
Abstract
Flax yarn and polypropylene yarn were used as weft and warp, respectively, for producing interwoven fabric. Unidirectional flax fiber-reinforced composites with different fiber orientation such as (0)6, (45)6, (60)6, (90)6, and (0/90)s were fabricated by hot pressing method. The effects of different angle orientation such as parallel, off-axial, and cross lamination on tensile, flexural, and impact energy of unidirectional flax yarn composites were studied. Thermal behavior of fiber and composite was observed by thermo gravimetric analysis and differential scanning calorimetry. Tensile, flexural, and impact value of the composites are showing the decreasing trend for off-axial laminates compared to (0)6 axial-oriented laminates. Tensile and flexural strength values of (0)6 laminates are showing the maximum value such as 71 and 79 MPa, respectively. But, flexural strength value of ((0/90)s cross-ply arrangement is showing the reasonable value compared to off-axial lamination such as (45)6, (60)6, and (90)6 layup combination. Maximum impact energy value is observed around 334.66 J/m for (0)6 axial-oriented laminates. The influence of interwoven fabric on the processability of the composite fabrication is explained in detail. Fractography studies of the damaged surface are also demonstrated.
Introduction
Environmental awareness is one of the driven forces to create market potential for green composite. Due to the above concern, plant derivative bast fibers are considered as primary reinforcement for the fabrication of natural fiber composite [1].
At the junction, natural fiber reinforced composites is playing an important role among all other fiber-reinforced composites. The main advantages of natural fiber-reinforced composites are low cost, recyclable, low CO2 emission, low density, easy renewable sources, and good thermal properties [2,3]. Automobile, civil construction and noise absorbing panels are few areas where the natural fiber composites are prominently used [4,5].
Of the bast fiber, flax fiber is one of the strongest fibers among all other natural fibers. It has been derived from the outer cell layer of the stem of flax plant [6]. Flax fiber seems to have a composite like structure in itself. A flax fiber bundle is normally 1 m long and contains 10–40 elementary fiber inside of the microstructure [7]. They are mainly combined and bonded together by pectins and hemicelluloses. They are arranged as polyhedral shape with different angle and it helps to improve the fiber packing of flax bundle [8]. The elementary fibers are composed of primary cell wall, secondary cell wall, and lumen. The secondary cell wall is comprised of cellulose and hemi celluloses. In addition, crystallites of the secondary cell wall are arranged in parallel orientation at crystalline region and amorphous hemi cellulose phase help to combine the highly crystalline microfibrils [9]. Due to the combination of above factors, the flax fiber exists as strongest fiber compared to other fiber [10].
However, the properties of the flax fiber will be influenced by lot of factors that are harvesting conditions and decortications (breaking, scutching, and hackling) process. Therefore, it is very difficult to control and predict the final composite properties [11].
Meanwhile, the adhesion between natural fiber and polymeric matrix is an important criterion for deciding the final composite mechanical properties. Many works revealed the effect of pretreatment of flax fiber on the mechanical properties of composites. The main aim of the pretreatment is to clean the fiber surface, stop or reduce the moisture absorption behavior, surface modification, and increase the surface roughness to enable increase good interphase bonding [12]. It can be achieved by several treatment methods such as acrylation, alkali, and plasma treatment etc. for improving the fiber strength. Perhaps, the mechanical properties of unidirectional (UD) boiled flax-reinforced composites with maleic anhydride polypropylene (MAPP) and unmodified PP matrix were found to be the highest than others [13]. Similarly, flax fiber and PP composite interface behavior has improved by chemical treatment where the flax fiber has been treated with acrylic acid and 2-methyl-4-pentanoic acid etc. Mechanical properties such as tensile and flexural strength of different chemical-treated composites are varied depending upon the type and quantity of the chemical treatment [14,15].
