
Abstract
Nonwovens have been increasingly used in car interiors for noise reduction. Most of these nonwovens are subjected to thermal treatments to give the nonwovens their final three-dimensional forms. Therefore, it became crucial to investigate the effects of thermal treatment on sound absorption characteristics of nonwovens. In this study, the effects of the material and treatment parameters on airflow resistivity and normal-incidence sound absorption coefficient of thermally treated three-layered nonwoven composites have been studied. The material parameters included fiber size and porosity. The treatment factors included the temperature and duration. The thermally treated three-layered nonwoven composites are classified into three types based on the material content and fiber blend. Sandwich structures consisting of polylactide/hemp/polylactide and polypropylene/glassfiber/polypropylene layers were called LHL and PGP, respectively. The sample which consisted of three layers of an intimate blend of polypropylene-glassfiber was named as PGI. Both temperature and duration of thermal treatment have been found to affect air flow resistivity and sound absorption. An increase in air flow resistivity and a decrease in sound absorption have been detected with heat treatment. A similarity has been observed between the thermal behaviors of PGP and PGI, which included the same thermoplastic polymer fiber. Variation in air flow resistivity of sandwich structure nonwoven composites increased with the increase in temperature, which was not observed in the intimate blend ones. The air flow resistivity of heat-treated nonwovens followed a steeper trend compared to unheated nonwovens per change in material parameters. In terms of treatment parameters, the difference between the thermal treatment and the melting point of the thermoplastics constituent of the nonwoven composite was found to be a significant factor on sound absorption. This effect of treatment temperature on sound absorption changed with treatment duration. The sound absorptive characteristic of the nonwoven composites in terms of sound frequency underwent a change with thermal treatment due to the structural changes with exposure to high temperature.
Introduction
Increasing consumer demand for better driving comfort pushes the automotive industry for better and more effective noise control measures [1,2]. The enhanced noise reduction positively affects the potential customers’ quality perception of the vehicle and thus renders the manufacturer advantageous in terms of competitiveness. Among several methods of noise control, sound absorption comes as a viable means [3]. Sound absorption in vehicle is achieved by attaching sound absorbers, which are porous materials, to various auto parts including floor-coverings, package trays, headliners, trunk liners and door panels. Automotive noise control has conventionally been achieved by sound absorbers of glassfiber and foam materials [2,3]. However, these materials pose some risks for human health and the environment [2]. Thus, bio-fiber-based nonwovens emerge as viable alternatives, which are increasingly appraised by media and research communities [4].
Bio-fibers are advantageous in terms of lower weight, economical price, good acoustic performance, and better safety with shatterproof characteristic [5]. Nonwovens, similarly, offer some inherent advantages, such as the economical price of the raw materials, efficient thermo-processing, lower specific weight and their ability to be recycled [3]. Nevertheless, there is limited research and modeling effort devoted to understanding the noise control performance of nonwovens [2,3,6].
Among such studies, Na and Cho [1] investigated the effects of plasma treatment on the sound absorption and pore structure of thermal bonded nonwovens. The nonwovens were made from regular polyester, hollow polyester, jute and kenaf fibers with low-density polyester fibers. They found that the plasma treatment increased the sound absorption of the hollow polyester and kenaf nonwovens while decreasing that of jute nonwovens.
Jayaraman [6] investigated effects of some material, production, and post-treatment methods on the sound absorption of needled nonwovens. He detected that fiber fineness, optimum web layer sequencing, and flame-retardant treatment influenced the noise reduction performance positively. He found that the presence of either an air gap behind the material or a film on the surface of the nonwoven fabric to increase sound absorption in low- to mid-frequency range. He reported that webs formed by air-laying provided better noise control compared to those produced by carding.
Compression molding is commonly used to produce large automotive components. It is a simple and cost-efficient process with low amount of waste [7]. Compression molding converts planar nonwoven fabrics into three-dimensional components. These make it necessary to study the effects of compression molding on the performance of such sound absorbers.
The process has two constituents: compression and heating [2]. Effect of compression on sound absorption of porous materials has been the subject of very limited research efforts [8,9]. Nevertheless, the authors were not able to find any in-depth studies on the influence of the heat treatment on sound absorption performance of nonwovens. The heating constituent is investigated in this study, as compression has been studied in a previous work [8].
