
Abstract
In this study, discarded denim fabric was adopted to enhance the mechanical and thermal properties of polypropylene (PP). The composites with different fiber weight fractions were designed and fabricated by using a hand layup and hot pressing method. The tensile, impact, and flame-retardant properties of the composites were investigated and their morphology was observed by scanning electron microscopy. Owing to the integrity structure and good mechanical property of denim fabric, the tensile strength and impact strength of the 84 wt% denim-reinforced composite were up to 57 MPa and 5.1 J/mm, which super exceed those of the ramie/PP composites (26 MPa) and flax/PP composites (0.36 J/mm). In addition, the flame-retardant properties of the composites were modified by three methods. The results showed that the composites composed of flame-retardant-modified denim fabric exhibited the limiting oxygen index value of 27.3%, much higher than that of the modified PP composites (<19.2%) and untreated composites (<19.2%). Composites made by using flame-retardant PP and modified denim fabric simultaneously attained highest limiting oxygen index at 28.7%. The discarded denim fabric/PP composites showed good mechanical and flame-retardant properties and thus could substitute the traditional composites in automotive interior, packing materials and engineering materials.
Introduction
In recent years, massive magnitude of wasted textiles has become a serious problem for environmental protection and sustainable development. Therefore, textile recycling has gradually gained popularity worldwide [1–4]. Globally, approximately 1.25 million tons of post-consumer textiles (4.5 kg per capita) are recycled annually [5]. Recycling not only provides environmental and economic benefits by lowering the pollution and needs for landfill space but also helps to reduce the use of available limited resources and energy consumption [6,7].
Some typical recycling methods were adopted to explore the potential utilizations for wasted textiles, however, accompanied by some drawbacks. Direct incineration of textile waste for power generation produced environmental pollution due to noxious chemical gas emissions and solid residuals [5,8]. Moreover, intensive mechanical force was employed to shred recycled fabrics and fibers into fragments at the cost of mechanical properties deterioration. Such fabric-based fragments could be used in concrete as reinforcement for construction fields and as sound insulation materials in automobile industries [9–11]. However, large-scale energy consumption and damage of integral fabric structure had restricted its application. Furthermore, the disintegration of discarded cotton/polyester blended fabric/fibers by chemical treatment has also been carried out [12,13]. Although with high isolation ratio of each component, the strong acid and various chemical solvents (such as acetone) can further pollute the environment. Thus far, the effective utilization of each isolated component is a challenge to this method.
Composites are made from two or more distinct materials (reinforcement and matrix) that exhibit better properties as compared to the individual components. Composites were widely used in many fields, such as aerospace, sporting goods, automotive, civil engineering, home appliances, and so on. Most of the textile-structural reinforcement materials are fabrics and fibers. A large quantity of clothes were discarded mainly due to outdated style or stained surface, but could be used as reinforcement or filler in the composites due to good mechanical properties [14–16]. Therefore, making composites by combining the wasted textiles and suitable resin could be an alternative and effective recycling method.
In this study, a novel green composite material was fabricated by using discarded denim fabric and polypropylene resin through hot compressing method. The discarded denim fabric was collected from the leftover pieces in the production line. Denim fabric is one of the most common cotton twill fabric. The cotton, which can be biodegraded after disposal, comprises cellulose (94%), protein (1.3%), pectin substance (1.2%), and wax (0.6%) [17]. Introducing the fabric into composites can utilize the optimal mechanical properties of the fabric while maintaining its integral structure. The polypropylene (PP) resin, a thermoplastic resin, is extensively used as matrix in green composites due to its advantages of transparency, low density, high dimensional stability and heat distortion temperature. The fabrication process involved in our lab is acetone-free and environmental-friendly.
The mechanical properties of discarded denim fabric reinforced polypropylene composites (DDRPC) were tested and analyzed. The main objective of this study is to improve the mechanical properties of the fabricated composites as compared to pristine PP resin by using denim woven fabric as reinforcement at different weight percentages. Impact and tensile tests were performed to identify the mechanical properties and elastic stiffness of the composites. Furthermore, the morphology of fractured surface was studied by SEM. Moreover, the combustible property was modified by different methods. In order to discuss the flame-retardant effect, differential scanning calorimetry (DSC) was used to analyze the thermal property of flame-retardant PP. Benefiting from its low cost, environmental friendly, high mechanical and flame-retardant properties, such novel green composites can substitute the traditional composites in automotive interior, packing material and engineering materials.
Materials and fabrication
Polypropylene film
Processing parameters.

Discarded denim fabric
Parameters of the discarded denim fabric.

Flame-retardant modifications
Three methods of flame-retardant modifications were carried out and compared. (1) Modifying only the denim fabric with a flame retarding agent and using the control PP resin to make composites. (2) Using flame-retardant PP resin and control denim fabric to manufacture composites. (3) Using flame-retardant PP resin and flame-retardant-modified denim fabric simultaneously.
