
Abstract
This study investigates the addition of ground tire rubber (GTR) into virgin polyamide 6 (PA6) to produce thermoplastic elastomer (TPE) blends. In particular, a wide range of GTR concentration (0–100% wt.) was possible by using a simple dry blending technique of the materials in a powder form followed by compression molding. The molded samples were characterized in terms of morphological (scanning electron microscopy), physical (density and hardness) and mechanical (tension, flexion and impact) properties. The results showed a decrease in tensile and flexural moduli and strengths with GTR due to its elastomeric nature. However, significant increases were observed on the tensile elongation at break (up to 167%) and impact strength (up to 131%) compared to the neat PA6 matrix. Based on the results obtained, an optimum GTR content around 75% wt. was observed which represents a balance between high recycled rubber content and a sufficient amount of matrix to recover all the particles. These results represent a first step showing that a simple processing method can be used to produce low cost PA6/GTR compounds with a wide range of physical and mechanical properties.
Introduction
Nowadays, it is very difficult to imagine having a life without the use of plastics. Due to their versatility, durability, flexibility, relatively low cost and mechanical performance, plastics have been used in multiple applications such as storage, transport and packaging of any type of products. This situation led not only to a sustained increase in the production of plastics products, but also to an increasing amount of parts achieving their end of life. 1
In 2018, the worldwide production of plastics reached almost 360 million tons. 1 Due to the high rate of use in various applications, especially those related to automotive, rubbers followed a similar trend. The current world production of rubbers is close to 26 million tons of which, 12 million are natural rubbers and 14 million are synthetic rubbers whose main use is in the production of tires. 2 Depending on the required physical and chemical structure, the main families are natural rubber (NR) and synthetic elastomers such as butadiene rubber (BR), styrene-butadiene rubber (SBR), nitrile-butadiene rubber (NBR), ethylene-propylene-diene monomer (EPDM) and styrene-ethylene-butadiene-styrene (SEBS). 3
Unfortunately, their inadequate disposal and long degradation time have caused rubber waste to become a serious environmental problem around the world leading to negative impact on the environment and human health issues. For example, the rubber and tire market in 2019 grew by 4% reaching a production volume of 3 billion tires, of which around 800 million are discarded each year around the world.4,5 Therefore, this high amount of waste requires more attention in developing sustainable methods and new alternatives to minimize these wastes and reduce their negative effects, as well as providing a new economic life for these materials. This is why various investigations were devoted to develop green technologies to recycle waste rubbers. One of the most interesting ones is size reduction via different grinding methods to produce ground tire rubber (GTR). This material is then blended with thermoplastic resins to produce thermoplastic elastomers (TPE).6,7 This mechanical recycling method has the possibility to produce added-value products due to the wide range of rubbers and thermoplastics available, as well as the possibility to control the final properties via formulation (concentrations, additives, processes used, etc.).
TPE are basically a physical blend between a thermoplastic and an elastomer phase. These materials combine the easy processability of thermoplastics with the softness and flexibility of elastomers. 8 Their annual growth is estimated between 8% and 9%. 9 The main types of TPE on the market are: thermoplastic natural rubber (TPNR), thermoplastic polyolefins (TPO), thermoplastic styrenics (TPS), thermoplastic polyamides (TPA), thermoplastic dynamic vulcanizates (TDV), thermoplastic vulcanizates (TPV), thermoplastic polyurethanes (TPU), styrene block copolymers (SBC), polyether block amide (PEBA) and copolyester (COPE). 10 Actually, TPE have a wide range of applications including coatings, waterproof materials, toys, construction, household appliances, sports components, footwear, biomedical materials and most importantly in the automotive industry. 11
A sustainable alternative for TPE production is the use of waste tire rubber (WTR) as the elastomer phase. In order to facilitate their handling and incorporation into polymeric matrices, WTR is subjected to various steps to remove and recover valuable materials (such as metals and fibers) and to reduce their size (particles) even down to a fine powder (less than 1 mm). The material obtained after this process is commonly known as ground tire rubber (GTR) as the main origin of rubber is the tire industry. But other recycled materials can be used for the production of sustainable compounds, such as NR, 12 other renewable raw materials (used as natural filler) like natural fibers (sisal, flax, hemp, bagasse, rice husk, straw, etc.),13,14 and recycled thermoplastics such as polyethylene (PE) for the production of different types of valuable sustainable polymer composites, 15 mainly produced by blending processes.
The main advantages of these compounds are their recyclability, ease of processability, light weight, ability to stretch with moderate elongations and returning nearly to their original shape, wide range of mechanical properties (mainly impact strength), low production costs, etc. This creates green materials with a wide possibility of applications.16,17 But the main limitations are poor adhesion and compatibility between the phases (rubber and most thermoplastic matrices) and difficult processability with increasing rubber content due to very high viscosities. Nevertheless, TPE based on GTR have seen significant progresses in their research and commercial development due to their environmental benefits. For example, different TPE production were presented based on GTR and linear low-density polyethylene (LLDPE) compounds by rotational molding, 18 as well as polypropylene (PP) and recycled ethylene-propylene-diene monomer (r-EPDM) blends, 19 recycled SBR blended with virgin polystyrene (PS), 20 and GTR with recycled polyethylene (r-PE), 15 all being prepared by extrusion compounding and injection molding.
In general, the main factors influencing the properties of TPE are GTR concentration, particle size, type of polymer, nature and properties of the thermoplastic matrix, as well as the adhesion, dispersion and interaction between both components. 21 Several studies focused on the effect of GTR particle size dispersed in a thermoplastic matrix. It was concluded that smaller particles have better mechanical properties than larger ones, mainly because larger particles tends to have higher probability of failures and agglomeration. 4 Ismail et al. 22 reported improved mechanical properties using GTR with a particle size of less than 500 µm compared to larger particles, which produced a negative effect on the mechanical performance of TPE produced based on polypropylene (PP) and processed by melt blending (extrusion) and compression molding. It is well accepted that an increase in particle size generates difficulties for GTR dispersion, especially when concentration increases. Colom et al. 23 produced TPE via compression molding using high density polyethylene (HDPE) and GTR. They observed important reductions in tensile strength of up to 51% when a particle size above 500 µm was used. A similar observation was reported by Mujal-Rosas et al. 24 for TPE based on ethylene-vinyl-acetate (EVA) and GTR using three different particle sizes (<200, 200–500, >500 µm).
