
Abstract
In this study, we evaluated the thermal resistance of various combinations of commercially available, metallised and conventional, mid- and shell-layer materials, and additionally investigated the effect of plasma metallisation of the non-metallised materials. The evaporative resistance of the shell layers was measured, and did not increase due to plasma metallisation. Metallised mid- and shell-layers increased the thermal resistance of fabric assemblies, and this increase was greatest when the thickness and optical porosity of the mid-layer were suitably high.
Introduction
In a cold environment, ‘dry’ heat transfer from the human body to the environment takes place via conduction, radiation and convection [1]. In standard climatic conditions (around 20℃), for a seated person in relatively still air, about 45% of the heat loss is due to radiation [2]. To increase the thermal resistance of clothing, it is therefore important to reduce the radiant heat loss. This article focuses on minimising heat transfer by radiation.
Attenuation of undesirable heat loss or gain due to radiation has been achieved with the use of aluminised or metallised fabrics [3,4]. Research demonstrating the benefits of low-emissivity coatings for cold weather began many decades ago, in the early 1940s, with work showing that coating a fabric with aluminium paint could reduce heat loss by 20–40% [5,6]. It was also demonstrated that the reduction in heat loss due to the aluminium coating decreases with the size of the air gap, 27% at 8 mm, 10% at 4 mm and 1% at 1 mm [5]. Similarly, Breckenridge found that on a hot plate, replacement of conventional fabric layers between two layers of low-density polyester batting with metallised mylar film could increase thermal resistance by 85%. However, when these fabric systems were quilted as they would be in real garments, the compression caused by the regular stitching pattern reduced the efficacy of the metallised mylar film (the largest improvement was 10% in this configuration) [7].
Recent research investigating rescue blankets using a supine thermal manikin, dressed in thin underwear, identified that materials with a metallic coating had higher thermal resistance than would be expected from their thickness [4]. For example, a 0.01-mm thick dual surface (gold/silver) metallic laminated plastic foil blanket had the same thermal resistance as a 5.5-mm thick felted wool blanket (2.9 ± 0.1 Clo and 2.7 ± 0.1 Clo, respectively). In comparison, a conventional plastic blanket, 0.03 mm thick, had a thermal resistance of ∼2 Clo.
Aluminium-coated PVA nanofibers supported on a polypropylene web have been shown to increase thermal radiation extinction due to both the reflection of radiation by the metal layer and the absorption of radiation by the nanofibers, without notably increasing weight or evaporative resistance [8]. The same aluminium-coated interlayers have been incorporated into cold protective clothing, where it was found that the thermal resistance of insulation materials increased when interlayers were added between batting layers, and the increase was positively correlated with the thermal radiation extinction coefficient of the interlayers [9].
Despite this promising data, the effectiveness of such coatings has been questioned, and low-emissivity metal coatings for cold protective clothing have even been described as a ‘Hi-Tec Red-Herring’ [10]. This is certainly apt for socks and gloves knitted or sewn with aluminised threads incorporated into the fabric, which have been shown to lead to no increase in thermal resistance [11]. In the cold, radiative heat transfer is quite small particularly compared to the effects of body movement and wind; that is to say, conventional density textiles are already quite effective in preventing radiative heat loss [10,11]. Some low-emissivity metal coatings are also moisture impermeable, thereby interfering with moisture transfer [11].
This article is concerned with fabric assemblies including open structure insulation which may have some advantages in terms of ventilation [12]. Traditional (‘Brynje’ or mesh fabric) and new (knitted three-dimensional spacer fabric) approaches to achieving comfort with highly permeable insulating layers may suffer from excessive and undesirable heat loss via radiation due to their low density [1]. Since spacer fabrics used in clothing systems with the aim of increasing ventilation are usually at least 4 mm thick, and for ventilation thicknesses as high as 10–20 mm are recommended [13], we investigated the effectiveness of metallised layers in preventing heat loss and the influence of the extremely low cover factor of mesh and spacer fabrics.
