
Abstract
The need of eco-friendly, sustainable, and biodegradable material for structural and non-structural application increases day by day. Jute fiber is one of the largely produced natural fibers and has properties comparable to synthetic fibers. Currently, abrasive wear of the agricultural and engineering machine components is one of the major industrial problems. An attempt has been made in this paper to study the abrasive wear behavior of bidirectional jute fiber–epoxy composites. Composites of five different compositions with fiber loading ranging from 0 to 48 wt.% were prepared using hand lay-up technique. Observations has been made under steady state condition to understand the effect of sliding velocity and normal load on the specific wear rate and coefficient of friction of the composites. It further outlines a methodology based on Taguchi's experimental design approach to make a parametric analysis of wear behavior. It has been found that the composites with 36 wt.% fiber loading exhibits minimum specific wear rate at different sliding velocity and normal load. The parametric combination of factors, such as sliding velocity of 144 cm/s, fiber loading of 48 wt.%, normal load of 40 N, sliding distance of 70 m, and abrasive size of 200 µm shows an optimum condition for minimum specific wear rate, whereas sliding velocity of 144 cm/s, fiber loading of 12 wt.%, normal load of 10 N, sliding distance of 80 m, and abrasive size of 300 µm show an optimum condition for minimum coefficient of friction. Finally, the worn surfaces were examined using a scanning electron microscope.
Keywords
Introduction
Fiber-reinforced polymer composites have sustained a fast development for more than two decades and found ever increasing applications as engineering components and structures due to its distinct properties such as light weight, high strength and specific modulus, high productivity, environmental degradation resistance, excellent processability, and cost effectiveness [1,2]. New environmental rules as well as pressure from the consumer has enforced manufacturing industries such as automotive, construction, and packaging in particular to search for new materials that can replace conventional non-renewable materials such as glass [3]. In recent times, an increase in the use of composites reinforced with natural fiber has been observed due to the several advantages such as easy availability, light weight, non-abrasive nature, low cost, low CO2 emission, recyclable, renewability, and biodegradability [4–7]. These fibers show a specific weight that is about half of glass fibers and tensile modulus similar to aramid fiber [7]. Henry Ford built a complete automobile body from hemp in 1930s, and presently automobile manufacturers such as Mercedes and BMW have started to incorporate hemp into car components [8]. Jute seems to be a promising fiber due to its high aspect ratio and toughness in comparison to other natural reinforcement. Fabrics of jute fibers are easily available [9]. Bidirectionality of the fabric offers resistance to transverse forces or cracking and hence stable properties are obtained [10].
Wear is a progressive loss of material from the solid surface, due to the relative motion between the surface and contacting substance [11]. Abrasive wear is one of the major types of wear which contributes almost 63% of the combined cost for wear in the industry. Principle modes in which abrasive wear can occur are microcutting, wedge-forming, and ploughing. Abrasive wear rate is controlled by many factors such as operating conditions, design parameters, characteristics of abrasion, and material properties [12]. The abrasive wear condition can arise in various apparatus such as in pump handling industrial fluids, gears and vanes, sewage and abrasive-contaminated water, chute liner abraded by coke, seals and bushes in agriculture and mining equipment, and in minerals and coal handling equipment [13]. Abrasive wear can occur in two ways, i.e. two-body abrasion and three-body abrasion. In two-body abrasion, a rough surface or abrasive particle slides over the surface and removes material, whereas in three-body abrasion, the material of the surface is removed by the sliding and rolling action of the particles. Three-body abrasive wear problem occurs in most of the engineering and agriculture mechanical components, whereas two-body abrasion arises largely in material removal operations [14]. Although a great deal of work has already been done on abrasive wear behavior of composites, however, the study of three-body abrasive wear behavior of thermoset composites is limited [15,16]. To this end, the present work is undertaken to evaluate the three-body abrasive wear behavior of bidirectional jute fiber reinforced epoxy (BJFE) composites. Taguchi's orthogonal array is used for analysis of experiential results. Furthermore, the analysis of variance (ANOVA) test has also been performed on the measured data to find the most significant factors affecting the specific wear rate and friction coefficient.