Low mechanical properties are usually associated with poor adhesion between GTR and most of the thermoplastic matrices, in which GTR particles tend to agglomerate, promoting voids and increasing the probability of failures, defects and cracks in the matrix when subjected to mechanical stresses. 25 For example, Shaker and Rodrigue studied the mechanical behavior of TPE produced with low-density polyethylene (LDPE) and different GTR concentrations (20, 35 and 50% wt.) via rotational molding using two mixing methods (dry blending and melt blending).5 They reported that increasing the GTR content produced significant decreases in mechanical stiffness and strength, but increased the elasticity and ductility. For the compounding method effect, the mechanical properties of extruded (melt blended) materials were slightly superior to dry blended ones due to high shear during mixing. However, the authors concluded that the use of the dry blending technique is very interesting because this compounding strategy limits possible degradation of the materials (mechanical, thermal and oxidative) and reduces the processing time and production costs.
In most of the works on TPE production based on polyamide (PA), different treatments were usually used on the rubber particles to improve the interface between both phases and some mechanical properties. In addition, melt blending of both components was performed. For example, Karger and Fuhrmann compared the use of GTR particles without and with a glycidyl methacrylate (GMA) treatment to study the effect of their incorporation in polyamide 6 (PA6) via melt blending in an twin-screw extruder followed by injection molding. 26 Using 10% and 20% wt. of GTR, the results compared to the neat PA6 matrix showed decreased tensile properties (modulus down by 20%). On the other hand, the particle treatment led to a suitable morphology and the GTR acted as an impact modifier since the Charpy impact strength increased by up to 21%.
Hassan et al. 21 studied the effect of gamma irradiation on the mechanical and thermal properties of recycled waste copolymer polyamide 6/66 (rPA) blended with WTR (50/50% wt.) and different carbon black (CB) filler loading (6, 12, 18 and 24% wt.). They observed that the particles (especially with 24% wt.) exposed to gamma irradiation (50 kGy) had better interfacial adhesion and, therefore, better thermal and mechanical properties where tensile strength and hardness were increased (20% and 8%, respectively) by increasing the content of CB with respect to the matrix. They also mentioned that these rPA/WTR compounds loaded with CB may be suitable for industrial applications requiring materials of high strength with semi-conducting properties and thermal stability. Wu et al. 27 prepared by twin-screw melt extrusion and injection molding compounds based on SEBS (up to 15% wt.) modified with maleic anhydride (SEBS-g-MA) and flame-retardant Nylon 6 to produce high toughness elastomers for applications including fibers and textiles protectors. They observed ductility improvement and better impact resistance (up to 34%) for these compounds.
The main objective of this work is to produce and characterize thermoplastic elastomers based on GTR/PA6 over a wide range of concentrations (0–100% wt.). To achieve this goal, a simple dry blending technique is proposed to mix the materials followed by compression molding to produce rectangular plates. From the samples produced, a complete set of characterization is performed including morphology analysis to relate the physical and mechanical properties of the TPE. As a first step, no compatibilization/surface treatment is included which will be the focus of future works improving on the results reported here.
Materials and methods
Materials
In this study, polyamide 6 (PA6) CL200-001 was used as the polymeric matrix. Pellets with a melting temperature of 220°C and a density of 1.13 g/cm3 were received from Firestone (Canada). Prior to mixing, PA6 was pulverized using a Lab Mill model PKA-18 from Powder King (USA) and sieved to keep only particles between 710 and 850 µm. The ground tire rubber (GTR), mainly composed of styrene-butadiene rubber (SBR) from recycled tires with a density of 1.21 g/cm3, was supplied by Royal Mat (Canada). The material was used as received and sieved to retain particles between 250 and 500 µm.
Sample production
To study the effect of GTR content, a wide range of powder formulations (between 0 and 100% wt. of GTR) were prepared using a simple dry blending technique. The GTR and PA6 (previously dried overnight at 80°C) were dry blended using a high shear mixer (Hamilton Beach 51101BA) for 3 min. Then, around 38 g of each powder blend was placed in a picture frame stainless steel mold having dimensions of 125 × 125 × 3 mm3. Compression molding was then performed on a Carver C press (Carver Inc., USA) under the following conditions: preheating for 3 min at 220°C (without pressure), a compression cycle of 5 min at 3 tons and 220°C, and a cooling cycle with circulating water until a temperature of 45°C was reached. Finally, the pressure was released and the molded sample was obtained. For each characterization, the specimens were cut using the required geometry. Figure 1 presents a schematic diagram of the TPE production process and Figure 2 shows the appearance of the parts as a function of GTR content.
