
Abstract
The urge to build a more environmentally friendly future has motivated researchers to examine composites outside of synthetic fiber and continue to consider natural fibre polymer composite. This present research, the hybrid bio composite was developed by bio fillers and natural fibres. The preliminary investigation was done to examine the possibility of using natural fillers (palm and coconut shell) in natural fibre (hemp and basalt) reinforced polymer (NFRP) composite for manufacturing application. In that way initially mechanical (tensile and flexural) properties testing were done on four different combinations of NFRP by using palm and coconut shell particles, to their influence on mechanical properties (tensile stress 278 MPa and flexural stress 330 MPa). It was found that 5% wt. palm + coco shell fillers combination hybrid composite presented good results in mechanical properties. Then 5% wt. palm + coco fillers was added in the matrix phase of NFRP composite was developed and study the machinability properties by using Abrasive Water Jet Machining (AWJM). NFRP machining in the relationships of material removal rate (MRR), kerf angle and surface roughness has been experimentally examined for various process parameters (nozzle pressure, distance stand and transverse speed). The research values for quality properties (MRR, Kt and Ra) were analysis-based on the trimming factors by developing the Taguchi method. The influence of optimized input process parameters on quality features were examined by utilizing experiential models. From this study, it is noticeable that, filler material in natural fiber composites reduces the kerf angle and the low and very high traverse speed leads the wide disparity in kerf inclination. For obtaining the good surface roughness and material removal rate medium traverse speed and medium stand of distance is the significant parameter respectively and moreover impact of jet pressure on surface finish is 3 times lower than the impact supplied to the surface finish by traverse speed
Keywords
Introduction
One of the main factors in current research is the manufacture of elevated engineering materials for different applications. 1 For the past two decades, composite materials have overlapped extensively with current engineering materials. 2 The current compounds are sometimes referred to as advanced composites and differ from normal (syntactic) composites. 3 This is due to the widespread usage of plant extracts such as wood flour, nut coats, palm shells and so on as the material filler. 4 Research is extremely concerned with the development of green composites that are environmentally benign. These composites have high mechanical qualities with better environmental safety. 5 The hardness of the composition is improved by the addition of some natural filler to boost the interlocking strength between the matrix and reinforce. 6 The most important literature filling materials discovered in the literature survey are the palm shell, the date palm shell, the cocoon shell, the nutshell, the eggshell and the seashell. 7 After developing the advanced hybrid polymer composite material, the manufacturing industries are facing the problem in cutting or machining process. 8 To overcome this problem manufacturing industries are seeking some advanced machining process technology. So, by using Abrasive Water Jet machining (AWJM) very easy to process cutting or machining in polymer composite and it won’t create any heat affected zone problem also. This machining process have more accurate, efficient and 10 times quicker than other normal traditional machining process.
Shanmugam and Masood explored graphite/epoxy and composite glass/epoxy process machining and Taguchi experimental design parameter analysis. The investigation shows the reduction of kerf taper as the pressure rises and also the extension of kerf taper to increase TS and SOD. 9 Wang has researched machining characteristics of a polymer enhanced using a Teflon fabric abrasive water jet machining procedure. The angle of kerf was raised according to this study by decreasing the SOD and water pressure with the cross velocity. Ruggedness has also been increased with higher water pressure and TS. 10
Prabhu et al. investigated banana/polyester composites machined by abrasive water jet machining process from this study, SOD has vital role played in surface roughness and kerf taper and also when increasing TS, SOD and water pressure surface roughness nature also increasing in composite. 11 Kalirasuet al. studied machining of abrasive water jet in natural fibre/polyester composites. From this analysis major influence in TS than SOD, water pressure for surface roughness (Ra) and kerf width. 12 Jani et al. examined natural fibre composite with addition of natural filler materials, according to this study filler materials have been used to minimize the delamination properties of natural fibre composites. Kerf width MRR and Ra are strongly influenced by TS. 13
The Epoxy matrix reinforced with composite glass fibre surfaces processed by abrasive water jet technique was explored by Sumesh and Kanthavel. 14 The study was performed in a study design experiment employing variance analysis in the L18 orthogonal range (ANOVA). 15 The abrasive particle size was the most particular control variable for this study. In addition, the most insignificant factors for control throughout this research were abrasive mass flow rate, cutting direction and stopping distance. 16 Coconut sheath/polyester composite shows better machinability properties by 4% NaOH chemical treatment. Surface modification increased the strength of bonding with reinforcement and matrix. 17
This present research, the hybrid bio composite was developed by bio fillers and natural fibres. There is lot of studies available in natural fibre machining and mechanical properties studies, but there is no creditable work available in hybrid natural fibres and hybrid natural fillers composite machining. Therefore, this study focuses to develop hybrid bio composites using basalt, hemp fiber along with palm and coconut shell particles. These fillers will increase the good surface finish and interlocking strength of the composite. The work will suggest the better hybrid composite material for industrial application and manufacturing techniques for developing the composite material as well as methods of analysis.
Materials and methods
Mechanical Properties of raw fibre.

Epoxy resin LY536 is used as the matrix along with the hardener HY951 in the ratio of 10:1. The filler material are powdered by crushing and pulverizing process. Through sieve analysis the size of filler materials particles were measured and the range of 75–150 μm particles had been taken for specimen preparation. There are two hybrid polymer composite specimens prepared by reinforcing hemp and basalt fiber. Among these composite one composite consists of filler material palm and coco. The fibers and fillers are chemically treated before used to develop composite. The NaOH Alkali treatment method is used for chemical treatment. In this treatment the fibre and fillers are immersed in a 5% wt. NaOH solution for 6 hours and it was washed with distilled water it will be used to increase the bonding strength of the fibre and filler materials. After that the treated fibre and fillers were exposed to sun light for drying. Figure 1 shows the microscopic image of treated filler materials. Microscope image of filler material (a) Palm (b) Coconut.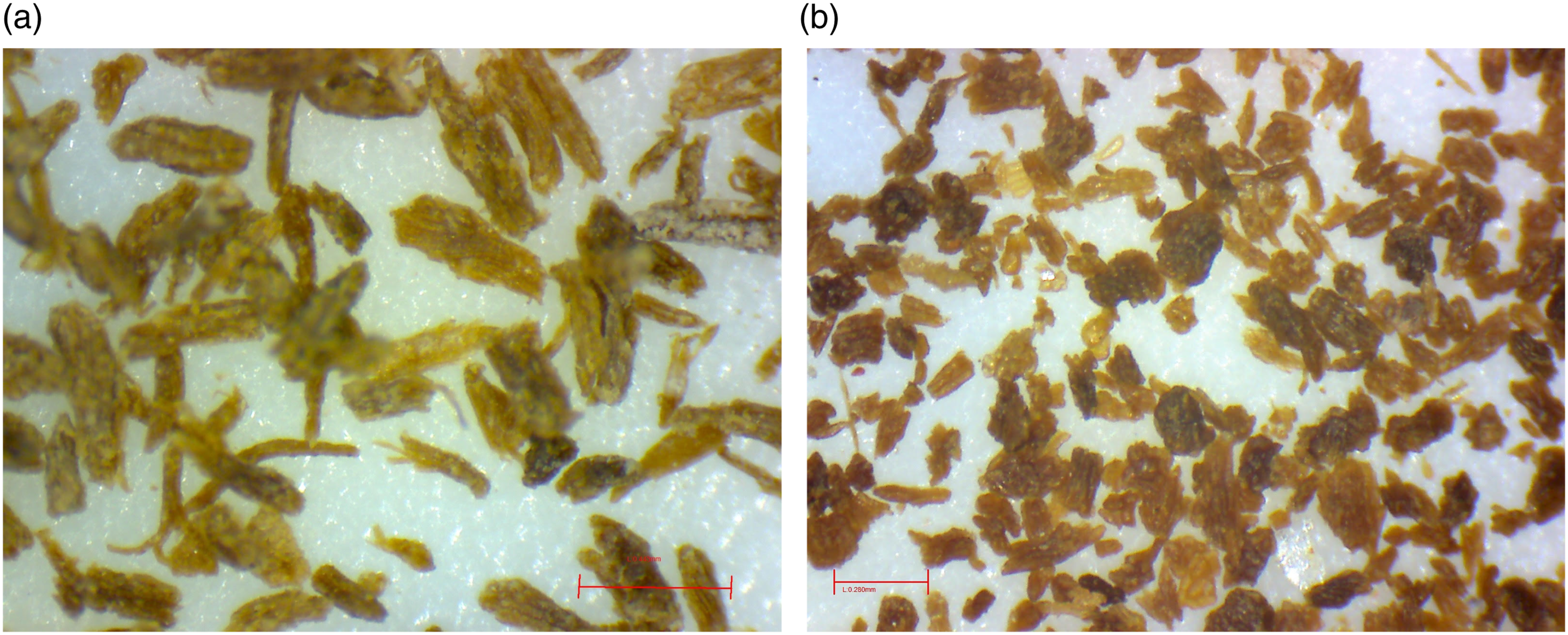
Fabrication of composite specimen
Specimen ID’s of developed composites for mechanical testing.