The flame-retardant agent named FR-102 was obtained from LianMei Co., Ltd (Qingdao, Shandong, China). The major content was phosphoric acid (20 g/L) with a solid volume of 80% and a pH value of 6 ± 1. The flame-retardant modification of the denim fabric involved three steps. Firstly, the denim fabric was immersed into FR-102 flame-retardant agent for 180 s and then compressed under 0.1 MPa at 25℃ for 30 s. Secondly, the fabric was neutralized by the dilute alkali. Finally, the denim fabric was thoroughly rinsed under tap water and oven dried. The flame-retardant PP used in this experiment was supplied by Chengdu Xin Plastic Co., Ltd (Dong’guan, Guang’dong, China), with an limiting oxygen index (LOI) of 29%.
Fabrication of the discarded denim-reinforced polypropylene composites
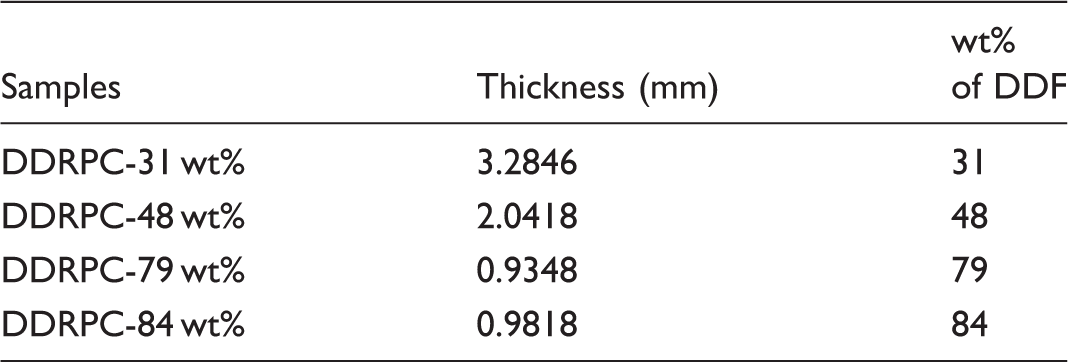
Laminates were obtained by laying the denim fabric and PP films on each other alternately in a frame, which were compressed and cured by the vulcanizing press. The ply-orientation of the denim fabric in different layers was the same. The optimized processing parameters are shown in Table 1. The flame-retardant composites were made in the same principle and parameters. The fabric weight fraction (wt %) is presented as the ratio of fabric weight to the total mass of the composites. Four DDRPC with different weight percentages are shown in Table 3. The fabrication process of DDRPC is shown in Figure 1.
Manufacture process of the DDRPC. DDRPC samples with different fabric weight percentages.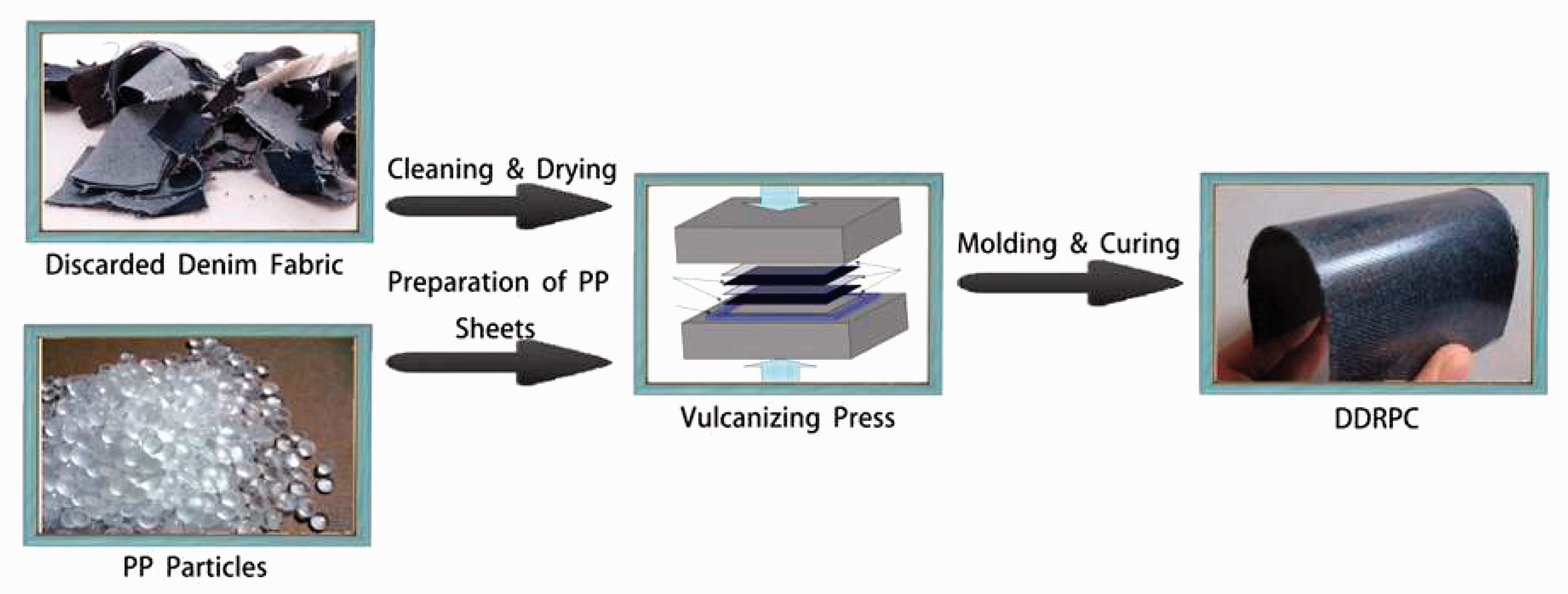
Characterizations
Scanning electron microscope investigation
Templates were gold coated by sputter-coating with evaporated gold, and subsequently their morphology were examined by using a SEM (DXS-10 A, Electronic Optical Technology Research Institute, Shanghai, China) at an acceleration voltage of 1.5 kv. The morphology demonstrated the ultrastructure of the denim fabric and the PP in the composites as well as the binding effect of the two components.