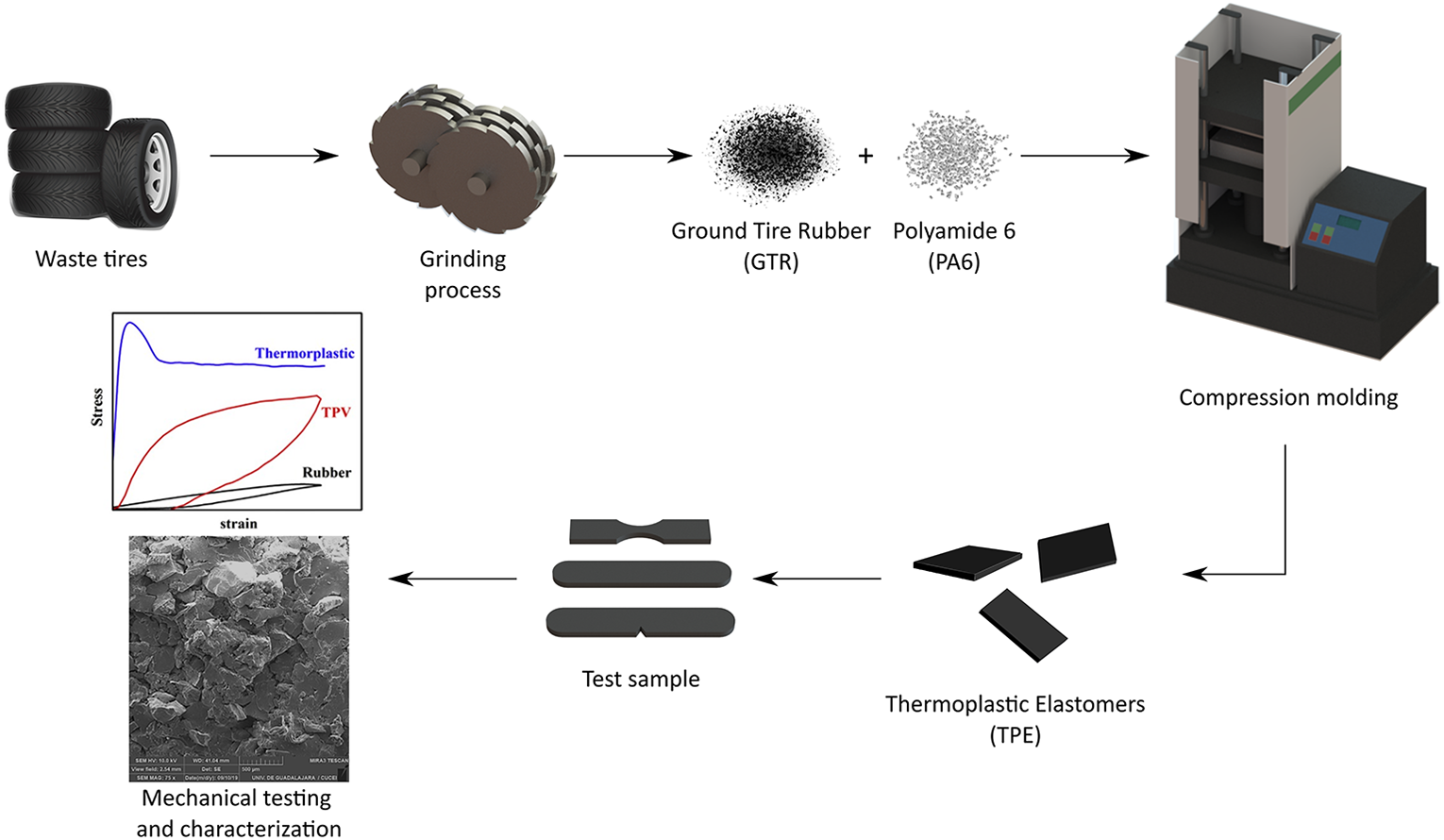
Steps required to process and characterize the TPE based on GTR and PA6.
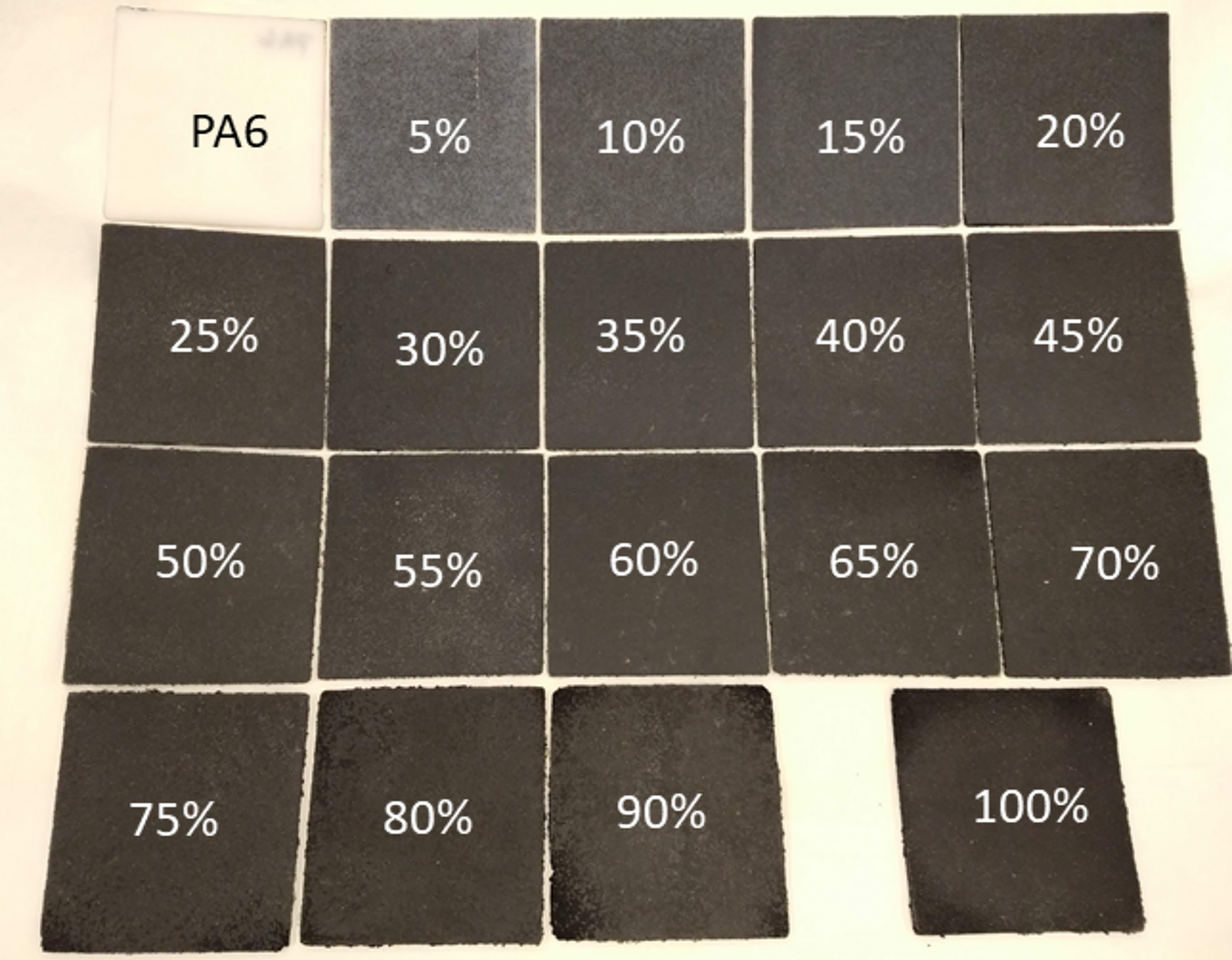
General appearance of the TPE as a function of GTR content.