Experimental design
Materials
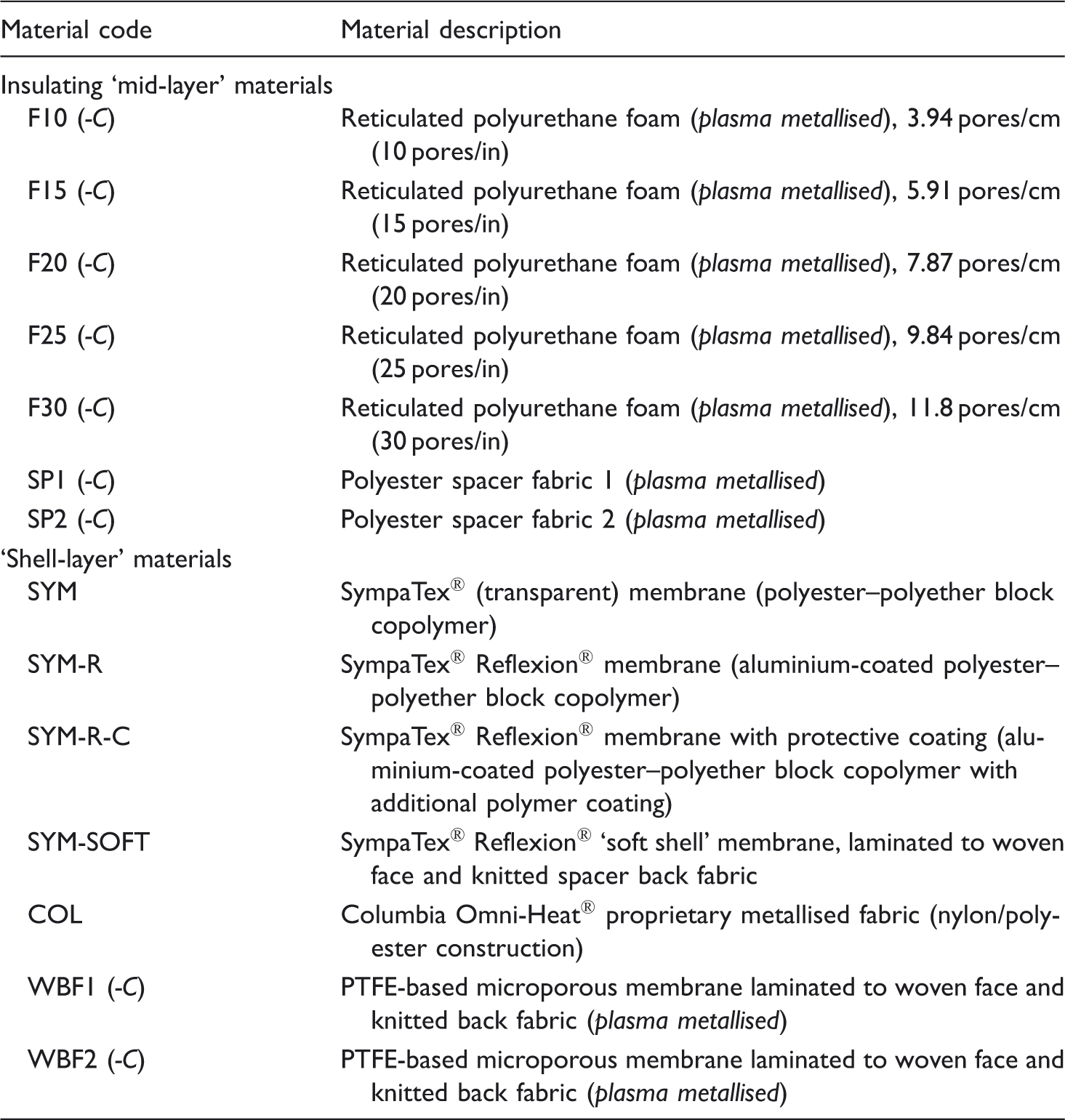
Seven ‘mid-layer’ insulation materials and nine water resistant, water vapour permeable ‘shell-layer’ materials were studied in this investigation. The materials are described in Table 1. The mid-layer materials and ‘shell-layer’ materials are shown in Figures 1 and 2, respectively.