Limiting oxygen index testing
LOI was tested to evaluate the combustion performance of the composites. Five specimens (100 cm × 7 cm × 3 cm) for each kind of the sample listed in Table 3 were used for the LOI test using an AST high-temperature oxygen index instrument as per GB/T8924-2005 procedure. The oxygen flow rate was 40 mm/s. The final results were displayed as average value for each series.
Thermal analysis
Thermal analysis testing was conducted by a DSC analyzer (Perkin Elmer Instruments, USA). The temperature ranged from 50℃ to 350℃. The heat rate was 20℃/min in the ramp mode. The weight of sample for each run was ∼5 mg.
Mechanical tests
Tensile testing
The tensile strength test was carried out for five dog-bone shaped specimens using a universal testing machine (WDW-20, HUALONG Co., Shanghai, China) according to the GB/T 1447-2007 standard. The crosshead movement rate was 10 mm/min. The testing direction was along the warp direction of the denim fabric.
Impact testing
A drop-weight impact test was performed using a balanced, symmetric laminated plate per ASTM D7136/D7136M. Damage was imparted through out-of-plane, concentrated impact (perpendicular to the plane of the laminated plate) using a drop weight with a hemispherical striker tip. The impact damage resistance of composites was quantified in this method. Samples as listed in Table 3 were cut into circles with a diameter of 130 mm each. Intron Dynatup R 9250 was employed to carry out the impact testing. The impactor weighing 11 kg fell down a certain height to get an impacted speed of 2 m/s, which equals to 22 J impact energy.
Results and discussions
Tensile property
The tensile behaviors of PP resin and DDRPC can be observed from Figure 2. All the composites with different DDF weight percentages had higher tensile strengths and lower tensile strains than pristine PP, which indicates that the DDF functions well as reinforcement. As shown in Figure 2, the tensile strength and strain increased significantly with the increase of DDF weight percentages, which means the PP resin was effectively reinforced by the DDF. Furthermore, the increase in rupture work was also observed, but the modulus decreased. As the weight fraction of DDF increasing from 31 wt% to 84 wt%, the tensile strength of DDRPC showed little decrease but later increased to 57 MPa, which was much higher than that of the pristine PP (30 MPa). These results not only demonstrated the exceptional enhancement from DDF but also found to be double as compared to the cotton fabric-reinforced PP composites (28 MPa) reported by Rukmini et al. [18] and super exceeds that of hemp/PP composites (40 MPa), ramie/PP composites (26 MPa) and oil palm/PP composites (30 MPa) as well [19–21]. In addition, the DDF were laid along the warp direction making all the warp yarns endure tensile loading in the same direction, which extensively attributed to the tensile strength of the composites. The composites with 57 MPa tensile strength are well suited for the construction, automobile and packing materials.
Tensile stress–strain curves of samples with different fabric weight percentages.
Figure 3 displays the tensile fracture samples of the composites with 31 wt% and 84 wt% DDF. As shown in Figure 3(a), the transition from transparent to white was observed on the surface of composites with 31 wt% DDF, which substantiated the occurrence of delamination due to the difference in elongation properties of the fabric and resin layers. However, such transition phenomenon was not observed in the composites with 84 wt% DDF (Figure 3(b)), as the thin layer of PP resin was much weaker than the fabric layer and performed only as a coating.