Thermal analysis
The thermal stability of the neat materials was determined by thermogravimetric analysis (TGA) through the analysis of their weight curves and their derivatives (DTG). The tests were performed in a thermogravimetric analyzer Q5000IR from TA Instruments (USA). Samples between 10 and 20 mg were analyzed with a heating rate of 10°C/min from 50°C to 650°C to evaluate the thermal and thermo-oxidative resistance under nitrogen and air atmospheres.
Morphology
The microstructure of the compression molded compounds was analyzed using a scanning electron microscopy (SEM) TESCAN model MIRA3 (Warrendale, USA). Prior to SEM observations, the samples were fractured under cryogenic conditions (liquid N2) and the exposed surfaces were covered with a thin layer of Au under vacuum in an SPI Module Sputter Coater for 120 s. Images at different magnifications were taken to observe the homogeneity and interface between the components.
Density and hardness
The density was determined using an ULTRAPYC 1200e (Quantachrome Instruments, USA) gas (nitrogen) pycnometer. Shore A (elastomers/soft polymers scale) and Shore D (thermoplastics scale) hardness (according to ASTM D2240) were measured using indentation durometers from PTC Instruments (USA), model 306L for Shore A and 307L for Shore D. The results are the average of a minimum of 3 and 10 measurements for density and hardness, respectively.
Mechanical properties
ASTM D638 tensile test was performed using an INSTRON 5565 universal testing machine (Instron, USA) with a 500 N load cell. Type V dog bone samples were tested at room temperature using a crosshead speed of 5 mm/min. A three point bending flexural test was used with rectangular bars (80 × 12.7 × 3 mm3) and the span length was fixed at 60 mm. The tests were done using the same machine as for tensile tests, but a crosshead speed of 2 mm/min was selected according to ASTM D790.
The Charpy impact strength was determined on rectangular bars (same dimensions as for flexural specimens) on a Tinius Olsen (USA) impact tester model 104 with a pendulum of 242 g (1.22 J). Prior to the test, the samples were notched according to ASTM D6110 using an automatic sample notcher model ASN (Dynisco, USA). The results reported are the average of at least 5 (tensile and flexural) and 10 (Charpy impact) repetitions, as required in the corresponding standard.
Results and discussion
Thermal characterization
Figure 3 shows the TGA and DTG curves of the neat materials (PA6 and GTR) tested under air and nitrogen atmospheres. PA6 follows a relatively similar decomposition path in both conditions: an initial loss corresponding to moisture (up to 100°C) followed by a degradation onset temperature of around 360°C. However, at higher temperatures under air (Figure 3(a)), the temperature at which the PA6 maximum weight loss occurs is around 400°C and the overall weight loss ends around 610°C. A second decomposition stage is observed which can be attributed to the oxidation and aromatization of aliphatic carbons followed by the generation of CO and CO2. 28
On the other hand, under nitrogen (Figure 3(b)), PA6 showed a single stage in the weight loss curve. The maximum weight loss occurs around 400°C and the total loss ends at around 480 °C. In the DTG curves under air, PA6 showed two degradation peaks with the maximum at 428°C, while under nitrogen a single maximum peak at 447°C was observed.
For GTR, the curve is similar to others reported in the literature where several weight loss stages were observed.29-31 Each step corresponds to the decomposition of different organic materials starting with volatiles, followed by the decomposition of rubber itself, carbon black and the additives (mainly zinc oxide) with ash residues. Under air, the weight loss begins around 260°C and the total weight loss is completed at around 590°C (Figure 3(a)). The GTR curve (similar to PA6) reaches a final weight value close to zero, indicating that negligible residues remain (ashes). Under nitrogen, the weight loss starts at around 260°C and the maximum degradation was observed at around 490°C (Figure 3(b)). In the DTG curves and under both environments (air and nitrogen), incomplete degradation (lower weight loss) occurred. This is especially observed under nitrogen with a maximum peak at 376°C. In general, TGA and DTG curves showed that GTR particles have a lower thermal stability compared to PA6. This can be a limitation for some applications where high thermal stability is required (some engineering applications). Nevertheless, these results indicate that both neat materials have an acceptable thermal stability for the range of experimental processing conditions used in this study (220°C) as the onset degradation temperature for PA6 and GTR were found to be 360°C and 260°C, respectively. This ensures that, for this system, the neat materials will not undergo a significant thermal degradation during processing, which could negatively affect the final properties of the TPE.