Insulating materials ((a) F10, (b) F15, (c) F20, (d) F25, (e) F30, (f) SP1 and (g) SP2) converted to black and white in MATLAB. ‘Shell-layer’ materials ((a) SYM, (b) SYM-R, (c) SYM-R-C, (d) WBF1, (e) WBF1-C, (f) WBF2, (g) WBF2-C, (h) SYM-SOFT and (i) COL). Material description.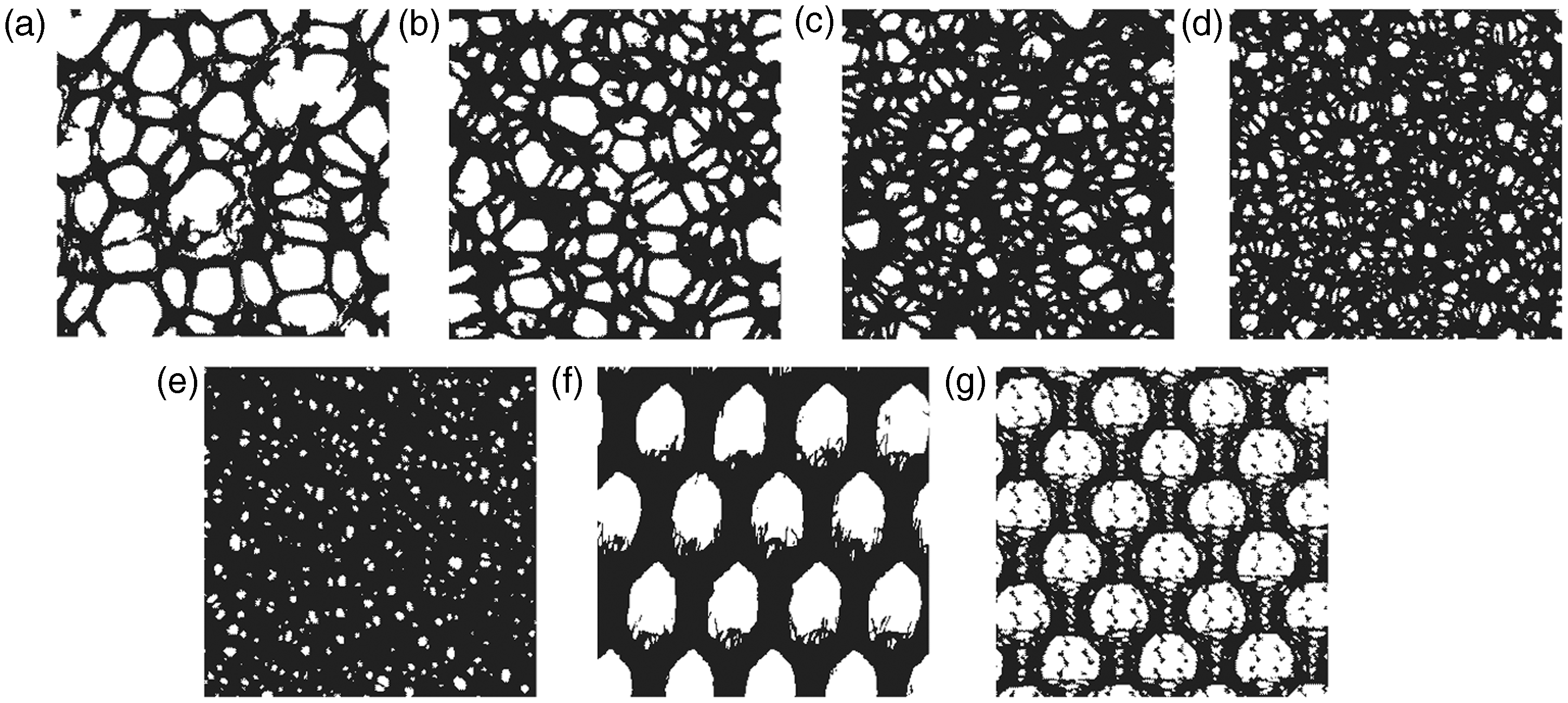

Materials F10, F15, F20, F25, F30, WBF1 and WBF2 were additionally plasma metallised with silver and designated F10-C, F15-C, etc. Before plasma metallising, samples were subjected to a cleaning process. Pre-cleaning was performed with a 4:1 mixture of Ar and O2 (flow rate: 160 and 40 sccm, respectively) using 400 W sputtering power, at a pressure of 10 Pa, for 5 min. Plasma metallisation was performed with Argon (flow rate: 50 sccm) using 2000 W sputtering power, at a pressure of 0.08 Pa, for 27 min. SEM images demonstrating the morphology of the coating are shown in Figure 3.