Tensile fractures of (a) DDRPC-31 wt% and (b) DDRPC-84 wt%.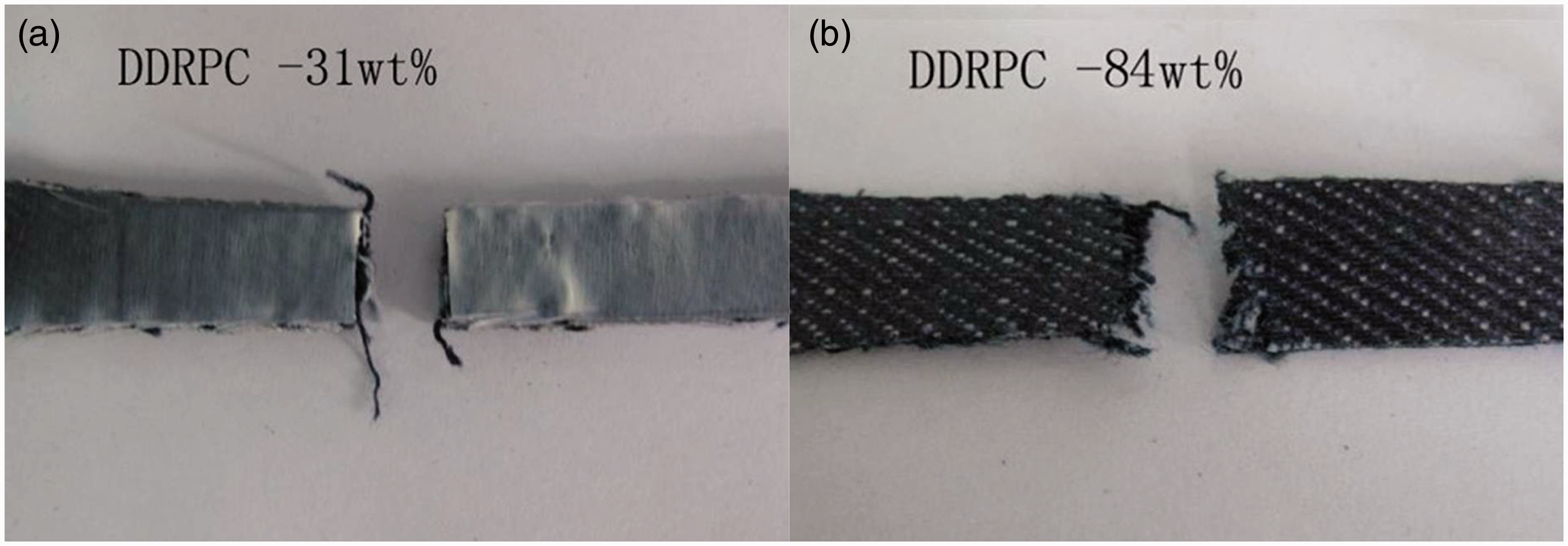
The SEM micrographs of composite fractures are shown in Figure 4. As shown in the SEM images, matrix skin coating on the fibers and yarns was observed due to the dispersion and interspatial penetration of PP in the fabric and yarn, which was attributed to good mechanical properties of DDRPC. Moreover, the breakages of yarns and PP matrix as observed in SEM images further proved the transfer of stress from polymer matrix to yarn in the fabric under stress loading. However, in spite of the matrix skin formation, two layers of polymer and fabric could be observed, which is inevitable due to the compact structure of woven fabric; such phenomenon has also been observed by Bakkal [22]. However, though with such limitation, the polymer resin still penetrated within the interspaces of the fabric and yarns, as shown in the SEM picture in Figure 4. In order to obtain a better polymer/fabric interface, the silicon coupling could be employed to improve the binding effect more effectively [23]. However, the defects caused by agglomeration of PP and fabric may also affect the stress transition between matrix and reinforcement. In this study, heat and pressure were employed to enhance the dispersion of PP matrix and to reduce the entanglement of the fabric.
Tensile fracture of SEM photos (a), (b) DDRPC-31 wt%; (c), (d) DDRPC-84 wt%.
Impact property
Impact load and energy absorption curves of the DDRPC are shown in Table 4 and Figure 5. As shown in Table 4, the maximum load, deformation and energy absorption all increased significantly with the increase of fabric weight fraction. Although it is difficult to give a clear comparison of the impact behavior with various fiber-reinforced composites due to the variety of instrumental setups and test conditions [24], the energy absorption of the composites had increased by 10 times from 0.51 J/mm to 5.1 J/mm as the fabric loading ranging from 31% to 84%. The highest impact energy for flax/PP composite fabricated by Kannan [25] was only 0.36 J/mm, even smaller than the lowest value for DDRPC. The higher fabric loading in the latter exhibited higher deformation, consequently resulting in higher energy absorption. The fluctuations in the impact curves illustrated the stress transition in layers and the asynchronized yarn failures. As shown in Figure 5, such fluctuations particularly indicated delamination and yarn fracture as described in fracture process of composites under impact. Less fluctuations in DDRPC-84 wt% as compared to DDRPC-31 wt% demonstrated better stress transition due to better interfacial interaction. SEM micrographs shown in Figure 4 proved that DDRPC-84 wt% had more uniform PP penetration compared to DDRPC-31 wt%. DDRPC-31 wt% curve showed more post-peak fluctuations illustrating severer asynchronized yarn failures and lower energy absorption. However, it is difficult to make all of the yarns fracture simultaneously in fiber-reinforced composites.
