
Abstract
Atmospheric pressure plasma treatment is a surface modification technique, which can be used for surface finishing and pretreatment of textiles using a broad range of reactive gases. In this study, atmospheric pressure plasma was created using a mixture of nitrogen and oxygen and was applied to polypropylene spunbond fabric. Physical properties like moisture vapor transport, pore size distribution and tensile strength were evaluated to understand the effect of the plasma treatment on spunbond polypropylene. Chemical composition of the fabric before and after plasma treatment was analyzed by Fourier transform infrared spectroscopy. The spectra showed that oxygen and nitrogen containing groups were generated on the surface of the plasma-treated fabric. Scanning electron microscope was used to observe the surface morphology of the substrate. It is evident from the capillary flow porometer results, pore size increased after plasma treatment resulting in enhanced moisture vapor transport rate. No significant decrease in breaking load was observed after the plasma treatment.
Keywords
Introduction
Nonwoven fabrics are extensively used in single-use and industrial applications [1]. Spunmelt nonwovens that include spunbond and meltblown fabrics have a major market share in the nonwovens sector and are used in applications such as barrier fabrics and filters. The next phase of research in the nonwovens field should focus on bringing nonwoven fabrics into the apparel sector. Paper like drape, lack of comfort and breathability are the barriers for spunbond nonwovens to penetrate into the apparel market. However, by enhancing certain characteristics to spunbond nonwovens such as breathability, softness, wicking, etc., the feel and comfort aspects of spunbond fabrics can be improved. More importantly, the enhancement of comfort characteristics is critical for synthetic polymer-based spunbond nonwovens in order for them to be used as next-to-skin apparels. Research that enhances the comfort characteristics of spunbond nonwovens is needed to create new markets for synthetic nonwovens. Among the raw materials used in the production of nonwoven fabrics, polypropylene has the highest market share because of its cost, versatile applications such as packing materials, reinforcement, filtration media, thermal wear, etc. [2]. Its inherent hydrophobic nature restricts its use in absorbent materials and apparels.
Several studies have showed that plasma treatment results in surface modification by way of surface etching, surface activation, cross-linking and chain scission [3]. Many process variables in the plasma treatment such as the type of the gas used, energy applied, flow rate, pressure applied and time of treatment influence the surface characteristics of the nonwovens [4–7]. Masaeli et al. varied the treatment time and power in low-pressure plasma process to improve the wettability and observed the functional changes with the use of certain gas combinations [5]. McCord et al., studied the effect of atmospheric pressure plasma on polypropylene and nylon fabrics at different gas flow rates of combination of He and O2 gases and analyzed the results using scanning electron microscope (SEM) imaging [4]. The main advantage of plasma treatment is that the process parameters are chosen in such a way that they do not alter the bulk properties of the treated fabric [4,5,8,9].
In recent years, atmospheric pressure plasma treatment (APT) is gaining momentum as a promising technology to functionalize textile materials because it overcomes some of the disadvantages of low-pressure plasma technology [4,7]. Low-pressure plasma treatment is inefficient at commercial scale due to its vacuum requirement and its batch-wise production method, [4,10] whereas, atmospheric pressure plasma technology can effectively function as a continuous process [4,10].
Among the many processes to improve the hydrophilicity of polypropylene, environmentally friendly plasma treatment offers scope as it can alter the surface characteristics without using wet chemicals [3]. Polypropylene spunbond fabrics can be modified using different gases, such as nitrogen, oxygen, argon, etc., in the plasma process to enhance certain fabric properties [11]. Polypropylene fabric’s wettability can be improved by creating hydroxyl, carboxyl and carbonyl groups using plasma process [9,12,13]. However, there is limited information available in the public domain on the breathability of atmospheric pressure plasma-treated polypropylene nonwovens. One way of measuring breathability is by the amount of water vapor that passes through the fabric and is generally referred to as moisture vapor transport rate (MVTR) [14]. A fabric can be considered breathable when it has high MVTR value, which means it passes the vapor through it at a faster rate [15,16]. According to Gretton et al. [17], evaporative dish method (BS: 7209:1990) is a useful method for the easy comparison of MVTR of different fabrics. Based on this report, we have used British Standard Method BS: 7209: 1990 to compare the breathability of untreated and atmospheric pressure plasma-treated spunbond fabrics. Results on the breathability characteristics of untreated and atmospheric pressure plasma-treated spunbond fabrics are presented in this paper.
Experimental
Materials
Spunbond nonwoven polypropylene fabric with an average weight of 20.03 grams per square meter (GSM) was obtained from US Pacific Nonwovens Industry Ltd, Hong Kong. The diameter of the individual filament was approximately 23 microns. Density of the material was 0.098 g/cm3 with a thickness of 0.0203 cm.