In this paper, air flow resistivity and sound absorption properties of heat-treated three-layered multi-fiber nonwoven composites which included polypropylene (PP), glassfiber, polylactide (PLA), and hemp have been studied. The effects of material and treatment factors on noise control performance of thermally processed nonwoven composites have been investigated.
Materials and methods
Materials
Fiber parameters.

Glass fiber in layered PP/glass fiber/PP blend.
In intimate polypropylene–glass fiber blend.
Sample preparation
Fibers were opened by a Truetzschler® Opener. All fiber types were opened in mono-fiber form except for one sample set which included 33% glassfiber and 66% PP fiber blend.
Fiber webs produced by Truetzschler Tuft Feeder Scanfeed.

Layering of fiber webs for needle-punching.

Thermal treatment conditions for LHL, PGP, and PGI.

Characterization
Fibers’ diameters, fabrics’ mass per unit area, thickness, porosity, air flow resistivity values, and sound absorption coefficients were measured. Samples were subjected to conditioning at 20℃ and 65% relative humidity for at least 24 hours prior to characterization processes. Conditioning of heat-treated samples was performed after they had cooled.
Fiber diameter measurements were carried out according to ASTM D 1577-07 standard test methods for Linear Density of textile fibers [11]. The average fiber diameters were obtained by fiber diameter measurements on the scanning electron microscope (SEM) images. A Hitachi S-3200 N SEM at the Analytical Instrumentation Facility of North Carolina State University was used. A 4Pi EDS/Digital Imaging system was used to acquire SEM digital images and line scans. At least 30 specimens of hemp fibers and 10 specimens of manmade fibers were measured.
Fabric mass per unit area values were obtained in accordance with ASTM D 3776-07 standard test method for mass per unit area (weight) of fabric [12]. Thickness measurements were taken from each sample using an AMES thickness gauge with a pressure level of 4.14 kPa according to ASTM D 5729-97 standard test method for Thickness of Nonwoven Fabrics [13].
Nonwovens’ porosity values were determined according to ASTM C 830-00 Standard test methods for apparent porosity, liquid absorption, apparent specific gravity, and bulk density of refractory shapes by vacuum pressure [14] using equation (1):

Air flow resistivity of nonwoven webs was measured according to ASTM D 737-04 standard test method for air permeability of textile fabrics [15]. The Frazier air permeability tester (Frazier Precision Instrument Company Inc.) was used. The Frazier differential pressure air permeability instrument gave the rate of the flow of air in cubic feet per square foot of sample area per minute, the Frazier Number, at a differential pressure of 0.5 inches of water [16]. These units have been converted to air flow resistivity, r0, in Pa·s·m−2 as shown in equation (2), where l is the thickness of the fabric in meters (equation derived from Frazier [16] and ASTM D 737-04 [15]):

Normal incident sound absorption coefficients (NAC) of samples were obtained according to ASTM E 1050-07 standard test method for impedance and absorption of acoustical materials using a tube, two microphones and a digital frequency analysis system [17]. A minimum of three specimens from each sample were tested. A Bruel and Kjaer Pulse™ acoustic material testing system was used at Carcoustics Tech Center. A 29-mm-diameter tube was used at the frequency range of 500 Hz–5 kHz. Normal-incidence sound absorption coefficient was calculated according to the following equation:

For the statistical data analysis, the SAS 8.2 system was used. Two sets of analyses were carried out according to the dependent variables: namely air flow resistivity and normal-incidence sound absorption coefficient (NAC). For each dependent variable, two analysis sets have been conducted: one for investigating the effect of material parameters and the other for the investigation of treatment parameters on the dependent variables. A general linear model has been adopted.
Results and discussion
The effects of material and treatment factors on normal-incidence sound absorption (NAC) performance of the heated nonwovens were mathematically modeled in this research. The assumptions and evidence for the assumptions can be found in Yilmaz et al. [8] and [18]. The mathematical models that were derived by the authors are presented in the following sections. In the generated models, the physical units of all terms, either the variables or the coefficients, are compatible within the correlations.
