
Abstract
Polysulfonamide polymers are defined by their heat-resistant ability subjected to a high temperature. The thermal behaviour of polysulfonamide polymers can be tailored by using the polymer as a matrix of multiphase composites. Multi-wall carbon nanotubes were blended with polysulfonamide polymers and the corresponding fibers were prepared by wet spinning. In the present paper, we have presented thermal behaviour of functionalized multi-wall carbon nanotube-reinforced polysulfonamide polymer by thermal gravimetric analysis and presented a heat conducting model to explain its thermal conductive behaviour. The experimental results showed that the thermal behaviour of developed multi-wall carbon nanotube-reinforced polysulfonamide composites were influenced by multi-wall carbon nanotube weight fraction in the polymer matrix. Multi-wall carbon nanotube in the polysulfonamide does have much influence on the thermal decomposition ratio of the polysulfonamide/multi-wall carbon nanotube composites.
Introduction
Polysulfonamide (PSA) polymers are defined by their heat-resistant ability subjected to a high temperature. The PSA fiber is a new kind of flame retardant material, it has excellent heat resistance, flame retardancy and thermal stability etc., so that it can be applied to develop those protective products used in aerospace, high-temperature environments and civil fields with the flame retardant requirements. The PSA fibers and the related products are also widely used in military industry.
However, raw PSA has high electrical resistance and its breaking tenacity is also low; these properties cause some troubles in its manufacturing procedures and limit its application in the development of protective textile products. Therefore, it is a challenging work to improve the electrical conductivity and the mechanical properties of the PSA materials. It has been proved that the carbon nanotubes (CNTs) have excellent electrical conductivity, mechanical properties and thermal conductivity. It is feasible to blend CNTs into the PSA polymer matrix to improve its electrical conductivity and reinforce the PSA composites. By solving this problem, the application of PSA materials can be extended for the development of high-performance protective garments and textile-based products.
The earlier study of the thermal decomposition behaviour of PSA materials by Ye Jianqing et al. [1] has shown that the initial decomposition temperature (To) of PSA materials was at about 373°C and the maximum mass loss happened at about 480.18°C. It suggested that the PSA has no significant melting temperature during the thermal decomposition process. Recently, Lu Shunxing et al. [2] also studied the thermal stability and thermal degradation kinetics of the PSA. They concluded that the PSA has excellent thermal properties. The To of PSA was at about 473°C and the residual mass was 78.3% at 550°C. However, from the previous studies on PSA, we found that few works have been done to investigate the functional modification of the raw PSA and few works have been reported to utilize the CNTs to improve the electrical conductivity and mechanical properties of the PSA.
Our research attempts to develop PSA/multi-wall carbon nanotube (MWNT)-reinforced composites and its fibers to investigate the effect of CNTs on the composites’ properties accordingly. As the thermal conductivity of solid materials is two orders larger than the fluids at room temperature [3], the thermal conductivity of the PSA composites can be increased [4] after blended with nanoparticles like CNTs; in addition, the thermal stability of the PSA composites can be affected by blending nanoparticles into its polymer matrix system. Therefore, we present our research work on the investigation of the thermal behaviour of the PSA/MWNT composites in this paper.
Experimental
Materials
The PSA was used as spinning solution with the intrinsic viscosity of 2.0–2.5 dL/g and relative molecular mass of 462. The MWNT were blended as functional particles with a diameter ranging from 10 to 20 nm and a length of 1–2 µm. The dimethylacetamide (DMAC) was selected as dissolvent in this study. The above materials were supplied by Shanghai Tanlon Fiber Co. LTD. All the chemicals used here were reagent grade.
Surface modification of MWNTs
Five grams of MWNTs was added in a three-necked flask with a mixed solvent of 70% nitric acid (20 mL) and 98% sulfuric acid (60 mL). The MWNTs were dispersed in the mixed solution using ultrasonic vibration for 1 h; then refluxed and condensed for 1 h in the oil bath with the temperature 120°C. The treated MWNTs were collected by a glass filter (with a pore size of 500 nm) after being washed with sufficient distilled water repeatedly until the pH of the dispersion solution reached 7.0; the MWNTs were then heated in the drying oven for 24 h to remove the residual water.
Preparation of PSA/MWNT composites
Sample list of polysulfonamide/multi-wall carbon nanotube (PSA/MWNT) composites.

CNT: carbon nanotube; DMAC: dimethylacetamide.