Plasma treatment of polypropylene nonwoven
The atmospheric pressure dielectric barrier discharge plasma treatment was carried out at Enercon Industries Corporation, Menomonee Falls, WI. Nonwoven fabric was passed through the atmospheric pressure plasma chamber of one meter in width at a speed of 15 meters per minute. Plasma system’s frequency was maintained at 150 kHz. Mixture of 90% nitrogen and 10% oxygen was used as the process gas and was introduced into the plasma chamber at a flow rate of 40 liters per minute. Figure 1 represents the schematic diagram of the plasma treatment chamber at Enercon Industries Corporation. The parameters were chosen based on the earlier work and preliminary research conducted in our laboratory which focused mainly on effect of APT on the surface physical properties of different fabrics such as polypropylene, polyester, nylon and cotton [3,4,6].
Process set-up for atmospheric pressure plasma treatment.
Process conditions of pressure plasma treatment (APT).
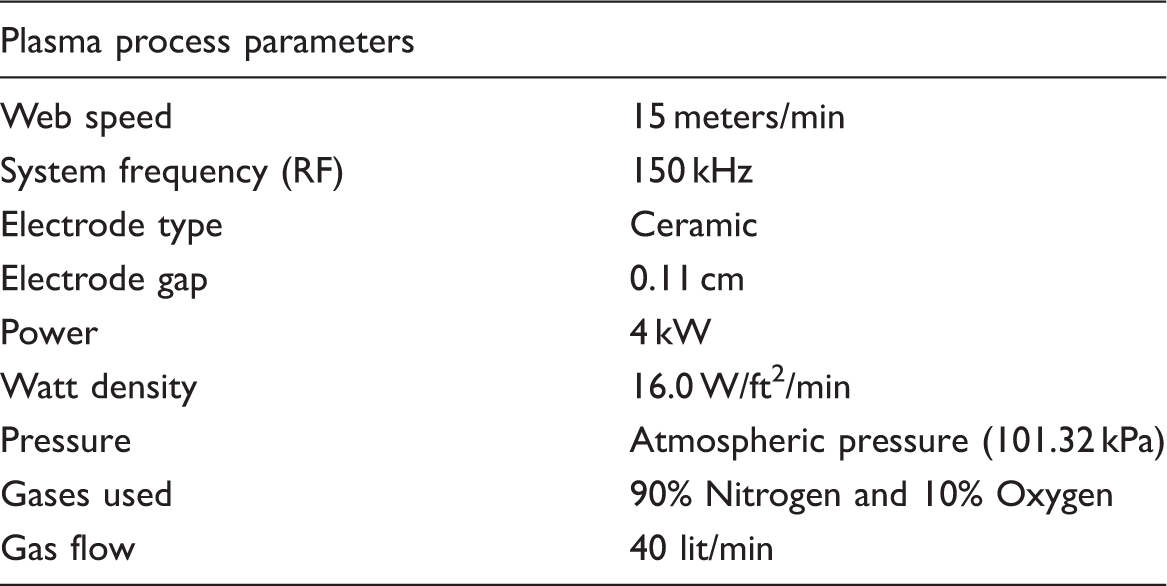
Mixture of 90% nitrogen and 10% oxygen was used to functionalize the fabric surface. The nitrogen plasma forms amine groups while the oxygen plasma creates carbonyl and carboxyl groups.
Breathability evaluation
MVTR is the measurement used to characterize the breathability of fabrics. Evaporative dish method following the British Standard BS 7209:1990 was used to evaluate the MVTR of untreated and plasma-treated nonwoven fabric. The testing was carried out at standard laboratory conditions of 65 ± 2% relative humidity and 20 ± 2°C temperature.
Five circular test specimens were prepared by cutting from a large fabric sample in such a way that each specimen’s diameter was slightly larger than the diameter of the dish rings. Individual dish ring assembly and the turntable MVTR equipment as recommended by BS 7209:1990 method are shown in Figure 2. Dishes with inner diameter of 8.2 cm filled with 46 mL of distilled water were used. A triangular support was placed on the top of the bottom dish to maintain certain distance between the bottom of the specimen and water surface. The circular nonwoven specimen was placed on top of the triangular support with the ring casing. This whole set-up was fastened with the help of an adhesive tape glued from outside along the circumference of the dish assembly. The turntable was rotated with the fabric dish assemblies for an hour to establish the equilibrium. The dish assemblies along with the specimen and water were weighed to the nearest 0.001 grams. The dish assemblies were again rotated for five more hours and weighed. Figure 3 delineates the steps in the evaluation of MVTR based on BS 7209:1990 method.