Specimen ID’s of developed composites for AWJM.

Mechanical testing
Mechanical property analysis testing was performed in TINIUS OLSEN Universal testing machine. The load is 20kN maximum, the spinning speed is 0.2 mm/min and the test speed is maximum 500 mm/min. Different experiments performed are illustrated in Figure 2. Different testing (a) Tensile test (b) Flexural test.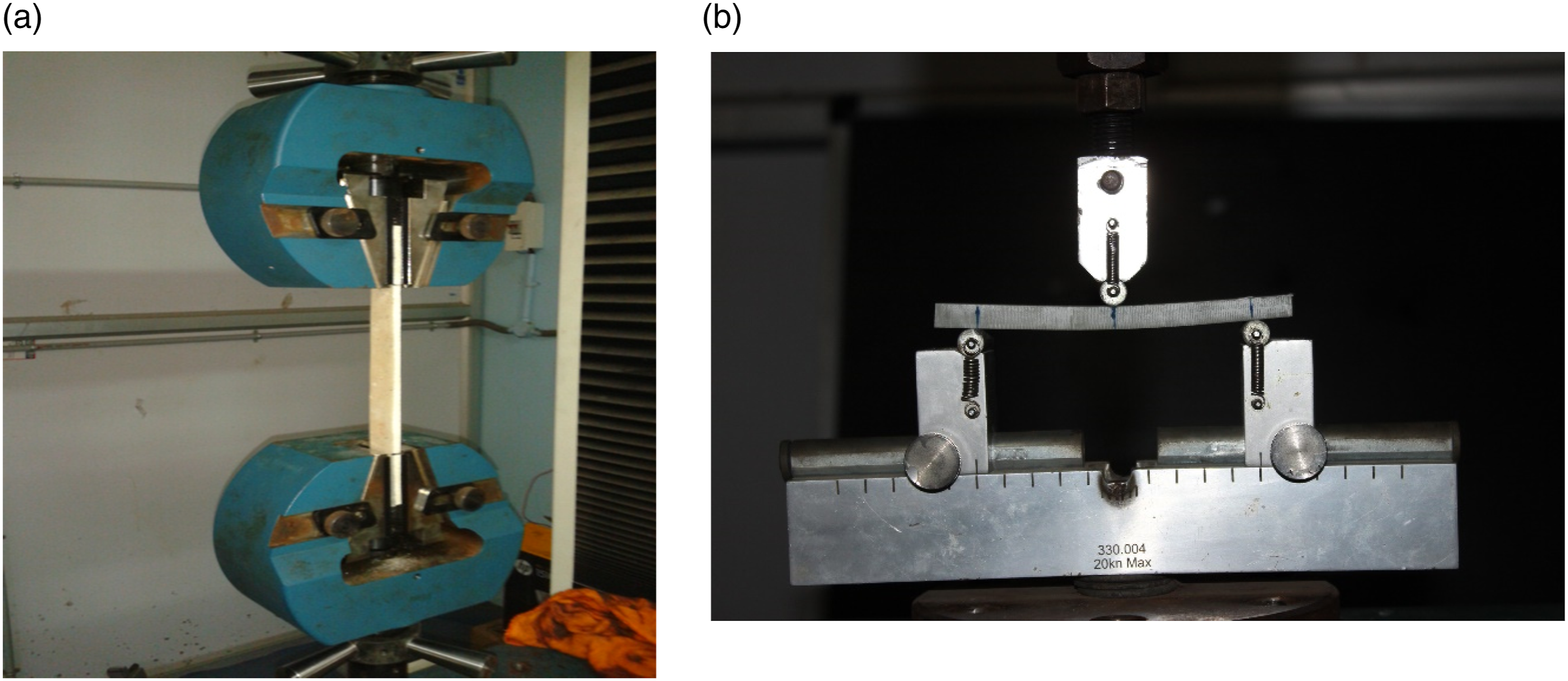
The specimen is inserted between the grips for the Tensile test such that the sample is tightened at a crosshead speed of 0.5 mm/min. Testing must continue until failure takes place.
The test was conducted in accordance with standard ASTM D790. The sample is exposed to three-point bending forces with a crosshead velocity of 1 mm/min in a flexural test. The bending test of three points was done in accordance with the ASTM D638 standard.
Machinability study
Machining process parameters and cutting requirements of AWJ Process.
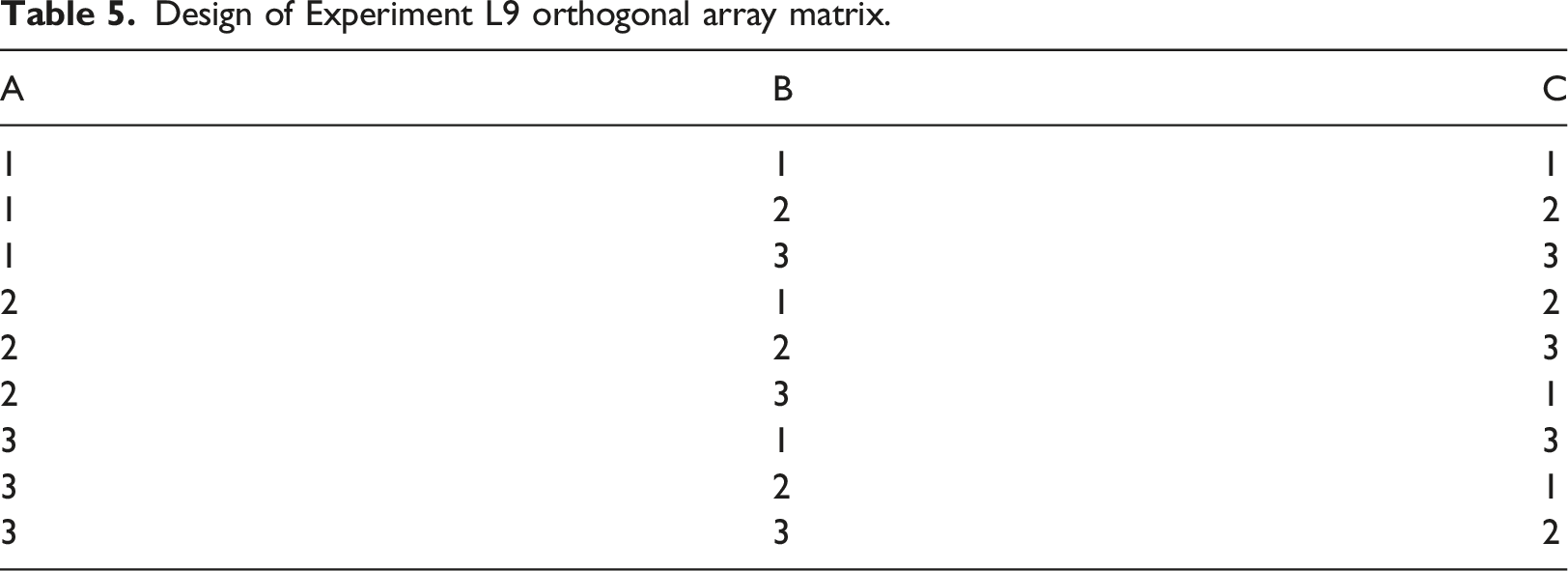
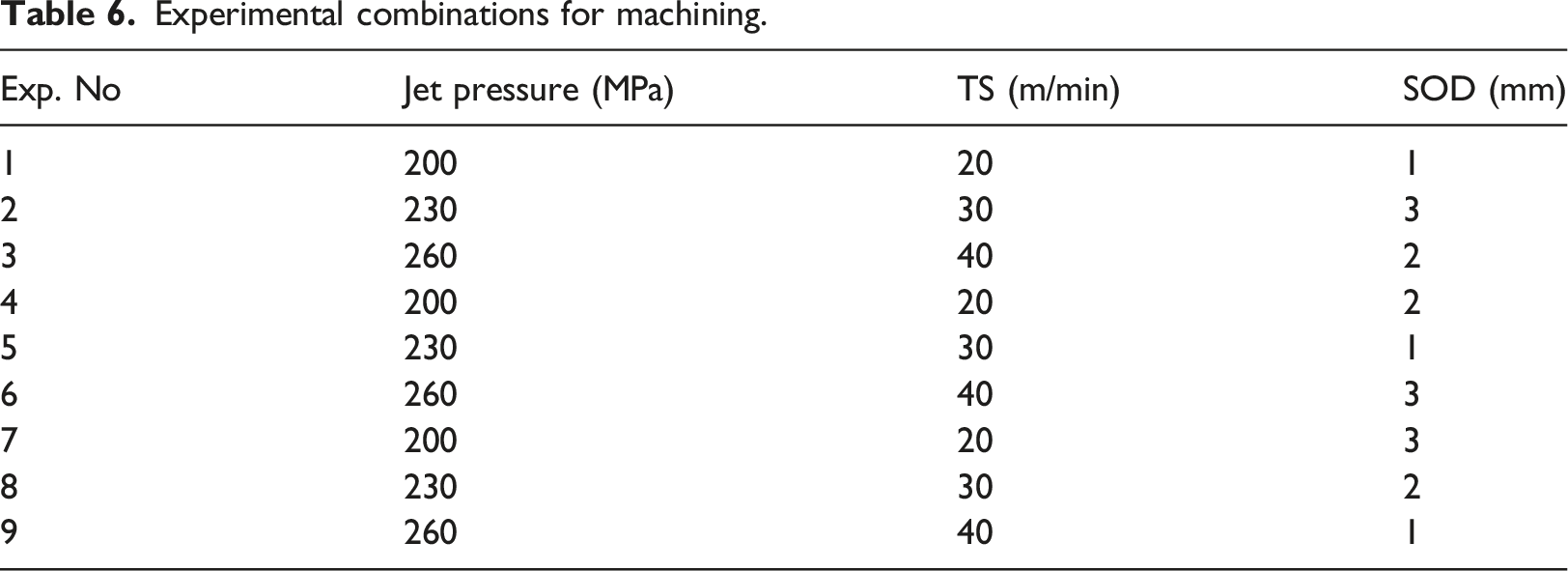
Abrasives used for this machining process are garnet erodent which are having 180–200 μm particle size. The experimental set up is shown in the Figure 3. Abrasive water jet cutting for composite material are very less in literature as the cutting parameters and material quality are the challenging task in manufacturing process. However, considering the existing research data and experience on material handling, the process conditions for the proposed material is design for experimentation. The experimentation had been done on both specimens which are prepared with filler and without filler separately. The DoE of present study is listed in Table 5. The machinability of both composites had been analyzed by varying the jet pressure, SOD and TS as shown in the Table 6. Abrasive Water Jet machining set up. Design of Experiment L9 orthogonal array matrix. Experimental combinations for machining.
