
Abstract
This article investigates the effects of selected finishing methods on wrinkle resistance of laminated and non-laminated car seat cover fabrics. This study was carried out on five types of fabrics that have different properties. Apart from the reference fabric that is commonly manufactured in the automobile industry, four fabrics were produced using four different methods. All sample fabrics were knitted with a three-bar tricot machine at a conventional mill under the same conditions. As seat cover fabrics are generally laminated, sample fabrics were tested as laminated and non-laminated in order to investigate the effect of lamination. Samples were laminated with polyurethane and another warp knitted fabric that was knitted with a two-bar tricot machine and served as a lining. During the study, the wrinkle resistances of 10 laminated and non-laminated fabrics were measured at regular intervals. When the findings of the study were analyzed graphically and statistically, the method of using softening agent at foulard was found to be the most convenient one to produce high wrinkle resistant seat cover fabrics.
Introduction
Mobility is a fundamental requirement for all human activities and it falls into either one of the categories: business or entertainment. Cars embody personal freedom and, for some, it is an expression of individuality. Today people are spending more time in their cars, commuting longer distances to work on a daily or weekly basis. Because of this constant use, there is a great demand from users for car seat cover fabrics. Obviously, the automobile industry is the largest user of technical textiles, with about 20 kg being used in each of the 45 million or so cars made every year worldwide. The 20 kg of textiles in an average car is made up approximately from 3.5 kg seat covers, 4.5 kg carpets and 12 kg other parts of interior and tires [1,2]. Among the methods used for producing car seat cover fabrics, the warp knitting method is of great importance. This is because of the fact that production of fabrics using warp knitting is highly efficient as it realizes high fabric performance at low cost and at relatively low fabric weight.
Although each driver has different expectations from seat covers and uses them because for different purposes, in general, cars with worn seats create the impression on car buyers that the engine and the rest of the car are also worn. Some users prefer seat covers with the purpose of preventing car upholstery from wearing out, while others use them just to conceal worn upholstery. No matter what the purpose is, it is an undeniable truth that seat covers must be strong, resistant to mildew and resistant, dimensionally stable, washable and surely wrinkle resistant. Wrinkles are three-dimensional versions of creases and occur when fabrics are forced to develop high levels of double curvature, which result in some degree of permanent in-plane and out-of-plane deformations [3]. Considering the wrinkles in seat covers, they are formed by the weight of the user. Wrinkles are affected by fiber type, bending performance of fiber, fiber diameter, yarn twist, weft-warp density, fabric construction and fabric thickness [1–7].
Wrinkle resistance depends on the rigidity of the material, whereas recovery is a factor of resilience or elasticity. The fiber content of the fabrics significantly affects their responses to wrinkling. By the effect of wrinkling force, the elements inside fiber start to move and then form new bonds that are convenient to new location of elements [8]. Consequently, this causes irrecoverable deformation of the fabric. As a result, preventing the fabric from wrinkling is wiser than trying to straighten the wrinkled fabric, as shown in Figure 1.
Wrinkled car seat covers fabric.
There are many studies about wrinkle resistance of fabrics in the literature [2,7,9–11] but little has been written of wrinkle resistance of fabrics used in seat covers. Therefore, this research examines wrinkle resistance of seat covers. The aim of this study is to find out the most wrinkle-resistant seat covers and reduce the burden of manufacturers in the automobile industry.
Experimental
In this study two groups of fabrics were studied: laminated and non-laminated fabrics. In general, seat covers are made using laminated fabrics but to determine the actual convenient improving method, the measurements were carried out with two groups of fabrics. Each group includes five different fabrics, one of which is the reference fabric. Apart from the reference fabric, four different fabrics were produced in accordance with the selected methods. All fabrics were produced at a commercial warp knitting mill and the lamination of second group was carried out at the same mill. Consequently, a total of 10 fabrics was tested, both laminated and non-laminated, in this study.
In general, lamination was performed by joining two materials together and it is one of the fundamental processes of producing car interior trim. Usually a third material is used as the adhesive but sometimes one of the materials joined can itself act as the adhesive as in flame lamination [1].