Impact testing curves of (a) DDRPC-31 wt% and (b) DDRPC-84 wt%. Impact property of the DDRPC with different fabric weight percentages.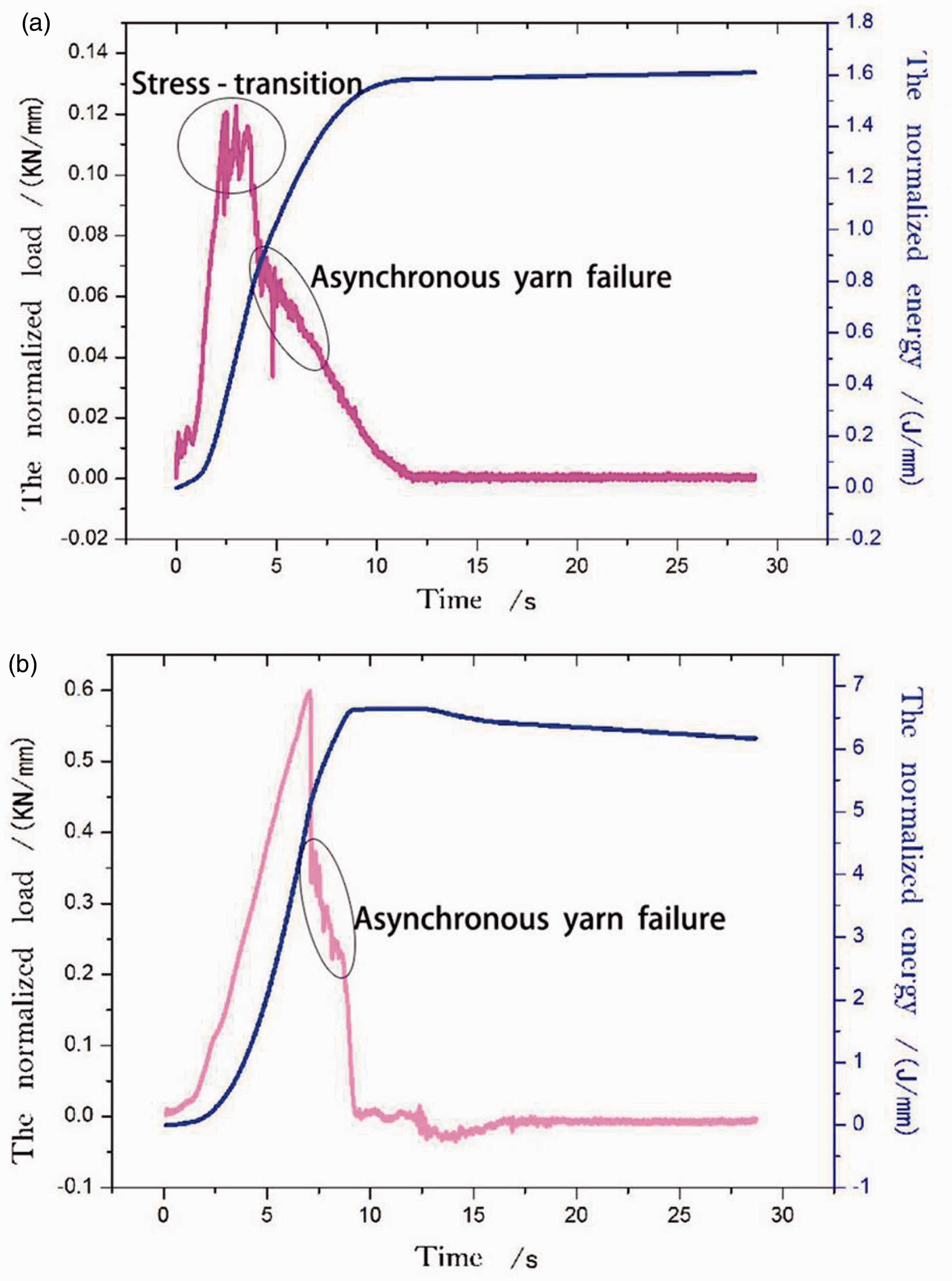

The impact fracture process of the DDRPC can be concluded as: (1) When the hammer impacts the composites with a certain speed, initially the composites undergo deformation, and energy conversion from kinetic to deformation energy occurs. Therefore, more fabric loading renders more numbers of deformed yarns and fabric wave and thus more energy absorption; (2) When laminates crack, stress concentration would induce larger breakages, as the crack propagates along weaker fabric–polymer interface regions followed by delamination involving higher energy absorption. (3) Thereafter, as the impact force exerting on the composites increases, the crimped yarns get straightened in the fabric which undergoes shear force until tensile failure occurs.
