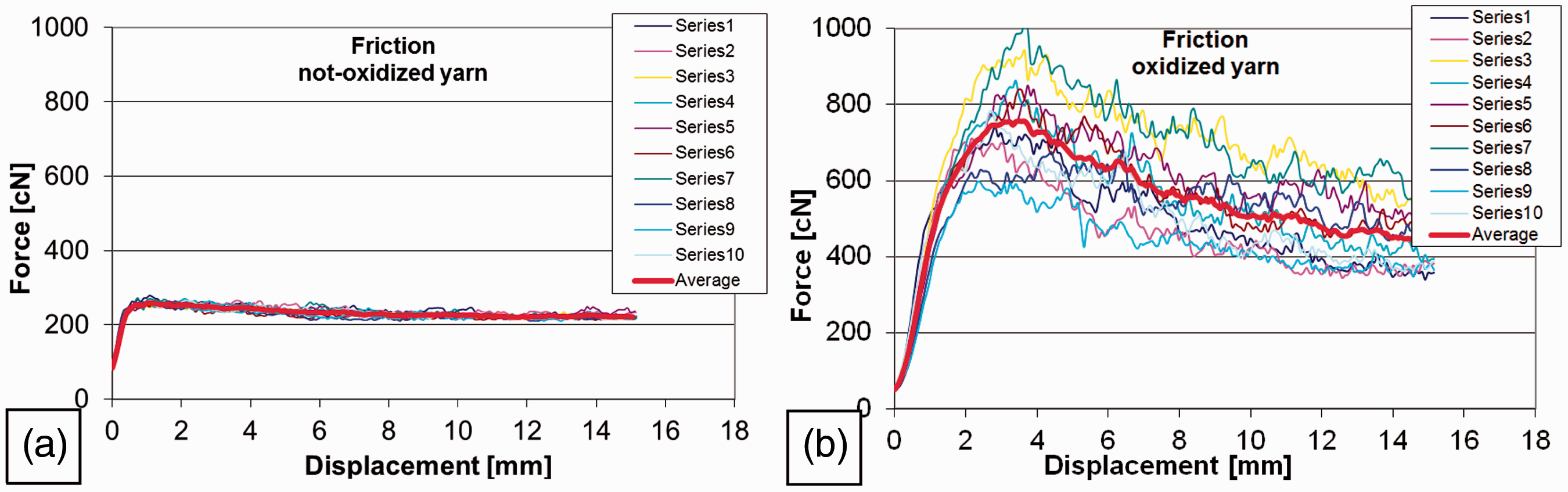
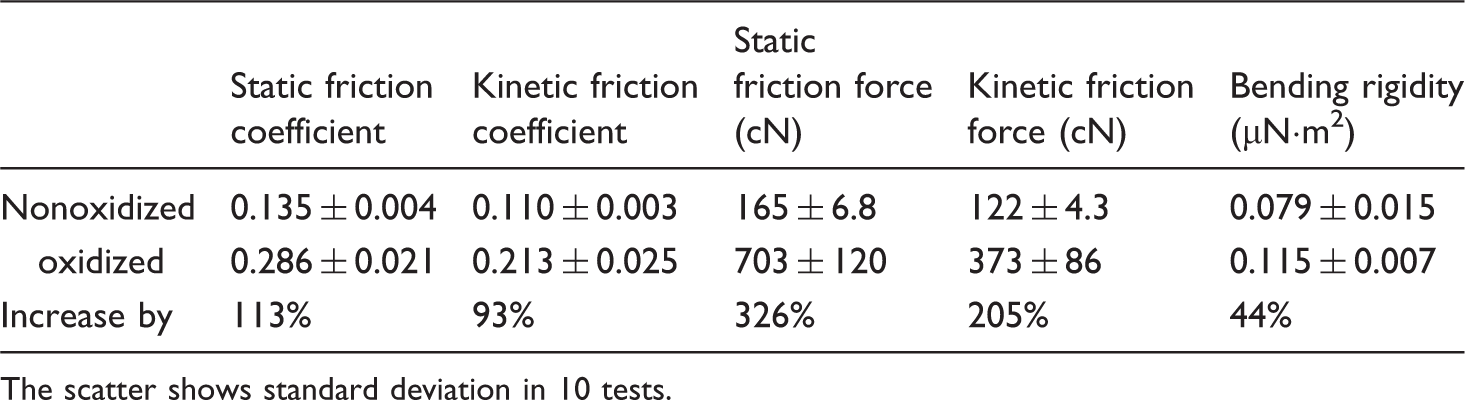
After oxidation of yarn, the static and kinematic friction coefficient increases by about 100% (Table 2) and the bending rigidity by 44%.
The qualitative friction response is also very different for nonoxidized and oxidized yarns. The friction curves representing nonoxidized yarns are very repetitive and the force–displacement curves are quite smooth (Figure 6(a)). After oxidation, both the scatter of the curves and force variations for individual curves increase dramatically (Figure 6(b)), which is reflected in the high standard deviation for the friction coefficient (Table 2). After heating on the surface of fibers oxidation appears, which is visible under scanning electron microscopy (Figure 1(b)). The effect was observed also by eye because the color of yarn changed (Figure 7). Because the oxidation is not exactly the same on the surface, it gives different packing conditions along the fibers where the scatter of results is higher (Figure 6(b)).