The lamination method used in this study was flame lamination, as shown in Figure 2. The gas flame burner 1 melted the surface of the foam that then acted as the adhesive for the scrim fabric. On the other side, burner 2 melted the other surface of the foam that then acted as the adhesive for the face fabric. Thus, three separate materials were fed in and a single triple laminate emerged [12].
Flame lamination of the fabrics [12].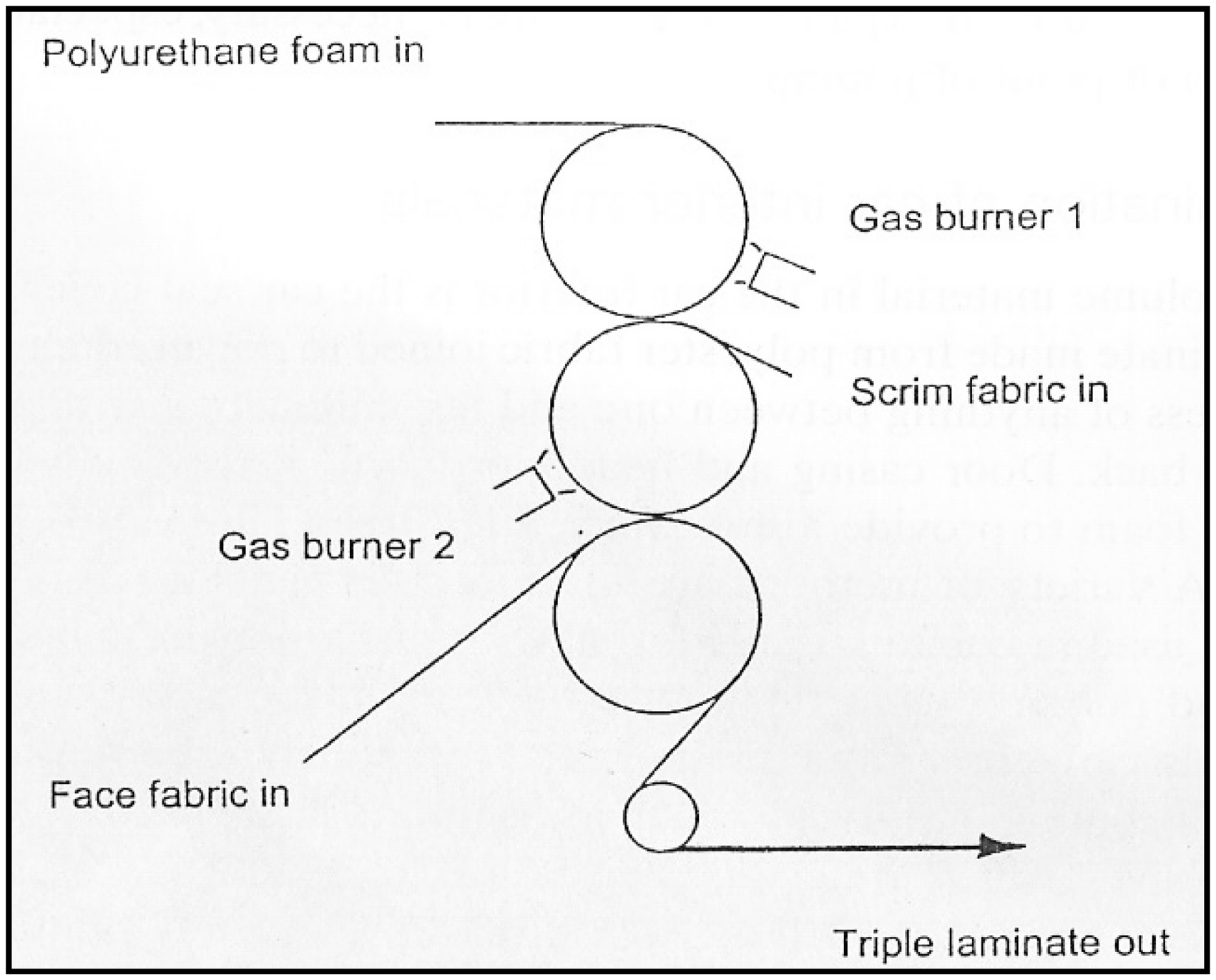
With the process of lamination the fabric became three layered. As shown in Figure 3, the top or surface layer, which was also named as non-laminated fabric in this study, was knitted from 100% polyester by three bared tricot type warp knitting machine. The middle layer was foam layer and it was produced from polyurethane with 2 mm thickness and 28 kg/m3 density. The lower or bottom layer, as shown in Figure 4, was used as lining fabric and it was knitted from 100% polyester by two bared tricot type warp knitting machine. Laminated fabric is shown in Figure 5.