Experimental set-up for moisture vapor transport rate (MVTR) testing. Evaporative dish method.

The MVTR values were calculated using equation (1) and measured in g/m2/day.
is the loss in mass (grams) of the dish assembly over time ‘t’; is the time between equilibrium and end of the test (5 hours) and is the area of specimen exposed (0.005413 m2).
Porosity evaluation
Porosity is a critical attribute that determines the permeability of fabrics. Porosity evaluation of the nonwoven fabrics was carried out at Porous Materials, Inc., NY, using a capillary flow porometer following the capillary flow analysis method. Three test specimens of the untreated and atmospheric pressure plasma-treated nonwoven were tested. A wetting liquid galwick (surface tension 15.9 dynes/cm) was filled spontaneously into the pores of the sample and differential pressure was applied slowly using an inert gas to remove the liquid from the pores and allow the gas flow. These flow rates and differential pressures were used to calculate the porosity characteristics such as mean flow pore diameter and pore size distribution.
FTIR-ATR measurement
Fourier transform infrared spectroscopy-attenuated total reflectance (FTIR-ATR) was measured using a Bruker Vertex 70 spectrophotomer (Bruker, Billerica, MA) equipped with a liquid nitrogen cooled MCT detector and a VeeMaxII ATR accessory from Pike Technology. The ATR spectra (128 scans, 4 cm−1 resolution) were recorded using a single reflection 60 degree ZnSe ATR crystal at an incident angle of 40 degrees. A 2 cm × 2 cm polypropylene sample was mounted on top of the ATR crystal and gently pressed with a clamp. Atmospheric CO2, which is expressed between 2400 and 2000 cm−1 was not included in the spectra as is denoted by the break in the y-axis.
Contact angle measurement
Contact angle measurements were carried out using Rame-Hart Goniometer model A-100. In this testing, a liquid drop of distilled water was allowed to drop on the specimen and captured by a high-resolution optical lens. The angle between solid-liquid interface was recorded using Dropimage software. Average of four measurements was used to understand the change in the contact angle of the fabric due to plasma treatment.
Tensile strength evaluation
Tensile strength of the nonwoven fabric was evaluated before and after plasma treatment using the Instron Universal Tester 5569 following the ASTM D5034-95 method. Tensile strength of untreated and plasma-treated nonwoven was quantified using the breaking load (Newton).
Scanning electron microscopy
Polypropylene nonwoven fabric was examined through SEM (Hitachi S-4800) before and after plasma treatment to understand the changes occurring at the surface level.
Breathability (MVTR), tensile strength, contact angle and porosity values for the untreated and plasma-treated samples were analyzed and compared using paired t-test at 95% confidence interval.
Results and discussion
Breathability Analysis
Breathability values of polypropylene nonwoven fabric.

GSM: grams per square meter; MVTR: moisture vapor transport rate; PT: plasma-treated; UT: untreated.
Average of five repeats. Standard deviation is represented within parenthesis
MVTR of plasma-treated nonwoven fabric increased by 94.99% in comparison with untreated nonwoven fabric. Test of significance of means using paired t-test showed that the means of plasma and untreated fabrics were significantly different at 95% confidence interval.
Porosity analysis
Mean flow pore diameter of polypropylene nonwoven.

GSM: grams per square meter; PT: plasma-treated; UT: untreated.
Average of three repeats. Standard deviation is represented within parenthesis.
The pore size and percentage distribution of pores are plotted on X-axis and Y-axis, respectively, in Figure 4. From the above figure, it is evident that larger size pores, which are above 240 microns, are present only in plasma-treated fabric. The untreated fabric has more smaller size pores up to 80 microns. Plasma treatment increases the size of pores, which is evident from the presence of larger size pores as shown in Table 4. More pores are found after 80 micron size in the plasma-treated fabric compared to untreated fabric. Cumulative percentage of pores ranging from 80 to 304 microns in untreated fabric is 30.43; whereas cumulative percentage of pores in that pore range for plasma-treated fabric is 43.07. There has been a 12.64% increase in pores ranging from 80 to 304 microns due to the enlargement of pores by the bombardment of ionized gas. The treatment bombardment has physical effect on the structure of the fabric and gaps between the individual filaments of the spunbond have increased.
