
Abstract
Invariably different fibres are mixed homogeneously at yarn stage to obtain the desired carpet characteristics such as resiliency, lustre, reduced shedding and cost reduction. In order to fully exploit the individual fibre characteristics, i.e. fibre diameter, medullation and bending rigidity, an attempt has been made to engineer the carpet yarns to strategically position different characteristics of fibre across the yarn cross-section. Accordingly three layered engineered yarns of 4 Nm linear density of different fibre components as in control yarns, i.e. Malpura Magra and Chokla wools to 1:4:5 in inner, middle and outermost layer, respectively, were produced by using modified SIRO spinning method on worsted spinning system. The recovery property of yarns was found to be better for all engineered yarns as compared to control yarns. Carpet made from considered yarns were subjected to compression, dynamic loading and abrasion for assessing their performance. Higher bending rigidity and recovery properties of control and engineered yarns have improved the carpet performance. Carpet resiliency was found to be better for carpet made from engineered yarns. The engineered yarn carpets give lower abrasion loss and carpet thickness loss under dynamic loading. Among all the control and engineered yarns, carpets made from two layered roving to obtain three-layered yarn have yielded best results.
Keywords
Introduction
Indian wool is categorized as medium to coarse quality and is most suitable for carpet making. However, to produce high areal density, lustrous and durable carpets, the carpet grade Indian wool is mixed with similar micron exotic wool such as New Zealand carpet wools. The researchers have also suggested the chemical treatment of the carpet to improve the performance and functional characteristics of the carpets. Some of these treatments are discouraged for hygienic reasons. Therefore, it is more desirable to improve the performance characteristics of carpets by structural modification of the carpet yarn.
Erdogan [1] studied the influence of fibre cross-sectional shape on carpet compressional properties under long static loading and observed lesser thickness loss, higher instantaneous pile recovery and resilience after recovery time for carpet of hollow fibre against carpet made from trilobal fibre of same origin viz. polypropylene. Horino and Shimonishi reported that, roughly at 60% strain level the viscoelastic behaviour of carpet is influenced by the pile [2]. They observed that the mechanical properties of carpets depend on volume fraction of fibre phase, shape of carpet pile and material of pile yarn. Carnaby and Wood have studied relationship of fibre friction and viscoelastic response of fibre in carpet pile [3]. Recovery of carpet pile after deformation is achieved when the stored bending energy of deformation is either equal to or more than the energy resisting recovery. Shiekh and Hersh concluded that elastic energy stored during deformation, i.e. bending energy greatly depends on structure of carpet and the bending stiffness of the yarns but is independent of pile height [4]. In addition to the pile fibre and yarn, it has been observed by various researchers that the carpet properties are influenced by carpet construction parameters such as pile density and pile height because of the greater support provided by neighbouring pile yarns and fibres during deformation and recovery [5–14].
Conventionally homogeneous blending with different fibres is used to produce carpet yarns to improve carpet characteristics such as resiliency, lustre, anti-shedding, etc. The other motivation is to reduce cost. However, in order to fully exploit the individual fibre characteristics, i.e. fibre diameter, medullation and bending rigidity, the strategically positioning of different fibres across the cross-section of the yarn is likely to give better performance of yarn to be used in carpet.
Interestingly, SIRO spinning method using two strands on the conventional ring frame produces a special structured yarn with better quality. This process is not only cost effective compared to plying of yarn but also gives better spinning performance and yarn quality as observed by various researchers [14–20]. Isthiaque and Agarwal in their study on core sheath yarn illustrate that apart from raw material properties, the geometrical arrangement of fibres within the yarn structure significantly influences the mechanical properties of the yarn [15]. Sawhney et al. also observed that bi-component core sheath yarn demonstrated high yarn strength than the homogeneously blended single yarn [21].
However, very less information is available about core-sheath yarn formation by double roving feed spinning. Sarvaran attempted to produce such a yarn through modified SIRO spinning method with long staple polyester in core covered by short staple cotton sheath for getting two layered yarn structure [22]. In the present work, an attempt has been made to engineer different types of carpet pile yarns using three different varieties of Indian wools in terms of fibre diameter, medullation and bending rigidity, by strategically positioning them in the yarn cross-section. Comparison of control and engineered woollen yarn of 4 Nm nominal linear density as well as hand knotted carpet from these yarns has also been carried out.
Materials and methods
Fibre characteristics.