Microscopic image of yarn: (a) before heating process; (b) after oxidation.
The results of the biaxial tension tests are depicted in Figure 8. The tension resistance, strength, and the qualitative tensile response of oxidized and nonoxidized fabric are very different.
Biaxial test, force–strain curves: (a) nonoxidized fabric with different velocities; (b) oxidized fabric with different velocities; (c) comparison nonoxidized and oxidized fabric with 1:1 velocity of test; (d) comparison non-oxidized and oxidized fabric with 0:1 and 0:1 velocity.
After oxidation, the tension resistance increases significantly. Because of nonlinearity of the curves it is difficult to compare stiffness directly, therefore force levels at given strain will be compared. For 1:1 biaxial tension, the force at 10% strain increases after oxidation from 0.3–0.5 N/mm to 1.5 N/mm. For 1:0/0:1 biaxial loading, the force at 25% strain increases after oxidation from 0.5–0.8 N/mm to 1.2–1.8 N/mm. This 2.5 to 3 times increase of the tension resistance of the fabric correlates well with the observed increase of friction coefficient and in bending rigidity.
The strength of a fabric during biaxial tension test is a characteristic of the test configuration as well as of the material, because of strong influence of the inhomogeneity of the fabric stresses in the specimen corners. However, for the same test configuration the registered strength and the ultimate strain can characterize differences between the studied materials. The force–strain curves (Figure 8) show more or less similar strain to rupture for oxidized and nonoxidized fabrics. For nonoxidized fabrics during stretching in one direction (1:0 and 0:1) the test was stopped at strain of 50% without break. For oxidized fabrics specimens were ruptured at 40–45% strain. For stretching in both directions (1:1), both nonoxidized fabric and oxidized fabric specimens were ruptured at 20–25% strain.
Unlike the ultimate strain, the force of the fabrics is largely deteriorated after oxidation. For 1:1 biaxial tension the force decreases from 4 to 5 cN/mm for nonoxidized fabric to 2.5 to 2.8 cN/mm for fabrics after oxidation. For 0:1 biaxial tension (force in the course direction), the force decreases from 4 cN/mm for nonoxidized fabric to 3.2 cN/mm for fabrics after oxidation. For 1:0 biaxial tension (force in the wale direction), the force stays roughly the same (2.0 cN/mm) for oxidized and nonoxidized fabrics.
It was confirmed that oxidized fibers have a significantly lower elongation at break and as well as a lower tensile force at break. It is clearly visible in Figure 8(c). This is because the formation of metal oxides on the surface of the fiber that makes the fibers thinner, more brittle, and less strong [12]. The ANOVA analysis determines the significant difference in nonoxidized and oxidized steel knitted fabrics.
There is a strong statistical dependence between bending rigidity of yarn and biaxial tensile resistance in nonoxidized and oxidized material. After oxidation, the yarn starts to be more brittle and stiffer, so the tensile resistance of knitted fabric is higher. The friction increases and so the contact between fibers is stronger and under loading the force has been higher to change the loop in structure of knitted fabric.
These results can help to understand what is happening with a steel fiber knitted fabric during automotive glass forming under high temperature. During processing, the surface of fibers is changing so finally a type of contact between textile and glass is also changing. Increase of roughness of the fabric surface, evidenced by the increase of yarns friction coefficient and friction resistance in general, increases the interaction intensity between the fabric and the glass.
Moreover, for the oxidized fabric higher force is needed to provide a given strain. Hence, after oxidation the pre-strain which may be applied when the fabric is mounted on the mold, can be relaxed. We know from the previous research [9] that decrease of the pre-strain is deteriorating for the glass quality.
Conclusions
We have performed measurements of bending rigidity and friction of steel fiber spun yarns and biaxial tension rigidity of a steel fiber knitted fabric in nonoxidized and oxidized state. The following conclusions can be drawn from these experiments:
Oxidation increases significantly both the friction coefficients (≈100%) and bending rigidity (≈45%) of the steel fiber yarns. The increase of friction coefficient is explained by change increase of the surface roughness of the fibers after oxidation. The observed increase of bending rigidity underlines the role, which is played by friction in bending resistance of multifilament yarns. Oxidation increases tension resistance even three times of the steel fiber knitted fabric in biaxial tension. This can be directly explained by the observed increase of friction and bending rigidity of the steel fiber yarns after oxidation. The breaking load of the fabrics is clearly influenced by the high temperature. The oxidation of the fibers leads to a decrease in tensile force at break fabric. The biaxial strength of the oxidized fabric is lower than that of the nonoxidized one. However, the measured absolute values of strength reflect the test configuration as well as the fabrics properties.
When the steel fiber knitted fabric is used as a mold cover during press-forming of automotive glass, the oxidation may play a negative role towards glass quality. The change of the surface properties, manifested by the change of friction coefficient, and change of the tensile response after oxidation makes the conditions of the fabric/glass interaction more severe. The findings of the reported work tried to understand what happens with steel fibers fabrics in high temperature and provide guidance to better choice of the conditions for mounting of the fabric on the mold to ensure higher optical quality of the formed glass.
Footnotes
Acknowledgement
The cooperation of Filip Lanckmans and Frank De Ridder from NV Bekaert SA is gratefully acknowledged.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was funded by the Polish Ministry of Science and High Education (grant no. 631/MOB/2011), with the support from KU Leuven and NV Bekaert SA.