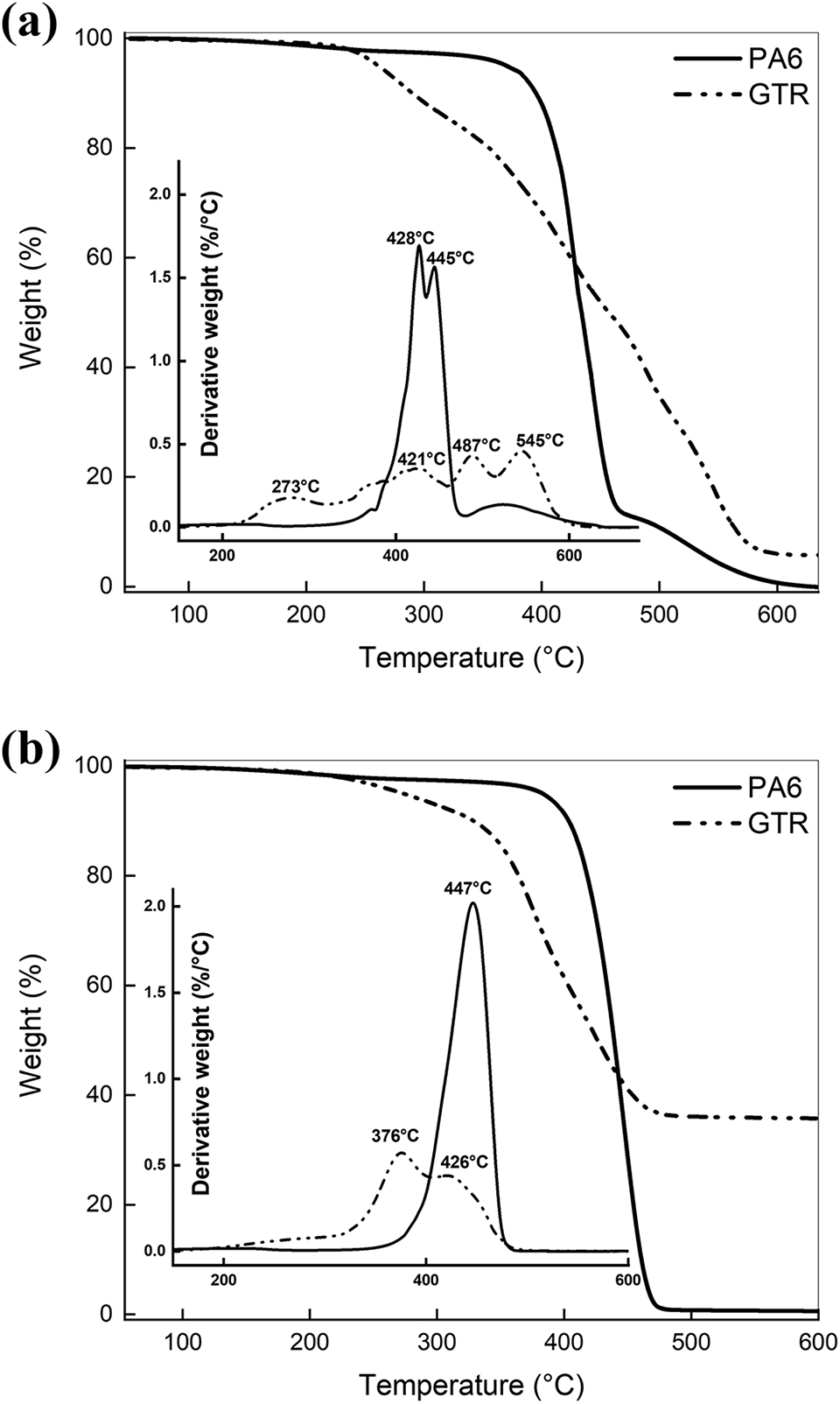
TGA and DTG curves of the neat materials (PA6 and GTR) in: (a) air and (b) nitrogen.
Morphology
Figure 4 presents typical SEM micrographs of selected TPE cross-sections (10, 35, 75 and 100% wt.) at low magnification (75×). As reported in the literature, 32 these figures show the characteristic morphology of TPE: two phases are clearly present as the GTR dispersed phase inside the PA6 matrix. In general, these are representative of most processed materials in this study. TPE at low GTR content show a homogeneous distribution in the matrix indicating that the processing conditions used were good.
Evidently, at low GTR content (less than 35%) voids and defects are almost nonexistent and the surface is smooth. It is also possible to observe the presence of different residues (impurities in the recycled material) that may be associated with the vulcanization process, and their chemical components (additives) commonly used in their processing, such as calcium carbonate (CaCO3), silica (SiO2) and talc (Mg3H2Si4O12) common in these recycled materials besides the dispersed rubber, which becomes more visible with increasing GTR concentration. 33 These components limit the contact between both materials causing defects and cracks at their interface. Similar results were reported in the literature.34,35 The defects observed at the GTR-PA6 interface are more important as the GTR content increases as the matrix is unable to cover all the rubber particles, leading to particle-particle contact (agglomeration). 36