On the other hand, natural fiber-reinforced composites have significant influence by the impact test. The energy absorbing capability of fiber-reinforcing composite is better than that of the unreinforced plastics. It is attributed to the fracture characteristics such as axial splitting, microcracking in transverse direction, and numerous elementary fiber fractures [16,17]. In particular, natural fiber-reinforced composites are not providing the impact energy equal to the synthetic fiber-reinforced composites. But, it can be improved by adding rubbery components between fiber and matrix or by introducing fibers with higher energy at breakage [18]. Impact behavior of natural fiber-reinforced composites can be understood from the study conducted by John and Anandjiwala [19]. They have been used chemically modified flax fiber as reinforcement with PP matrix for measuring the impact strength properties. The result shows that the impact strength increases with increase in fiber weight fraction up to 30% and then shows decreasing trend when it reaches 40% weight fraction. The energy dissipation of the impact test has occurred by the mechanisms such as fiber and matrix fracture, fiber debonding, and pull-out. Moreover, impact energy of the composites will increase with increase in fiber weight fraction. Energy dissipation is lowered and impact energy value is also reduced consequently, when it reaches the maximum weight fraction value. It may be due to the friction between the fibers during fracture event at higher weight fraction value of reinforcement [19].
Moreover, thermal properties of fibers also have a big impact on processability of composite manufacturing and it facilitates to predict the degradation temperature of natural fiber reinforcement [20]. Many literatures cited the importance of measuring thermal properties of natural fibers. Susheel kalia et al. have discussed the thermal degradation of mercerized flax (MF) fiber and different copolymer-grafted MF fiber which includes the acrylic acid, acrylonitrile, acrylamide, and so on. They have shown that the MF fiber had higher thermal stability compared to other grafted polymer with two stages of thermal decomposition temperature, firstly from 302 to 345°C and secondly from 345 to 559°C [21]. Thermal stability of MAPP-treated fiber-reinforced composites has also changed the melting temperature of the fiber to high temperature range [22].
Many literatures have concluded that the thermal degradation temperature of the flax fiber starts around 200°C. Flax fiber and their composites have shown significant improvement on the thermal degradation temperature after chemical treatment or grafting co-polymer on the flax fiber surface. Weight loss of the flax fiber is also reduced by chemical treatment [3,18,20].
Most of the research work has used flax as reinforcement in the composite production due to their good mechanical properties. Among very limited work has been introduced the UD flax fiber-reinforced composites. For instance, Zhang et al. [23] has made the UD composites from woven fabric, where natural fiber with PP wrapped yarn is used as weft and PP used as warp yarn. Additionally, they compared the mechanical properties of wrapped yarn with natural fiber/PP commingled spun yarn. Composites made from wrapped yarn are showing the highest flexural modulus compared to the spun yarn composites, which happened due to the higher orientation of twist less flax fiber in the wrapped yarn [23]. The effort has already been taken for the production of UD composites from modified nonwoven fabric. It is very simple and economically viable process compared to the UD woven fabric process due to the exclusion of yarn spinning and fabric weaving process. The UD nonwoven composites are having similar trend compared to the woven fabric composites and also showing better mechanical properties than the multidirectional fiber-reinforced composites [24,25].
However, a number of research especially in the field of short flax fiber reinforced composites have been found. No attempt was made to produce the off-axis UD flax-reinforced composites. Thus, we proposed to produce the UD flax yarn-reinforced composites by hot pressing method with different fiber orientation lamination and analyzed the mechanical and thermal properties of the composites. Fractography of different orientation laminates is also demonstrated.
Experimental
Materials
Fabric particulars of flax/polypropylene (PP) interwoven fabric.

Methods
Sample preparation
Flax/PP interwoven fabric with 40/60% volume fraction was prepared by Rapier shuttle-less loom with plain weave structure. Single layer of composite lamina was produced by hot pressing the woven fabric at 180°C for 1 min where the PP was melted completely. Prior to hot pressing, the woven fabric was preheated at 120°C for 20 min in hot oven. It helps to avoid the fabric shrinkage and get relaxation during hot pressing. So, the fabric was subjected to the heat setting process [26,27]. The flax/PP-laminated UD-reinforced composites were prepared by interwoven fabric stacking technique in hot pressing machine. Six layers of single lamina were used to obtain the composites with different orientations. Hot pressing is performed at 190°C for 3 min with the pressure of 100 kg/cm2 [27]. It is important to note the processing time of natural fiber composite fabrication in this work which is showing lower time compared to works done by other researchers [18]. Good matrix adhesion and lower flax fiber thermal degradation is achieved by using the advantages of interwoven fabric. It has been discussed in detail in the later part of this work. Laminated composites were formed with different orientation combinations, namely (0)6:6-ply with 0°; (45)6:6-ply with 45°; (60)6:6-ply with 60°; (90)6:6-ply with 90°; (0/90)S:3-ply with 0°; and 3-ply with 90° alternatively by cross lamination. Finally, the composites were consolidated by cold water for cooling. It is done till the temperature reaches 50°C.