Pore size distribution of untreated and plasma-treated polypropylene nonwoven. Pore size distribution of untreated and plasma treated polypropylene nonwoven. PT: plasma-treated; UT: untreated. Average of three repeats.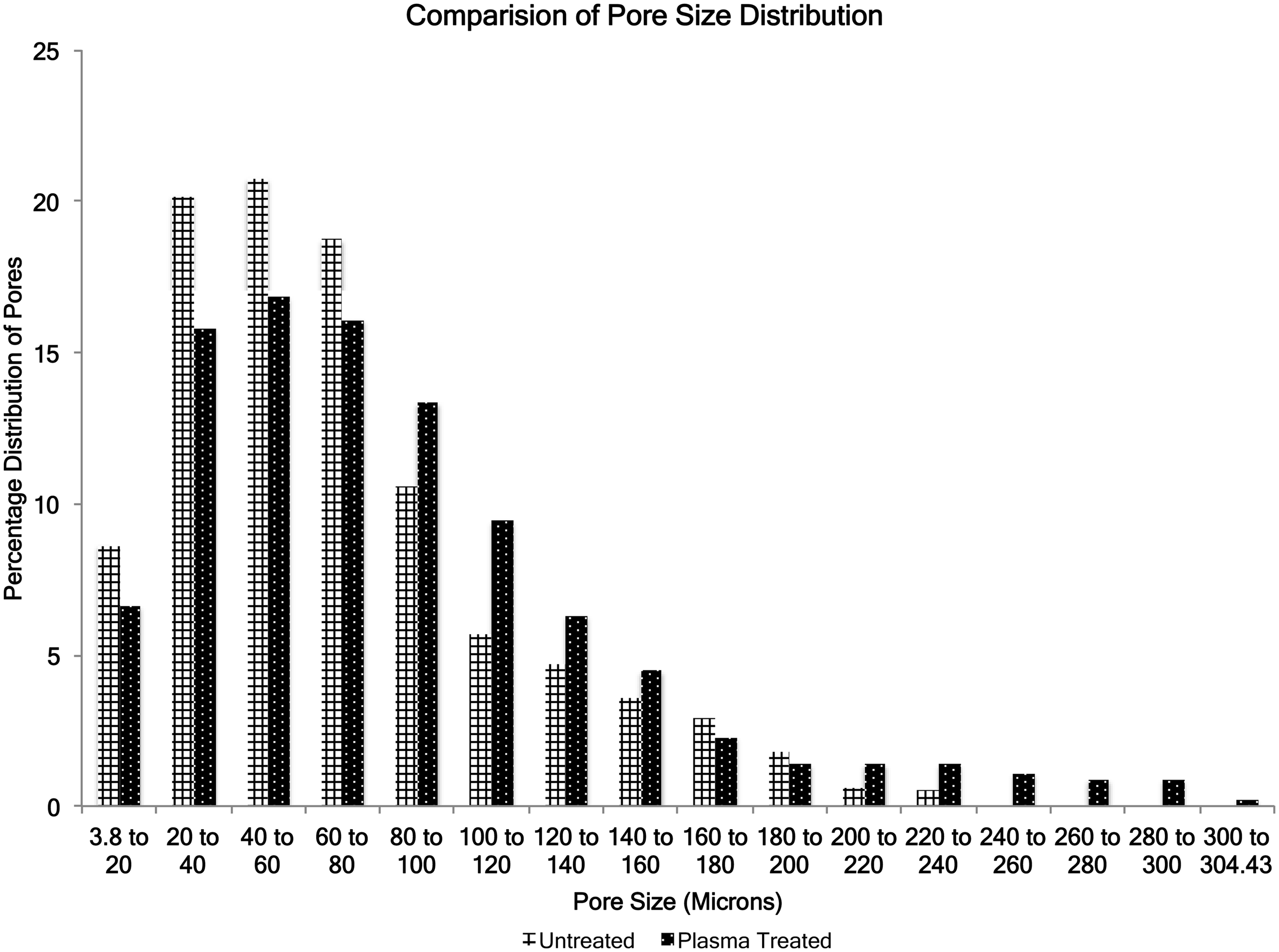

Breathability occurs with the help of diffusion mechanism. The difference in pressure between outside and inside of the fabric creates a gradient in the vapor pressure. This pressure gradient is created by the capillary action through the available pores in a fabric. The more is the pores available in a fabric; the more is the diffusion and hence more is the breathability [18]. Figure 4 shows that the plasma treatment of polypropylene fabric created more pores and increased the size of pores. Results from the study show that the plasma treatment enhances the pore size aiding more transport of water vapor resulting in increased breathability. Results corroborate with the findings of the Hale et al; and show that MVTR is directly influenced by the porosity of fabrics [18].
FTIR-ATR analysis
FTIR-ATR is an ideal technique for the detection of surface modifications, as ATR examines only a limited penetration depth of the outermost few microns of a sample and allows to investigate the changes in functional groups between the samples.
