
Abstract
A study of single-stage antimicrobial and crease proof finishing of cotton materials has been reported. The bleached and reactive dyed cotton woven fabrics have been selected for this finishing process. The various concentrations of DMDHEU and triclosan and temperature have been selected to analyze the crease recovery and antimicrobial properties of fabric using Box–Behnken design. It was observed that increasing the concentration of DMDHEU and triclosan increases the crease recovery angle. It is also observed that the breaking strength retention properties have been reduced when increasing the concentration of DMDHEU and triclosan and temperature. It is also found that the antimicrobial effect was increased when the concentration of DMDHEU and triclosan increased.
Introduction
Increasing global competition in textiles has created many challenges for textile researchers and industrialists. The rapid growth in technical textiles and their end-uses has generated many opportunities for the application of innovative finishes. Novel finishes of high added value to apparel fabrics are also greatly appreciated by a more discerning and demanding consumer market. Antimicrobial textiles with improved functionality find a variety of applications in health and hygiene products, especially the garments worn close to the skin, and also have several medical applications in infection control and barrier material [1–11].
Natural fibers exhibit good properties such as comfort, soft handling, and tensile strength, but they also display some less desirable characteristics such as poor dimensional stability and crease resistance in laundering and wear. Deep wrinkles in fabric—or creases—are most often a result of day-to-day wear. The pressure from sitting or leaning for extended periods of time causes folds in the fabric to form creases in the garments. Some creases, however, results from improper folding or storing of clothes. It is best to hang clothes when not being worn to reduce wrinkling. Not all wrinkles are the result of pressure, and some fabrics are more likely to wrinkle than others. In addition to the weave and thread-count of a textile, the fibers that the manufacturers use to produce fabric can affect how a garment wrinkles. Cellulose-based fabrics, such as cotton, linen or hemp, are particularly absorbents. When exposed to water or sweat, the fibers will absorb the moisture, causing the fiber’s hydrogen bonds to shift positions. When the moisture evaporates, new hydrogen bonds form and ‘set’ creases in place. Heat, from washing, drying or even from the body, can also break up the molecular structure of fibers, causing wrinkles to appear where molecules have formed new bonds. Textiles from animals, such as wool or cashmere, are less likely to wrinkle because their fibers are more elastic. Wrinkles can, however, be removed by ironing. An iron’s heat and moisture can ‘reverse’ the wrinkling process, ‘locking in’ the polymers while the iron’s pressure insures a crease-free finish. Textile producers can alter the molecular structure of the fibers to produce a fabric for ‘permanent press’ or ‘wash and wear’ garments.
The most effective cross-linking reagents for durable press (DP) of cellulose fibers are formaldehyde adducts of urea, which unfortunately releases formaldehyde during production and wear in clothes so treated. The release of formaldehyde from DP treated fabrics is a problem for human health and safety because formaldehyde is suspected to be carcinogenic. The short-term effects of exposure to formaldehyde include irritation of eyes and nose, rashes, and headaches. The long-term effects have not been definitely established, but because of its innate harmfulness, not to mention legislation concerning the use of formaldehyde products (especially in some fields such as children’s clothing), researchers have tried to develop new reagents, such as durable, low formaldehyde content press finishers, and other alternative reagents with no formaldehyde in their structure. Dimethylol dihydroxy ethylene urea (DMDHEU) and modified DMDHEU are compounds which contain N-methylol and mainly N-alkoxymethyl groups and they are extensively used in textile industry as DP finishers.
The finishing of garments to achieve permanent press properties was first presented at the 1987 International AATCC conference in Charlotte, NC, USA. DMDHEU immersion finishing and vapor-phase finishing were the two options that were discussed. At least one garment manufacturer had begun immersion finishing of cotton garments at this time [12–14]. The trend was established by the mid-1990s. Today, there is widespread consumer interest in the latest version of permanent press, popularly known as ‘wrinkle-free’. The wrinkle-free finish is obtained by cross-linking cotton. Permanent press finishes function by forming cross-links between adjacent cellulose polymer chains; these give cotton some elastic and resilient properties. Such cross-linked cotton can recover from deformation stresses and thus wrinkles will not be formed. Even today, DMDHEU is the main cross-linking agent. With magnesium chloride as the acid catalyst to initiate a reaction, it forms cross-links in the amorphous regions of the fiber [15–21]. Through the reaction (>NCH2 = >NH + HCHO), free formaldehyde is released. Inadequate curing also leads to the liberation of formaldehyde at high temperature [22].