Preparation process of wet spinning
The PSA fibers and the corresponding composite fibers were prepared using a small-scale and single-screw wet spinning apparatus (Figure 1).
The schematic diagram of the wet spinning process.
The spinning solution was added into the barrel and then flow to the spinning nozzle with a pore size of (0.18 ± 0.03) mm. During the wet spinning process, the nitrogen pressure was kept ranging between 0.1 and 0.5 MPa to control the fiber spinning speed. In addition, the fibers were spun with the winding distance set to be 1.2 m, the extrusion speed set to be 15–30 m/min and the winding speed set to be 30 ∼ 60 m/min. As illustrated in Figure 1, the spinning scream was extruded from the spinning nozzle under the nitrogen pressure and into the water bath. The monofilaments were formed after the solvent precipitating into the water bath. The nascent fibers were stationed in the drying oven for 24 h for the thermosetting and the residual solvent removing. The PSA/MWNT composite fibers with various CNT contents of 0 wt%, 1 wt%, 3 wt%, 5 wt% and 7 wt% were prepared for the characterizations.
Preparation of PSA/MWNT composite films
The PSA/MWNT composite films with different contents of 0 wt%, 1 wt%, 3 wt%, 5 wt% and 7 wt% were prepared by coating the solution onto glass plates and dried in the electrical blast oven for 24 h. The thickness of the films was about 1 mm.
Equipments and measurements
S-3400N scanning electron microscope (SEM) was used to characterize the distribution of MWNTs in the polymer matrix. Thermal gravimetric analyzer (STA PT-1000, Germany) was used to investigate the thermal decomposition behavior of PSA/MWNT nanocomposite films. The thermal gravimetric analysis (TGA) experiment was carried out in nitrogen environment with the gas flow of 80–100 mL/min. The samples were heated from room temperature to 700°C at a heating rate of 20°C/min.
Results and discussion
The distribution of nanoparticles in PSA composites
As illustrated in Figure 2, the 1 wt% MWNTs can be distributed homogeneously in the PSA matrix and its size is about 30–50 nm; when the CNT content increased to 3 wt%, a little aggregation was observed; with the CNT content increased from 5 wt% to 7 wt%, the distribution of MWNTs becomes inhomogeneous because of its high surface polarity, the size of the aggregated particles was about 150–200 nm. This suggests that it is hard for the MWNTs with high contents to disperse homogeneously in PSA matrix.
Scanning electron microscope (SEM) images of partial cross-sectional of polysulfonamide/multi-wall carbon nanotube (PSA/MWNT) composite fibers: (a) PSA; (b) 1 wt% PSA/MWNT; (c) 3 wt% PSA/MWNT; (d) 5 wt% PSA/MWNT and (e) 7 wt% PSA/MWNT.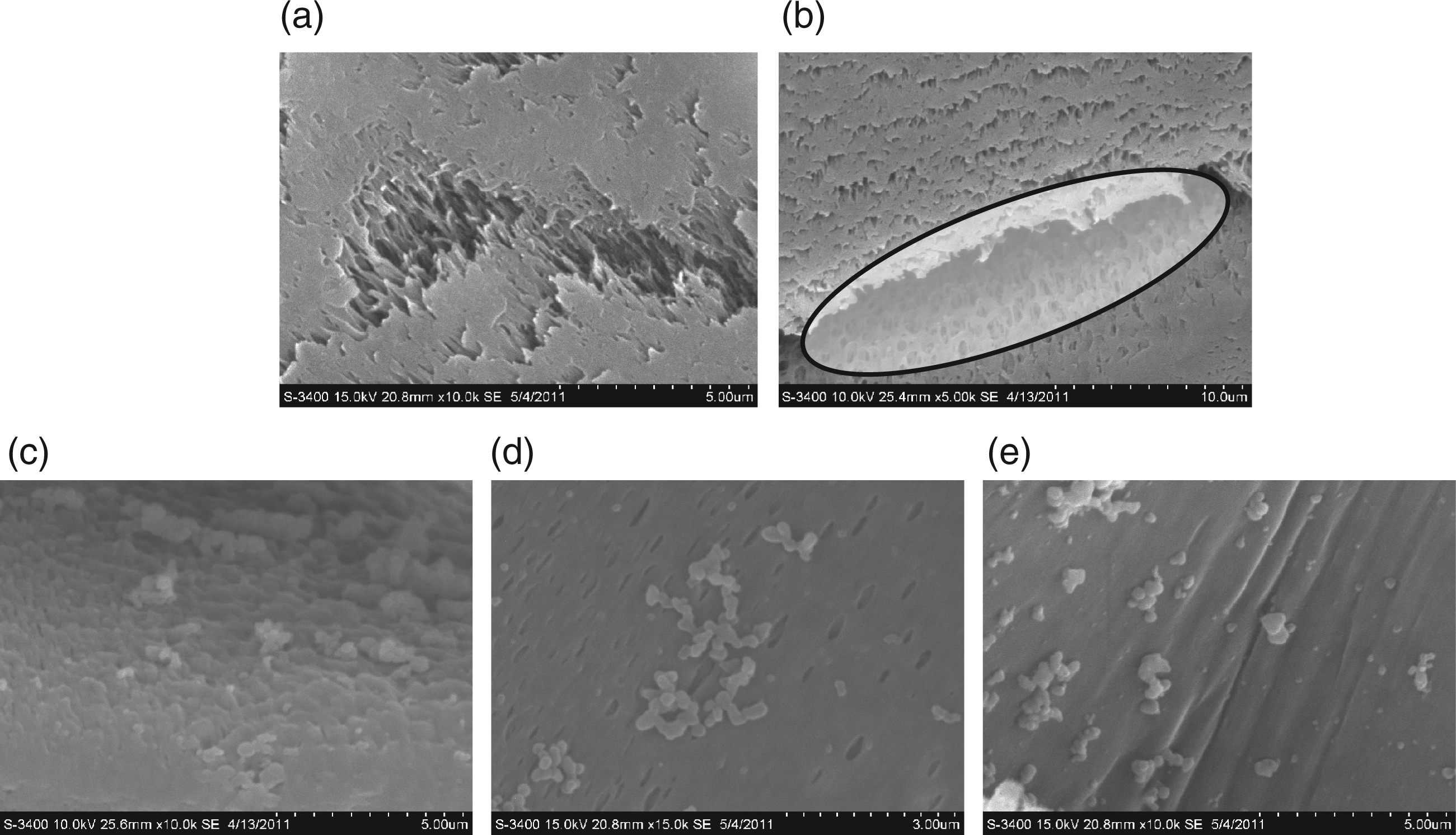