Rheology test
The viscosity of PP resin was studied by parallel plate (AR 2000ex) rheometer for understanding the flow behavior of PP matrix. Figure 1 shows the viscosity behavior of the PP matrix at different temperatures. The average viscosity of PP resin is shown in Table 2.
Rheology analysis of polypropylene (PP) matrix. Rheology properties of polypropylene (PP) at different Temperature

A large viscosity drop was found at temperature between 190°C and 200°C. However, it is known that the flax tend to degrade above 200°C. Thus, 190°C was selected as a processing temperature for flax/PP interwoven fabric reinforced composites to compromise the impregnation and degradation problems.
Tensile test
Tensile test of composites was performed by universal testing machine, Trapezium X (AG-100 KNX). It has been carried out by preparing the sample as per the ASTM D3039 standard. The sample working dimensions are 250 × 25 × 2 mm3. The sample testing speed is 5 mm/min. The statistical average is calculated from five samples.
Flexural test
Flexural test of laminates was done by universal testing machine, Trapezium X (AG-100 KNX). ASTM standard D790 was used with the sample dimension of 64 × 25 × 2 mm3. Three-point bending approach was used to perform the flexural test. Length to thickness ratio of the composites was 32 : 1. The results of the five samples were used.
Izod impact test
Impact test was done by izod impact tester (QC 639-Cometech testing machines, Taiwan). The working dimension of the notched sample was 63.5 × 12.7 × 2 mm3. Test was performed according to the Standard ASTM D256. The aluminum pendulum holder was used to examine the impact of the sample, which has the energy capacity of around 1.6 Joule. The results were taken from the average of five samples.
Thermal test
Thermo gravimetric analysis (TGA) was performed under nitrogen flow at a heating rate of 10°C/min by thermo gravimetric analyzer (Du- Pont TGA 2050). The samples were heated from room temperature to 600°C. Differential scanning calorimetry (DSC) examination was also conducted to measure the melting temperature of fiber and composite which has been carried out by heating from 35°C to 400°C at 10°C/min. It was accomplished by DSC (Du- Pont DSC 910 S).
Scanning electron microscopy
Fractography studies of tensile and impact-damaged sample were carried out by scanning electron microscope (SEM; Hitachi S-3000 N). Prior to analysis, the damaged samples were sputtered with platinum to enable increase the conductivity of cellulose fiber. The samples were examined under the liquid nitrogen atmosphere with different zoom level for obtaining high-resolution image.
Results and discussion
Tensile and flexural properties
Typical values of tensile and flexural properties are given in Table 3. (0)6 are showing the highest tensile and flexural strength value such as 71.20 MPa and 79. 69 MPa. Tensile and flexural modulus value of (0)6-oriented laminates are having reasonable value compared to other orientation laminates. It may be attributed to the axial directional arrangement of flax yarn reinforcement. This failure appeared by tensile rupture of fibers in the (0)6 lamination. Typical tensile and flexural properties curves are represented in Figures 2 and 3. Tensile test results of UD flax fiber composites are almost following the similar trend of UD carbon- epoxy composite tensile properties for different orientation direction. In which, the ratio between (0)6 and (45)6, (45)6 and (60)6, (60)6 and (90)6 laminates tensile strength and modulus of UD carbon-epoxy composites are 10.89, 1.31, 1.42 and 17.71, 1.50, and 1.16. Similarly, the ratio between (0)6 and (45)6, (45)6 and (60)6, (60)6 and (90)6 laminates tensile strength and modulus value of UD flax composites that are achieved from our work are likely 6.09, 1.32, 1.15 and 4.46, 1.18, 1.25. It is also important to note the big difference in the ratio between (0)6 and (45)6 samples tensile value of UD flax composites compared to the UD carbon composites. This may be due to the brittle nature of carbon fiber, which may offer highest modulus and strength compared to the ductile nature of flax fiber [28].