The output reactions ruggedness, angle of the Kerf and the removal rate of material were investigated by changing the factors such the jet pressure, SOD and TS. The specimens were dried at room temperature following processing and exposed to the image analyzer (3 places measured and average value taken) in order to calculate the kerf and kerf angle calculated by equation (1). The removal rate of materials was determined using equation (2) according to the penetration depth. The surface roughness was measured by digital surface roughness meter and three reading has been taken in single machining condition.

Wt and Wb - top and width of machined surface
t - thickness of specimen,
hd - depth of penetration,
di - diameter of nozzle and
vf - traverse speed
Results and discussions
Mechanical property analysis
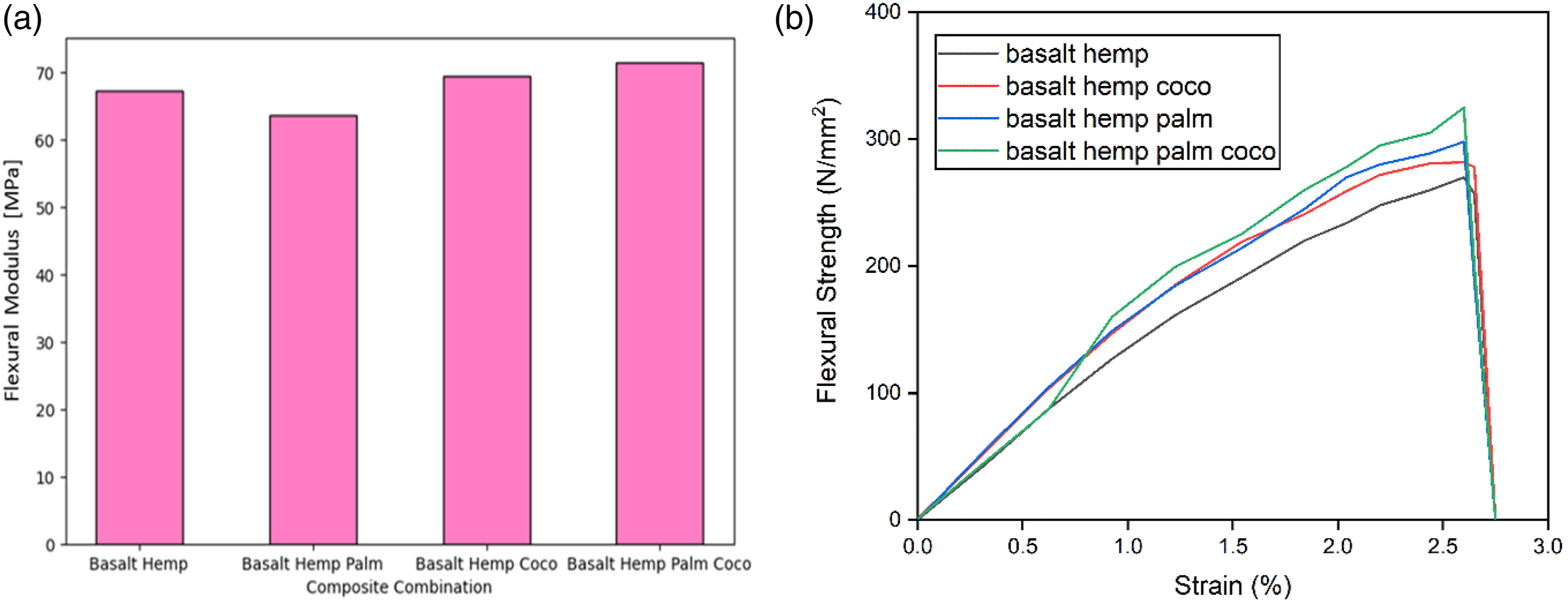
The tensile and bending characteristics of the produced hybrid composites with and without fillers are shown in Figures 4 and 5. The tensile strength and modulus values are increasing by adding the palm and coco fillers. The hybrid composites which are prepared with basalt and hemp without fillers are having less tensile and flexural strength than the palm and coco particle added Basalt + hemp hybrid composites. By the comparison the coco filled hybrid composites having better strength than palm filled hybrid composites due to the rich cellulose content of coco. From the Figures 4 and 5, It is realized that the palm and coco filled hybrid composites having better mechanical properties such as tensile and flexural strength than other composites.