SEM images of materials. (a) An uncoated fibre from the knitted back part of WBF1. (b) A plasma metallised fibre of the same fabric (WBF1-C). (c) Reticulated foam sample F10-C: the plasma metallised area is visible to the right of the ‘ridge’ and an uncoated region is visible to the left. (d) The silver coated surface at higher magnification.
Methods
The evaporative resistance of the shell-layer materials was measured according to ISO 11092. It has been previously demonstrated that the thermal and evaporative resistances of very open, air permeable insulation such as in this study are highly affected by the 1 m/s airflow in the ISO 11092 test method; therefore, the thermal and evaporative resistance of the mid-layers were determined only in combination with the air impermeable shell layers. Thus, the thermal resistance of each mid-layer in combination with each shell-layer was measured according to ISO 11092. Three repetitions were performed. Thickness testing was performed according to EN ISO 5084, and samples were weighed using a Mettler Toledo SB8001 balance (accurate to ±0.1 g).
To determine the optical porosity of the insulation materials, images were taken using a Nikon D-SLR camera, and imported and converted to black and white in MATLAB software (im2bw function, level = 0.65). The resulting images are shown in Figure 1. The optical porosity was calculated by counting the number of black and white pixels in MATLAB, and employing the equation of Wardiningsih and Troynikov [14]:

Results
Shell layers
Basic properties of the shell layers.
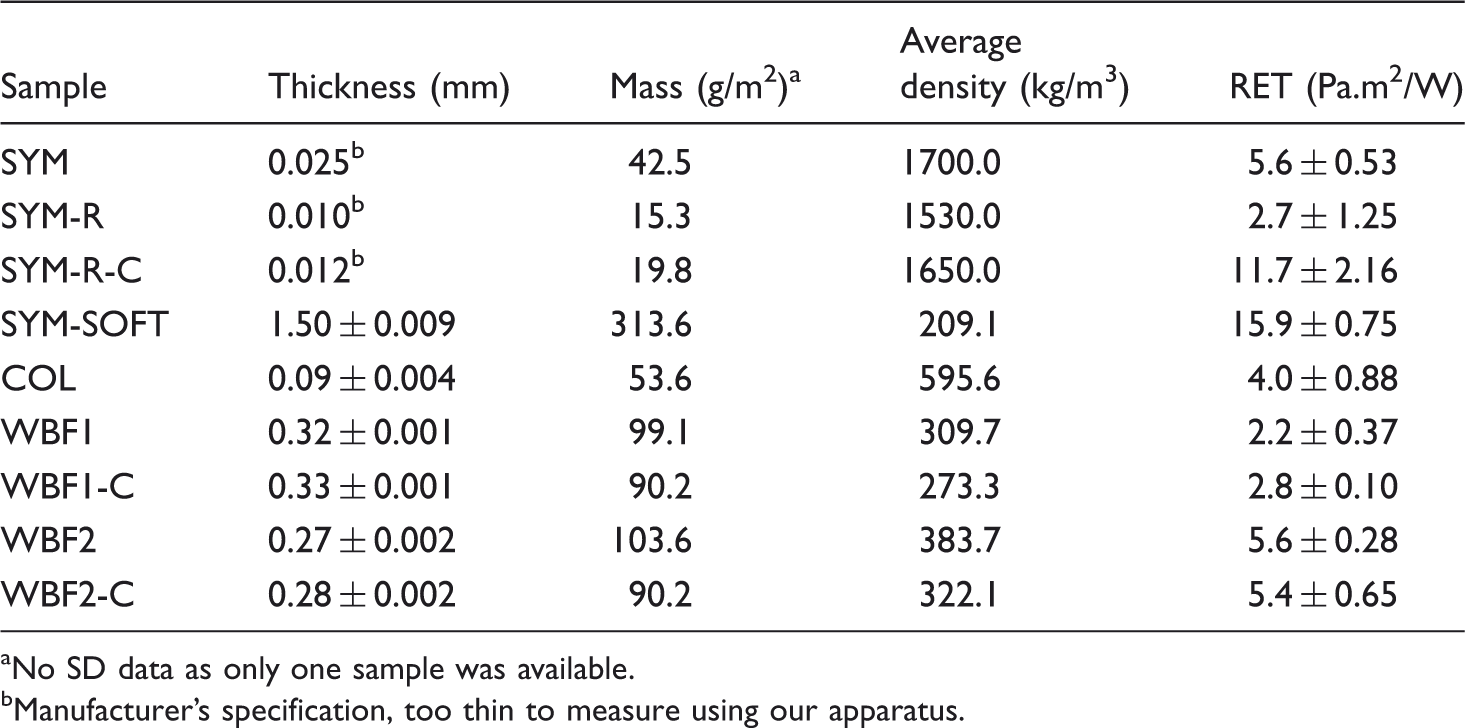
No SD data as only one sample was available.
Manufacturer’s specification, too thin to measure using our apparatus.
Basic properties of the insulation layers.

-C coated counterparts are represented in italics.
No SD data as only one sample was available.
Thermal resistance results, K.m2/W.

Discussion
The water vapour resistance of all the shell layers was in accordance with Class 3 (the best, i.e. lowest RET) of EN ISO 343 (RET < 20 Pa.m2/W). While this is of true of the fabric layers, the RET when combined with other clothing layers (e.g. next to skin base layer, insulation) and with air gaps between the skin and between clothing layers, may