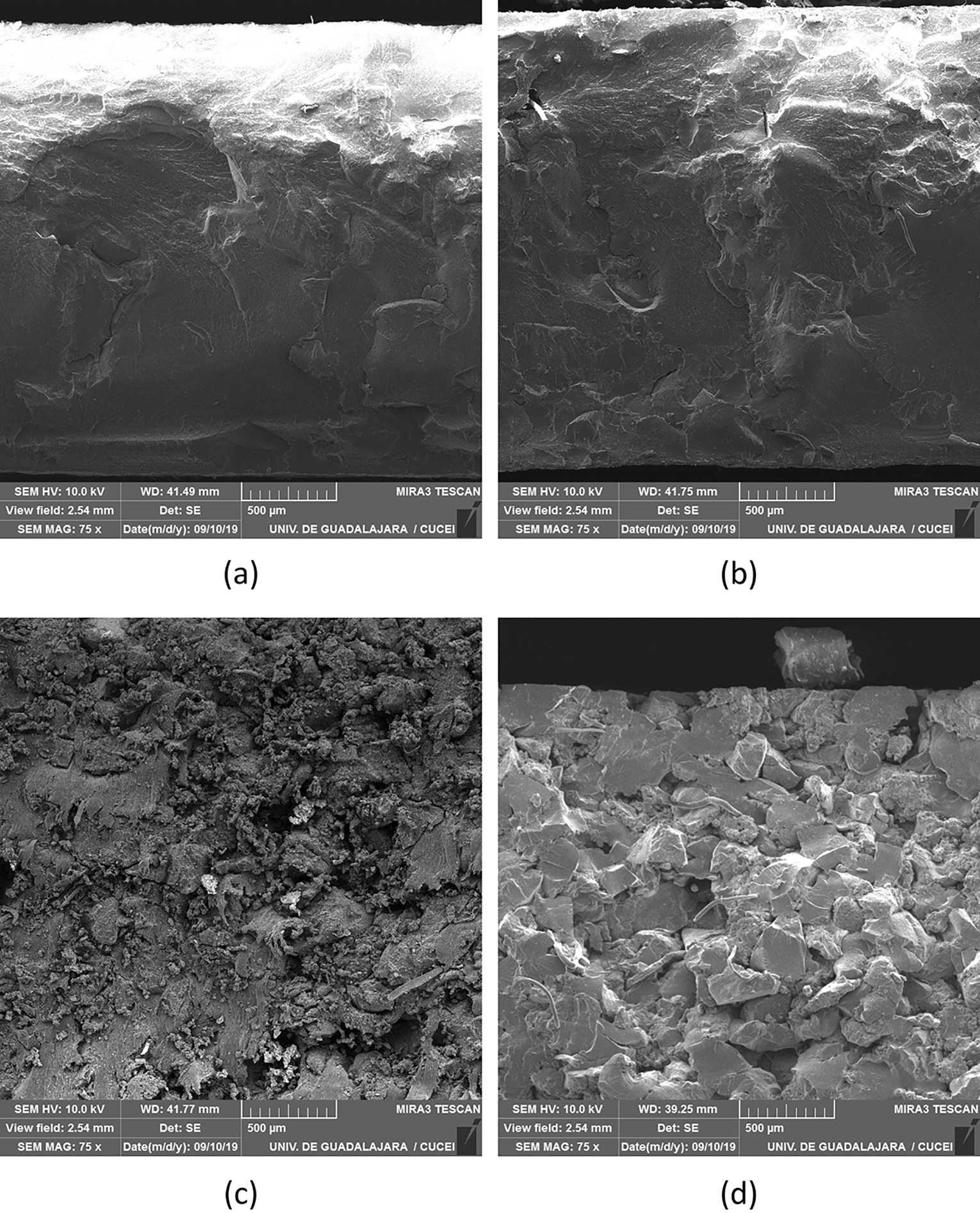
Typical SEM morphologies of the TPE produced with: (a) 10% wt., (b) 35% wt., (c) 75% wt. and (d) 100% wt. of GTR.
Figure 5 presents micrographs taken at higher magnification (630×). In these images, it is easier to determine the interaction in terms of dispersion and contact between all the phases (Figure 5(a) to (c)). In Figure 5(d), a rough surface of the rubber particles is observed because of several organic components (additives) or even the main components of GTR like natural rubber. 31 The micrographs also show poor adhesion between the GTR and PA6 with more important defaults, defects, spaces (discontinuity), and cracks with increasing GTR content.
As mentioned by Bilgili et al., 37 poor adhesion between both phases is one of the main reasons why some mechanical properties highly decrease with increasing GTR content as discussed in the following sections. Similarly, Hrdlicka et al. 38 mentioned that the particle size also plays an important role in the mechanical properties of TPE because improved mechanical properties are usually obtained with smaller particles (120–381 µm) since these can be distributed more homogeneously in the matrix. Smaller particles also lead to higher specific surface area increasing contact/interactions between the phases.24,39
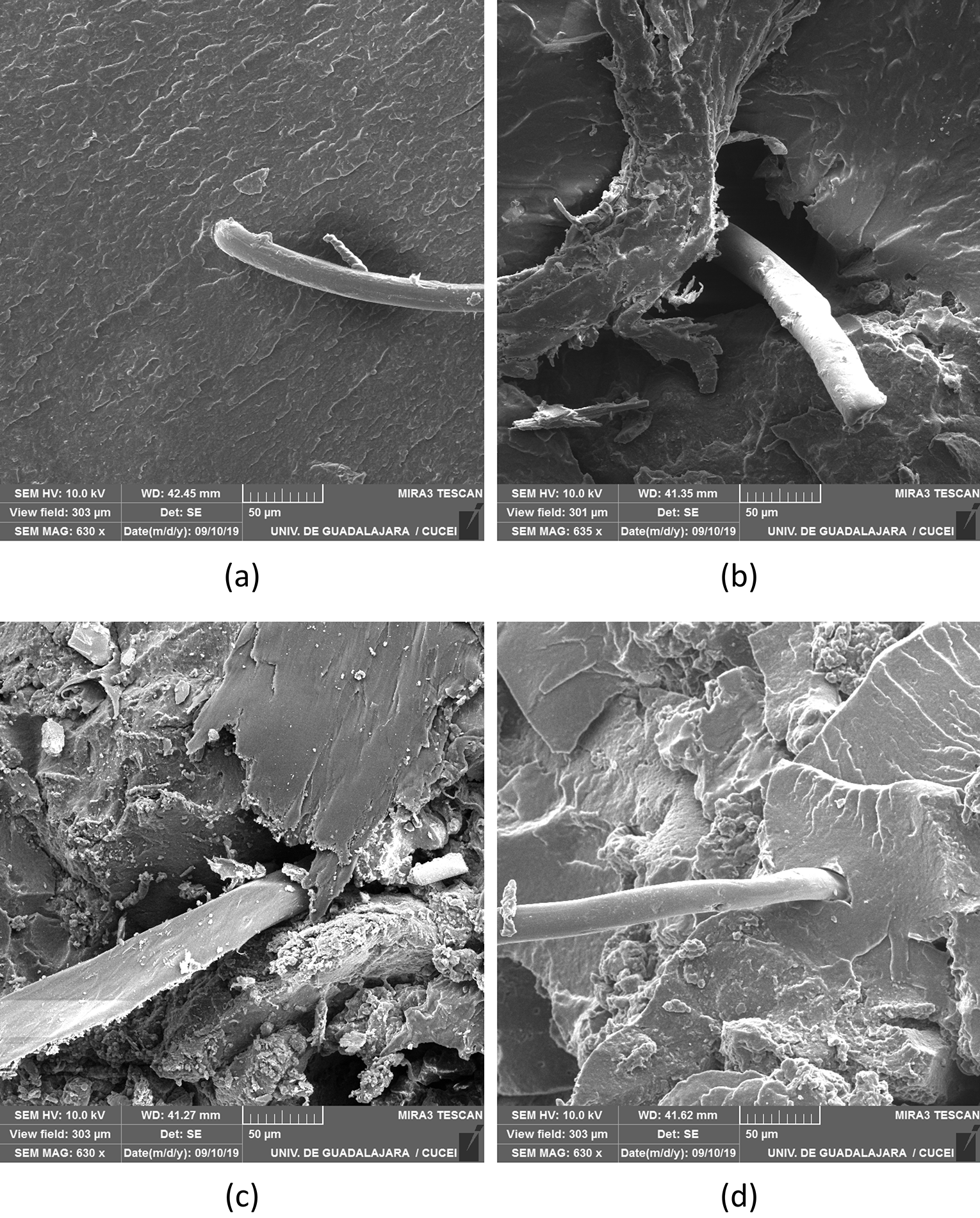
Interfacial state between GTR and PA6 with: (a) 10% wt., (b) 35% wt., (c) 75% wt. and (d) 100% wt. GTR. The images also show the presence of impurities coming from the recycled origin of the GTR.