Commercially, it is the modified DMDHEU (glycolated or methylated) that is most used today. The product is pre-buffered to prevent premature curing and also pre-blended with a catalyst. Magnesium-based catalysts are the most popular ones in use today [23].
The major application methods currently used are based on the following processes: pre-cure; post-cure; garment-dip; spray (metered) application; and vapor phase [24]. In pre-cure, the fabric is treated with resin, dried, and cured in flat open-width form. This fabric can be used to produce garments that resist wrinkling during wearing and have a smooth appearance after washing and tumble drying. However, it will not be possible to introduce sharp durable creases as the cross-linked fabric will resist any attempt to press the creases. A post-cure process gives an option to produce a garment with smooth drying and wrinkle-resistant properties along with sharp creases that are durable for the life of the garment. In this process, the resin is padded onto fabric and dried at low temperature (as in the Koretron process). The fabric is then cut, garment constructed, and creases pressed into the garment. A high-temperature cure in this configuration is given to cross-link the resin. This process, though gives excellent results, has not been too successful with garment manufacturers owing to obvious limitations of colors, styles, and fabric weight and the need for a direct interface between mills, garment manufacturers, and retailers. In an improvement to this process, a company in Japan gave a post-cure finish to fabric that was mercerized in liquid ammonia, giving exceptional easy-care properties together with soft handling of non-cross-linked cotton. Liquid ammonia mercerization is a treatment given at ultra-low temperatures and it causes disconsolation of cotton; smoothening of the surface; swelling of the fiber to a circular cross section; improved absorbency; strength and luster; and a very soft touch. The other three options are for finishing the fabric once it has been constructed into a garment [24].
To impart wrinkle resistance to a fabric, resin is commonly used in conventional methods. However, there are limitations to applying a resin, including a decrease in the tensile strength of the fiber, abrasion resistance, water absorbency, and dyeability, as well as breathability. To overcome the limitations of using a resin, some researchers employed nano-titanium dioxide [25, 26] and nano-silica [27] to improve the wrinkle resistance of cotton and silk, respectively. Nano-titanium dioxide was employed with carboxylic acid as a catalyst under UV irradiation to catalyze the cross-linking reaction between the cellulose molecule and the acid. On the other hand, nano-silica was applied with maleic anhydride as a catalyst; the results showed that the application of nano-silica with maleic anhydride could successfully improve the wrinkle resistance of silk.
The single-stage antimicrobial and crease proof finishing of textile materials is very useful in order to minimize the process time, eliminate a process, save water, minimize power consumption, and minimize labor cost. Hence, in this study, the fabrics were treated with antimicrobial and crease proof finishing agents in a single-stage process using Box–Behnken design and the fabric properties were analyzed.
Materials and methods
DMDHEU and triclosan finishing treatment using Box–Behnken design.

DMDHEU: dimethylol dihydroxy ethylene urea and WRA: wrinkle recovery angle.
DMDHEU finishing treatment on cotton fabrics
DMDHEU finishing treatment on cotton fabrics.

DMDHEU: dimethylol dihydroxy ethylene urea and WRA: wrinkle recovery angle.