Cross-section of different used fibres
The fibres selected for different layers of engineered yarns are quit distinct in their morphological characteristics. The coarsest Malpura wool used for the innermost layer of the yarn has more intense keratinisation of cortical cells. The proportion of medullated fibre in the fleece ranged from 80% to 90%. The extent of medullation is very high, and is of the order of 50–90% and it extends to the whole length of the fibres in most of the medullated fibres. Magra wool, selected for the second layer of engineered yarns, was also found to be of intense keratinisation of the cortical cells but not to the extent as the Malpura wool. The proportion of medullated fibre ranged from 30% to 50% and the extent of medullation within the fibre was also less, ranging from 25% to 50%. In the fleece, most of the medullated fibres had unbroken thin central strands and interrupted medulla. The third layer of engineered yarn was formed by medium to coarse type Chokla wool. Its cross-section was found to have lower proportion of medullated fibre (15–40%) with lesser extent of medullation (5–25%). The medulla is mostly of interrupted and fragmental type. The scanning electron micrography (SEM) images of fibre cross-sections of Malpura, Magra and Chokla wool fibres used in the preparation of yarns are shown in Figure 1.
Scanning electron micrography (SEM) micrograph of different fibres’ cross-section.
Fibre diameter and proportion of medullated fibres
Wool fibres were arranged in bundles of few hundred fibres suitable for making the cross-section. The cross-sections of representative samples were prepared keeping cross-section thickness of 20 µm. Glycerine is applied on wool fibre cross-sections to get clear boundaries of wool fibre for the measurement of diameter and medullation. The cross-sectional areas of fibre and medulla are determined for each fibre using a projection microscope. A total of 3000 fibres were evaluated.
Fibre tenacity
Single fibre strength was evaluated on Instron 4301. The individual fibre is first mounted on oval size paper window with major axis of 25 mm and utmost care was taken to maintain the fibre straightness. A total of 30 numbers of windows for each type of wool is prepared. To measure fibre strength windows mounted on Instron cross head at a gauge length of 25 mm and 30 mm/min cross head speed was used.
Fibre bending rigidity
The fibre bending rigidity and bending hysteresis were measured on Kawabata Evaluation System (KES-FB2) using the method proposed by Collier et al [23]. A set of 10 fibres were first mounted parallel to each other on paper window with length to width dimension of 10 × 200 mm. In this instrument, one edge of the sample is held by a fixed chunk while the other is held by a moving chunk. The moving chunk follows a fixed orbit turning its head at an angle so that a uniform curvature is maintained on the fibre sample. Tests were performed after mounting the samples and mean of values of three specimens per sample were taken.
Preparation of control yarns
The woollen spinning system is widely used for carpet yarn where three set of carding units are used and fibres get cross-laid two times during the process to provide fibre cohesiveness. This results in poor fibre orientation along the axis of the strand and thus reduces the bending rigidity of the strand. In order to overcome this issue, worsted spinning system is being considered and this makes possible to orient the fibres along the axis of fibre strand. But due to well known reasons double roving feed system is considered to further improve the bending rigidity of fibre strand.
Accordingly three types of control yarns were prepared WL-SR on woollen spinning system and WO-SR on worsted system using single roving and WO-DR on worsted spinning system using double roving. In all these cases, the proportion of Malpura, Magra and Chokla wools was kept as 1:4:5 by weight to maintain the proportion of medullated fibres around 40% which is commercially used. Accordingly 4 Nm nominal linear density yarns were produced having yarn twist of 2.2–2.6 twist per cm.
New approaches to produce three layer engineered yarn
The proportion (by weight) of different fibre components, i.e. Malpura, Magra and Chokla wools to 1:4:5 is maintained in inner, middle and outer layers of the yarn, respectively. Accordingly, three layered engineered yarns of 4 Nm linear density were produced by using modified SIRO spinning methods on worsted system in the following two steps.
Preparation of two layer roving at speed frame – Step 1
The two layer roving structure was prepared at speed frame by sandwiching the roving (Malpura wool) between the two slivers of Magra wool. All the three strands are drafted together at the drafting system of the speed frame (Figure 2b). It is expected that Malpura fibres could have high probability of being found in core of the final roving. A specially designed composite guide as shown in Figure 2a was used for this purpose. The top sliver guide was off-set by 3 mm from the centre line of bottom sliver guide in the direction of roving twist for better covering of core fibres.
(a) Special designed composite guide for speed frame. (b) Schematic diagram of two layer roving formation.