Top layer of fabric. Bottom layer of fabric. Laminated fabric with layers.


Any textile fabrics' tendency to wrinkle is related to many other factors other than the raw material. For example, when the fabric compactness increases, wrinkle resistance increases too; when the fabric is stiffer, wrinkle resistance decreases and wrinkle recovery becomes more difficult. If the elasticity of the yarn increases, wrinkle recovery becomes easier. Therefore, to increase the wrinkle resistance of a fabric, its elasticity and softness must be increased. Among the various methods applied to improve the wrinkle resistance of fabrics, using a fabric softener is a very popular technique used to reduce the formation of wrinkles or for imparting a degree of wrinkle resistance in fabrics [5]. Therefore, in this study, softeners were added to the fabric in two different processes to analyze which one was the more suitable method to improve wrinkle resistance. The other selected two methods for improving were elimination of the first fixation and the use of a more elastic yarn.
With chemical softeners, textiles can achieve an agreeable, soft hand, some smoothness, more flexibility and better drape and pliability. Additionally, silicone softeners provide very high softness, special unique hand, high lubricity, good sewability, elastic resilience, crease recovery, abrasion resistance and tear strength [13]. However, the reason behind applying silicone softener in this study was to make the fabric more elastic and softer. Fixation was applied to ensure permanent shape. In general, term fixation consists of three basic steps. In the first step, due to the effect of the thermal energy that is applied to the fabric and also the fiber, the bonds between macromolecules in the crystalline region of the fiber break and the fibers turn to soft elastic state from hard one. In the second step, the internal stress of these fibers is adjusted as required. Lastly, in the final step, during newly formed internal stress, the effect of energy is removed and broken bonds were formed according to the new required shape and state, fixing this situation [14].
Description of fabrics.

Structural properties of sample fabrics.

The fabrics were relaxed under standard laboratory conditions before being tested according to ASTM D 1776-2009 standard [15] The wrinkle recovery tests were carried out according to AATCC Test Method 128-1999 [16] by AATCC wrinkle recovery tester, as shown in Figure 6. Test results were evaluated in accordance with the AATCC ‘Wrinkle recovery replicas’, as shown in Figure 7.
AATCC apparatus [17]. AATCC wrinkle recovery replicas [17].

AATCC wrinkle recovery replicas [17].

In this study, three specimens were randomly taken from each sample fabric and the average of three test results was taken into account. According to AATCC Test Method 128-1999, the evaluations are done after the fabrics are kept in the conditioned laboratory for 24 h; however, in this study, to observe the effect of time, the evaluations were performed instantly (as soon as fabrics were taken out from the apparatus), after a 30-min relaxation (samples were waited over a hanger in conditioned laboratory) and after 24-h relaxation (samples were waited over a hanger in conditioned laboratory) because when evaluating the wrinkling degree after 24 h, the difference between developments would have been difficult to see clearly. Also, it was thought that 24 h would be a very long time when it is simulated for a real car seat, because usually a car is used again for several hours after leaving the car.
Results and discussion
In this part, the measurements were carried out in three time intervals to see the effect of time on the wrinkle recovery of both laminated and non-laminated fabrics. Figure 8 represents the wrinkle resistance of non-laminated fabrics after wrinkling instantly, 30 min later and 24 h later.
Wrinkle resistance of non-laminated fabrics.