Thermal properties of PSA/MWNT composites
The thermal stability of composites analyzed by TGA
TGA [5] is a method used to investigate the relationship between the mass loss of samples and the temperature (or time) controlled by the system program. This relationship is represented by TG curve while the derivative thermogravimetric analysis (DTG) curve is used to analyze the relationship between the mass loss rate and the temperature. Figures 3 and 4 present the TG curves and the DTG curves of PSA as well as the PSA/MWNT composites, respectively. Some key parameters of the curves are summarized in Table 2. In Figure 3, the thermal decomposition of samples can be analyzed as a decomposition process of mass loss and the whole thermal decomposition process can be divided into three sections.
TG curves of polysulfonamide/multi-wall carbon nanotube (PSA/MWNT) composites. DTG curves of polysulfonamide/multi-wall carbon nanotube (PSA/MWNT) composites. DTG: derivative thermogravimetric analysis. Parameters of different polysulfonamide (PSA) composites during the thermal decomposition.
a
PSA/MWNT: polysulfonamide/multi-wall carbon nanotube. (The test with the coefficient of variation less than 2%). To—The initial decomposition temperature, T10wt—The temperature corresponding to the mass loss of 10%, Tmax—The temperature of the maximum thermal decomposition rate.


The first section is the stage of small mass loss from room temperature to 400°C. At this stage, the volatilization of both additives and the bound water among the molecules lead to the mass loss of materials from room temperature to about 100°C. With the temperature increased to 400°C, the decomposition of oligomers with a small molecular weight leads to the mass loss of materials.
As shown in Figure 3, the mass loss of each PSA/MWNT composite presents a similar trend and the pure PSA has high mass loss. At this stage, the TG curves of each sample decline sharply at the beginning and then reach a platform as the temperature rising to 300°C. In Table 2, the mass loss of each PSA/MWNT composite is less than 10% at 350°C and some mass loss can be attributed to the decomposition of MWNTs. That is because the MWNTs treated by concentrated acid can introduce oxygen-contained groups [6] such as −COOH, −C=O, −OH on its tubes and ends. The thermal stability of these groups is decreased at high temperature and it is easy to produce gas such as CO2, CO [7] when heated. Thus, the MWNTs have a mass loss at the high temperature. As illustrated in Table 2, the mass loss of pure PSA at 170.19°C has reached 10%. This suggests that it is difficult for the PSA/MWNT composites to decompose at high temperature and its thermal stability is higher than PSA significantly.