Preparation of three layer engineered yarns – Step 2
Three different approaches used to prepare the three-layered yarn on worsted ring frame are given below:
Schematic diagram of formation of engineered yarn DR(LYM)Z and DR(LYM)S. (a) Specially designed multi-roving guide. (b) Schematic diagram of formation of engineered yarn DR(LRM). Two rovings of Chokla wool were placed on both sides of the two-layered roving prepared in step 1, to obtain a three-layered structure with Chokla on the outermost layer, Magra in the second layer and Malpura wool in the inner layer of the Z-twisted resultant yarn-DR(LRM) as shown in Figure 3. Two rovings of Chokla wool were placed on both sides of the two-layered Z-twisted yarn prepared from two-layered roving of step 1. The two layered yarn was directly fed to front roller nip of the drafting rollers to produce three layered Z-twisted resultant yarn-DR(LYM)Z as shown in Figure 4. Two rovings of Chokla wool were placed on both sides of the two-layered Z-twisted yarn prepared from two-layered roving of step 1. The two layered yarn was fed to front roller nip of the drafting rollers to produce three layered S-twisted resultant yarn-DR(LYM)S as shown in Figure 4.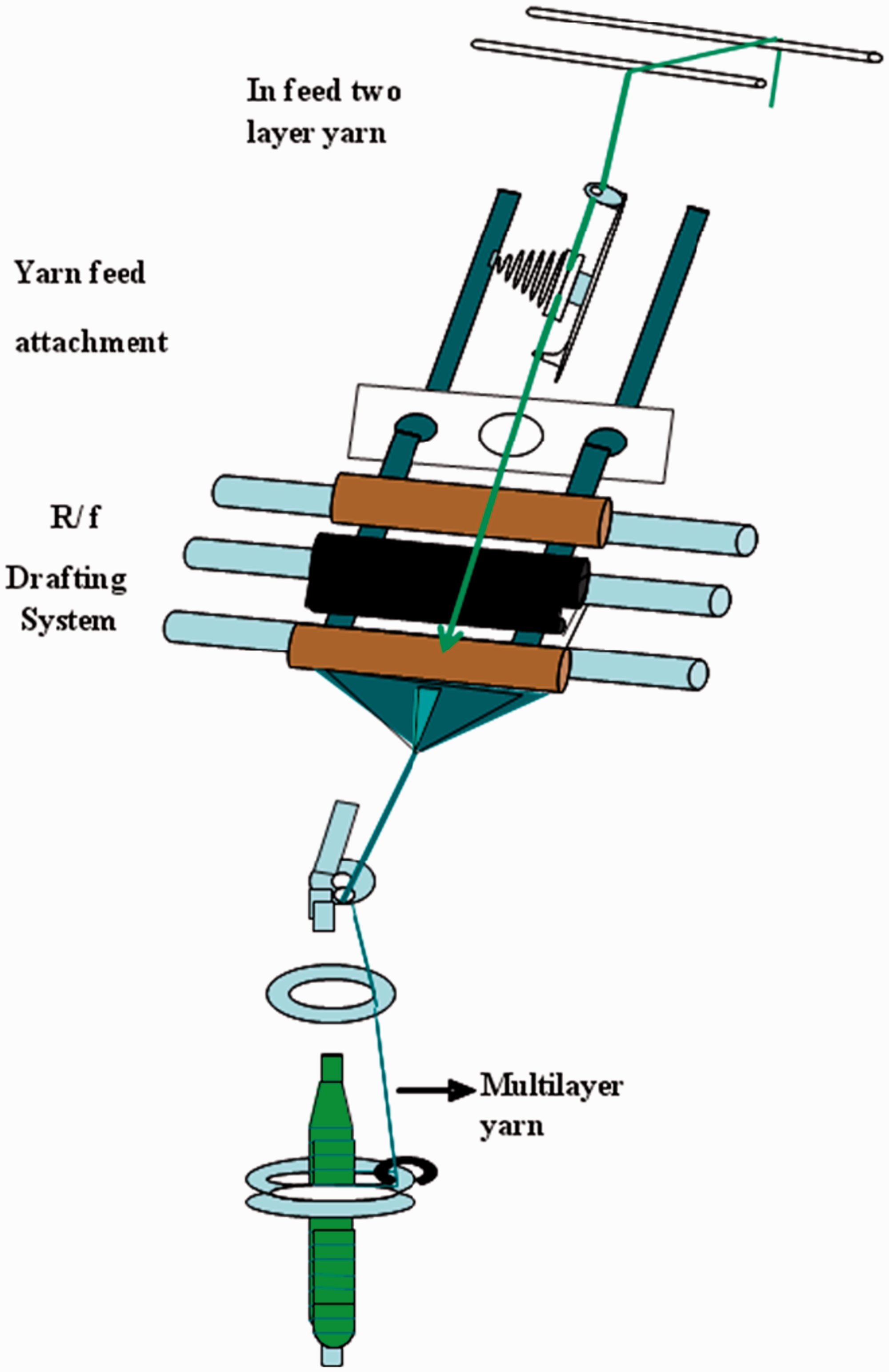

Characteristics of various yarns.

Yarn bending rigidity and bending hysteresis
The yarn bending rigidity and bending hysteresis were also measured on KES-FB2 as described in “Fibre bending rigidity” section. While mounting the yarn both ends are kept under tension of 50 g. Tests were performed after mounting the samples and mean of values of four specimens per sample were taken.