19
Due to these findings, palm + coco filled Basalt/hemp hybrid composites and raw basalt/hemp hybrid composites have been taken for further machinability studies. Tensile test (a) tensile modulus (b) tensile stress versus strain. 3 point bending test (a) flexural modulus (b) flexural stress versus strain.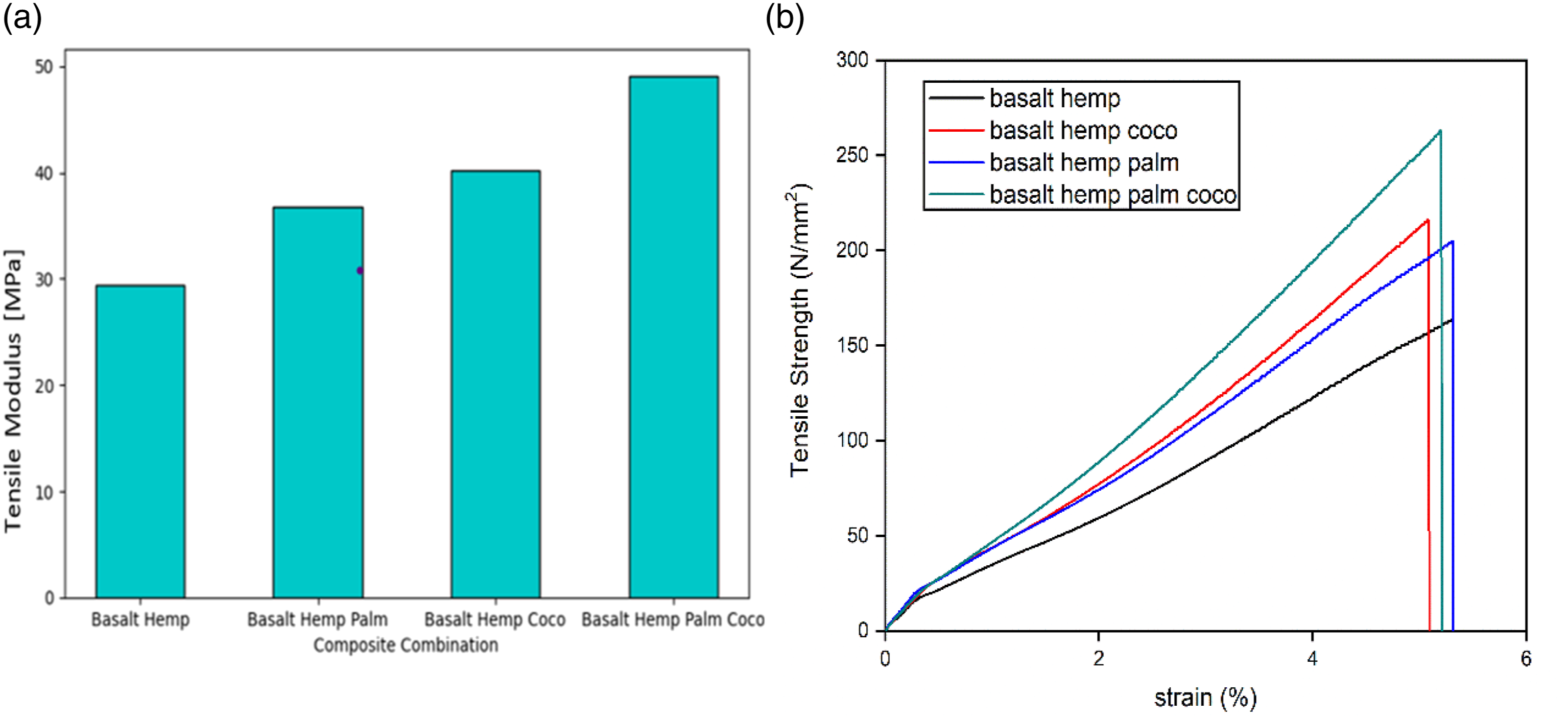
Influence of process parameter
The factors such as jet pressure, SOD and TS are considered for the investigation. The calculation of influence of cutting parameters has been conducted with respect to design of experiments (L9 orthogonal array). The output responses such as kerf inclination, surface roughness and material removal rate are validated to the theoretical values.
Figure 6 shows the influence of the machining parameters to output responses of the specimens prepared with filler and without filler. The responses on machining of hybrid polymer composites is prepared with and without fillers has significant changes in TS, jet pressure and SOD. Jet pressure also dominating the output responses, but which is less than the influence offered by traverse speed. At the same time a lower significance is provided by the standoff distance also. Impact of process constraints on machining hybrid with and without filler NFRP composites.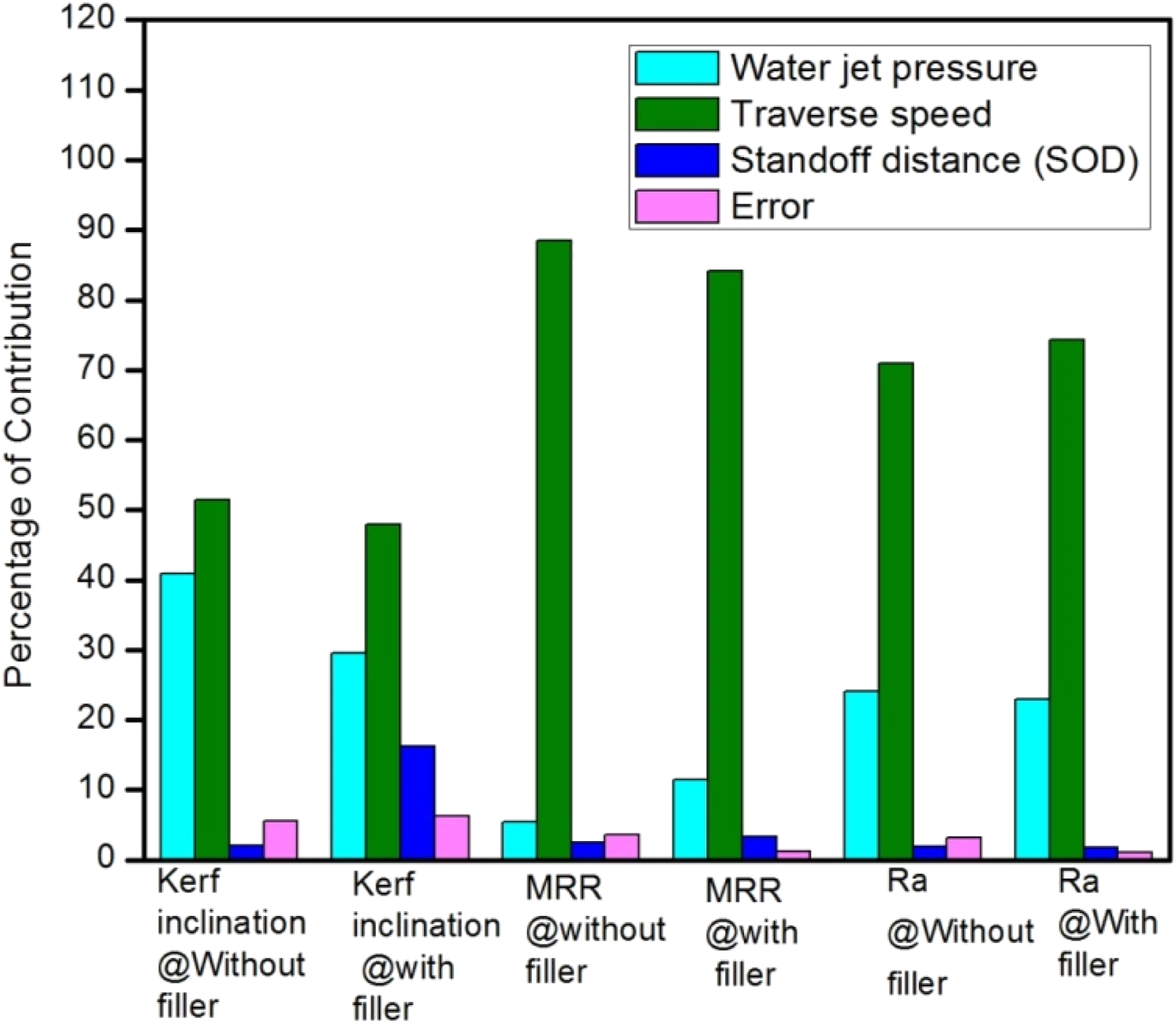
Kerf Inclination
Kerf angle is one of the responses for machinability study. For better machining property kerf angle must be smaller. In this experiment, the kerf angle is examined by varying TS and jet pressure whereas the SOD is maintained as constant. The experiment has been done on both hybrid composites which are prepared with and without filler materials at water jet pressure of 200MPa, 230MPa and 260MPa separately. Jet pressure is the important affecting factor of kerf angle. 15 Lower jet pressure increases the kerf angle due to the lower penetration on hybrid composites or depth of cut. Increase in depth of cut due to higher jet pressure reduces the kerf angle. Figure 6 shows that the specimen without filler material having higher kerf angle at low jet pressure whereas the specimen with filler material having lower kerf angle at maximum jet pressure. 13 The addition of filler material in NERF composites reduces the kerf angle due to better bonding of composites.