Triclosan finishing treatment on cotton fabrics
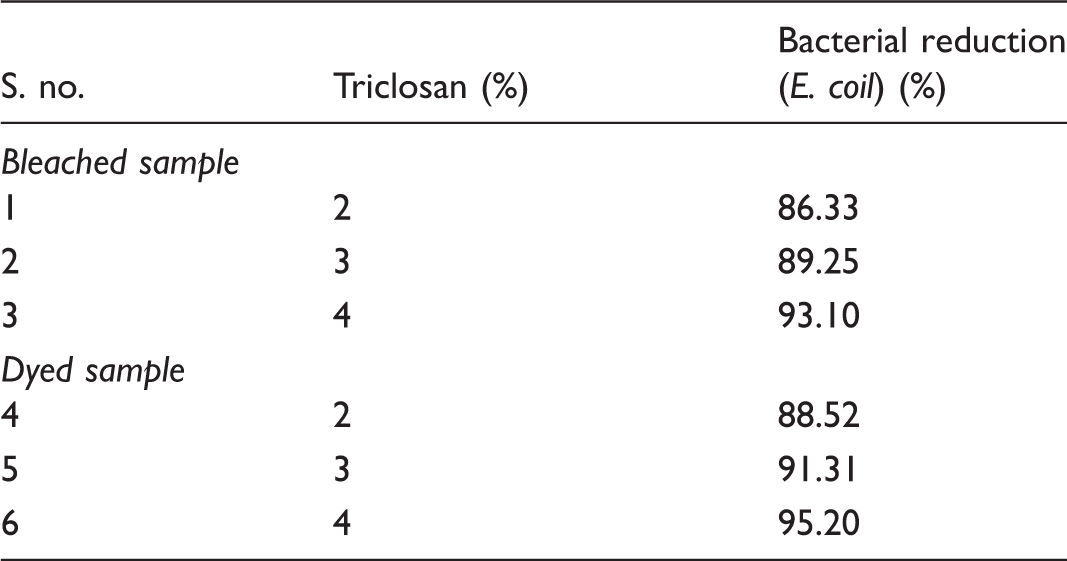
The bleached and dyed cotton fabrics were treated with triclosan, padded with two-bowl padding mangle, dried at 100°C, and cured at 160°C for 3 min for antimicrobial properties. An acidic pH of below 7 was maintained.
Triclosan finishing treatment on cotton fabrics.
Single stage of DMDHEU and triclosan finishing treatment
The bleached and dyed cotton fabrics were treated with triclosan and DMDHEU in a single process of padding with two-bowl padding mangle, then dried at 100°C, and cured at 160°C for 3 min by Box–Behnken design as per Table 1. An acidic pH of below 7 using acetic acid was maintained. The fabric was immersed and padded to give a wet pick up of 70–80% on the weight of the fabric, and then mounted on a pin frame and pre-dried at 100°C for 5 min, finishing formulation. The pre-dried mounted fabric was removed from the oven. The temperature was raised to curing temperature and the fabric was once again placed in the stenter for curing at 160°C for 2–3 min. After curing, the finished fabric were rinsed in running, hot tap water for 10 min, and then remounted on the frame and again dried at 100°C for 5 min.
Testing methods
Antimicrobial effect
A 2.5 cm2 sample was cut from the treated fabric and placed on top of each bacterial culture, with sample contact insured to the culture. After an incubation period of 24 h at 37°C, the samples were inspected for their antimicrobial activities.
Bacterial culture preparation
One loopful of 24-h-old culture from the mother plate was taken and inoculated in 100 mL of sterilized nutrient broth. After inoculation, the broth was kept in a rotary shaker for 24 h at 37°C. Several samples were washed 5–10 times at a temperature of 43°C before the samples were placed on the bacterial culture and tested. This was to determine the residual strength of the chemical after multiple washings. All tests were conducted as per SNV195 920:1994.
Whiteness measurement
Whiteness of the bleached fabrics was determined with the reflectance value using i5 Macbeth visible spectrophotometer and the standard illuminant D65. Whiteness values were measured at four different places in the samples and their average was used for the analysis of results.
Determination of WRA
Dry WRA (warp + weft) of the selected fabric samples was determined according to the method prescribed by ASTM-D-1295-67 using a SASMIRA wrinkle recovery tester with a specimen size of 20 × 200 mm2.
Results and discussion
Single-stage antibacterial treatment of triclosan on cotton fabrics
Triclosan is one of the most widely used biocides with broad-spectrum antibacterial and antifungal activities (minimum inhibitory concentrations range from 0.1 to 33 mg/mL) in bis-phenols group which has hydroxy halogenated derivatives of two phenolic groups connected by various bridges and exhibits particular activity against Gram-positive bacteria. Its activity against Gram-positive bacteria and yeast can be significantly enhanced by formulation effects. It works with the concepts of controlled release and provides a killing field or zone of inhibition. This zone of inhibition is the area around the finished fabrics into which the antimicrobial agent leaches or moves to, killing or inhibiting microorganisms. In case of antimicrobial tests of the finished fabrics with triclosan, it is clearly observed from Table 3 that the fabric treated with triclosan exhibits better antimicrobial activity on the bleached and dyed sample. It is also found that the antimicrobial activity of the fabrics treated with triclosan has significantly improved up to 92.60% against Escherichia coli bacteria. It is also observed that the dyed fabrics have a better antimicrobial effect than the bleached ones against E. coli. It is due to the dye particle on the fabric. When triclosan concentration increases, the antimicrobial activities also increase on both bleached and dyed fabrics.