Effect of heat treatment on air flow resistivity
There is a close relationship between air flow resistance and sound absorption. Air flow resistivity, r0, is air flow resistance divided by the surface area and the thickness of porous material. Air flow resistivity has been used by a number of researchers to model sound absorption [2,8,18–21].
Air flow resistivity and structure parameter information of heat treated PP/glass fiber/PP layered fabrics (PGP), PP–glass fiber intimate blend fabrics (PGI), and PLA/hemp/PLA layered fabrics (LHL).
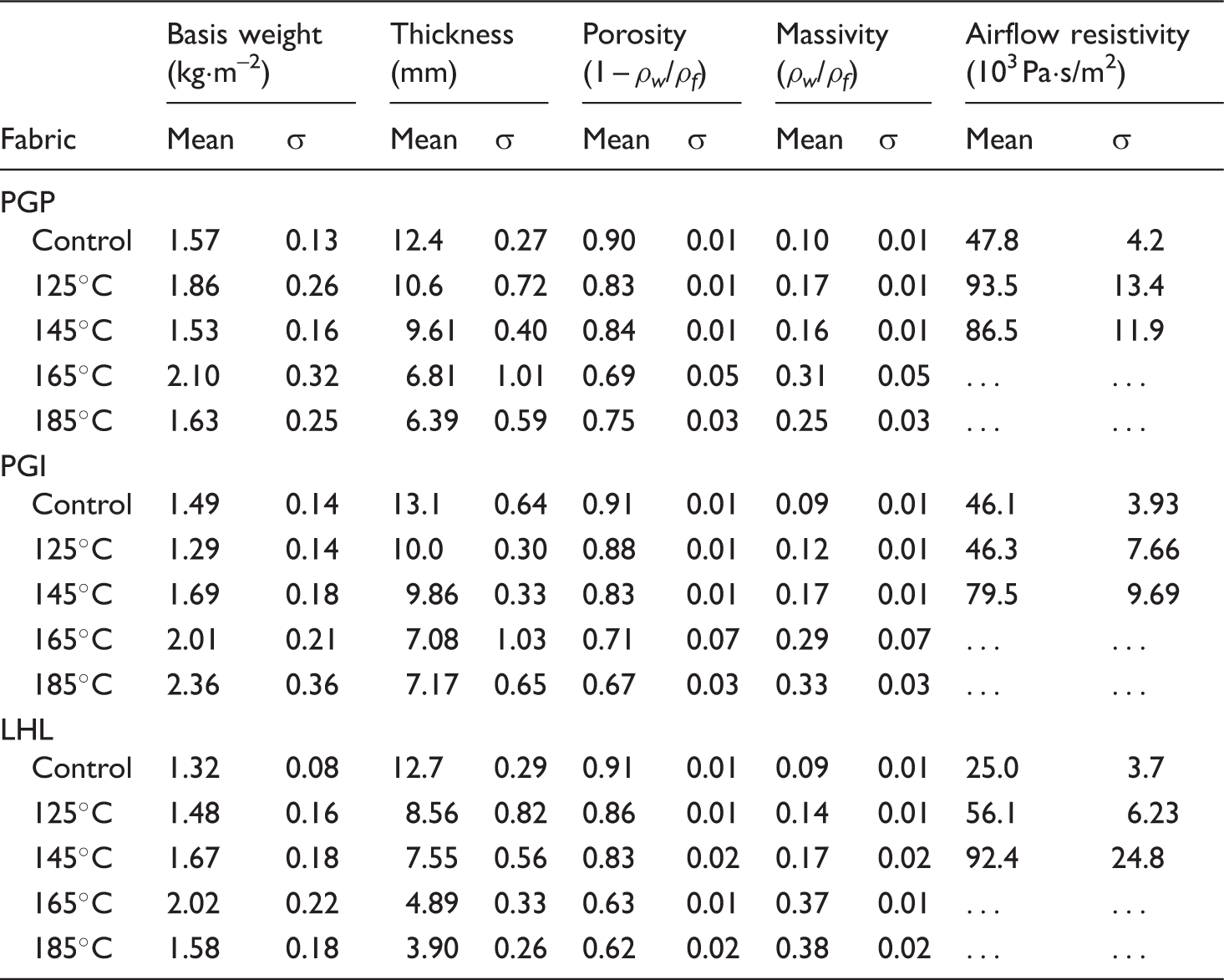
Comparison of model estimates and real data points of untreated PGP, PGI, and LHL fabrics and ones treated at 125℃ or 145℃ are shown in Figure 1, where r0 is air flow resistivity in mks rayl/m or Pa·s·m−2, ρw is the density of web, and ρf is the weighted average density of the fiber in kgċm−3, and ã is the weighted root mean square fiber diameter of the fabric in meters. Here, the model generated by Yilmaz et al. [8] for the compressed nonwoven composites was fitted to the heat-treated samples in the current research. Similar to the compressed samples, the airflow resistivity is closely related to the massivity, which equals to unity minus porosity, given as the density of the web divided by the density of the constituent fiber. As seen in the figure, while the trends of PGP and PGI are close to each other, LHL is following a different trend. This might be due to the fact that PGP and PGI are composed of the same fiber mix, polypropylene, and glassfiber; whereas LHL is composed of PLA and hemp fibers, which behave differently in different temperatures, especially the thermoplastic polymers: polypropylene and PLA.