Experimental details
Materials and fabrication
Bidirectional jute fiber mats were reinforced in Epoxy LY 556, chemically belonging to the ‘epoxide’ family which was used as the matrix material. The epoxy resin and the corresponding hardener were supplied by Ciba Geigy India Ltd. Jute fiber was collected from local sources. The density of jute fiber is 1.30 gm/cm3 and that of epoxy resin is 1.15 gm/cm3. Composites of five compositions with different fiber loading (0, 12, 24, 36 and 48 wt.%) were prepared using simple hand lay-up technique. The detailed composition and designation of the composites is shown in Table 1. The composites were fabricated to a dimension of 200 × 200 mm2 sheet. During the fabrication process, layers of reinforcing material were applied along with resin materials with the help of a roller and brush against a single-sided mold. The resin were then allowed to cure for a period of 24 h, and after proper curing these sheets were cut into required dimensions for abrasion test.
Abrasive wear test
The dry abrasion tests were conducted according to ASTM G65 standard test method on the dry abrasion tester TR50 as shown schematically in Figure 1. The apparatus consists of abrasive hopper, nozzle, steel disk, rubber wheel, sample holder, particle collecting bag, and an arrangement for load application. The abrasive particles were fed between the contacting surface of the rubber wheel and the sample to be tested. The test sample was pressed against the rubber wheel at a specified load by means of a lever arm. The rubber wheel was allowed to rotate and sand particles were introduced. The specific wear rate and friction coefficient were evaluated by considering various factors such as fiber loading, sliding distance, abrasive particle size, normal load, and sliding velocity. The specific wear rate of the sample is calculated using equation (1)
Schematic diagram of abrasive wear test rig [16].

Experimental design

Detailed composition and designation of the composites.

Levels of the variables used in the experiment.

Analysis of worn surfaces
Microstructures of the worn surfaces were examined by using a scanning electron microscope (SEM) model JEOL JSM-6480LV. Before taking micrographs, a thin film of platinum was vacuum-evaporated onto the surface of abraded samples in order to enhance the conductivity of the samples.
Results and discussion
Effect of sliding velocity and normal load on specific wear rate and coefficient of friction of the composites
Figure 2 shows the variation of the specific wear rate of jute fiber-reinforced epoxy composites with different sliding velocity. It is observed from the figure that the specific wear rate of neat epoxy increases with the increase in sliding velocity. However, the effect of sliding velocity on jute fiber-reinforced composites shows a different trend. The decreasing trend of composites with increase in sliding velocity might be due to the decrease in surface contact between sample and rubber wheel at higher sliding velocity as reported by past researchers [17]. It is also evident from the figure that composites with 36 wt.% fiber loading show less specific wear rate as compared to other composite specimens under the present study.
Effect of sliding velocity on specific wear rate of bidirectional jute fiber–epoxy composites (constant normal load: 30 N, sliding distance: 50 m, and abrasive size: 300 µm).
The effect of the normal load on the specific wear rate is shown in Figure 3. It can be observed from the figure that neat epoxy shows higher specific wear rate in comparison to other specimens at all the operating conditions and the value increases with the increase in fiber loading. However, the effect of normal load on specific wear rate of jute fiber-reinforced composites shows no regular trend. Similar observation is also reported by the past researchers [18,19]. The composite shows the resistance to wear with the incorporation of fiber in the matrix. Composites with 36 wt.% of fiber loading show better wear properties as compared to other specimens under study and the minimum specific wear rate is obtained at normal load of 20 N. The higher wear rate of the composites observed at a particular load may be due to the fact that there are fewer fibers to support the matrix, and due to this abrasive particles form large depth grooves and sever cutting mode of the abrasive wear may be a dominant wear mechanism. The possible wear mechanism for less specific wear rate in the composite specimens may be ploughing or wedge formation [18]. The addition of the fiber on the epoxy resin leads to reduction in the losses due to wear. The resistance to wear is improved and hence less specific wear rates are obtained. According to Chand and Dwivedi [20], the abrasive wear resistance of the composites improved with the addition of fibers due to the cellular structure of natural fibers. The epoxy exhibits brittle fracture and the fibers are flexible in nature and hence reduce the disintegration of matrix i.e. reduces the brittle fracture of the epoxy matrix and offers higher shearing resistance.