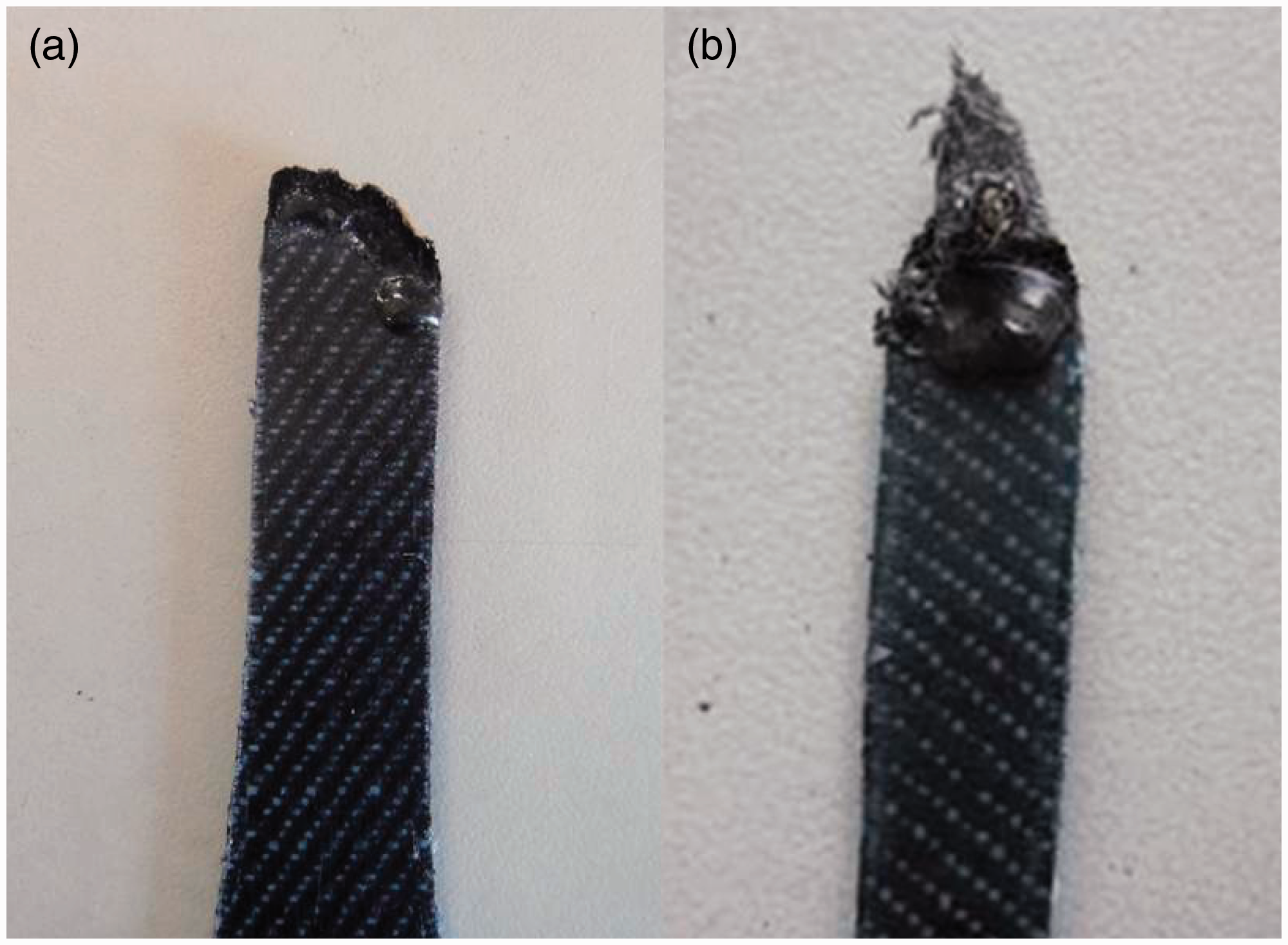
The impact fracture images of the composites are shown in Figure 6, illustrating the rupturing mode as a line. In addition, both of the slits propagated along the warp direction due to higher yarn density in warp direction (320 roots/10 cm) compared to that of weft direction (210 roots/10 cm) as shown in Table 2. In this way, weft yarns are always weaker due to lower yarn count; therefore, this difference in warp and weft yarn counts attributed to the propagation of crack along the warp direction.