Kerf inclination is significantly influenced by the transvers speed parameter which is the deciding factor for kerf. Kerf inclination diverges when the TS is less and it converges when the traverse speed is high. Kerf wall inclination also influenced by jet pressure in hybrid composite material prepared with filler and without filler. The kerf wall inclinations by varying TS at various jet pressures plotted in a graph for the hybrid composites prepared with fillers and without fillers which is shown in the Figure 7. The inclined is computed on the basis of the breadth of the cut in relation to the sample thickness. At the cutting surface, which affects the slope, the frictional power is exerted. The development of the friction depends on the pressure and the speed at which the jet is cut.
11
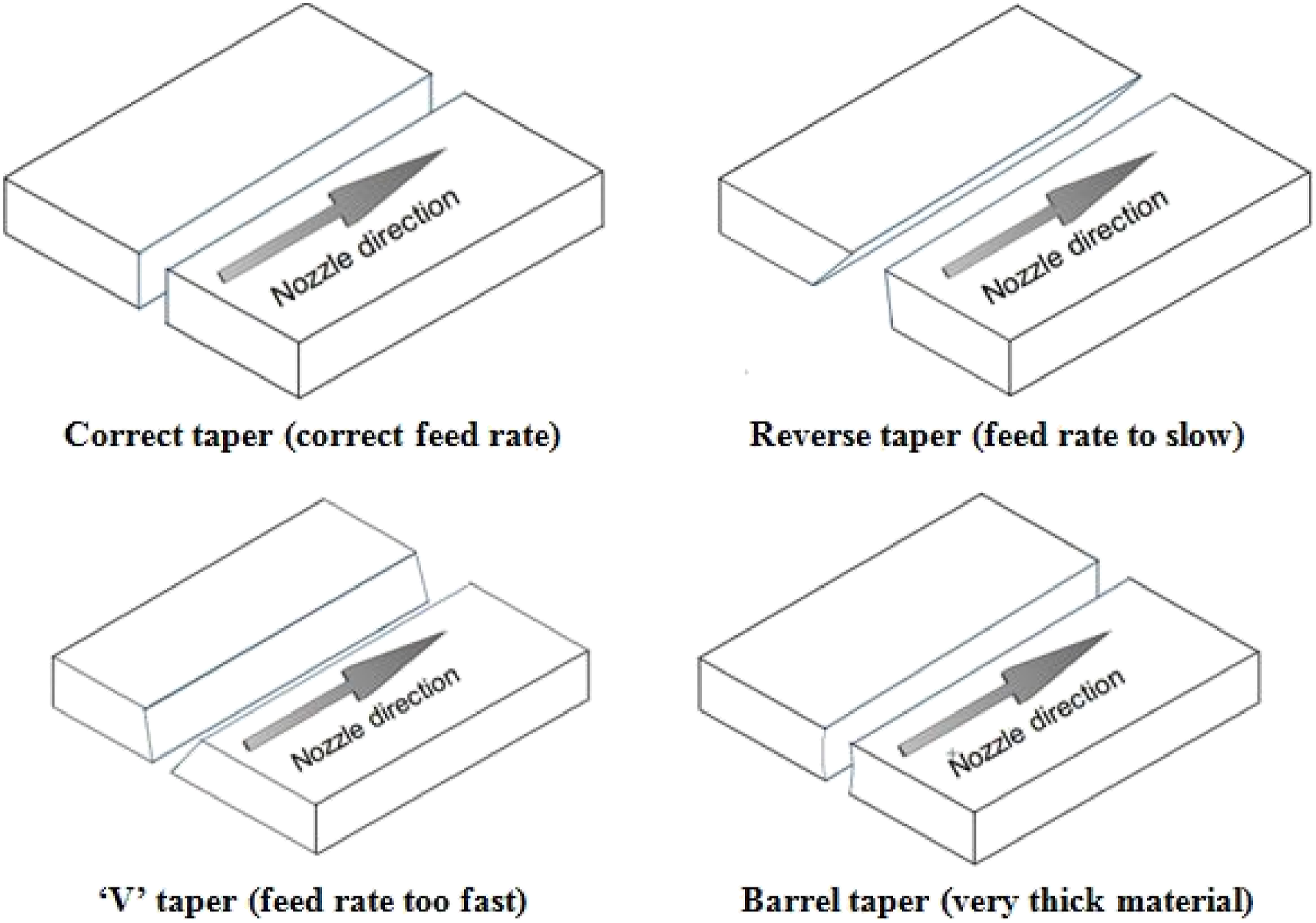
So, the crossing speed is the main element in the angle of the brace. The angle of the kerf varies according to the pace of the crossing. The low and extremely high crossover speeds contribute to the large difference in the tilt inclination displayed in Figure 8. The medium TS of 30 mm/min reduce the variation of kerf wall inclination and this speed is Kerf angle of machining on hybrid with and without filler NFRP composites. Basic mechanism involved in AWJM.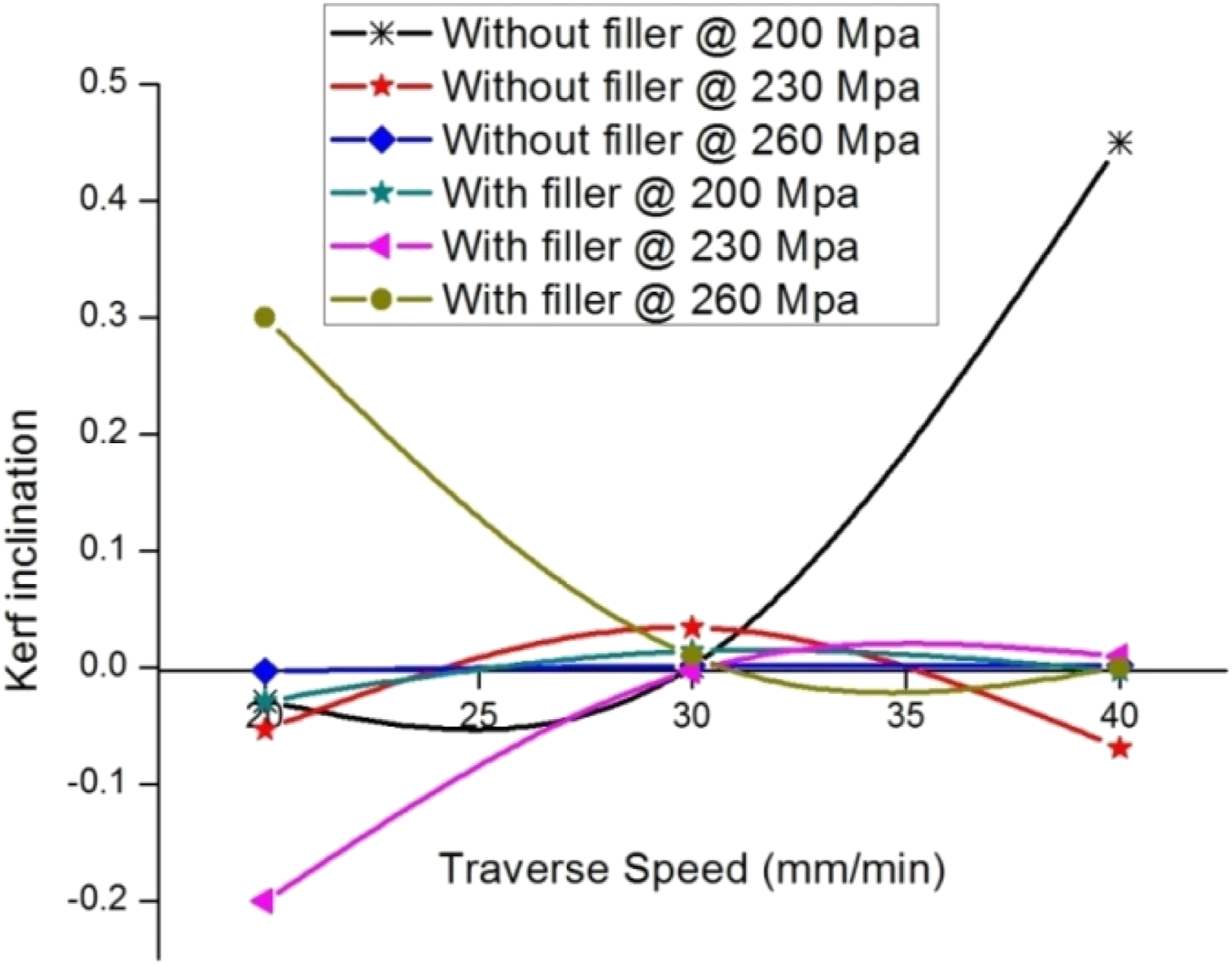
Considered as optimistic level of TS and jet pressure is acting as influencing parameter over the response kerf inclination, but it is not stabilized.