Figure 5 compares FTIR-ATR spectra that examine the surface changes in terms of functional groups and bonds formed after the plasma treatment of polypropylene. The strongest bands, which are present in the region between 3000–2800 cm−1 and 1500–1350 cm−1 of both fabrics, are characteristic of polypropylene. Since the polypropylene fibers are long alkyl chains, the backbone features appear in these regions and contain bands associated with asymmetric and symmetric CH2 stretching modes near 2920 cm−1 and 2850 cm−1, respectively, and methyl group asymmetric C-H stretching around 2960 cm−1 and symmetric stretching near 2895 cm−1. The bands in the 1500–1350 cm−1 region include the CH2 scissor mode at 1456 cm−1 and the methyl symmetric HCH deformation for long alkyl chains (n > 4) at 1375 cm−1.
Fourier transform infrared spectroscopy-attenuated total reflectance (FTIR-ATR) spectra of untreated and plasma treated samples.
Differences between the untreated and plasma-treated samples are evident in the 1800–1500 cm−1 region. After the treatment, four new peaks arise in the plasma-treated fabric in the 1800–1500 cm−1 region, specifically at 1733 cm−1, 1606 cm−1, 1579 cm−1 and 1508 cm−1. The band at 1733 cm–1 is attributed to a carbonyl (C = O) stretch due to a ketone, carboxylic acid or amide group. Bands at 1606 cm−1 and 1597 cm−1 can be assigned to NH bending of both amine or amide groups and the band at 1508 cm−1 could be due to the CNH stretch of an amide. Due to the nature of the plasma treatment, evidence of these peaks support surface modifications of the fabric by nitrogen-containing species such as amides and amines and oxygen species such as hydroxyls and carbonyls.
Contact angle measurement analysis
Contact angle of untreated and treated fabrics were 112.5° (Std. Dev: 6.14) and 85.7° (Std. Dev: 6.99), respectively. A significant decrease (p value < 0.05) in the contact angle due to plasma treatment shows that the fabric is becoming hydrophilic due to the presence of hydroxyl, carbonyl and carboxyl groups.
SEM analysis
As is evident from the scanning electron micrograph (Figure 6(b)), there is some displacement of individual filaments as well as filament breakage at certain places after plasma treatment. This increases the porosity as quantified by capillary flow porometer. However, as is evident from the tensile strength evaluation, the filament breakage and displacement is not affecting the tensile strength significantly.
(a) Scanning electron microscope (SEM) image of the untreated polypropylene fabric. (b) SEM image of the plasma treated polypropylene fabric.
Tensile strength results
Plasma treatment is a surface phenomenon and hence it should not significantly affect the breaking load of polypropylene nonwovens. Research till date on atmospheric pressure plasma-treated nonwovens show that tensile properties are dependent on the severity of the treatment [4] and the inherent properties of fabric such as the degree of entanglement of fibers, fiber-to-fiber frictional contact, orientation of fibers in the web structure and the individual strength of fibers [19]. Breaking load of the untreated and plasma-treated fabrics is plotted in both machine and cross directions in Figure 7.
Breaking load of spunbond polypropylene nonwoven in machine and cross-direction.
Paired t-test analysis of the tensile strength in machine and cross-directions show that there is no significant difference at 95% confidence interval. This result corroborates with the findings of Virk et al. [20] and Vaananen et al. [21]. Although these authors’ research is different from that of our work, they have also reported that there is no significant change in the breaking load of nonwoven fabrics after atmospheric pressure plasma treatment.
Conclusions
Atmospheric pressure plasma treatment has resulted in the enhancement of moisture vapor transport property of polypropylene spunbond fabric. Porosity evaluation using mean flow pore diameter and pore size distribution analysis shows that the plasma treatment increases the pore size and results in larger pores. The increase in the number of large size pores improves the diffusion of vapor between the filaments in the spunbond structure. In addition, FTIR analysis confirms the changes in the surface chemical composition of polypropylene after nitrogen and oxygen plasma treatment with the presence of hydroxyl, carbonyl, carboxyl and amine groups. Results from the study show that plasma treatment under suitable conditions can enhance the breathability of spunbond fabrics by increasing the pore size without affecting the tensile strength.
Footnotes
Funding
The funding support from The CH Foundation, Lubbock, TX, USA is greatly appreciated.
Acknowledgements
The authors gratefully acknowledge Mr CK Wong, Chairman and CEO and Dr Larry Wadsworth, Chief Technical Officer, US Pacific Nonwovens Industry Ltd, Hong Kong, for providing the nonwoven fabric used in this study.