Single-stage crease proof treatment of DMDHEU on cotton fabrics
It is observed from Table 2 that the fabrics treated with DMDHEU solutions have better results in WRAs and worst results in breaking strength retention and whiteness index retention than those of the untreated fabrics (untreated fabrics: WRA 39, breaking strength retention 57%, and whiteness index retention 73%). In the test result, the dry WRA of the treated fabrics was better when the DMDHEU concentration increased. The DMDHEU molecule can form difunctional linkages with cellulose, whereas glyoxal four linkages. The difunctional linkage is lesser than the glyoxal cross-linking this may cause, avoiding severe loss of breaking strength of the cotton fabric treated with DMDHEU. It is also observed from Table 2 that when DMDHEU concentration increases, the whiteness index retention of the fabrics decreased. It is also observed that the breaking strength retention percentage of the dyed fabrics was slightly reduced when compared to the bleached fabric, but there is no significant change in the WRA.
Single-stage DMDHEU and triclosan finishing treatment
DMDHEU and triclosan finishing treatment on bleached sample.

DMDHEU: dimethylol dihydroxy ethylene urea and WRA: wrinkle recovery angle.
Effect of DMDHEU, triclosan, and temperature on bacterial reduction, WRA, and breaking strength retention
The Box–Behnken design is used to analyze the effect of DMDHEU, triclosan, and temperature on fabric properties and 3-D graphs were plotted against the crease recovery angle, breaking strength retention, and bacterial reduction (E. coli). It is observed from Figures 1 to 3 there is a significant difference on the crease recovery properties for DMDHEU, triclosan, and temperature.
Effect of DMDHEU and triclosan on WRA. DMDHEU: dimethylol dihydroxy ethylene urea and WRA: wrinkle recovery angle. Effect of temperature and triclosan on WRA. WRA: wrinkle recovery angle. Effect of temperature and DMDHEU on WRA. DMDHEU: dimethylol dihydroxy ethylene urea and WRA: wrinkle recovery angle.
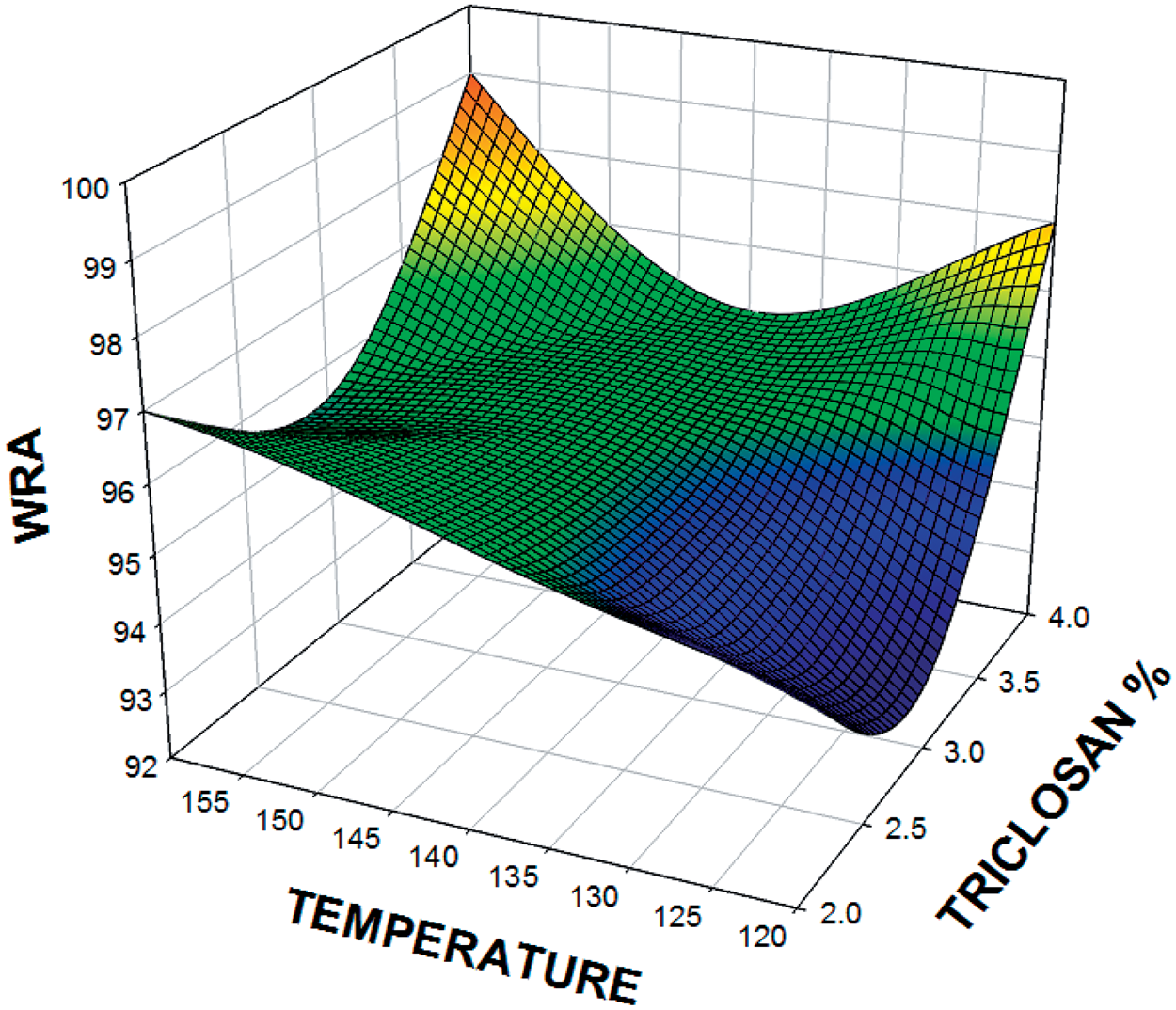

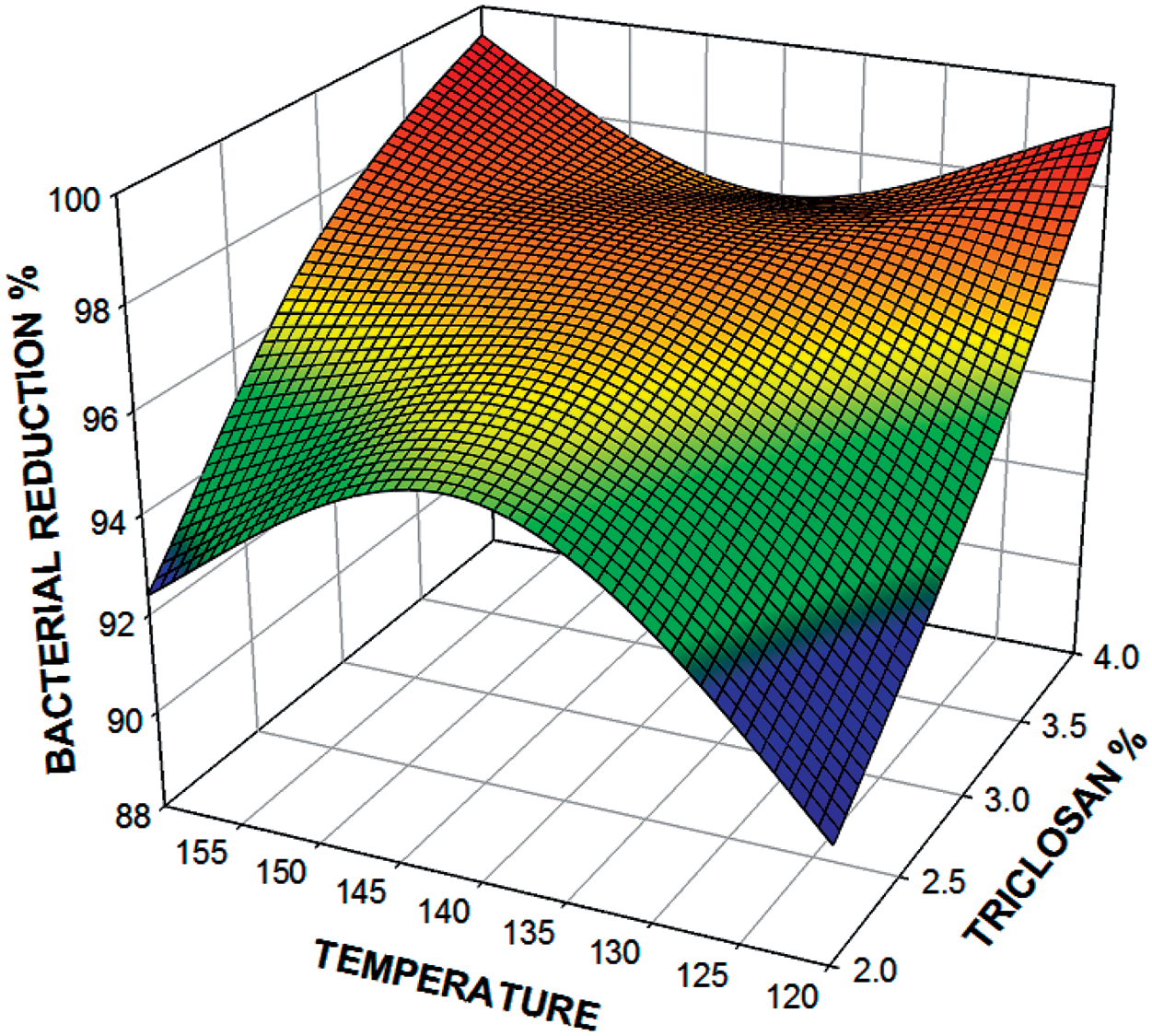
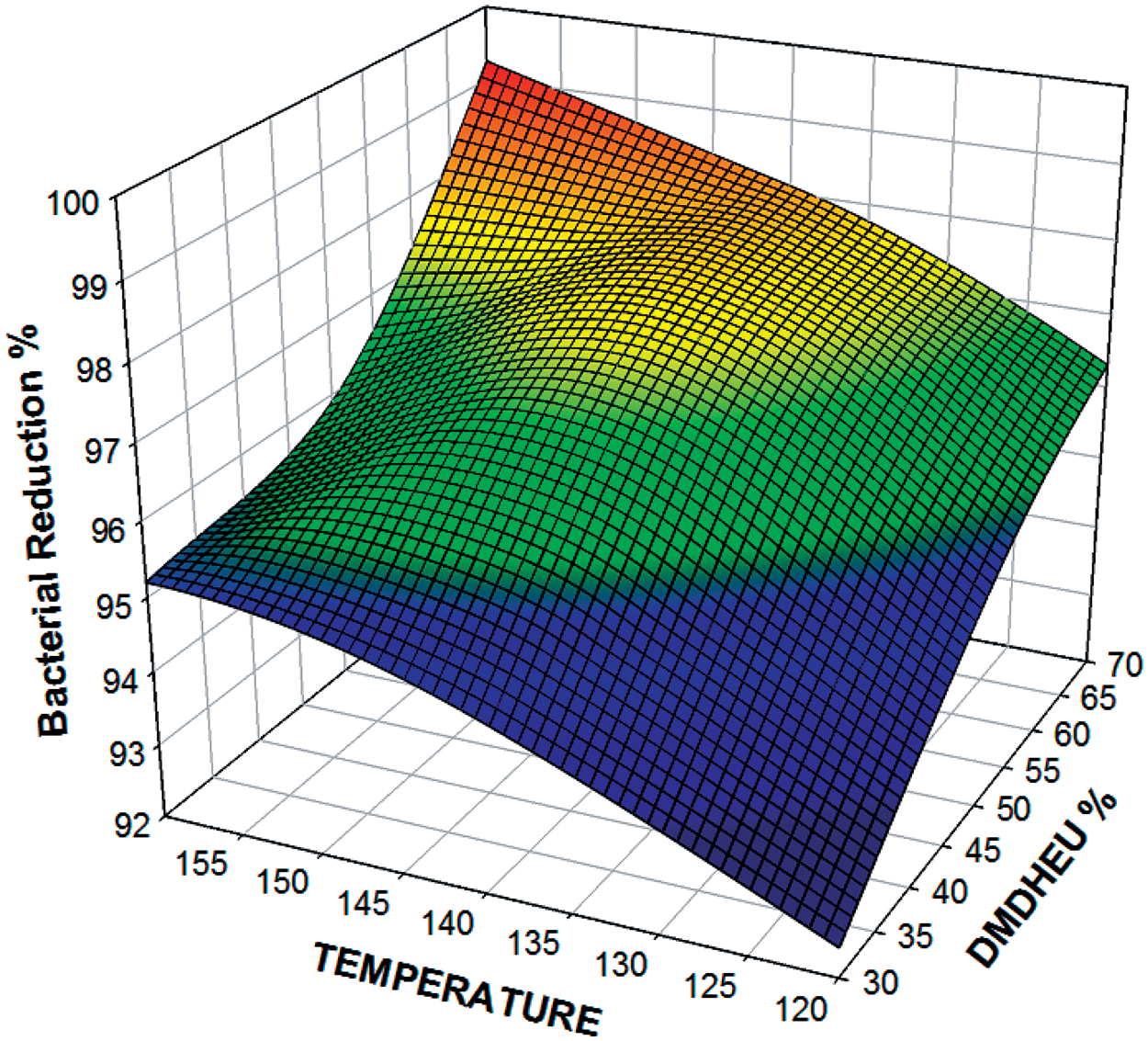