Typical tensile stress-strain curve of flax/polypropylene (PP) composites for different orientation direction. Typical flexural stress-strain curve of flax/polypropylene (PP) composites for different orientation direction. Tensile and flexural properties of unidirectional reinforced composites.


Tensile and flexural test results of unidirectional laminates are showing the reduction trend in their value when the laminate orientation is changed from parallel to off-axial direction. Maximum drop of the tensile and flexural properties can be observed near to 0° direction. Failure may result due to fiber-matrix interfacial failure, matrix shear failure, and matrix tensile rupture. The lowest value of tensile flexural value is observed for the (90)6 orientation. Tensile and flexural strength value (90)6 orientation arrangements are 7.63 and 15.99 MPa, respectively. This failure confirms the failure of fiber-matrix interfacial failure and also agrees with the previous research work. Moreover, our research work found the highest flexural properties compared to the tensile properties for different fiber orientation. It is also evidence that our material also follows theory and experiment that has been proposed by others. A main reason for the highest flexural strength of laminates is that the volume of material is subjected to the maximum stress is smaller for three point bending test than the tensile test. So, the presence of the critical defects is much lower than tensile test. It may attribute the highest flexural strength to laminate [29,30].
On the other hand, the cross lamination are exhibiting the optimum tensile and flexural strength of 27.86 and 35.79 MPa, respectively, which was obtained from the combination (0)6 and (90)6 oriented lamination. The reason for the reduction of cross-lamination properties is that all 90° layers have failed at the particular point and cannot contribute any more in the laminate failure. So, the remaining number of 0° direction laminates almost exhibits half of the properties of axial laminates [31].
Moreover, tensile and flexural strain value of different orientation composites is showing a trend the similar to each other. Here, the maximum tensile strain value (2.53 MPa) is obtained for (0)6 lamination. Minimum tensile strain value is found for (45)6 orientation lamination. Similarly, maximum and minimum flexural strain value is observed for (60)6 and (0/90)S, respectively. There is no logical reason derived from the tensile and flexural strain value.
Impact properties
Impact energy value of different orientation composite laminates.
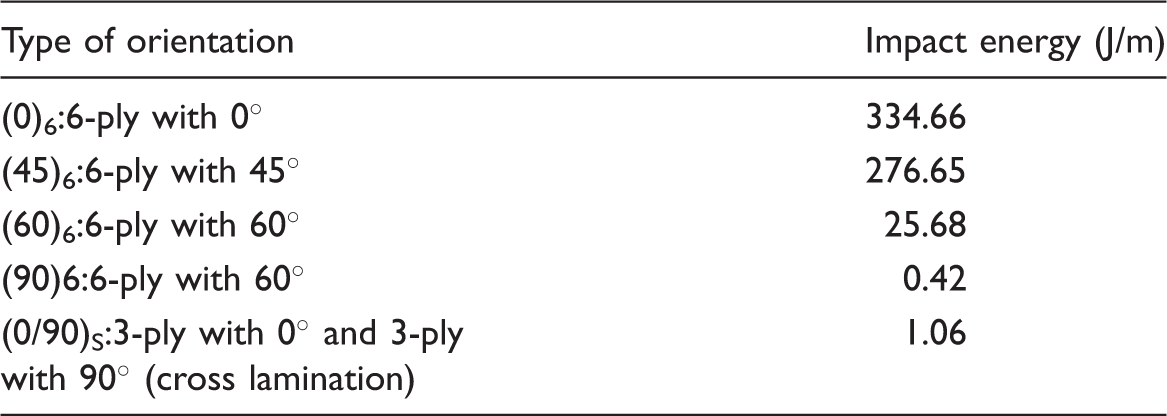
The impact energy value of different orientation is shown in Figure 4. The impact energy value of (0)6 layup shows the maximum impact around 334 J/m, when the fiber oriented in the direction of maximum stress hold position. The izod impact energy value of (45)6 is around 276 J/m, and (60)6, (90)6, (0/90)S layup is showing the value around 25, 0.4, and 1 J/m, respectively. Similar trend of impact energy as tensile and flexural behavior was observed for the off-axial oriented izod impact sample. Minimum energy value was found between 45° and 90° fiber orientation direction. Moreover, the fiber fracture starts to grow between interfiber cleavage and parallel to the fiber direction of each layer of laminate [31].