Comparison of statistical model estimates vs. actual values for air flow resistivity values of heat-treated PGP, PGI, and LHL.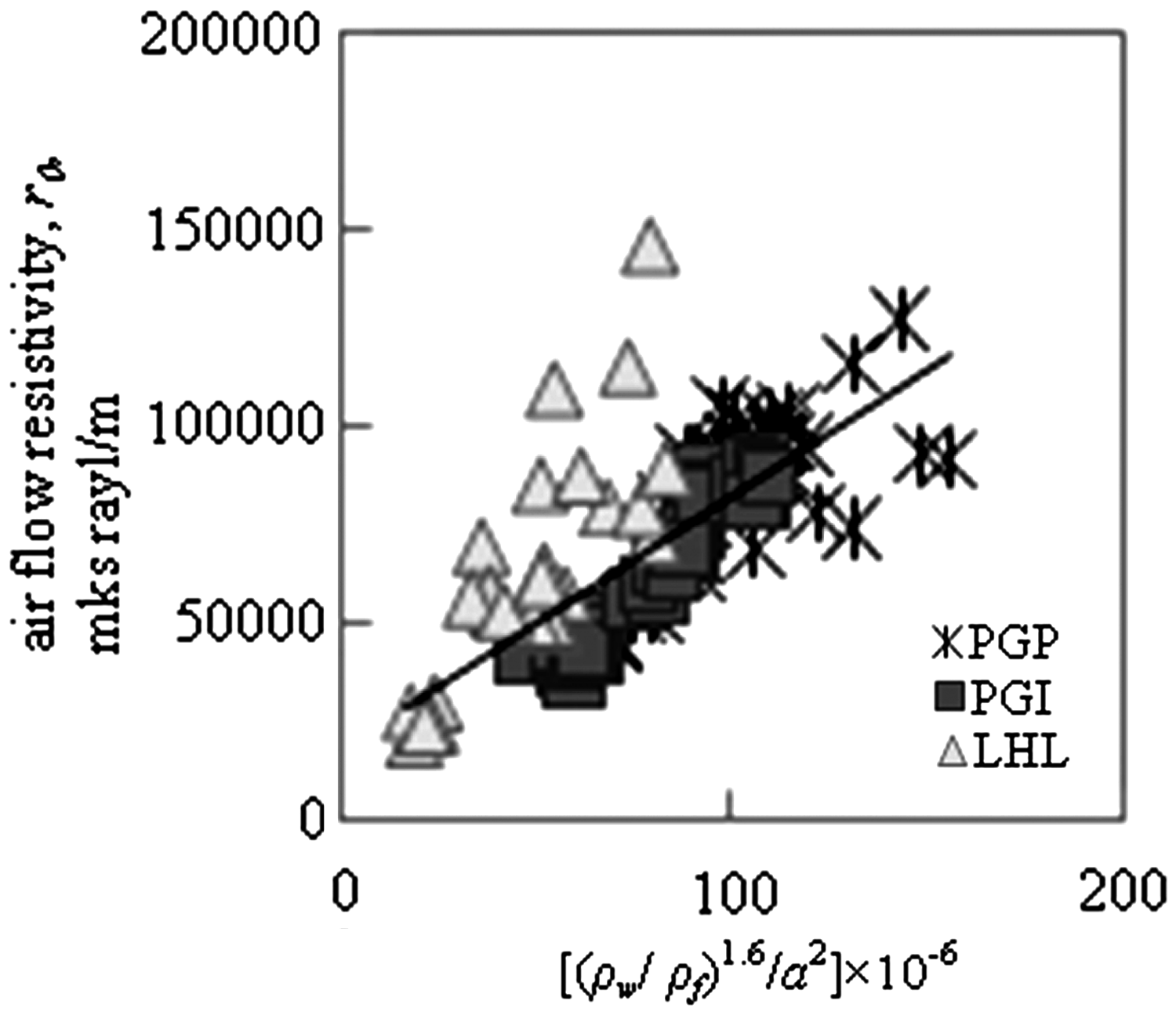
The steeper slope of heat-treated LHL was removed from the model, and the remaining data points of heated fabrics were compared to the model established before [2] which included the untreated, compressed, or alkalized, single- and multi-fiber fabrics. The air flow resistivity of the unheated fabrics can be predicted by the massivity and the fiber size to high precision. The higher the massivity and the lower the fiber size, the higher is the air flow resistivity. The graph including the unheated fabrics from [2] and thermal treated fabrics from current research is shown in Figure 2. As seen from the figure, the heated fabrics follow a different trend compared to the unheated fabrics. This might be due to the structural changes in the polymeric materials with heat. Under heat, shrinkage has been observed in fabrics: both the thickness and the planar dimensions decreased. The