The second section is the stage of thermal decomposition (400–600°C). In the TGA experiment, the mass loss of samples at high temperature can be attributed to the increasing movement rate of polymer macromolecular chains. Simultaneously, the small molecules release in the form of gases leading to the mass loss. According to the bond energy analysis [8], the C-N section of amide of PSA has decomposition at 500–600°C [9,10] and the mass loss of PSA at this stage is ascribed to the production of gases such as SO2, NH3 and CO2. As a result, the increasing amount of gases leads to the increasing mass loss of samples.
The crossing point between the tangent of descending curve and the extension cord of baseline can be used to represent the To. According to Table 2, the To of PSA is about 460.90°C, it shows that PSA is of heat-resistant materials and it has excellent thermal stability. As shown in Figure 3, each TG curve has a rapid decomposition at about 500°C. Corresponding to the rapid decomposition, there is a peak in DTG curve (Figure 4) and the Tmax can be determined according to the value of the maximum peak.
The CNT is described to be a good heat conductor and it has excellent thermal stability. Besides, it has a large surface area, high surface energy and large numbers of surface atoms. It is easy for MWNTs to form a strong force with the PSA polymer chains and restrict the movement of molecular chains. Therefore, the thermal stability of the PSA/MWNT composites can be improved. In Figure 4, the order of the PSA/MWNT composites’ Tmax is 7 wt% PSA/MWNT > 3 wt% PSA/MWNT > 5 wt% PSA/MWNT > 1 wt% PSA/MWNT > PSA. This is because there is a small amount nanoparticles in the 1 wt% PSA/MWNT composite and it is easy for the MWNTs to distribute evenly in the PSA matrix. Consequently, the thermal conductivity points in the blending system are disconnected and it is difficult for the heat to transfer uniformly throughout the composite. With the MWNTs content increased, the continuously thermal network is established gradually in the blending system and the heat can transfer evenly in the composite. Therefore, the thermal decomposition of the PSA composites can be postponed.
The third section is the stable phase of carbon formation (600–700°C). At this stage, most of the polymers are carbonized and the rising temperature has less impaction on the mass loss of residues. As depicted in Figure 3, the residual mass at 700°C of composites tends to a steady state, while the mass loss of PSA decreases significantly.
As shown in Table 2, the order of samples’ residues is 7 wt% PSA/MWNT > 5 wt% PSA/MWNT > 3 wt% PSA/MWNT > 1 wt% PSA/MWNT > PSA. This is because the blending of MWNTs in the PSA matrix can transfer heat evenly from outside to inside. Besides, it is hard for the PSA to crack since the sulfone groups in the polymer chains can absorb electron and the benzene rings have the conjugation among the double bonds. In addition, it is difficult for the benzene rings having the stable structure to decompose into micro molecules at high temperature. Therefore, it postpones the decomposition behavior of the composites ranging from 600 to 700°C. Moreover, MWNTs can remain stable at 700°C and improve the thermal stability of the PSA composites significantly.
The thermal conductivity of the blending system
The thermal decomposition rate of the PSA/MWNT composites is influenced by thermal resistance (R) and thermal conductivity (λ) of the blending system. These two factors are determined by the comprehensive function of PSA and MWNTs. The thermal resistance is defined as a ratio between the temperature of sample’s two sides and the heat flow through the unit area of sample vertically. It is one of the indexes to measure the thermal properties of materials and it can reflect the heat resistant ability. On the contrary, the thermal conductivity can be defined as the quantity of heat which passes in the unit time through a plate of particular area and thickness when its opposite faces differ in temperature by one Kelvin.
In the TGA experiment, the heat concentrates on the surface of PSA, and then the PSA decomposes at some points when the temperature increases to its decomposition temperature. Since the thermal conductivity of PSA matrix is low [0.084 W/(m·K)] [11] and the sequence of reaching the decomposition temperature of PSA matrix is the surface layer → the middle layer → inner layer, the PSA matrix decomposes layer by layer when it is heated over the decomposition temperature.