exceed this value. Crucially, both the commercially available membranes (SYM-R, SYM-R-C, COL) and the plasma metallised WBF1 and WBF2 had RET values similar to commercially available, conventional shell layers [15]. Furthermore, the plasma metallisation coating process appeared not to increase the RET: in one case (WBF1-C), the RET was increased by 0.6 Pa.m2/W, but in the other case (WBF2-C), the RET was reduced by 0.2 Pa.m2/W. These changes are therefore likely to be due to measurement error rather than any difference made to the fabric structure.
Figure 4 shows the thermal resistance of each combination of uncoated and plasma metallised reticulated foam insulation and shell-layer. SP1/2/-C are not included in this figure as due to their differing thickness they could not be directly compared. Figure 4 (left) shows the data for the uncoated insulation. For the transparent SYM membrane, and for WBF1 and WBF2 which were not metallised, the thermal resistance decreased as the optical porosity of the insulation increased. For the metallised shell layers, particularly SYM-R and SYM-R-C, it was observed that the thermal resistance began to increase as the optical porosity of the insulation increased. It appears that the heat transfer by radiation may therefore either be blocked by higher density insulation or be reflected by a shell-layer, but only in the case when the insulation has a large optical porosity. In Figure 4 (right), both the insulation and shell-layer was plasma metallised. In general, the thermal resistance was increased compared to the uncoated insulation. Here, the effect of thermal radiation being reflected optimally with insulation with high optical porosity was even more pronounced. Especially for SYM-R and SYM-R-C, the thermal resistance was notably highest when the optical porosity of the insulation was high (i.e. very open structure). The combination of a metallised shell-layer and insulation was therefore successful in increasing thermal resistance, for example, the thermal resistance of the plasma metallised foam with the highest optical porosity, in combination with shell-layer SYM-R, was 55% higher than that of the same porosity un-metallised foam in combination with the standard WBF1 shell-layer.