It is found from Figures 1 to 3 that increasing the concentration of DMDHEU and triclosan increases the crease recovery angle, but increasing the temperature initially increased the crease recovery angle which after retaining a maximum level declined. It can be understood from Figures 4 to 6 that breaking strength retention properties have reduced with increase in the concentrations of DMDHEU and triclosan and temperature. It is also found from Figures 7 to 9 that the antimicrobial effect increased with increase in the concentration of DMDHEU and triclosan; however, in the case of temperature increases, the antimicrobial effect initially increased, but after reaching the maximum level, it then declined. It was observed from all the graphs (Figures 1 to 9) that the combined process of DMDHEU and triclosan has a better result on bacterial reduction, breaking strength retention, and whiteness index retention. The maximum results were obtained under the experimental run combination of (DMDHEU (gpl) 70, triclosan (%) 2, and temperature (°C) 140), (DMDHEU (gpl) 70, triclosan (%) 3, and temperature (°C) 160), and (DMDHEU (gpl) 50, triclosan (%) 4, and temperature (°C) 120). In general, the primary cause of shrinkage of cellulosic fibers is due to the fact that these fibers can readily absorb moisture. This absorbed moisture facilitates internal polymer chain movements in the amorphous fiber areas by lubrication. It disrupts the internal hydrogen bonding between these polymer chains. When a moisture-laden cellulosic fiber is stressed, the internal polymer chains of amorphous areas are free to move to relieve that stress. Hydrogen bonds can reform between the polymer chains in their shifted positions. With no restoring forces available, a newly formed wrinkle or crease will remain until additional processes (e.g. ironing) apply adequate moisture and mechanical forces to overcome the internal forces. The swelling of cellulosic fibers by moisture can be reduced by DMDHEU mainly cross-linking with the cellulose molecules. Without such a DMDHEU cross-linking finish, cellulose fibers can take up more than 10% of their weight in water. As the fibers swell, the fabric must crease and shrink to relieve the internal stress caused by swelling. Hence, the DMDHEU concentration is playing a major role in crease recovery properties of fabrics.