As to the PSA composites, MWNTs have excellent thermal stability and thermal conductivity [6000 W/(m·K)] [12], the two ends and the area around the tubes of the dispersed MWNTs can play a role of physical cross-linking points in the polymer matrix. In addition, according to the Fourier’s law, the surface temperature of PSA is higher than the temperature of its adjacent internal layer during the heating process. Therefore, the temperature gradient field can be constituted to transfer the external heat into the polymer layer by layer. As a result, the thermal decomposition behavior of the PSA/MWNT composites can be postponed.
Under these circumstances, the simplified heat transferring model [13] (shown in Figure 5) filled with particles and the corresponding thermal conductivity formula (shown in the formula 1) [14] can be employed to calculate the theoretical thermal conductivity and thermal resistance of the PSA composites.
The simplified model of heat transferring of composites: (a) The transferring paths of heat; (b) The series and parallel models of composites 1: polymer; 2: the interface of the two phases; 3: nanoparticles; r: the radius of nano-particles; H: the side of the cube and R: thermal resistance.
According to the Fourier’s law, the transferring paths of heat as shown in Figure 5(a) in the PSA/MWNT composites are PSA (1) → the interface of the two phases between PSA and CNT (2) → CNT (3) or CNT (3) → the interface of the two phases between PSA and CNT (2) → PSA (1). Figure 5(b) is the R of the composites constituted by the series R between the interface of the two phases (R2) and CNT (R3) and the parallel R of the peripheral PSA (R1).

The relationship between the nanoparticles’ volume fraction (ϕf) and its mass fraction (wf) can be obtained according to the following formulas [15]:

In the formulas, λc, λm and λf is the thermal conductivity of composites, polymer matrix and filling particles, respectively. ϕf is the volume fraction of filling particles in the composites, ρf is the density of filling particles (1.40 g/cm3) and ρm is the density of polymer matrix (1.42 g/cm3).
The thermal resistance is relevant to the thickness (d) and thermal conductivity (λ) of the materials (shown in the formula 3). The lower value of thermal resistance is the better thermal conductivity performance of the materials will be.
The theoretical thermal conductivity and thermal resistance of polysulfonamide/multi-wall carbon nanotube (PSA/MWNT) composites.

As illustrated in Table 3, the thermal conductivity of the PSA composites increases with the MWNTs contents’ increase and it is higher than the pure PSA. However, the thermal resistance of composites presents a decreasing trend as the particles content increased. Under this circumstance, the heat can pass from PSA to MWNTs through their interface with the temperature increasing. Besides, MWNTs have excellent thermal properties and it is difficult for them to decompose at the high temperature. Therefore, the MWNTs can slow down the thermal decomposition rate and increase the residual mass of the PSA composites. Consequently, the blending of MWNTs in the PSA matrix can improve the thermal stability of the PSA composites, which is identical with the conclusion in section The thermal stability of composites analyzed by TGA.
Conclusions
The PSA/MWNT composite fibers and the composite films with different CNT contents were prepared in this study. The effects of MWNTs on the thermal stability and the thermal conductivity of the PSA composites were investigated. The results can be summarized as follows:
The 1 wt% CNT can be distributed uniformly in the PSA matrix; however, it is hard for the CNT with high contents (5 wt% or 7 wt%) to disperse evenly throughout the blending system. The thermal decomposition of composites can be manifested as a decomposition process of the mass loss phase in the TGA experiment; in addition, the thermal decomposition process can be divided into three sections including the stage of small mass loss, the stage of thermal decomposition and the stable phase of carbon formation. The weight fraction of MWNTs in the particle-polymer system has effects on the thermal decomposition behaviour of PSA/MWNT composites; the To, T10wt and Tmax of PSA composites were different with the raw PSA material. With the MWNTs content increased, the residual mass of the PSA/MWNT composites at 700°C increased correspondingly and the 7 wt% PSA/MWNT composite had the highest residue of about 47.48%. Because of the excellent thermal conductivity of MWNTs, the blending of MWNTs in PSA can increase the thermal conductivity of composites and slow down the thermal decomposition race, therefore, the thermal stability of PSA composites can be improved significantly.
Footnotes
Funding
This paper is supported by the Excellent Young Teachers Program of Shanghai Municipal Education Commission (gjd10013), Shanghai University of Engineering Science Doctoral Fund (A-0501-10-006), and Technological Innovation Fund of Shangtex Holding (Group) Corporation (2011-zx-03-2).