Comparison of impact energy value of different orientation composite laminates.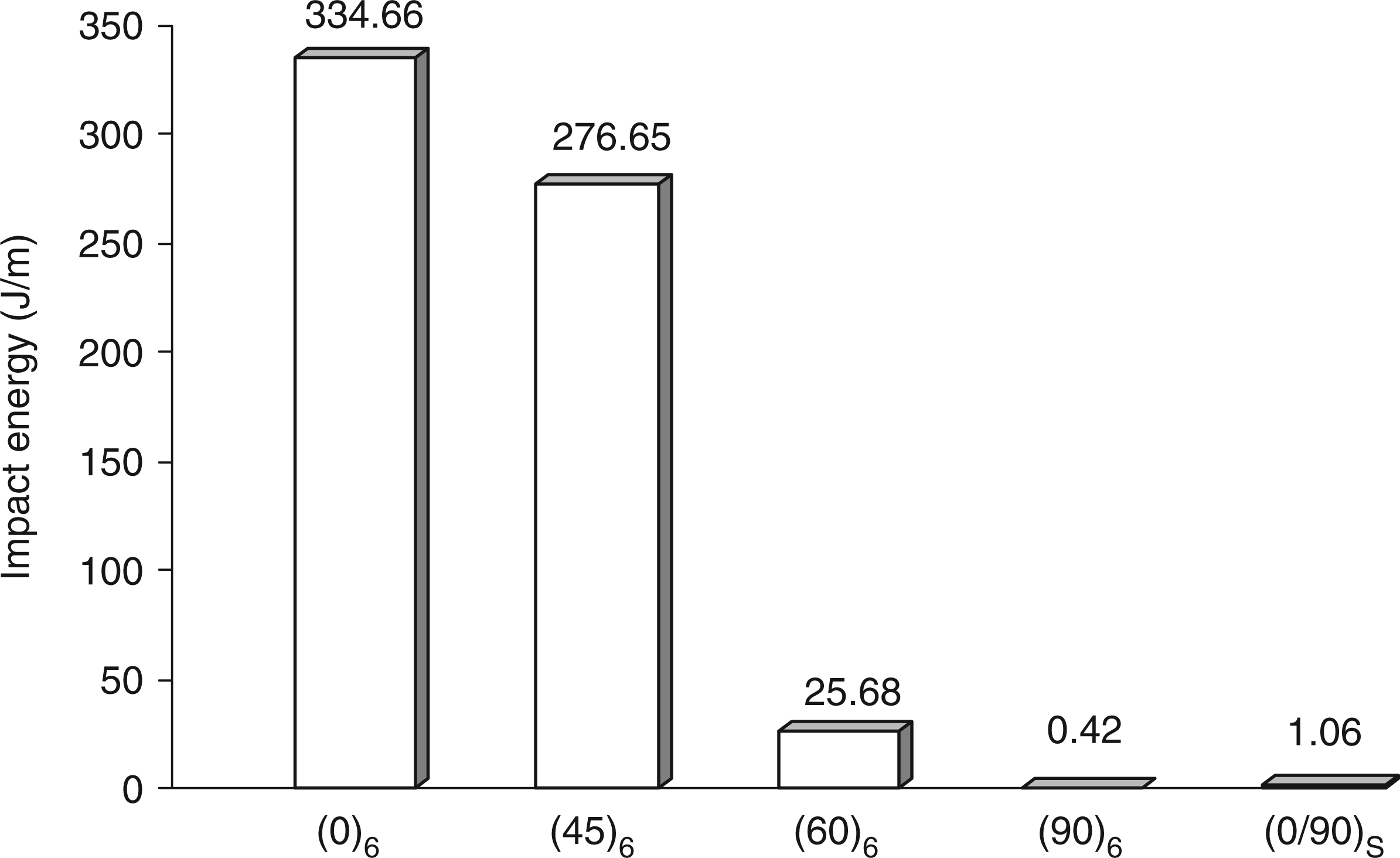
Fractography analysis of damaged Sample
A tensile damaged sample is illustrated in Figure 5. The samples of different direction-oriented sample are having only brittle type of fracture.