steeper slope gives evidence that the dimensional change does not explain all of the difference, as it is already included in the model. There might be changes in the fiber shape or size due to relaxation.
Comparison of air flow resistivity behaviors of the heated vs. unheated fabrics. The heated fabrics do not include LHL.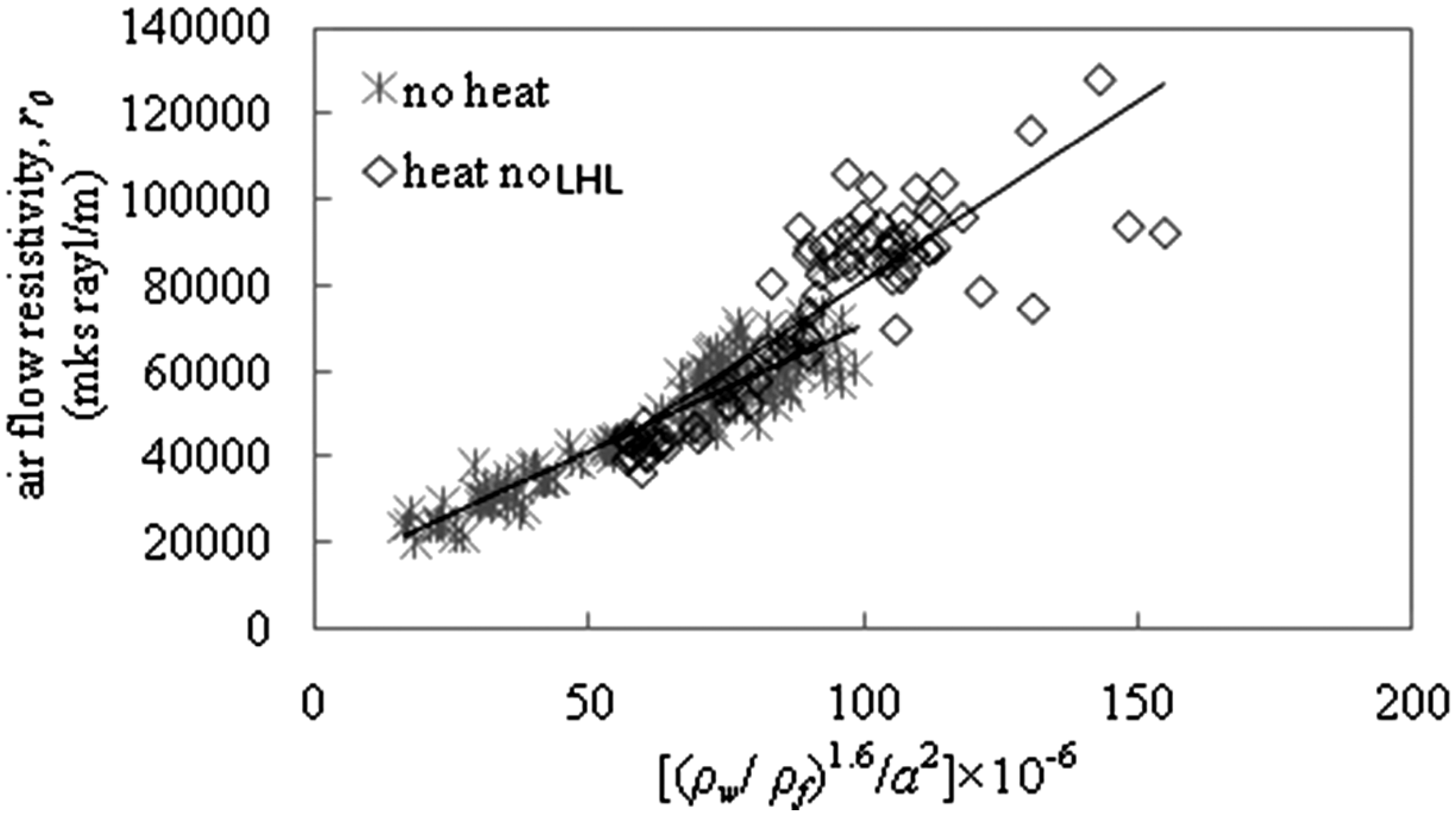
The air flow resistivity behaviors of all fabrics treated at different temperatures are compared in Figure 3. It is seen that as the temperature increased, the variation in PGP and LHL also increased, whereas this is not observed in PGI. The reason may be that the individual layers in the sandwich structures (PGP and LHL) were composed of different fibers that acted differently under heat, whereas all layers in PGI include the same fiber mix. For PGP and PGI, the slope at 145℃ is steeper than it is for unheated samples. For LHL, the high variation makes it impossible to obtain a trend.
Comparison air flow resistivity behaviors of the fabrics heated at different temperatures in ℃.
Effect of heat treatment on NAC
In Figure 4, the average NAC values of heat-treated fabrics are shown. In general, heat treatment led to a decrease in the sound absorption coefficient values, as expected. After heat treatment, not only the thickness, which is a very important parameter for sound absorption, decreased; but also the fabric shrank in the planar dimensions. This made the fabric even denser. At higher temperatures, the fabrics lost their bulky fibrous form and turned into rigid materials which reflected sound rather than absorbing it. For PGP and PGI fabrics, the data points at 165℃ and 185℃, and for LHL, the ones at 185℃ follow a different trend from those of untreated or for lower temperatures. The reason for this should be that these temperatures are higher than melting point of PP and PLA, respectively. At and above the melting point, these polymers melted so the fabric became more rigid and less porous once cooled and the rigid structure behaved differently than the former flexible textile structure.