Physical and mechanical properties of yarn
Lieca microscope with Qwin Image Analysis Software is used to measure the yarn diameter. Yarn unevenness were measured on Uster evenness tester (UT-1) at test speed of 50 m/min and single yarn strength and elongation at break were tested on Instron 4301 tensile tester keeping a gauge length of 50 cm and rate of extension as 300 mm/min. An average of 30 tests for each yarn is reported.
Preparation of carpet
Hand knotted carpet with 10 × 10 quality viz. 100 knots/in2 was prepared from 4 Nm linear density control and engineered yarns and evaluated for carpet performance properties.
Measurement of carpet properties
Pile height
The height of carpet piles was measured as per American Society for Testing and Materials (ASTM) method D5823-05a using carpet pile gauge and a magnifying glass.
Resiliency
The resiliency of carpet was determined by carpet thickness gauge design by Dilworth as reported a compressive stress of 17.6–844 gf/cm2 (0.25–12 lb/in2) exerted by human foot on the carpet surface during walk over it [24]. The pressure of 17.6 gf/cm2 is just sufficient to suppress any protruding fibre without compressing the carpet. The instrument measures the pile thickness on compression and recovery during a complete loading and unloading cycle with different pressure of 17.6, 52.7, 211, 422, 633 and 844 gf/cm2.
A typical graph of thickness with change in pressure is represented in Figure 5. The measure of resiliency or recovery of the carpet is the percentage ratio of the area CBD to that of area ABD
Thickness as function of applied pressure.

Here, the area ADB is the energy given by foot to the carpet and area CBD is that given up by the carpet on release of pressure exerted by the foot.
Compressibility
The carpet compressibility was also measured on WIRA thickness gauge. It is the depression of carpet pile under maximum standard pressure of 844 gf/cm2 exerted against carpet pile thickness at minimum pressure 17.6 gf/cm2. The results are expressed as percent of pile compressed at maximum loading condition.
Appearance retention (texture)
The carpet appearance retention was measured on WIRA dynamic loading machine. It provides information on the bedding-down of the pile by simulating compression and shear effect at the edge of shoe during walking on carpet. The results are expressed as percent pile thickness loss for 500 and 2000 impact of dynamic loading.
Abrasion resistance
The abrasion resistance of carpet is determined by rubbing the carpet on the WIRA abrasion tester against a standard abrading fabric. The specimen and abradant are clamped to the ends of two vertical shafts, the centre of which offset. The shafts rotate in the same direction and same speed as described by Herbart and Schiefer to ensure constant relative velocity between specimen and abradant at all parts of the specimen under the recommended load of 560 gf/cm2 [25]. The weight loss of carpet pile due to abrasion was measured as per BS-EN 1813.
Statistical analysis
To draw statistical inference for different measured values for fibre, yarn and carpet properties two tailed test of significance was applied to analyse the difference at 1% and 5% level of significance. Whenever sample size less than 30, t value is calculated and compared with statistical table t value for respective degree of freedom and accordingly inference is drawn.
Result and discussion
In order to fully exploit the specific characteristics of individual fibre component, strategic placement of fibres in the yarn cross-section could lead to significant enhancement in yarn characteristics. This is possible by producing layer type of yarn structure using different approaches.
Yarn characteristics of control and engineered yarns
Bending rigidity
It is evident from Table 2 that the value of bending rigidity is higher but bending hysteresis is lower for both the control yarns spun on worsted spinning system as compared to reference control yarn spun on woollen spinning system (WL-SR). The statistical analysis showed that the bending rigidity for WO-DR improves and bending hysteresis for WO-SR yarn reduces significantly at 1% level of significance.
The possible reasons may be explained on the basis of fibre orientation and consolidation mechanism used in a specific spinning system. In worsted spinning system, fibre strand is drafted with the help of drafting system and this makes fibre aligned in the direction of fibre strand. On the other side, in woollen spinning system, three set of carding units are used and fibres get cross-laid two times during the process to provide fibre cohesiveness and further material moves on condenser fitted with finisher carding unit. The condenser perform the splitting of carded web and finally web is condensed by rubbing action to produce roving and finally yarn is produced by providing small amount of draft and twist on ring frame. This is evident that fibres are criss-crossed at two stages, i.e. at cross-laying of web and rubbing action to produce roving. Therefore, the twisted fibres will not have helical configuration due to criss-crossing of fibres in the yarn and results in open yarn structure. This will increase the diameter of yarn as is evident from our results that woollen yarn (WL-SR) gives highest value of yarn diameter and is significantly different than all worsted yarns at 1% level of significance. Due to non helical open structure of yarn, fibres have high possibility to slip over each other due to bending strain on the fibres, and thus gives least bending rigidity among all the considered control yarns. But at the same time the woollen spinning system yarn (WL-SR) gives highest bending hysteresis value. During yarn bending fibres get displaced and the presence of fibre disorder due to criss-crossing of fibres during spinning will all together increase the frictional contact among the fibres and this will not allow yarn to recover fully and thus gives highest bending hysteresis value.