Photograph of tensile damaged sample for (0)6, (45)6, (60)6, (90)6, and (0/90)s orientation direction.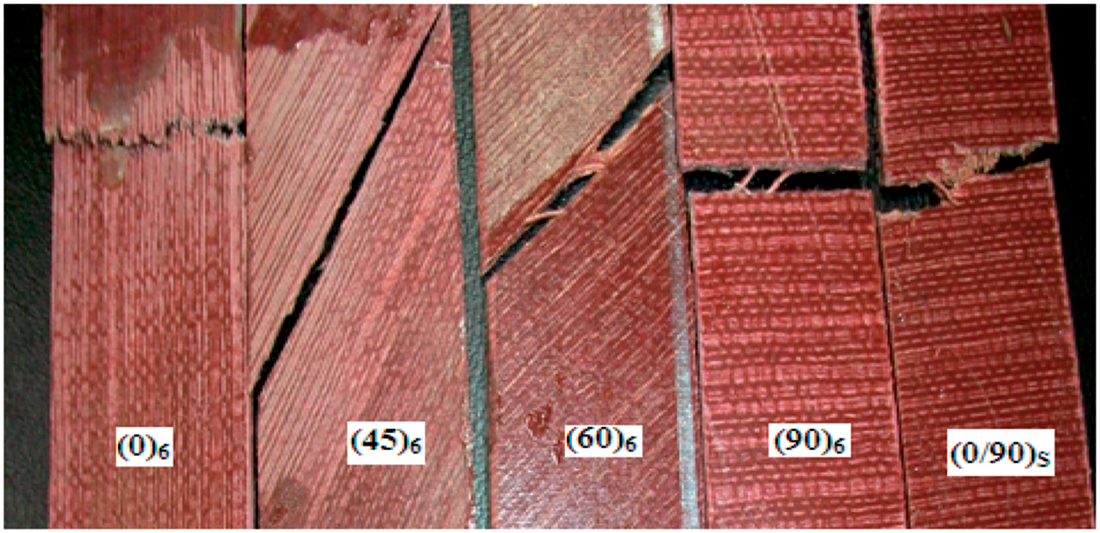
(0)6 and (0/90)S-oriented samples exhibit the tensile breakage of the fiber and also show the evidence of fiber and matrix debonding in the parallel (fiber) direction. (90)6-oriented sample shows the fracture at the fiber-matrix interfaces, which confirms the lower adhesion or bonding between fiber and matrix. (45)6 tensile fractured samples have the craze marks in the respective fiber orientation direction. It also confirms matrix shear failure and tensile rupture. Finally, (60)6 samples provide the ultimate failure by a combination intermediate shear failure between fiber and matrix with matrix shear failure.
Figure 6 shows the tensile side of flexural damaged sample. (0)6, (90)6 and (0/90)S-oriented laminates have the considerable fracture at tensile side of flexural damaged sample. (0)6 laminates are showing the matrix crack and slight debonding on the surface. (90)6 and (0/90)S laminates contain the fiber-matrix interface shear failure and debonding. Even though (0/90)S cross laminates exhibit severe debonding, the flexural strength value of the composites is quite good compared to the off-axis laminates. (45)6 and (60)6 samples are not having any significant damage due to the off-axial arrangement of flax yarn. It helps to protect the composite from damage.
Tensile side of flexural damaged sample for (0)6, (45)6, (60)6, (90)6, and (0/90)s orientation direction.
Compression side of flexural damaged sample is represented in Figure 7. There is no visible damage from all kinds of orientation except the curvature. But (90)6 and (0/90)s are showing the severe compression in the matrix, and the sample tends to get matrix shear failure on the top surface. In addition, micro buckling of the fiber appeared on the compression side. The bending moment at testing can also cause the twisted and curvature structure on the flexural damaged sample.