Effect of normal load on specific wear rate of the bidirectional jute fiber–epoxy composites (constant sliding velocity: 96 cm/s, sliding distance: 50 m, and abrasive size: 300 µm).
In steady state condition, the composites with 36 wt.% fiber loading exhibit minimum specific wear rate at different sliding velocity and normal load. This may be due to the good interfacial bonding between the fiber and matrix. The less fiber content in composites with 12 wt.% and 24 wt.% fiber loading results in poor abrasive wear resistance than composites with 36 wt.% fiber loading. The specific wear rate of composites with 48 wt.% fiber loading is higher than the composites with 36 wt.% fiber loading. The increase in specific wear rate at higher fiber loading might have happened due to improper wetting of fibers which leads to weak interfacial bonding between the fiber and matrix. The poor interfacial adhesion at higher fiber content results in increased wear rate of lantana camara fiber-reinforced composites which is also reported by previous researchers [21].
The variation of friction coefficient of composites with sliding velocity is shown in Figure 4. From the figure, it is clear that the coefficient of friction increased for sliding velocity up to 72 cm/s; however, further increase in sliding velocity decreases the value irrespective of fiber loading. The effect of normal load on the coefficient of friction of composites is shown in Figure 5. It is evident from the figure that initially the coefficient of friction increased with normal load; however, further increase in normal load decreases the coefficient of friction irrespective of fiber loading. Similar trend of decrease in coefficient of friction with increase in normal load is also observed by past researchers [22,23]. The decrease in coefficient of friction may be due to the fact that under dry sliding condition, applied normal load and sliding velocity increase the temperature at the interface. This increased temperature in turn causes thermal penetration to occur, which results in weakness in bond at the fiber–matrix interface. Consequently, the fibers become loose and shear easily due to the axial thrust.