Further it is noticed from Table 2 that out of two control yarns made on worsted spinning system with single roving (WO-SR) and two roving (WO-DR), higher bending rigidity is observed with (WO-DR) and the increase is significant at 1% level of significance. The only processing difference between these two yarns is that WO-DR yarn is produced by feeding of two rovings with a 10 mm roving spacing at ring frame. The method enables a special structure yarn to be made directly with the technological process, corresponding to the manufacture of normal single-ply yarn with the difference that the two roving are drafted simultaneously and then two strands are twisted around each other in single operation. The yarn tension in the area of spinning triangle is relatively high due to roving strand spacing which results in higher frictional contacts between fibres of individual strand. The two strands consolidated in the adjacent array and occupy half of the circle. Since the twist in the strands above the convergence point is false, the individual strand rotates the torque of the twist about its axis and moves towards convergence point. The above mention consolidation mechanism will increase the yarn compactness. Ishtiaque et al. have established the fact that two roving feed yarn at required roving spacing gives higher packing density than single roving feed yarn [26–29] This will restrict the fibre movement while bending and requires more stress. Reduced yarn diameter due to higher fibre packing density will be responsible to increase the bending rigidity and can be confirmed from results of Table 2. Therefore, it can be concluded that out of three control yarns, the yarn made on worsted spinning system with double roving feed (WO-DR) gives highest value of yarn bending rigidity. But results in Table 2 further show higher value of bending hysteresis for WO-DR yarn in comparison to WO-SR yarn. The inter-element friction between two strands of WO-DR yarn and thus produces stiffness in yarn structure. The non linearity in fibre moment and energy loss and therefore non recoverable bending deformation upon release, ultimately increase the value of bending hysteresis of WO-DR yarn and is significant at 1% level of significance.
It is further observed from Table 2 that bending rigidity is improved to the tune of 32–66% for all yarns made on worsted spinning system in comparison to control reference yarn (WL-SR) spun on woollen spinning system and increase is significant at 1% level of significance. Engineered DR(LRM) yarn gives highest value of bending rigidity among all considered yarns and increase is significant at 1% level. It is required to understand that in case of all engineered yarns two additional factors are contributing to higher bending rigidity in comparison to all control yarns. Firstly, three different varieties of wools having different characteristics are strategically positioned in the yarn cross-section and secondly different approaches are being used to position them in three layer yarn structure. This will definitely influence the overall and radial packing of resultant yarn in different zones and is discussed in the Part B of this paper. Out of the three engineered yarns, DR(LYM)S gives maximum value of yarn diameter followed by DR(LRM) and DR(LYM)Z. In case of DR(LYM)Z yarn, two layered z twisted yarn is placed in the core and resultant yarn is also given z twist. This makes two layered core yarn further twisted in z direction and will further add twist in the core yarn in z direction and, therefore, will increase the packing density in the core and intermediate zones and thus gives least value of yarn diameter. In this extreme situation relative fibre movement is restricted within the core twisted yarn of resultant yarn. Because the yarn consist of highest medullation and bending rigidity coarsest Malpura fibres in the innermost layer and moderate medullation and bending rigidity Magra fibres in the intermediate layer and all the fibres behave similar to compact yarn. Therefore, different fibre characteristics in two layers do not play much role in deciding the bending rigidity of yarn. The bending rigidity of such yarn will depend on viscoelastic behaviour of outermost layer fibre, i.e. Chokla wool and packing density of resultant yarn. While producing DR(LYM)S yarn again two layered z-twisted yarn is placed in the core but resultant yarn is given s twist. This will untwist the core yarn and thus increasing the diameter of the core yarn itself which will result in increasing the diameter of resultant DR(LYM)S yarn. Due to untwisting of core twisted yarn of the resultant yarn will allow the fibre movement in the innermost and intermediate layers of the resultant yarn and layer structure of resultant yarn will result in higher bending rigidity of the yarn. It is evident from Table 1 that bending stiffness of Malpura wool fibre found higher than other two wools at 1% level of significance. This attributed to higher fibre diameter and medullation of Malpura wool fibres. Therefore, the presence of coarser Malpura and Magra fibre in the innermost and intermediate layers of resultant yarn will result in higher bending rigidity of the yarn and the difference in bending rigidity of DR(LYM)S and DR(LYM)Z yarns is significant at 5% level of significance.