Surface roughness
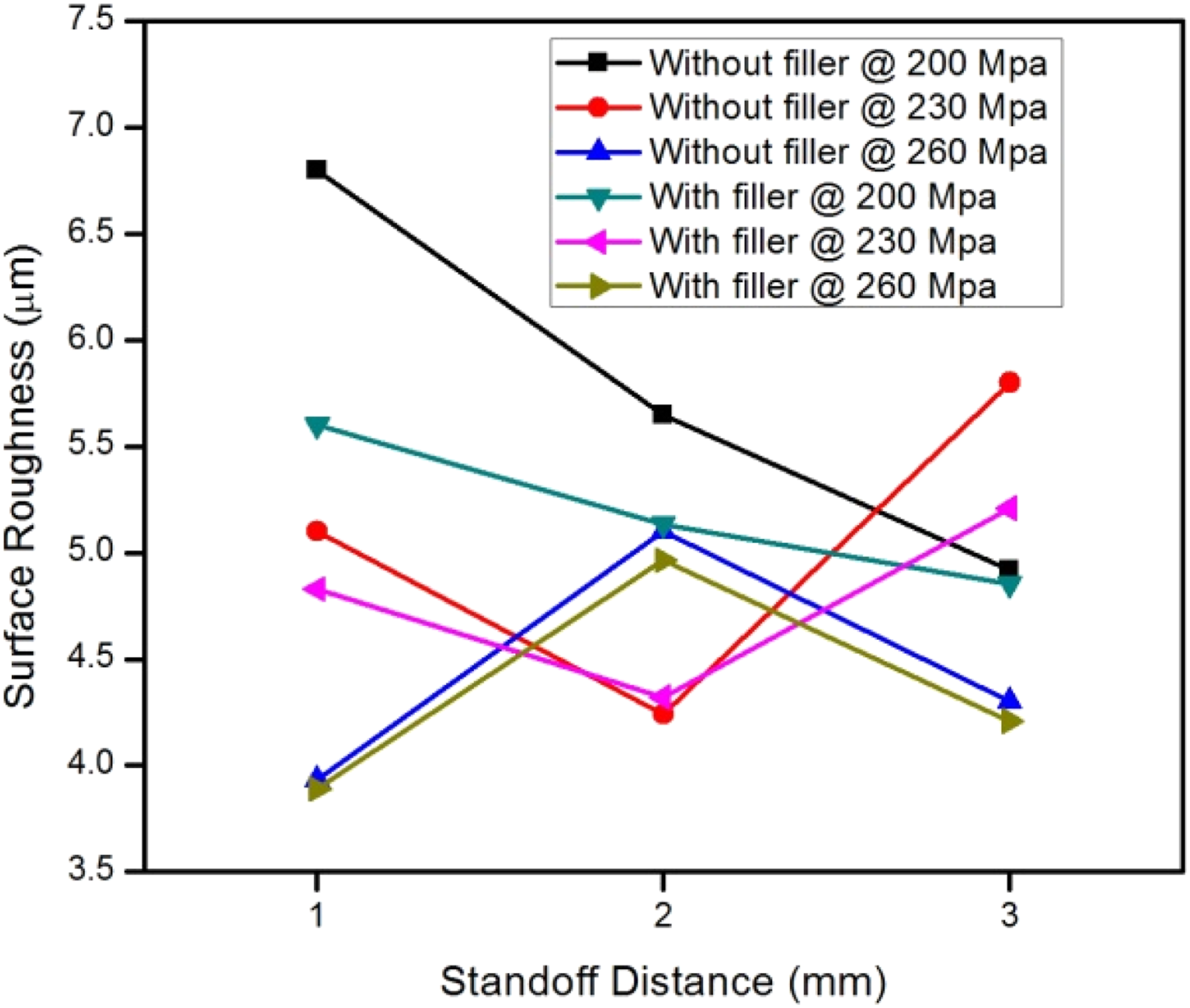
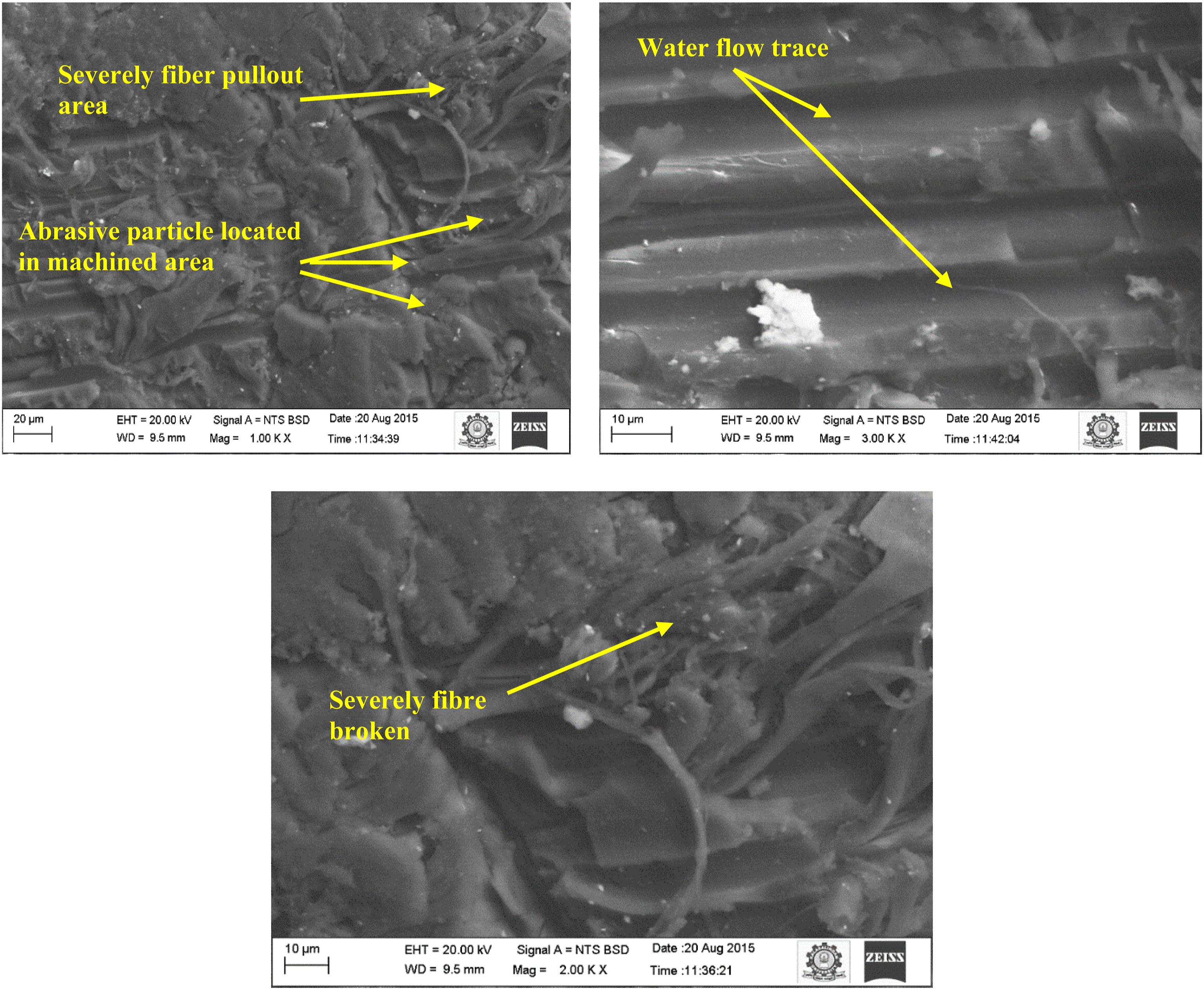
Surface roughness (Ra) is the primary characteristic to study the machinability of hybrid polymer composites. Ra must be minimized for improved machining nature. In this abrasive jet machining process, the jet movement is considered as cutting feed. The surface finish is mainly influenced by TS as shown in Figure 9 compared with TS the impact of jet pressure on the Ra is lower signification ie., impact of jet pressure on surface finish is three times lower than the impact provided to the surface finish by TS. The testing has been conducted on both specimens were prepared hybrid with and without filler materials at different jet force like 200 MPa, 230 MPa, 260 MPa. In this experiment the SOD is varying from 1 mm - 3 mm at all pressure levels on both hybrid specimens (Tables 5 and 6). The lowest TS increases surface roughness nature, which reduces the machinability of both hybrid polymer composites. The cutting area of the material by the fluid is determined by the SOD. The influence of SOD on both hybrid polymer composites explained in the Figure 10. The specimens machined with 230MPa jet pressure having the lowest surface roughness at 2 mm SOD. The specimens which are machined with 200MPa and 260MPa having the optimum level of Ra at 2mm SOD it is due to filler material. Because without filler have more Ra compare to the with filler sample. Moreover, from Figure 11 filler materials giving more bonding strength to the matrix material it is due to the interlocking strength of filler material. In surface morphology analysis in machined surface is investigated by using SEM, it shown in Figure 11. The SEM images showing surface quality of the fibre composite material. Without filler composite has more fibre pull-out and more wear, it is due to high impact energy hitting on material surface and lacking of fibre matrix bonding (Figures 11a and c). Moreover, high jet pressure (260 MPa) hitting on a surface of material the quality of surface endured severe surface damage it can be demonstrated in Figure 9. But, with filler material has good surface quality in low jet power. It is undoubted that fiber-matrix bonding with the help of filler matrix interlocking binding strength. With filler material composite has more strength and good surface finish show by Figure 11b. As an outcome, it is clear that the adding of filler substantial strengthens the epoxy of the hybrid composite material with filler substantial.