Effect of sliding velocity on coefficient of friction of bidirectional jute fiber–epoxy composites (constant normal load: 30 N, sliding distance: 50 m, and abrasive size: 300 µm). Effect of normal load on coefficient of friction of the bidirectional jute fiber–epoxy composites (constant sliding velocity: 96 cm/s, sliding distance: 50 m, and abrasive size: 300 µm).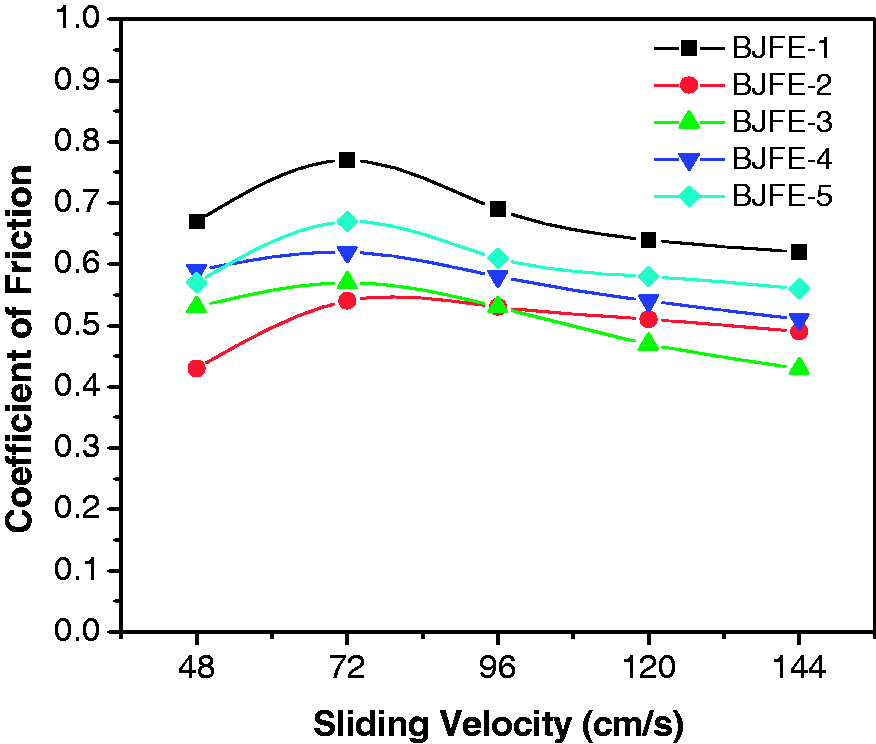

The composites with 24 wt.% exhibit minimum coefficient of friction at higher sliding speed as well as normal load. The minimum coefficient of friction at 20–30 wt.% fiber loading is also observed in the case of carbon fiber-reinforced composites [24]. The rolling action of sample debris may reduce the friction coefficient of the composites [25,26]. At higher fiber loading (i.e. more than 24 wt.% fiber loading), less amount of debris formation may result in higher coefficient of friction.
Analysis of experimental results
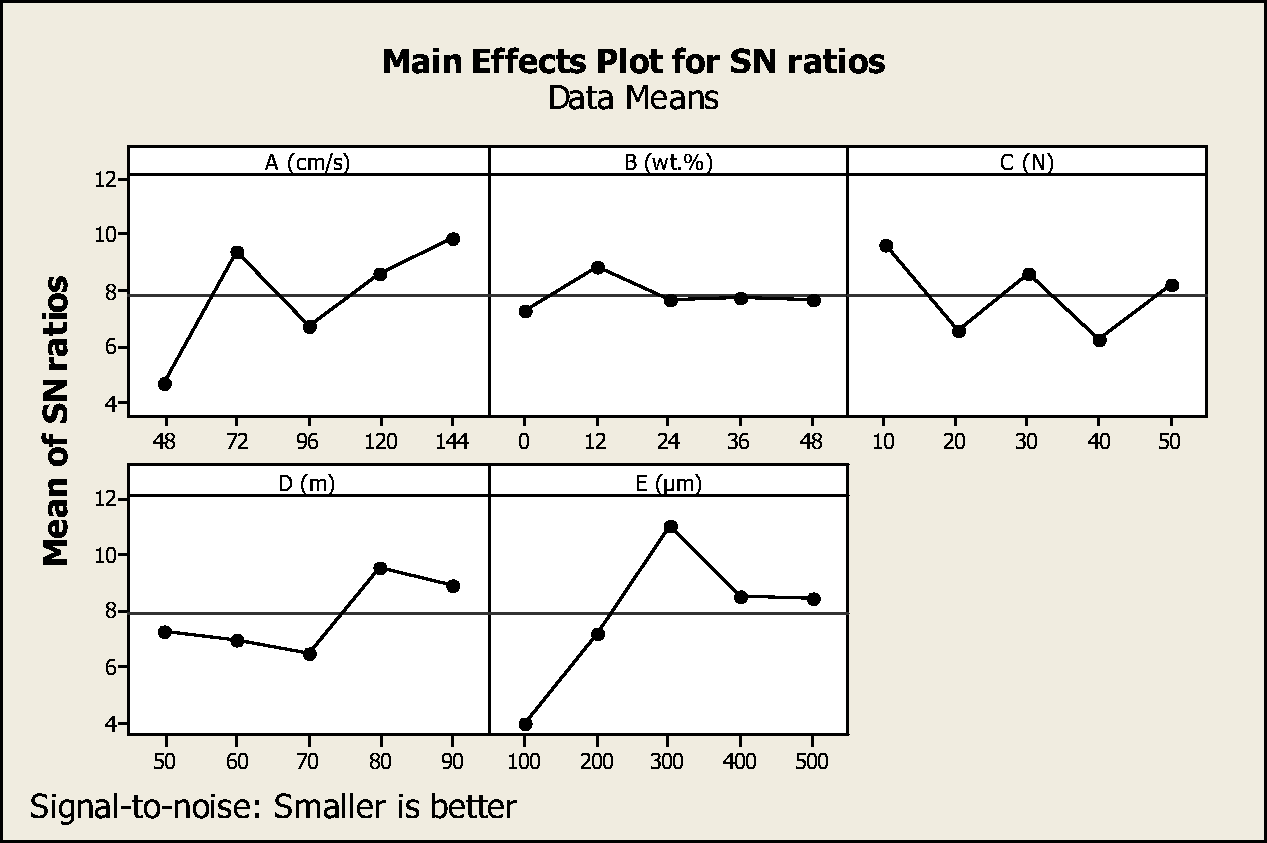