But in case of DR(LRM) yarn, two layered roving is placed in the core where all three roving are drafted simultaneously and it is expected to get moderate yarn diameter value. The presence of two layer roving in the core will definitely produce a yarn with lesser packing density of fibres in the core and intermediate zone in comparison of other two engineered yarns [26,27]. This will further enhance the role of fibre characteristics of Malpura and Magra wool in these zones to increase the bending rigidity of resultant yarn which is the highest among all the considered yarns. It is clearly visible from our results that yarn diameter is not only the deciding factor of yarn bending rigidity in case of all three engineered yarns. Rather DR(LYM)Z and DR(LYM)S yarns have lower bending rigidity as compared to DR(LRM) yarn by 25% and 19%, respectively. Now, therefore, it can be concluded that following two factors are responsible to improve the bending rigidity of resultant yarns. Firstly, proposed different approaches used to make three layer yarn structure by strategically positioning wool fibres of different characteristics (fibre diameter, medullation and bending rigidity) and secondly how these fibre are placed and packed during spinning in the yarn cross-section (to be discussed in Part B).
Bending hysteresis
It is interesting to note that the value of bending hysteresis of all the engineered yarns is more over same. This shows that three different proposed approaches are not influencing the bending hysteresis of yarns. As we know that of bending hysteresis value represents the recovery characteristics of yarn, the lower is the value better is the recovery. It is evident from our results that bending hysteresis value of all engineered yarns is lower than the control reference yarn (WL-SR). The improvement is significant at 1% level of significance for engineered yarn DR(LYM)Z and DR(LYM)S and 5% level of significance for DR(LRM).
Mechanical properties of yarns
The yarn breaking strength is found to be higher for all the yarns produced by feeding multi-strand in comparison to control reference yarn (WL-SR) and single roving worsted yarn (WO-SR). As already discussed that in case of two roving feed yarn, the yarn tension in the area of spinning triangle is relatively high which results to higher frictional contacts between fibres. Fibres are tightly placed in the yarn structure hence, yarn posses higher strength than yarn of same linear density. It is visible from Table 2 that WO-DR control yarn gives highest breaking strength and the possible reason is the homogenous mixing of different characteristics fibres in the yarn cross-section. The load bearing capacity of core and sheath fibre in case of WO-DR yarn is likely to be better in comparison to engineered yarns due to strategically positioning of different fibres in the yarn cross-section. But the strength coefficient of variation (CV)% of engineered yarns is found to be lower in comparison to control yarns. Elongation at break and its CV% do not show any pattern with control as well as engineered yarns.
Effect of yarn structure on carpet performance
Performance characteristics of carpets.

Carpet compressibility
It is evident from our results in Table 3 that out of three carpet samples made from control yarns, WL-SR and WO-SR give almost same value of carpet compressibility (%) and WO-DR carpet gives the lower value of compressibility. The difference is significant at 1% level. The fibre orientation in yarn produced on woollen spinning system (WL-SR) is randomized and is also produced with lower yarn twist which results to lower bending rigidity. Therefore, bending stiffness of constituent fibres are not fully utilized on compressional stress on carpet pile made thereof. Therefore, higher value of compressibility (%) is expected in the WL-SR yarn. But in worsted spinning system, the preparatory and ring spinning process improve yarn uniformity and fibre parallelization in the yarn and thus makes more circular helical twisted yarn structure. It is expected that more parallel laid fibre in yarn carpet on worsted spinning system will better utilize the fibre stiffness in resistance to compression and recovery of pile after compression. Bending deformation in carpet pile makes a significant contribution to the fibre strain because the tuft is surrounded by a neighbouring fibre matrix. They can bend independently, only to the point where they touch each other. This limiting condition has been referred as “jamming” of carpet structure. For same pile density/unit area, carpet with lower diameter yarn will reach the limiting condition of jamming at later stage in comparison to higher diameter condition. Therefore, above described factors will all together contribute to higher compressibility (%) of carpet made on worsted spinning system. But it is interesting to note that carpet made of (WO-DR) yarn gives lowest compressibility (%) among all control yarns, WO-DR yarn is made on worsted spinning system with two roving feed system at ring frame. Therefore, this yarn has all common features of worsted system but two roving feed system will add new yarn characteristics and accordingly its behaviour during carpet pile deformation is expected to be different. As described earlier that (WO-DR) yarn is going to have more compact structure as is visible from yarn diameter value and thus reduces the compressibility (%) of carpet.