20
This is the hybrid polymer composite hardening method involved with the reinforcement of the fillers substantial. Surface roughness (Ra) vs traverse speed at varying pressure for NFRP composite with and without fillers. Surface roughness (Ra) vs Standoff distance (SOD) at varying pressure for NFRP composite with and without fillers. Surface morphology of AWJ machined hybrid natural fibre composite with and without fillers indicating fibre delamination and pullouts.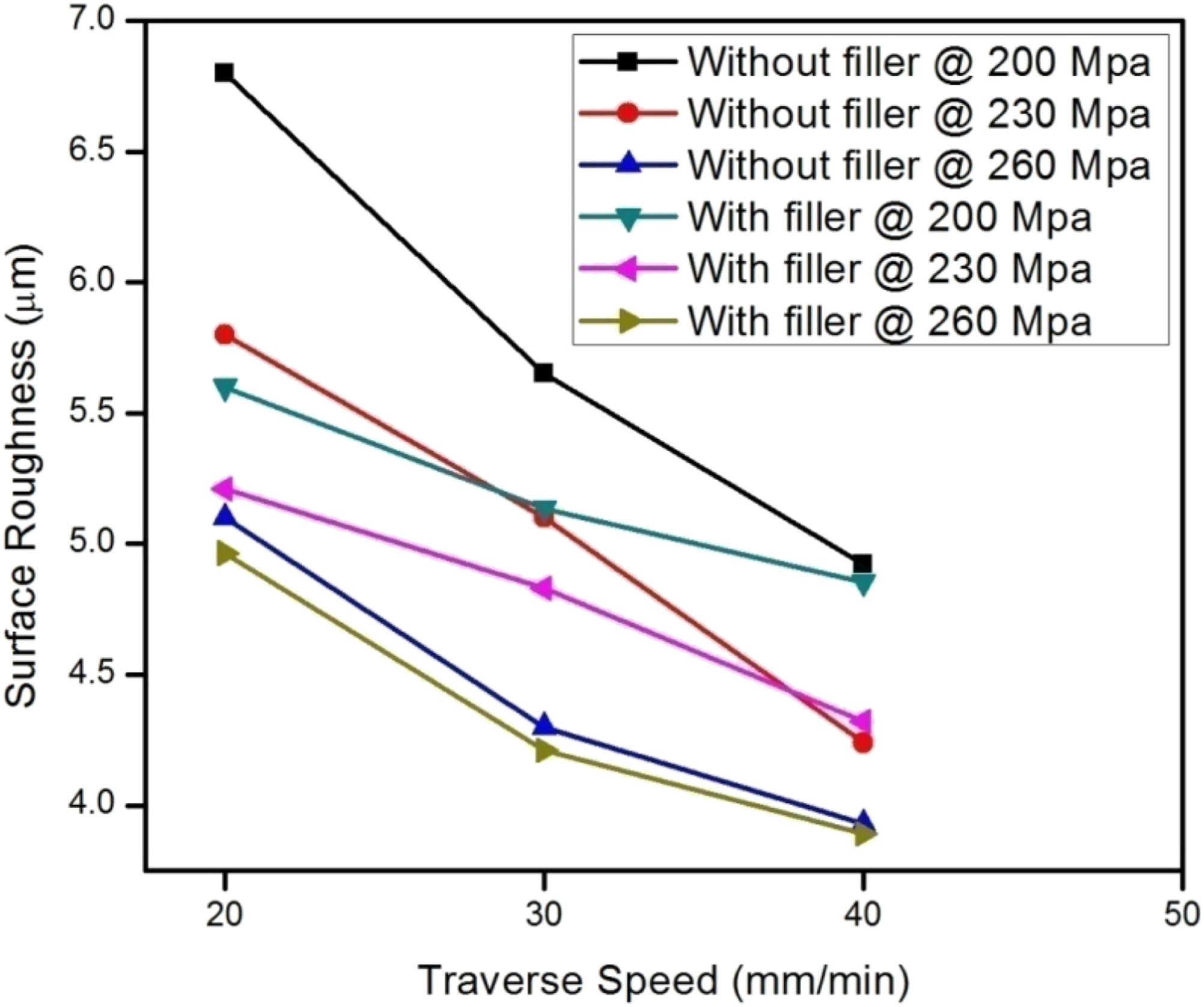
Material removal rate (MRR)
Figure 11 shows the material removal rate (MRR) of hybrid polymer composites which are fabricated hybrid with and without filler with respect to TS and different jet force level like 200 MPa, 230 MPa, 260 MPa. The MRR of NFRP composites prepared with filler and without filler has been calculated separately at different jet force like 200 MPa, 230 MPa and 260 MPa.