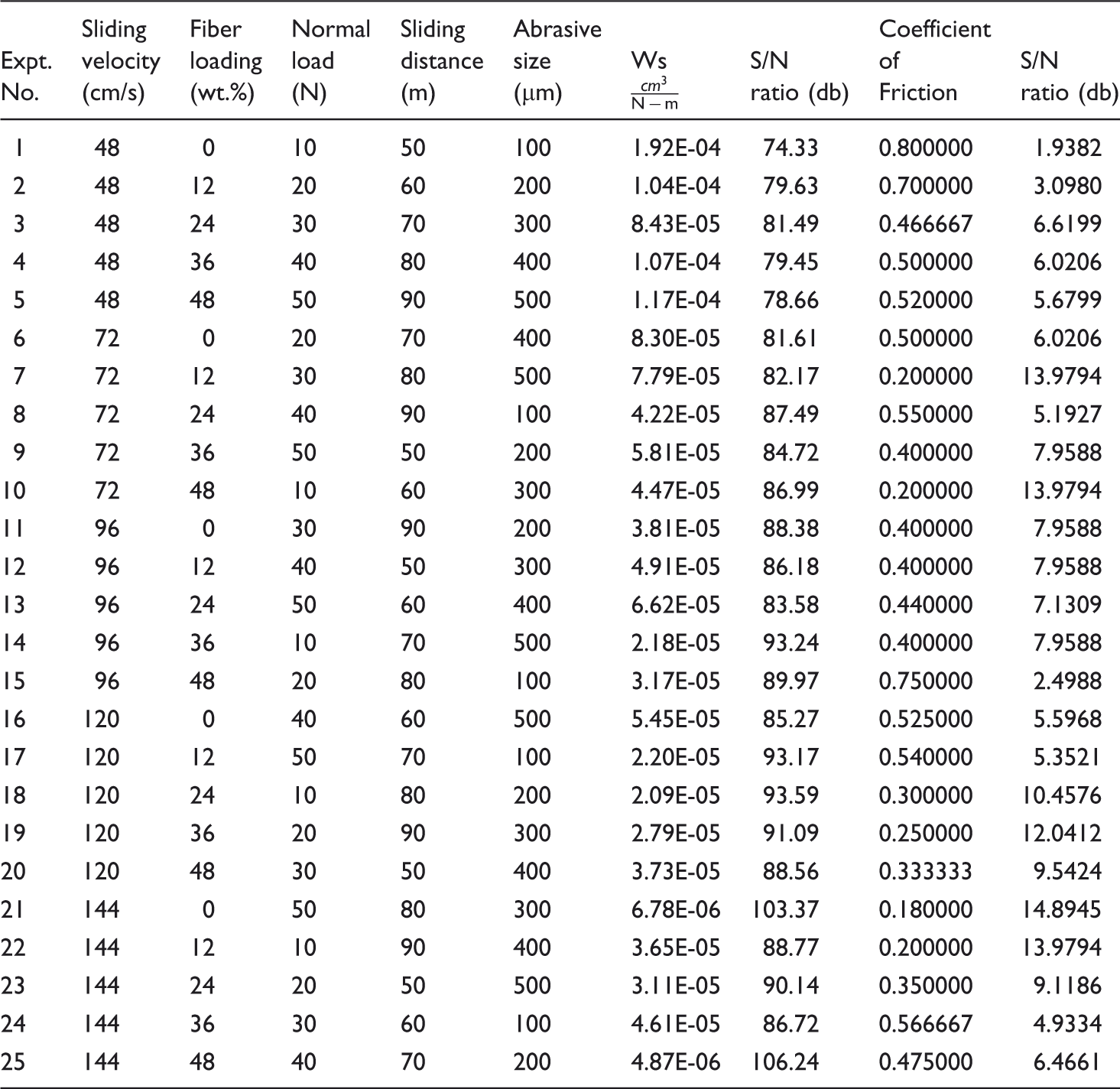
The analysis is made using the popular software specifically used for design of experiment applications known as MINITAB 15. In Table 3, column 8 and column 10 represent the S/N ratio of specific wear rate (Ws) and coefficient of friction, respectively. The overall mean for the S/N ratio of specific wear rate and coefficient of friction are found to be 87.39 db and 7.855 db, respectively. Analysis of the result leads to the conclusion that factor combination of A5, B5, C4, D3 and E2 gives minimum specific wear rate as shown in Figure 6, and A5, B2, C1, D4 and E3 give minimum coefficient of friction as shown in Figure 7.
Effect of control factors on specific wear rate for bidirectional jute fiber–epoxy composites. Effect of control factors on coefficient of friction for bidirectional jute fiber–epoxy composites.
ANOVA and the effects of factors
Experimental design using L25 orthogonal array.
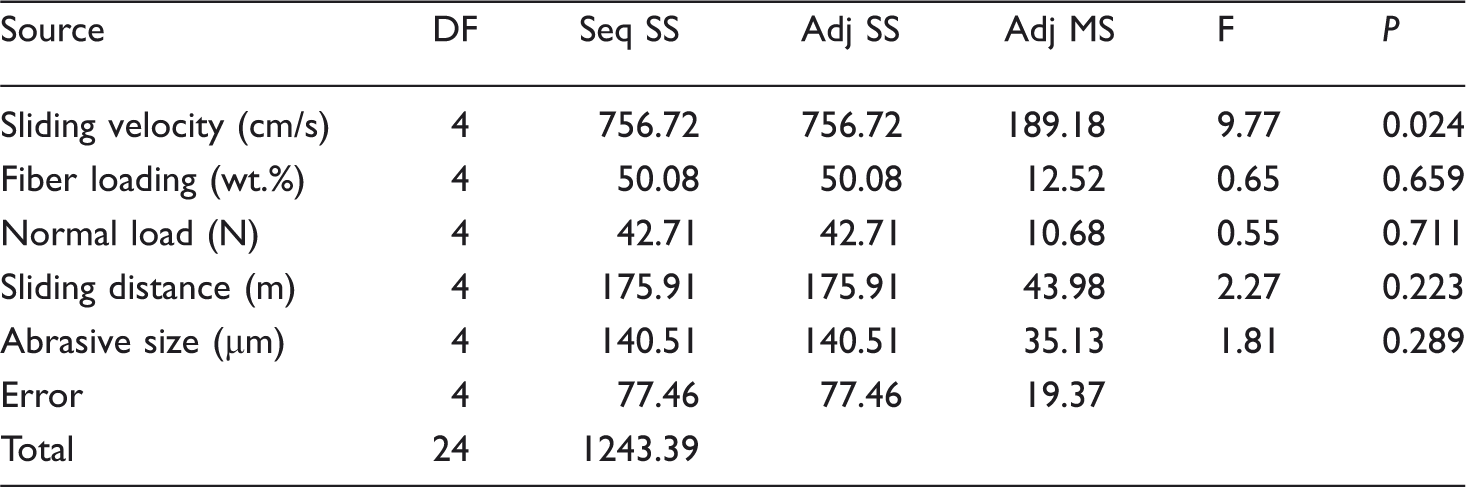
ANOVA for specific wear rate of bidirectional jute fiber–epoxy composites.