Impact fracture images of DDRPC-31 wt% and DDRPC-84 wt%.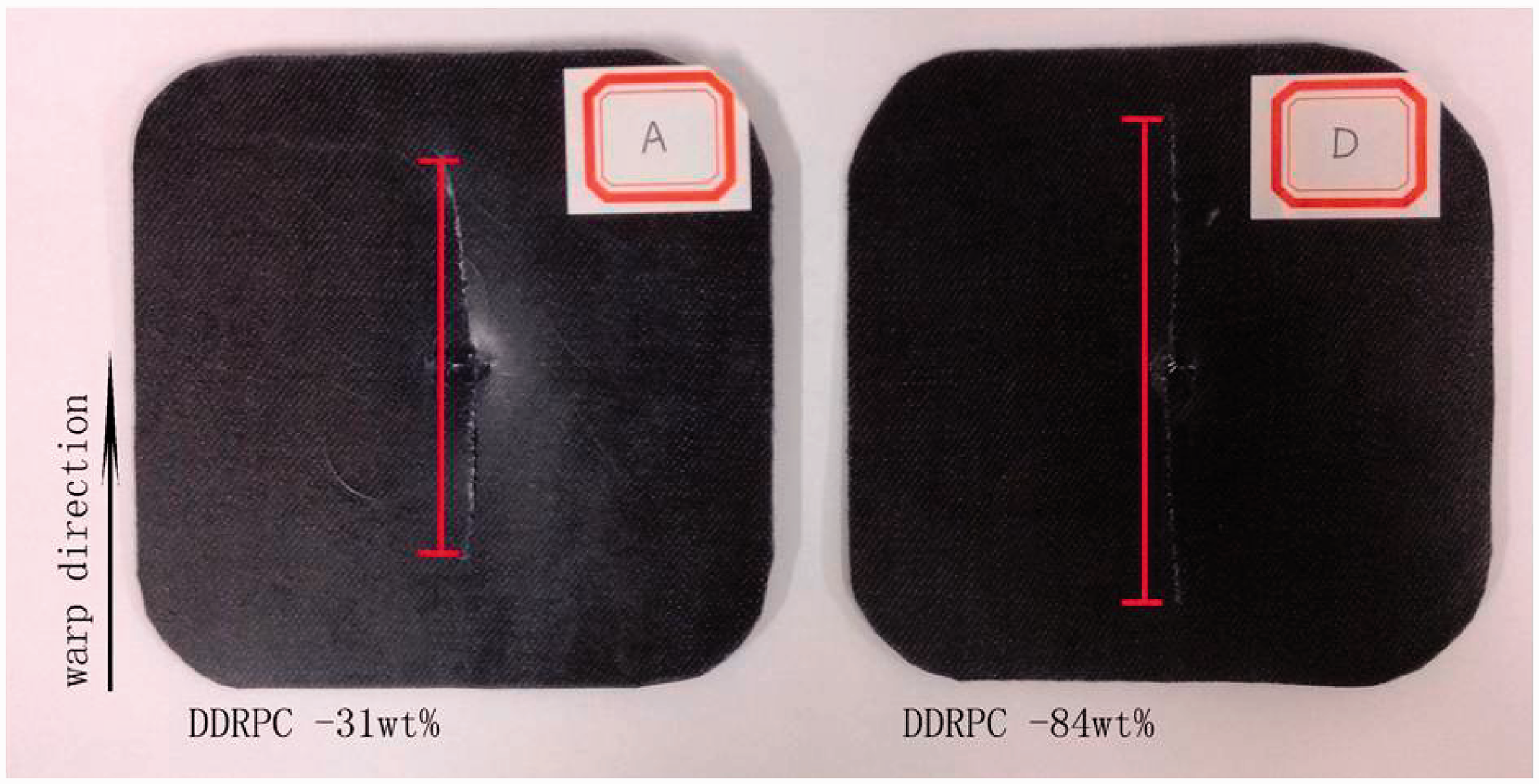
Flame-retardant modifications
The LOI results of the untreated and three modified composites are shown in Figure 7. The results showed that the LOI values of the untreated DDRPC increased from 18.7% to 19.2% when the fabric weight percentage increased from 31 wt% to 89 wt%, The extraordinary low LOI value indicated the fact that both PP and denim fabric were combustible [26–28]. As shown in Figure 9, the untreated composites (left) displayed smaller amount of char residual as compared to the treated composites (right), proving the complete flame due to the combustible property of denim fabric.
Limiting oxygen index obtained with different modifying methods. DSC of (a) untreated polypropylene and (b) flame-retardant polypropylene. Combustion testing samples, (a) untreated DDRPC-84 wt %; (b) DDRPC-84 wt % with flame-retardant fabric.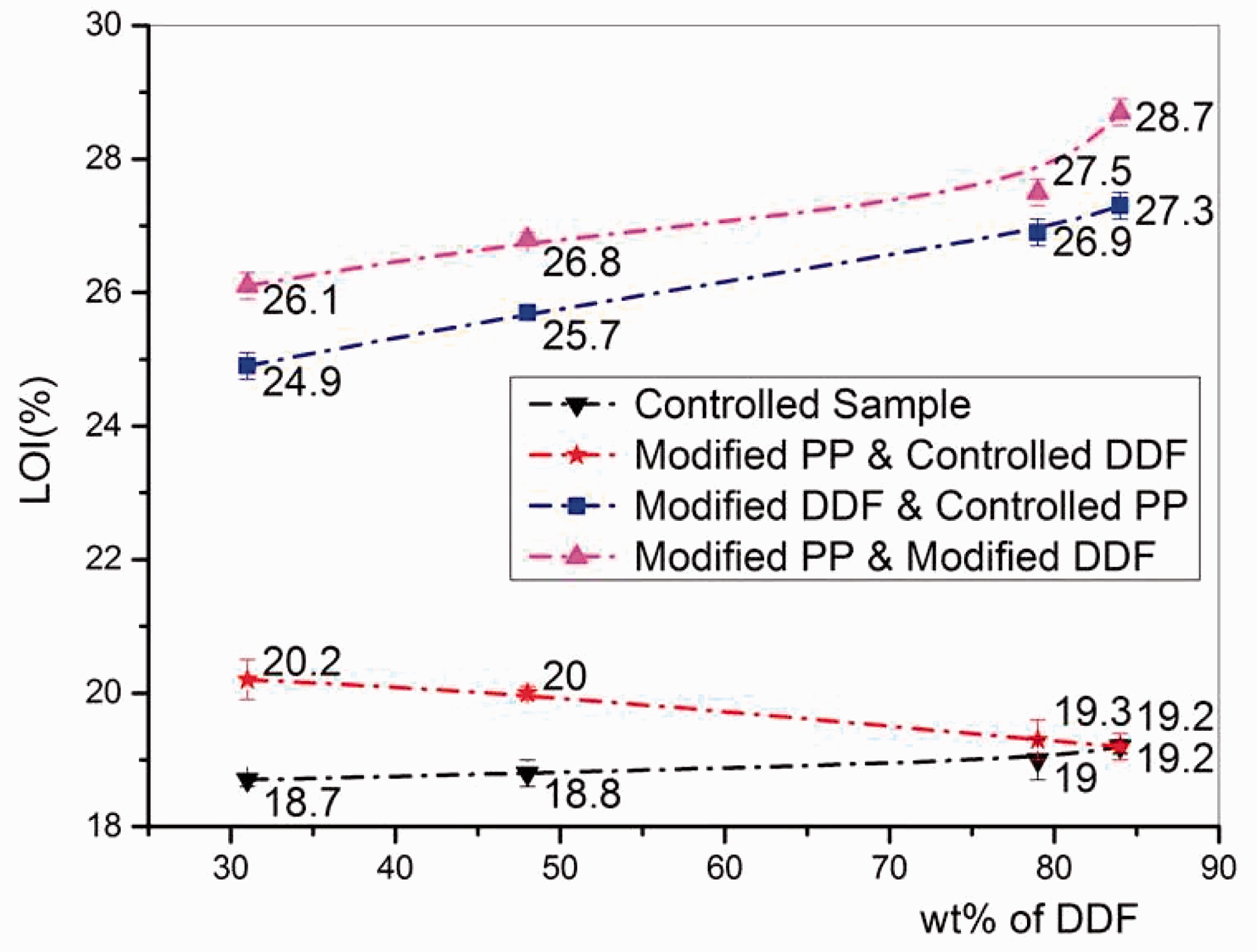

According to Figure 7, the LOI values (<20.2%) of the composites composed of flame-retardant modified PP and untreated fabric showed slight difference as compared to untreated samples. According to DSC results (Figure 8), the melting temperature of flame-retardant PP was 163.4℃, which was almost the same with that of untreated PP (161.7℃). Therefore, when flame-retardant PP composites were heated, the modified PP got melted and the denim fabric was directly exposed to flame, resulting in combustible property, as usual.
The LOI for composites composed of flame-retardant denim fabric and untreated PP was improved from 24.9% to 27.3%. It was because of the presence of phosphorus in flame-retardant agent used for denim fabric which suppressed the formation of volatile products during thermal degradation. In addition, poly-phosphoric acid formed at high temperature, inside the fibers and their surface promoted cellulose dehydration and char formation silized by cross-linking reactions [29]. Poly-phosphoric acid also formed a viscous coating that protected the underlying cellulosic material and sub-surfaces from the heat of burning. Dephosphorylation as well as acid-catalyzed dehydration due to the existence of phosphorus also attributed to the flame-retardant effect by reducing the production of combustible