Density and hardness
Figure 6(a) presents the density of TPE. Despite the observations performed in the morphology section (spaces, cracks and voids), the density increases with GTR content. 40 This is attributed to the slightly higher density of GTR (1.21 g/cm3) compared to PA6 (1.13 g/cm3). But the final density represents a balance between the density of each component and the presence of voids/defects as observed in Figures 4 and 5. In our case, the density is almost constant between 5 and 75% wt. GTR and then increases up to 100% wt. GTR.
Hardness values (Shore A and Shore D) for the TPE are shown in Figure 6(b). Neat PA6 (0% wt.) is a very hard materials with 97 ± 2 Shore A and 85 ± 2 Shore D, while the neat GTR (100% wt.) has 61 ± 2 Shore A and 20 ± 2 Shore D. As reported in different works,21,41 increasing the rubber content in most thermoplastic matrices decreases the hardness due to the elastic nature of rubbers. The Shore D values decreased by 76%, while the Shore A hardness decreased by 37% over the whole GTR concentration range.
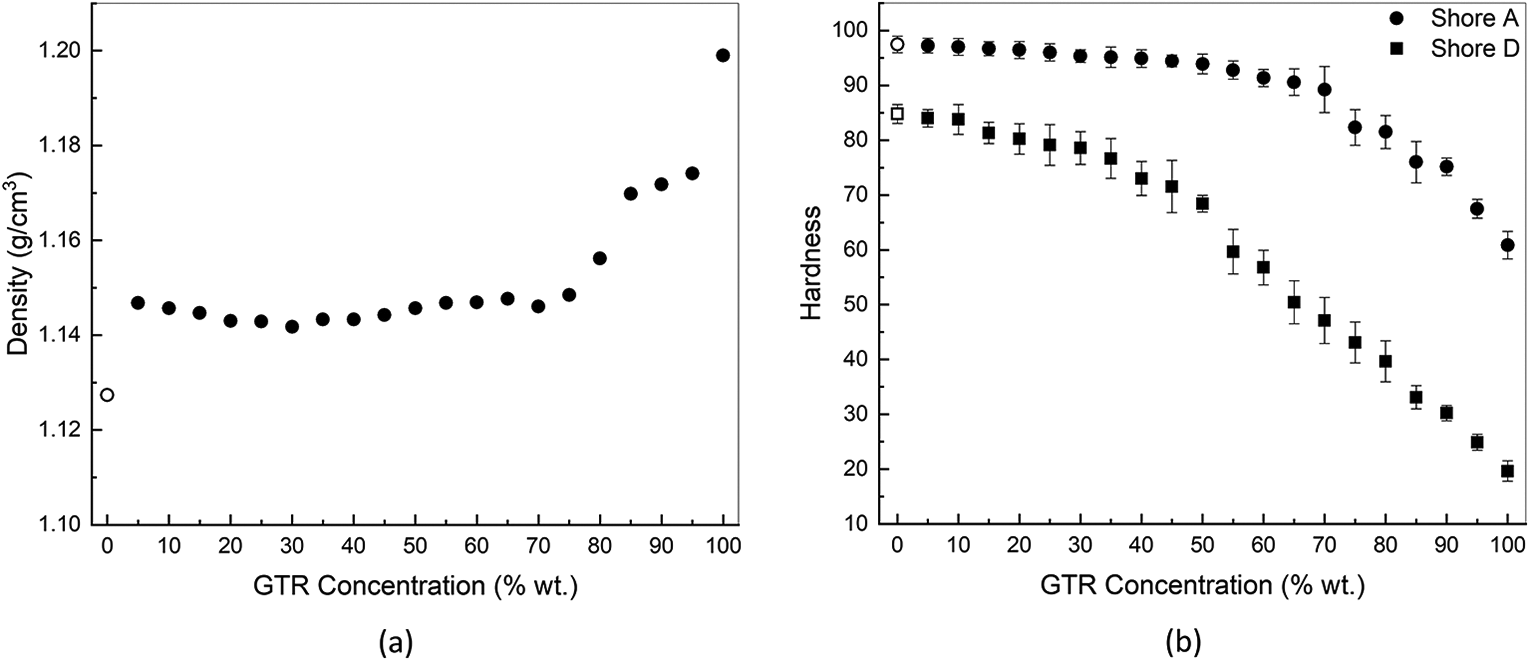
Physical properties of the TPE: (a) density and (b) hardness (Shore A and Shore D) as a function of the GTR content.
Mechanical properties
Figure 7 presents the tensile properties of the TPE produced. These properties are closely related to the density (Figure 6(a)) since the amount of material in the samples (or absence thereof = porosity) has a significant effect on modulus and strength. 16 As GTR content increases, there is a higher elastomeric content (rubber particles) making the material softer (Figure 6(b)) and having a more rubbery behavior. Interfacial adhesion/interaction and the presence of voids in the samples (Figures 4 and 5) create discontinuities leading to lower tensile properties (modulus and strength).