Compression side of flexural damaged sample for (0)6, (45)6, (60)6, (90)6, and (0/90)s orientation direction.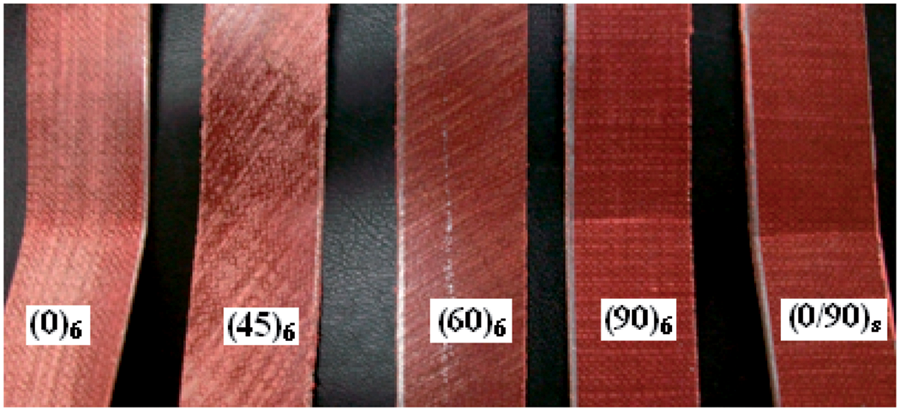
A damage behavior of (0)6 and (0/90)S laminated impact sample is attributed to transverse microcracking and elementary fiber breakage as shown in Figure 8. More specifically, (0)6 layup arrangement are having fiber pull-out with fibrillated structure. In (0/90)S layup, even though the lamination are having three layers of 0° direction fiber-oriented lamina, it does not exhibit the good impact properties compared to other orientation arrangement. It may be due to the less number of fibers bearing the energy in three layers of 0° direction fiber oriented lamina compared to six layers oriented in other parallel lamination. A photograph of off-axis samples that includes the (45)6, (60)6, and (90)6 fracture surface is also illustrated in Figure 8. As mentioned earlier, the off axis samples try to break in the inter-fiber cleavage area and extend toward the fiber direction. Severe fiber breakage along fiber orientation direction is also found in the off-axial laminates. In addition, microscopic examination is found debonding between fiber and matrix for (45)6, (60)6, and (90)6 orientation arrangement.
Photograph of the fracture surface of (0)6, (45)6, (60)6, and (0/90)S notched izod impact Sample.
Figure 9(a) shows the evidence that there is no fiber pull-out from the (0)6 directions laminated tensile-damaged sample. It has confirmed the good fiber and matrix bonding. The (0)6 is also dominated by tensile fracture as shown in Figure 9(a). (45)6 oriented tensile damaged sample contains tensile fiber fractured surface which also supports the evidence of better interface bonding between fiber and matrix (no fiber pull-out) as shown in Figure 9(b). Moreover, Figure 9(b) exhibits the kinked fiber structure at the damaged surface. It may have occurred due to the shrinkage of fiber after the elongated break of the sample. Figure 9(c) indicates the cross section of cross-laminated tensile damage sample. It will confirm the uniform arrangement of fiber bundle surface. (60)6-oriented impact damaged sample is illustrated in Figure 9(d). It has been showing the severe fiber damage with the fractured fiber at the surface. Energy-absorbing capacity of the off-axis UD sample is not enough due to the very less number of fiber along the sudden impact-loading direction. Figure 9(b) and (d) shows the domination of matrix cleavage and matrix-free dry fiber surface.
Scanning electron microscopy (SEM) image of tensile and impact damaged sample (a) (0)6 – Tensile, (b) (45)6 – Tensile, (c) (0/90)S – Tensile, and (d) (60)6 – Impact.