In case of all engineered yarns, the presence of either two layered roving or yarn in the core will definitely influence the overall and radial packing density in the inner most, intermediate and outermost zones of the resultant yarn. It is expected that structural change will influence the compressibility and recovery behaviour of carpet. It is evident from Table 3 that carpet made of DR(LRM) gives maximum compressibility followed by DR(LYM)Z and DR(LYM)S yarn. It is expected that DR(LYM)Z yarn will have maximum packing density in the innermost and intermediate zones followed by DR(LRM) and DR(LYM)S yarn due to consolidation of fibres take place in the spinning triangle. In case of DR(LYM)Z yarn, the outermost layer Chokla fibres will remain on surface without much intermingling with the core portion of resultant yarn. Due to compressional forces on carpet, the surface layer Chokla fibre is likely to slip over each other during yarn bending without effecting the core portion of resultant yarn. Therefore, it is likely this will improve the compressibility of carpet made from DR(LYM)Z yarn. But in case of DR(LYM)S yarn, due to untwisting of core portion of resultant yarn, the outer layer fibres will get opportunity to intermingle with the fibres of core portion. This will create more contact point among the fibres and thus increases the bending resistance due to increase of fibre-to-fibre friction. Therefore, it is expected that it will reduce compressibility of the carpet. The situation in case of DR(LRM) is quite different than other two engineered yarns. Due to the presence of two layer roving, the packing density of innermost zone is likely to be the least in comparison to other two engineered yarns. Therefore, during compressional forces on carpet, the core and intermediate zones will also positively contribute during yarn bending and thus maximises the compressibility of carpet.
Carpet resiliency
The wool carpet has different elastic and non-elastic mechanisms during deformation. The recovery of carpet pile from compression has been explained by comparing the stored elastic energy due to elastic mechanisms with work done to overcome the frictional slippage between the fibres. Whereas, in case of non-elastic mechanisms such as frictional slippage and viscoelastic response of pile fibre material are responsible for flattening of carpet pile and its recovery behaviour on instantaneous compression, respectively. But while explaining the above mechanism, the internal structure of yarn and in particular radial packing density of yarn play an important role to decide recovery behaviour in the carpet.
The recovery of pile is achieved when stored bending energy of deformation either equal or exceed the energies resisting recovery, i.e. tuft to tuft friction and fibre-to-fibre friction. It is depicted from Table 3 that out of three control yarns samples, carpet made from control yarn (WL-SR) gives the least value of carpet resiliency. The other two carpets from yarn spun on worsted spinning system viz. WO-SR and WO-DR yarn have significantly higher value of resiliency at 1% level of significance. Bending deformation in carpet pile makes a significant contribution to the fibre strains. But due to very loose yarn structure of WL-SR yarn fibre slippage dominates during pile compression without much fibre strain. Therefore, yarn will store least energy and increase in fibre-to-fibre friction will all together reduce the carpet resiliency. Further in a carpet pile the stored bending energy decreases with the increase in yarn diameter. The WL-SR yarn has highest yarn diameter. Therefore, in general carpet made of WL-SR yarn gives least carpet resiliency. As discussed earlier that out of WO-SR and WO-DR yarn, WO-DR yarn will have more fibre tension during spinning due to the feeding of two roving at particular spacing. If such yarn deformed, fibres will get further strain and thus stores more energy which finally helps to increase the carpet resiliency of WO-DR yarn in comparison to WO-SR yarn carpet. Decrease in yarn diameter will further add to improve the resilience of carpet made from WO-DR yarn.
But out of all engineered yarns, carpet made from DR(LRM) yarn gives the highest value of carpet resiliency followed by DR(LYM)Z and DR(LYM)S yarns. As described earlier, the core portion of DR(LYM)Z yarn has highly compact structure and therefore core fibres will get strained and result in the increase of carpet resiliency. The decrease in yarn diameter will further add to increase carpet resiliency. Furthermore, stiffer yarn will have maximum strain at the base pile and it will further influence the recovery after compression. The carpet made from DR(LYM)S has least carpet resiliency. In this yarn, due to s-twist in the resultant yarn, the core portion of yarn get untwisted and outer layer fibres get opportunity to get intermingled with core portion of resultant yarn and due to more fibre entanglement even then resiliency of carpet improve compare to WLSR yarn carpet. The looseness in yarn structure due to entanglement will further reduce fibre strain due to bending and thus reduces the carpet resiliency. But in case of DR(LRM), all the roving are drafted simultaneously and this reduces fibre entanglement between the layers and finally improves the carpet resiliency. Significantly higher value for resiliency among the engineered yarns carpet is observed at 1% level of significance.