volatile products during oxidation of cellulose [30]. Thermal shrinkage and higher percentage of char residual were observed in modified DDRPC compared with untreated DDRPC with more ashes resulting from the oxidation of char, as shown in Figure 9, demonstrated the good flame-retardant effect for modifying the denim fabric. Composites made by using flame-retardant PP and modified denim fabric simultaneously attained highest LOI at 28.7%. Proper mechanical properties and flame-retardant merits of DDRPC enable them for potential uses in the packaging, construction and automobile industries.
Conclusions
By reusing the leftover pieces in the denim fabric production line and converting wasted textiles to new renewable composite materials, a novel green composite was fabricated by exploiting the discarded denim fabric to reinforce the PP resin, and also the fabrication parameters were optimized. Owing to the integrity structure and good mechanical property of denim fabric, the maximum tensile strength and impact strength were 57 MPa and 5.1 J/mm, which surpassed those of the traditional natural fiber-reinforced PP composites. In addition, three methods for flame-retardant modifications were carried out and compared. Results showed that composites fabricated with flame-retardant-modified denim fabric and control PP exhibited higher LOI (>24.9%) than composites with flame-retardant PP and control fabric (<20.2%). Furthermore, the highest LOI for composites made from modified PP and flame-retardant denim fabric reached to 28.7%. Considering the good mechanical and flame-retardant properties, such composites can substitute the traditional composites in some automotive interior, packing material and engineering materials.
Footnotes
Acknowledgement
The authors thank D&Y® Textile &Garment Group Company for providing the denim fabric leftover pieces and machines for industrial practice.
Funding
This work was supported by the National Natural Science Foundation (grant no. 51303025), Shanghai Natural Science Foundation (grant no. 12ZR1440500), and Specialized Research Fund for the Doctoral Program of Higher Education of China (Grant No. 20120075120016). This work was also funded by the State Key Laboratory for Modification of Chemical Fibers and Polymer Materials, Donghua University.