ANOVA for coefficient of friction of bidirectional jute fiber–epoxy composites.

Surface morphology
To understand the material removal mechanism, the worn surfaces of composite specimens were examined using SEM. In general, abrasive wear occurs by three different mechanisms, i.e. microcutting, microploughing, and microcracking [18,27].
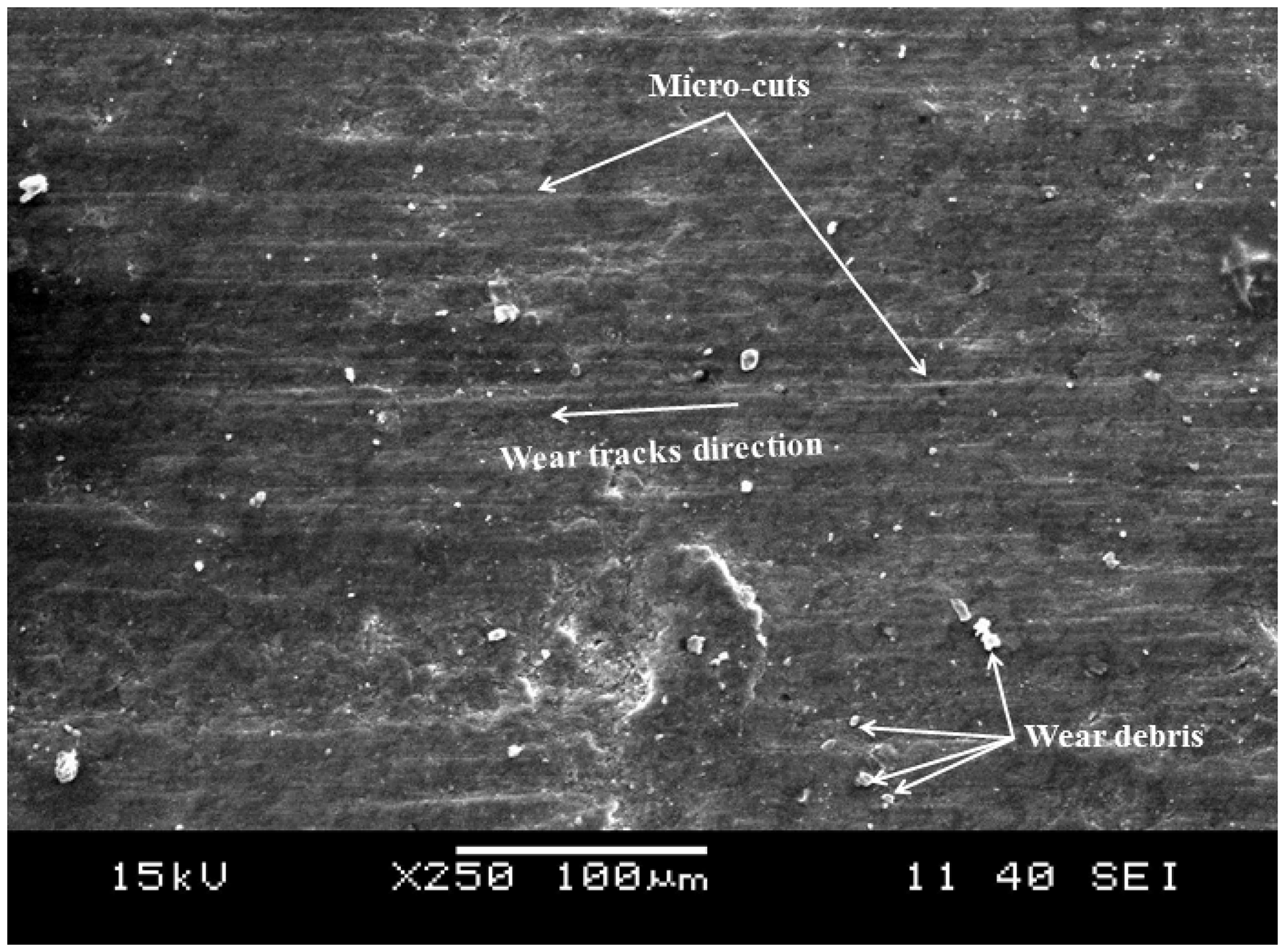
Figures 8 and 9 show the SEM images of composites reinforced with 36 wt.% of jute fiber at sliding velocity of 48 cm/s and 144 cm/s, respectively. Wear debris, microcracks, and microploughing are clearly observed over the surface of the abraded specimen at low sliding velocity. On the other hand, at a higher sliding velocity, microcuts and wear debris are visible over the surface of the composite. Wear tracks are clearly visible on both the samples, i.e. sample abraded at low and high velocity. Larger depth grooves and more damage of the sample is observed at low velocity abrasion.