Effects of triclosan and DMDHEU on breaking strength retention. DMDHEU: dimethylol dihydroxy ethylene urea. Effects of triclosan and temperature on breaking strength retention. Effects of DMDHEU and temperature on breaking strength retention. DMDHEU: dimethylol dihydroxy ethylene urea. Effects of DMDHEU and triclosan on bacterial reduction. DMDHEU: dimethylol dihydroxy ethylene urea. Effects of temperature and triclosan on bacterial reduction. Effects of temperature and DMDHEU on bacterial reduction. DMDHEU: dimethylol dihydroxy ethylene urea.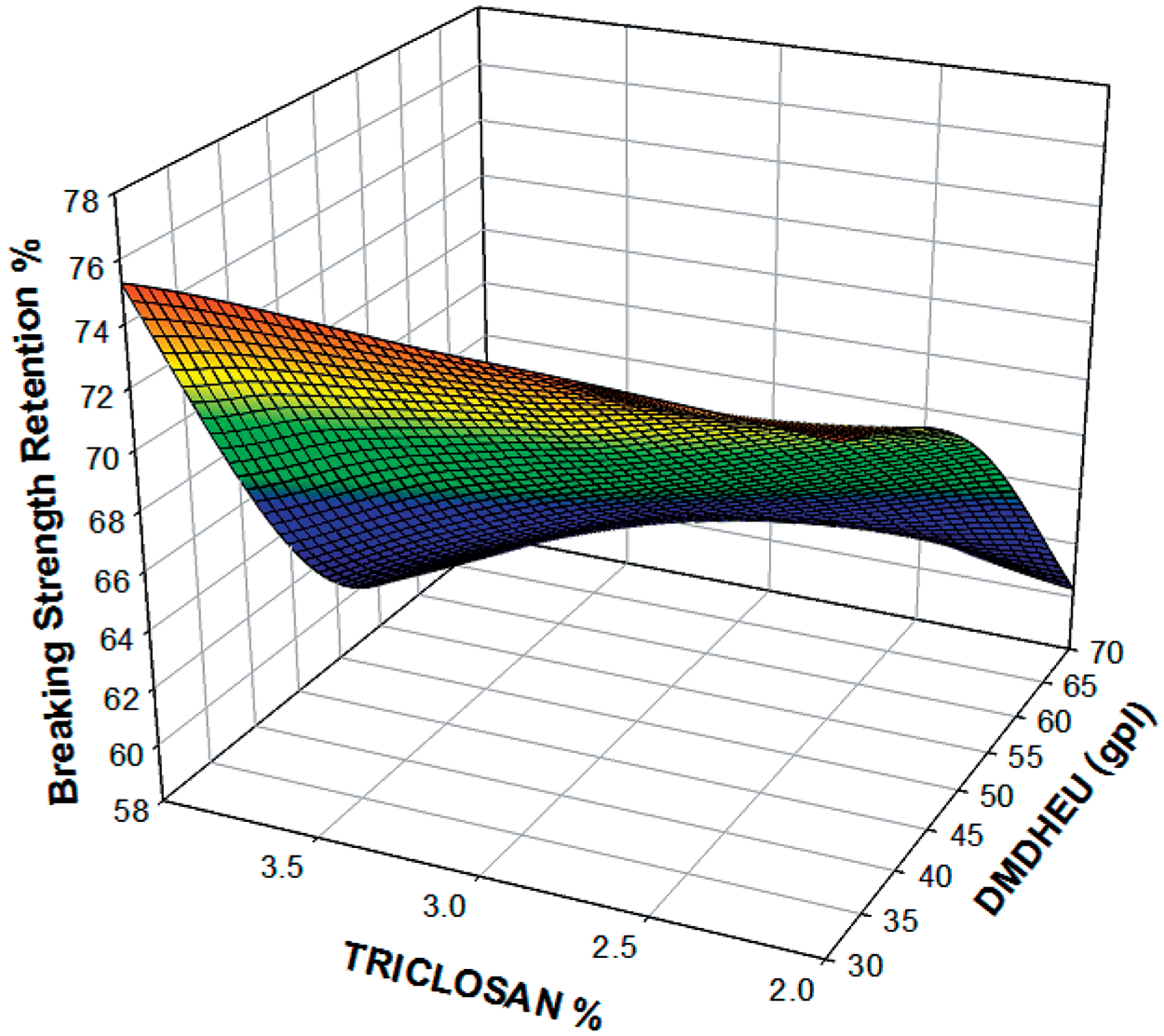



Conclusion
In this study, various concentrations of DMDHEU and triclosan and temperature were selected. Fabrics were treated and padded with DMDHEU and triclosan using Box–Behnken design. The fabrics treated with a combined stage process of DMDHEU and triclosan have better results in both antimicrobial and crease proofing properties and also show increased breaking strength retention, whiteness index retention, and softening of the fabric when compared to a single-stage process.
The crease recovery angle increased with increase in the concentration of DMDHEU and triclosan. The breaking strength retention properties reduced with increase in the concentration of DMDHEU and triclosan. The antimicrobial effect increased with increase in the concentration of DMDHEU and triclosan.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commerical, or not-for-profit sectors.