Finally, fractography study from photography image and microscopy analysis concludes that the tensile and impact damage sample have significant damage compared to the flexure-damaged sample. This work suggests that UD off-axis laminates are most suitable for flexural kind of damage condition. Photography of damaged sample confirms the following failure modes in UD composites such as fiber breakage, craze marks, matrix shear failure, shear failure between fiber and matrix, and breakage in interfiber cleavage area. Similarly, SEM image also agree with the failure modes of tensile and impact-damaged samples photograph image. For instance, Figure 9(a), (b), and (d) shows the severe fiber breakage and fractured fiber surface. Figure 9(d) also supports the evidence of matrix cleavage breakage. Even though photography image shows less adhesion between fiber and matrix, microscopy image could not find any fiber pull-out from damaged samples. It confirms that the interface bonding of fiber and matrix are not very worse for interwoven fabric composites.
Thermal properties
The TGA curve for the flax fiber, PP fiber, and flax/PP composites are represented in Figure 10. Flax fiber has three stages of degradation and weight loss against temperature. The initial weight loss of flax fiber is around 120–220°C and it is due to the evaporation of water molecules and wax content. It is obvious that efficient drying is required for the weight loss of fiber at this stage. Meanwhile, thermal stability of the flax fiber is started to reduce at 160°C. The second stage of degradation is around 345–380°C. It is mainly due to the degradation of lignin and hemicelluloses of the flax fiber. After 380°C, the quick decomposition of the flax fiber is found due to the complete depolymerization of the cellulose, hemi cellulose, and lignin components. The results of flax fiber thermal properties mostly agree with the results of Susheel kalia and team [21].
Thermo gravimetric analysis (TGA) curve for flax, polypropylene (PP), and flax/PP composites.
The final decomposition and complete weight loss of the flax fiber occurred at 578°C. Initial and final decomposition temperature of PP matrix has been observed at 372°C and 431°C. It may be due to the thermal degradation of the PP fiber at high temperature range [32,33]. Melting temperature of PP is observed by DSC at around 164°C. DSC results of flax/PP composites show that the incorporation of the flax fiber does not have any significant effect on the melting point of composites.
The degradation of flax/PP composites is initiated at around 200°C. At this stage, the liquid contents of the composite such as water and glycerol start to evaporate. The initial decomposition and weight loss of the composite begins between 333–375°C, where the degradation of the hemicelluloses and α-cellulose occurs. The final decomposition and complete weight loss of the composite is found at 587°C. It may be associated with the degradation of the PP matrix.
Moreover, there is a shift observed from flax/PP composites thermal degradation temperature curve compared to pure flax and PP yarn. It may have happened due to the good matrix covering the flax yarn, which has been achieved by interwoven fabric where PP matrix was kept as a warp in woven fabric. So, good matrix adhesion and reduced resin flow time has been attained in very minimum processing time compared to other possible preform. Due to the reduction in processing time, flax fiber degradation is also reduced to considerable value and it enjoys the advantage of interwoven fabric textile structure.
Conclusion
Flax UD-reinforced composites were produced by hot pressing machine. The influence of different orientation of flax yarn especially off-axial direction of flax yarn on the mechanical behavior of composites was explained. Thermal properties of fiber, matrix, and composites were also examined. Fractography of damaged sample was also demonstrated.
This work concludes that the (0)6 lamination shows better tensile and flexural strength compared to other orientation laminates. Off-axial lamination tends to form the crack propagation and shear failure at fiber–matrix interface in fiber direction. (0/90)s cross-lamination sample have the moderate tensile and flexural strength over off-axial lamination. Impact test result concludes the highest impact energy value is for axial directional ((0)6) laminates. (0)6 Laminates offers a minimum chance to shear failure and good load bearing properties compared to other layup. Fractography analysis confirms the brittle fracture for all kind of tensile and impact-damaged sample. It was also found from SEM image that the fiber surface was free from matrix residue in most of the places of the fractured surface. The damaged sample is not having any significant failure by three point bending test except (90)6 and (0/90)s oriented laminates.
Thermal examination confirms that the higher thermal stability of flax fiber is suitable for their composite production. It was also found and explains the importance of the interwoven fabric on the fiber adhesion and degradation.
Further work is going on to improve the mechanical and thermal properties of UD flax fiber composite by chemical treatment. The best fiber-oriented lamination with good mechanical properties will also be proposed in our further study.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Acknowledgement
The authors are very grateful to composite structure laboratories and fiber structure analysis laboratories of Department of fiber and composite materials, Feng Chia University, for their contribution.