Average normal-incidence sound absorption coefficient of fabrics treated at different temperatures. (a) PGP, (b) PGI, and (c) LHL.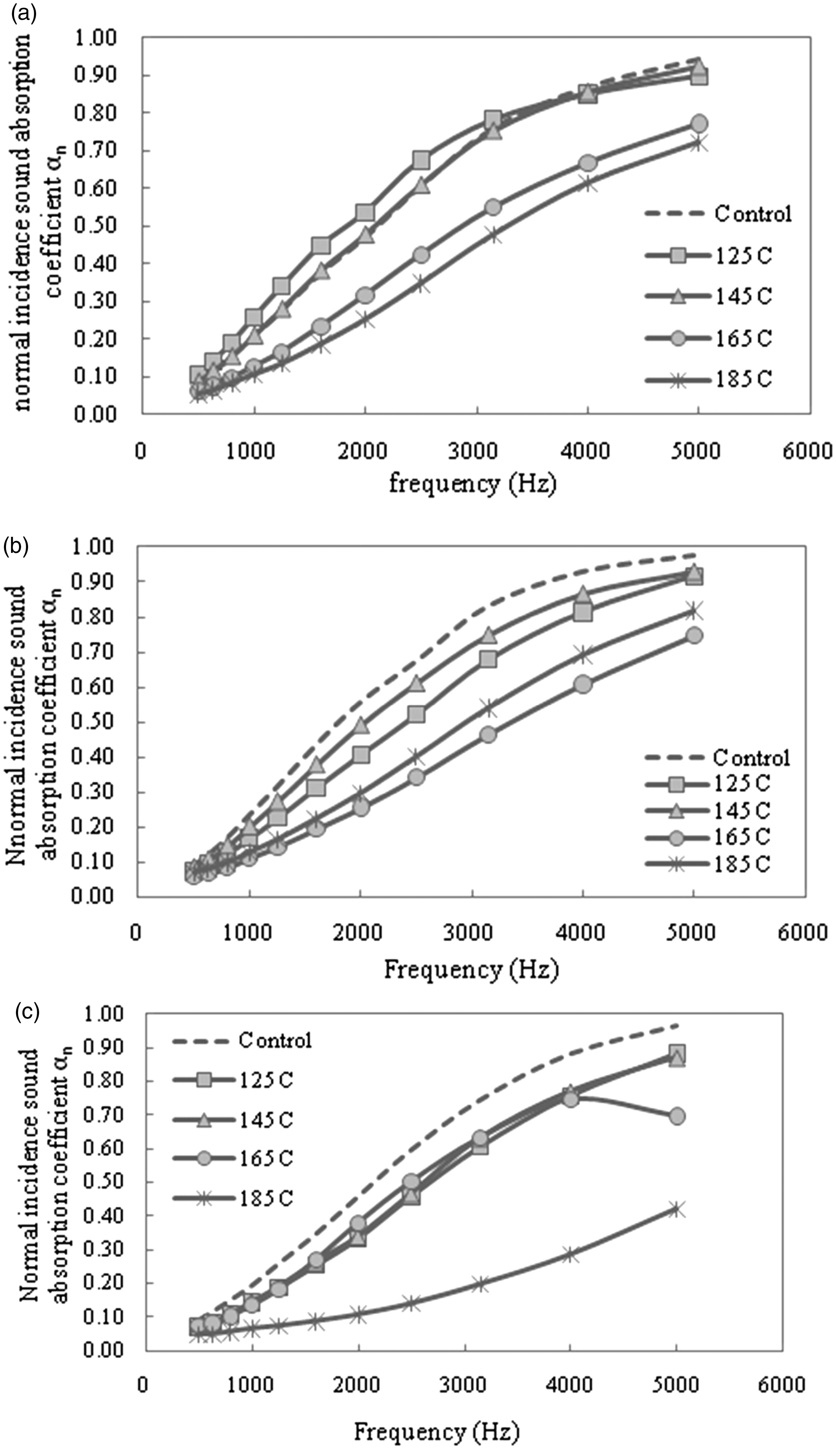
The model below was generated with the variables of frequency, air flow resistivity, and thickness. In addition to air flow resistivity, the frequency of sound and the thickness of the porous material substantially affect sound absorption. Though the relationship is not linear, as the frequency and the thickness increases, the absorption performance of the porous material increases [2]. Fabrics treated at 165℃ or 185℃ were excluded from the model, as the air flow resistivity measures for those temperatures had been eliminated. A very high coefficient of determination, R2 value, of 0.98 was achieved.
The comparison of the model estimates and the real data points are given in Figure 5. There, y-axis gives the real NAC values and x-axis is the model prediction which is a function of frequency, air flow resistivity, and thickness. As seen from the figure, all three fabrics agreed well with the model:
Comparison of statistical model estimates vs. actual values for NAC of heat-treated fabrics. X-axis is a function of frequency, thickness, and air flow resistivity (equation (4)).