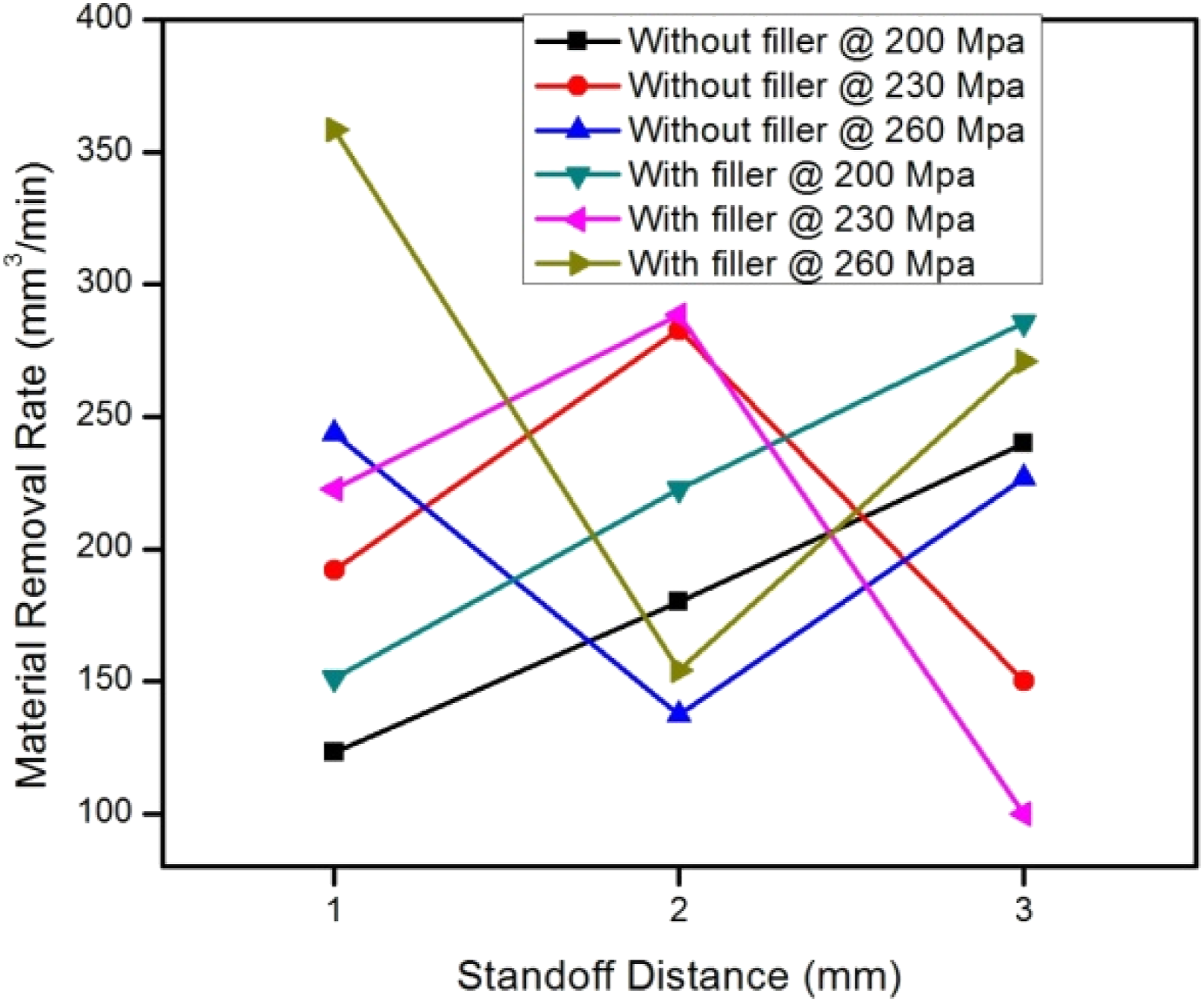
From the graph it is found that the MRR of both composites in all three-jet force level has increases gradually when the TS increases. The hybrid NFRP composite prepared with filler material has a high rate of material removal at high traverse speed and maximum jet pressure ie, 260 MPa. This increased rate of metal removal is due to the density and brittleness of material by the addition of filler materials. During the abrasive jet machining, the abrasives hit the surface of the composite specimen with high jet pressure and which removes the hard material as brittle failure and also high-pressure water flow removes the weak material from the specimen. Standoff distance is also influence the material removal rate which is clearly explained in the Figure 12. The standoff distance between the jet and specimen has varying as 1 mm, 2 mm, 3 mm for both composites at three pressure levels. From the Figure 13, it is found that the MRR gradually increases for the increase of standoff distance from 1 mm - 3 mm on both the specimen with 200MPa jet pressure. Both filler and non-filler added specimens at 230 MPa having maximum MRR at 2 mm standoff distance. Both the specimens at 260 MPa reduced their MRR level at 2 mm SOD than all other composites and it is increases at 3 mm SOD. From the results it is concluded that 2 mm standoff distance is the optimum level for MRR. Material removal rate versus traverse speed at different jet pressure on machining hybrid NFRP composite with and without filler materials. MRR versus SOD at different jet pressure on machining hybrid NFRP composite with and without filler materials.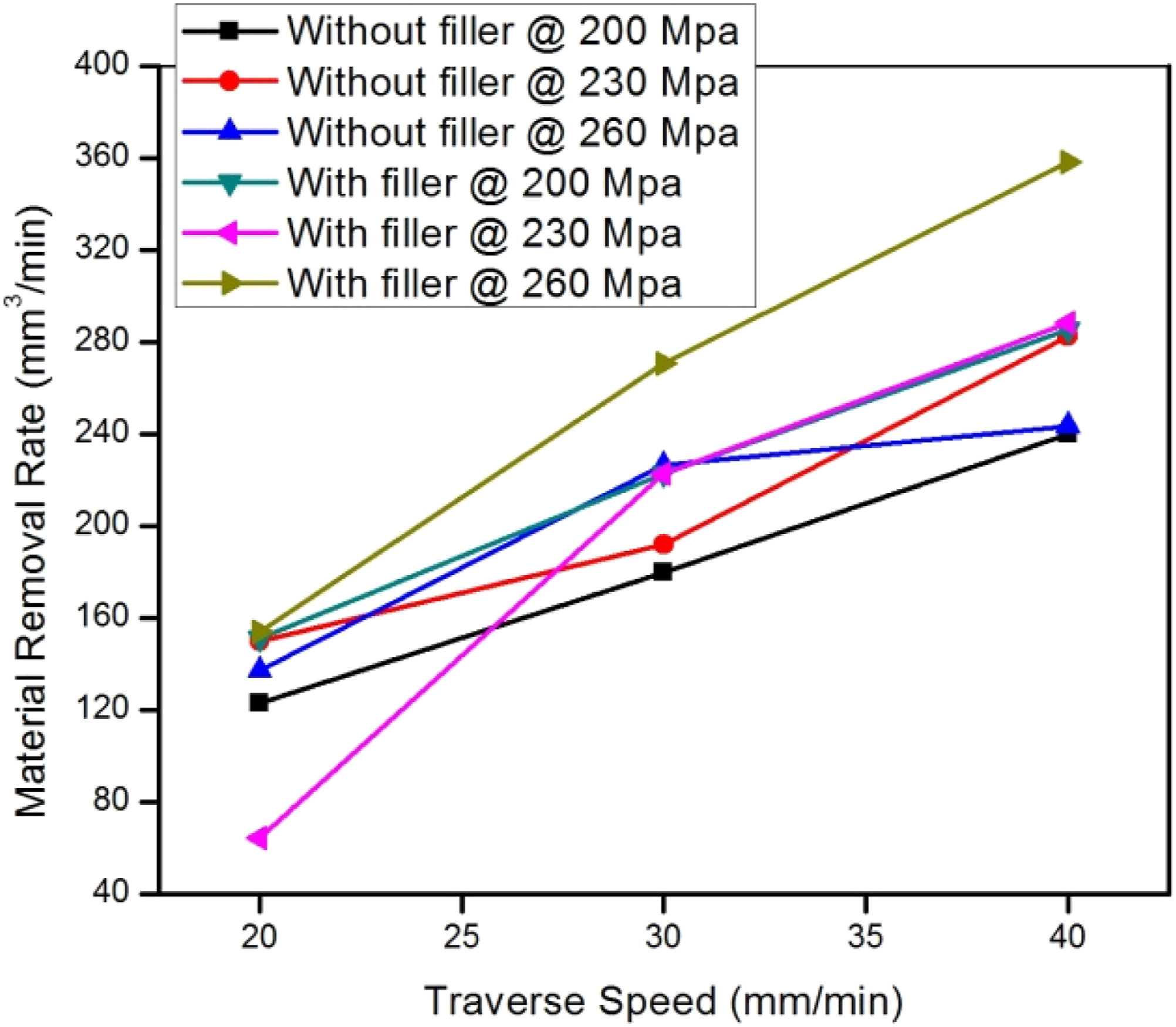
Conclusion
In this present work hybrid NFRP developed by Basalt/hemp/coco and palm shell filler. This filler influence was analyzed through mechanical property study, and it was found 5% wt. palm + coco filler composite has more strength compared to other filler combination hybrid natural fibre composite (tensile stress 278 MPa and flexural stress 330 MPa). So further study for machinability NFRP hybrid composite has developed with 5% wt. filler material and without filler materials using AWJM has been examined and studied. The following points were taken from the present study as a conclusion. 1. The traverse speed is the most significant process parameter for all combinations in NFRP followed by Jet pressure and standoff distance. 2. Lower jet pressure increases the kerf angle, and it is most significant by the transfers speed also. The medium transvers speed of 30 mm/min is optimum value for all filler combination. 3. The surface finish is negligible by traverse speed and the impact of jet pressure on the surface finish is very small ie., impact of jet pressure on surface finish is three times lower than the impact supplied to the surface finish by traverse speed. 4. The maximum MRR of 363 mm3/min was observed in 5% wt. filler combination with 260 MPa jet pressure and MRR has gradually increasing when SOD was increases 1 mm–3 mm.
From the above conclusion the jet pressure and stand of distance are most significant process parameters are in machining of hybrid NFRP in various industrial application.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.