Carpet thickness loss
The higher yarn compactness adversely affects the carpet texture retention under dynamic loading which is measured as the carpet thickness loss. When a wool fibre is stretched or compressed to bend and held at a constant strain, the stress is gradually decayed with time. The pre-history of stretching the fibre can affect the stress relaxation on subsequent stress application. During compression cycles on carpet, the carpet pile is initially at the erect state and after first few cycles it compresses from its original height to a new level of height. After this initial compression, the wear of pile fibre due to abrasion proceeds at linear rate. It is also observed from our results that most of the non-recoverable compression occurs during initial cycle. Beside the fibres of the pile yarn and their radial distribution in the yarn, it is observed from our results that spinning technology and subsequently internal structure of yarn play a major role to decide the carpet thickness loss under dynamic loading.
It is evident from Table 3 that out of three control carpets, carpet made from WO-DR yarn shows significantly higher carpet thickness loss followed by WL-SR and WO-SR yarns. The difference is significant at 5% and 1% level, respectively. It has already established that WO-DR has most compact yarn among all three control yarns. Therefore, fibres in pile yarn gets more strain due to compression cycle but during continuous loading and unloading of carpet, it is expected that fibres within pile yarn have lateral movement due to fibre slippage which results in unrecoverable loosening of yarn structure. Thus reducing the fibre strain in the yarn and results in reduction of yarn recovery cause more loss in carpet thickness. But inherent loose structure of WL-SR and WO-SR yarn, i.e. higher yarn diameter, reduces the distance between neighbouring piles and provides more bouncing effect due to the support of adjacent piles and results in lesser carpet thickness loss.
It is clearly evident from our results that carpet thickness loss is lesser in case of all carpets made from engineered yarns in comparison to the control yarns. Out of three carpets made from these engineered yarns, carpet of yarn DR(LRM) gives lower value for carpet thickness loss. But the difference is not significant to DR(LYM)Z and DR(LYM)S yarn. The carpet made from other two engineered yarn give more over same carpet thickness losses under dynamic loading test even though DR(LYM)Z has least yarn diameter. For a constant carpet pile, the spacing between the adjacent pile/yarn is likely to be higher. The compressive stresses cause lateral deflection of pile after initial compression. The pile yarn deflects until the essentially the other adjacent yarns to support the load. This limiting condition has been referred as jamming of carpet structure. But due to higher yarn spacing lateral deflection of pile is likely to be more and reduces the bouncing effect of adjacent piles and result in flattening of carpet. But in case of DR(LYM)S yarn, due to the untwisting of core strand of resultant yarn, the fibre entanglement of outermost layer with surface fibre of core strand of resultant yarn increases. Therefore, inelastic mechanism of such as frictional slippage is responsible for flattening of carpet. Further, it has already been established that core portion of DR(LYM)Z and DR(LYM)S yarn is more compact and under dynamic loading and unloading of core portion of yarn faced unrecoverable structural changes with time which also results in more loss of carpet thickness. The carpet made of DR(LRM) yarn, the yarn structural difference in comparison to other two engineered yarn as discussed earlier, stores more bending energy deformation in comparison to energies resisting recovery is responsible for least carpet thickness loss. Further DR(LRM) yarn, due to the positioning of different characteristics fibre in yarn cross-section, is able to fully exploit bending characteristics of different fibres to improve the carpet resiliency and lower thickness loss under dynamic loading.
Carpet abrasion loss
It is evident from Table 3 that carpet abrasion loss is maximum during first 1000 cycles of abrasion for carpet samples made from both control and engineered yarns and it further reduces for each set of 1000 abrasion cycles. It is noticed in case of control yarns, carpet abrasion loss is more for yarns having higher yarn diameter and low bending rigidity viz. WL-SR. The lower value of carpet abrasion loss was observed for WO-SR and WO-DR yarn carpets, but difference is significant only for carpet from WO-DR at 5% level of significance. It is infer that open yarn structure will allow liberation of more loose fibres from the yarn body but high bending rigidity will restrict the losses. It can further be observed that all engineered yarn carpets also follow the same trend. If we compare the carpet abrasion loss between control yarns and engineered yarns, the abrasion losses is comparatively lower in case of carpet made from engineered yarns. This trend can further be strengthened from strategic positioning of fibres of different characteristics in the yarn cross-section.
Conclusions
From the results, following conclusion can be drawn:
The proposed different approaches used to make three layer yarn structure by strategically positioning wool fibres of different characteristics (fibre diameter, medullation and bending rigidity) are responsible to improve the bending rigidity of resultant yarns. Control and engineered yarns spun on worsted spinning system provide higher bending rigidity in order of 32–66% in comparison to yarn spun on woolen spinning system. The recovery property of all engineered yarns is found to be better than control yarns. The recovery characteristics of carpet pile of engineered yarn are found be better than the other yarns considered. The engineered yarns give lesser carpet thickness loss under dynamic loading and lower fibre loss during abrasion. Among all the prepared, control and engineered yarns, carpet prepared from engineered DR(LRM) yarn gives best results to improve the overall carpet performance.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.