SEM micrograph of abraded composite at 36 wt.% of fiber loading subjected to sliding velocity of 48 cm/s. SEM micrograph of abraded composite at 36 wt.% of fiber loading subjected to sliding velocity of 144 cm/s.
Figures 10 and 11 show the SEM images of composites with 12 wt.% of fiber loading subjected to normal of 10 N and 50 N, respectively. The surface morphology shows the presence of microcracks and formation of debris at low load (Figure 10). The increase in the load (50 N) exhibited that the surface damage is caused by fracture of the fiber and damage of the matrix which results in debonding of the fibers as shown in Figure 11. Microcuts are also visible over the abraded surface.
SEM micrograph of abraded composite at 12 wt.% of fiber loading subjected to normal load of 10 N. SEM micrograph of abraded composite at 12 wt.% of fiber loading subjected to normal load of 50 N.

Figures 12 and 13 show the surface morphology of composites with 12 wt.% and 36 wt.% of jute fiber loading, respectively. Figure 12 indicates severe damage to the matrix and higher debris formation at low fiber content (12 wt.%). The movement of the abrasive particles over the surface of the sample results in the distortion of the matrix. However, composites with 36 wt.% of fiber loading exhibit less matrix distortion as seen in Figure 13. Wear debris and tracks are visible on the surface of both samples.
SEM micrograph of abraded composite at 12 wt.% of fiber loading. SEM micrograph of abraded composite at 36 wt.% of fiber loading.

Conclusions
The following conclusions have been drawn from the present study:
The study of the effect of the sliding velocity on the specific wear rate shows that the composites with 36 wt.% fiber loading has minimum specific wear rate at 120 cm/s. The specimens with 36 wt.% fiber loading exhibits minimum specific wear rate at different sliding velocities and normal loading conditions. The design of experiments based on Taguchi analysis has been carried out for the parametric optimization in order to achieve the minimum specific wear rate and friction force of the bidirectional jute epoxy composites. The parametric combination, i.e. sliding velocity of 144 cm/s, fiber loading of 48 wt.%, normal load of 40 N, sliding distance of 70 m, and abrasive size of 200 µm forms an optimum condition for minimum specific wear rate, whereas sliding velocity of 144 cm/s, fiber loading of 12 wt.%, normal load of 10 N, sliding distance of 80 m, and abrasive size of 300 µm form an optimum condition for minimum coefficient of friction. The sliding velocity, sliding distance, and abrasive size have great influence on specific wear rate of composites under the present study, whereas the other parameters have less influence. Similarly, abrasive size, sliding velocity, and normal load are identified as the significant factors that may affect the coefficient of friction of composites. SEM examination of worn surfaces of composites indicates the presence of matrix cracks, microcut, microploughing, formation of debris, and fiber fracture.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.