First of all, wrinkle resistance of the reference fabric was analyzed in accordance with the production process. This fabric was exposed to the first fixation to prevent the formation of color differences during dyeing and to provide dimensional stability. And after dyeing, final fixation was applied to change the wrinkle resistance of the fabric related to the amount of applied tension. When Figure 8 was examined, it was observed that the wrinkle recovery of the reference fabric was moderate as soon as the weight was lifted up and after 30 min and after the following 24 h, the wrinkle recovery increased by one level. According to this figure, wrinkle resistances of the reference fabric and fabric B were the same. Hence, it was decided that the addition of silicone softener during dyeing process did not ensure any extra resistance to wrinkles. The reason for this is either related to the basic rule of thermofixation that during the sequential finishing treatments carried out under various temperatures, the treatment that is applied at a higher temperature is overpowered or that the applied softener was not adequate to increase wrinkle resistance. By observing the wrinkle resistance in Fabric C it was concluded that by using more elastic yarn, fabric resistance to wrinkle measured instantly and after 30 min after the test was the same; however, the resistance after 30 min is worse than that of the reference fabric. Although elastic yarn increases the resistance of a fabric to wrinkle, in this study, this increase did not occur. This shows that the elasticity ratio did not have a considerable effect on wrinkle resistance of fabrics. Another reason can be the structural parameters of the fabric, as the thickness and the weight of this type of fabric are lower than those of the reference fabric. As for the results of Fabric D, the deformation measured immediately after wrinkling was worse than that of the reference fabric, showing that since the application of the first fixation prevents permanent deformations on fabrics, it must be applied to the fabric before dyeing. Finally, Fabric E was observed and it was seen that there was a linear increase in wrinkle resistance with time and after 24 h, wrinkle resistance of Fabric E was completely smooth. It was concluded that among the improving methods only using silicone softener during the passing of fabric over ram by foulard provided a permanent perfect resistance to wrinkle.
As mentioned before, seat covers were laminated, so evaluating the wrinkle resistance of laminated fabrics is as important as that of non-laminated fabrics. Therefore, the wrinkle recovery test was applied to the laminated fabrics under same conditions and the wrinkle resistance of laminated fabrics was assessed similarly. The evaluations are graphically presented in Figure 9.
Wrinkle resistance of laminated fabrics.
By evaluating Figures 8 and 9 at the same time, it can be seen that the wrinkle recovery levels of laminated fabrics were worse than that of non-laminated fabrics after the test was completed. However, after 30 min and 24 h, wrinkle resistances of laminated and non-laminated fabrics were the same. This result depended on the lamination process that made the fabric three layered and consequently thicker with a weightier structure. This structure made the wrinkle recovery difficult. Additionally, for laminated Fabric C, it was seen that the wrinkle resistance of was worse than that of the reference fabric while wrinkle resistance of non-laminated Fabric C was as same as that of reference fabric. It was noted that the effect of elasticity should be studied; also, using elastic yarn only on upper side of the fabric was not adequate and the elasticity of the lining of the fabric's yarn must be increased too.
Conclusion
In this study, an attempt was made to improve the wrinkle resistance of seat cover fabrics. With this purpose, a reference fabric was produced with the parameters of a conventional mill's popular production and after testing the wrinkle resistance of this fabric and analyzing the production processes in detail, four different methods were studied to select the most convenient one to achieve a better wrinkle resistance than that of the reference fabric.
After the applied treatments, it was concluded that the addition of silicone softener during dyeing did not give the fabric any extra resistance to wrinkles. Although more elastic yarn makes the fabric more resistant to wrinkle, if the elasticity ratio was not adequate, it did not have a considerable effect on the wrinkle resistance of the fabric. Since the application of the first fixation prevents permanent deformations on the fabric, it must be applied to the fabric before dyeing. Among the improving methods only using silicone softener at the time the fabric passing from foulard ensured permanent and perfect resistance to wrinkles. Owing to the fact that foulard was the last process, its effect on the resistance to wrinkle was the best. It can also be said that lamination process deteriorated the wrinkle recovery of the fabrics.
Although the fabrics used in this study were manufactured under the same conditions, the applied treatments had some effects on the structural parameters of the fabrics shown in Table 2. According to Table 2, the loop densities and the compactness of the fabrics were same and the thicknesses of the fabrics were similar to each other except for Fabric C, after all methods. Therefore, it was noted that the structural properties of the sample fabrics had no directly influence on the wrinkle recoveries of the sample fabrics.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.