Among heat-treatment parameters, temperature and duration have been found to be the significant factors. To reflect the difference in the structure of the starting materials, fiber diameter, a’, and fiber density, ρf, were included in the model, as shown in the equation (5). To be consistent with the normalization of air flow resistivity in the previous study on the effect of compression on sound absorption [8], sin−1(αn) was normalized by area weight [gsm × 10−3]1.6. All treatment temperatures were included in the model. A reasonable R2 of 0.85 was achieved.
As seen in equation (5), the temperature term took place as the “difference between treatment temperature and the melting point of the thermoplastic fiber of the nonwoven composite of interest” rather than “its absolute value”. The difference between the treatment temperature and the melting point of the polymer has been as very important factor in terms of NAC, as it is represented by three terms in equation (5). The cross term t × ΔT evidences that the effect of temperature on NAC changes with treatment duration. This might be due to the fact that the change in the polymer morphology is dependent on the duration of exposure to high temperature. The other cross-term f × ΔT explains that the sound absorption behavior of the nonwoven composite in terms of sound frequency underwent a change with heat treatment, which might also predicate on the structural change of the material due to exposure to high temperature.
Figure 6 gives the comparison of model estimates and real data points. There, y-axis gives the real NAC values and x-axis is the model prediction. As seen from Figure 6, all of the three fabrics agreed well with the model, with LHL giving slightly lower values. Figure 6 shows that fabrics treated at 165℃ tended to give lower values. The reason for this might be the shrinkage of thermoplastic layers at this temperature, which was not observed for the other temperatures. The data points of fabrics treated at 165℃ were excluded as shown in Figure 7. This leads to a 2-point increase in R2 to reach 0.87. In Figures 6 and 7, y-axes are a function of normalized NAC and x-axes a function of frequency, temperature, duration, fiber diameter, fiber density, and area mass of the fabric.
Comparison of statistical model estimates (equation (5)) vs. actual normalized values for NAC of heated fabrics. X-axis is a function of frequency, temperature, duration, fiber diameter, fiber density, and area mass. Fabric types are shown separately. Comparison of statistical model estimates (equation (5)) vs. actual values for NAC of heated fabrics. Fabrics treated at 165℃ are excluded. X-axis is a function of frequency, temperature, duration, fiber diameter, fiber density, and area mass (gsm).


Conclusion
The effects of the material and treatment parameters on airflow resistivity and normal-incidence sound absorption coefficient of thermally treated three-layered nonwoven composites have been studied. The material parameters included fiber size and porosity, and the treatment factors included the temperature and duration for both treatments. The thermally treated three-layered nonwoven composites can be classified into three types based on the material content and fiber blend. LHL and PGP were sandwich structures consisting of PLA/hemp/PLA, PP/glassfiber/PP layers, respectively. PGI consisted of three layers of an intimate blend of PP-glass fiber. Both temperature and duration of thermal treatment have been found to affect air flow resistivity and sound absorption. An increase in air flow resistivity and a decrease in absorption have been found with heat treatment. A similarity has been observed between the thermal behaviors of PGP and PGI which included the same thermoplastic polymer fiber. Variation in air flow resistivity of sandwich structure nonwoven composites increased with the increase in temperature, which was not observed in the intimate blend ones. This was attributed to the difference in the behaviors of individual layers of different polymer fibers against temperature. The air flow resistivity of heat-treated nonwovens followed a steeper trend compared to unheated nonwovens per change in material parameters. In terms of treatment parameters, the difference between the thermal treatment and the melting point of the thermoplastics constituent of the nonwoven composite was found to be a significant factor on sound absorption. This effect of treatment temperature on sound absorption changed with treatment duration. The sound absorptive characteristic of the nonwoven composites in terms of sound frequency underwent a change with thermal treatment due to the structural changes with exposure to high temperature.
Footnotes
Acknowledgements
Authors would like to thank Mr. Michael Hodge from Fiber Innovations, Inc., and Ms. Amy Shuttleworth Vining from AGY for donating PLA and glassfibers, respectively, Dr. Behnam Pourdeyhimi of Nonwovens Cooperative Research Center for the nonwoven production, Mrs. Carrie Knoebe Houghston for her valuable help in statistical programming, and Carcoustics Tech Center for the sound absorption measurements. The authors would like to thank also the Turkish Council of Higher Education for granting the primary author a scholarship for her doctoral research and education at North Carolina State University.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.