Thermal resistance of the reticulated foam insulation with each type of shell-layer for normal (left) and plasma metallised insulation (right) compared with foam insulation optical porosity.
We observed, in accordance with the literature, that the efficacy of metallised layers is not only dependent on porosity, as demonstrated in Figure 4, but also on thickness. Morris also reported that metallised layers are more effective with thicker insulation [5]. Figure 5 shows the relationship between thickness, porosity and the increase in thermal resistance caused by plasma metallisation of the shell-layer (blue triangles) and insulation (red squares). Only the data obtained from the in-house plasma metallised WBF1/2-C were used in this figure, since it was not possible to directly compare the other types of shell-layer. This figure demonstrates how the plasma metallisation is only effective in increasing thermal resistance when the fabric thickness and optical porosity are both suitably large.
Relationship between fabric thickness, fabric optical porosity and increase in thermal resistance when the shell-layer and insulation are plasma metallised (blue triangles: uncoated insulation + WBF1-C; red squares: plasma metallised insulation + WBF1-C).
Another important parameter for clothing is the thermal resistance provided per mass of material. Duck/goose down has the highest thermal resistance per mass of any conventional textile material. According to Farnworth [16], a mix of 40%/60% feathers and down has a thermal resistance per mass of 2.2 K.m2/W/kg/m2. The highest thermal resistance measured in this study was 0.226 K.m2/W (F10-C + SYM-R). SYM-R has a mass of 15.3 g/m2, and the reticulated foam has a density of 30 kg/m3 and thickness of 8 mm. Their combined weight was 255.3 g/m2 resulting in a thermal resistance per mass of 0.89 K.m2/W/kg/m2: much smaller than that of down. However, as this study has demonstrated that the effect of metallised layers was larger when the optical porosity of the insulation was larger, we can hypothesise that the thermal resistance per mass may be further increased by removing material from the insulating foam. Assuming thermal resistance remains constant, to improve this property beyond that of down, 66% of the foam material would have to be removed. In a previous study, a ‘castellated’ reticulated foam structure had a thickness of 10.5 mm and mass of 123.0 g/m2: 56% of the foam has been removed to make the castellated structure, reducing the bulk density of the material from 26.4 to 11.6 kg/m3. Assuming a linear relationship between thickness and thermal resistance, the thermal resistance of this 10.5 mm foam layer, combined with SYM-R, would be 0.297 K.m2/W. The resulting thermal resistance per mass would be 2.14 K.m2/W/kg/m2, very close to that of the down example previously cited. However, this material removal may also impact other important properties such as durability, resilience and draping behaviour, which would need further investigation.
Conclusions
In this study, we have shown that the thermal resistance of two-layer fabric ensembles featuring thick, open structure mid-layer insulation and a thin shell-layer can be markedly increased by metallising both the insulation and shell-layer. This is significant because such open structure fabric structures usually suffer from large heat loss due to radiation. By plasma metallisation of the insulation and shell layers, this disadvantage can be avoided without compromising other fabric properties, particularly weight and evaporative resistance. Further work could improve the thermal resistance per mass of these material assemblies, and validate their function in specific applications.
Footnotes
Acknowledgements
We would like to thank Max Aeberhard for performing many of the thermal resistance measurements, Dirk Hegemann and Barbara Hanselmann for coating the samples in this project, Bertram Elsensohn at FoamPartner for providing the reticulated foam samples and Martin Mayershofer at Sympatex for providing the Sympatex membranes.
Funding
This work was supported by a European Union FP7 Marie Curie Action (internal project ref. 209368).