Figure 7(a) shows that the tensile modulus continuously decreases with increasing GTR content. For example, the modulus decreases from the neat matrix value (604 MPa) to the neat GTR one (1.2 MPa). A similar trend is observed for the tensile strength in Figure 7(b). The values monotonically decrease from 59 to 1 MPa between 0 and 100% wt. GTR. On the other hand, the elongation at break substantially increases from 7% (neat PA6) to over 167% at 100% wt. of GTR. As good TPE are expected to have elongation at break above 100%,6,42 this is achieved with a minimum of 95% wt. GTR. But this compound would be very difficult to process (if at all possible) under melt blending (extrusion and injection molding). This is why the dry blending and compression molding methods are highly suitable for these specific blends. Similar results and conclusions were reported in previous studies.5,15,16,20,38 As mentioned, it is clear that GTR addition decreases the modulus and strength of all TPE. However, the elongation at break presented significant increases at higher GTR content. This implies that it is possible to design TPE samples considering a wide range of parameters: not only the mechanical properties, but also the materials cost, flexibility, density, etc. depending on the requirements related to a specific application.
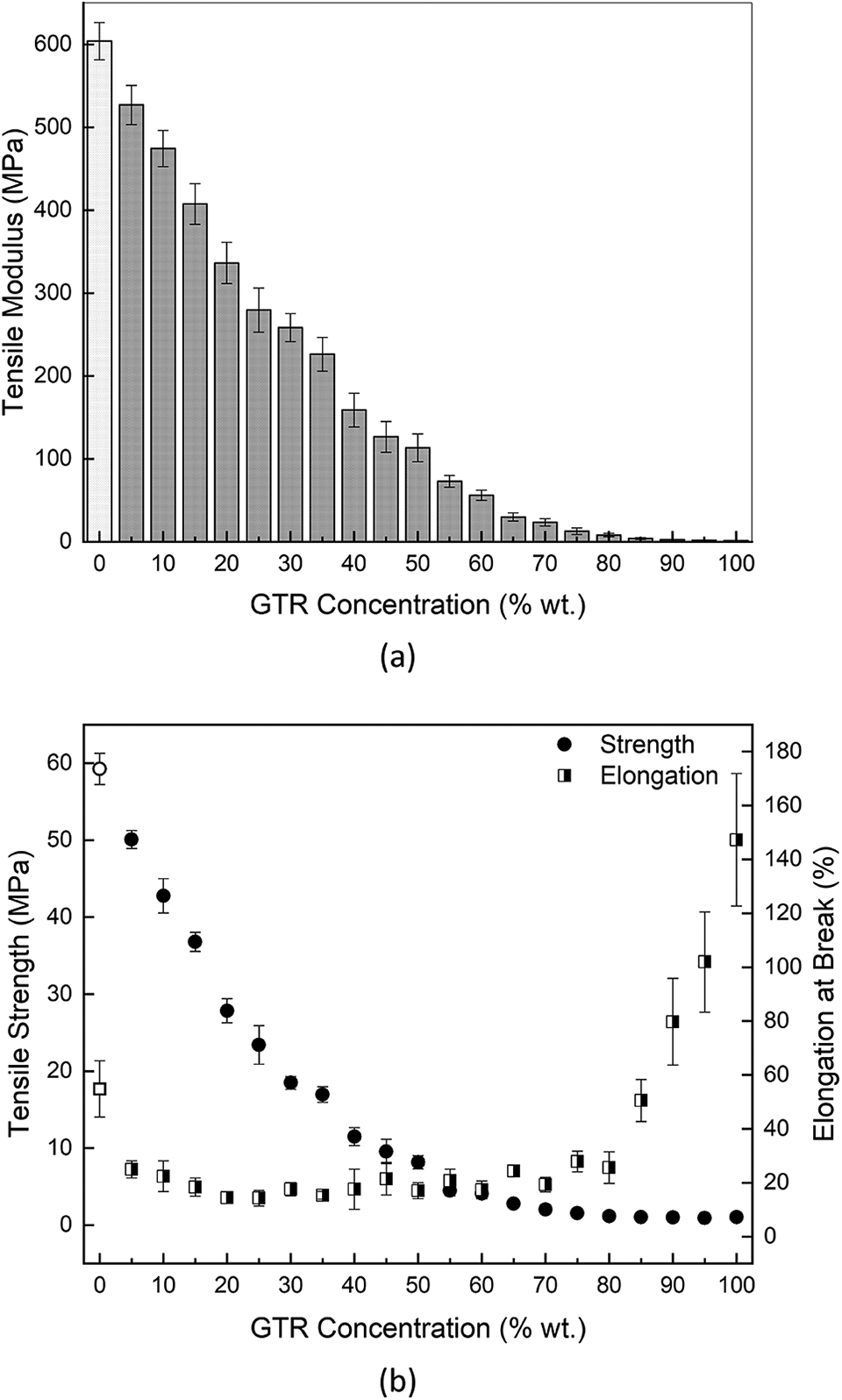
Tensile properties of the TPE: (a) modulus and (b) strength and elongation at break as a function of the GTR content.
The flexural modulus as a function of GTR content is presented in Figure 8. As expected, a similar trend as for the tensile modulus (Figure 7(a)) is obtained. The values monotonically decrease with increasing GTR concentration: from 2589 MPa for the neat PA6 to 7 MPa for the 100% wt. GTR. Once again, the decreasing trend is associated to the elastomeric nature of the GTR and the presence of voids/defects (Figures 4 and 5) creating some porosity and limiting interfacial stress transfer. There is also more agglomeration and impurities at higher rubber content which are again limiting stress transfer in these compounds. Similar results were reported by various researchers for TPE processed by injection molding based on polypropylene (PP) and recycled EPDM, 16 polystyrene (PS) and recycled SBR, 20 as well as via rotational molding for LLDPE with recycled GTR. 18
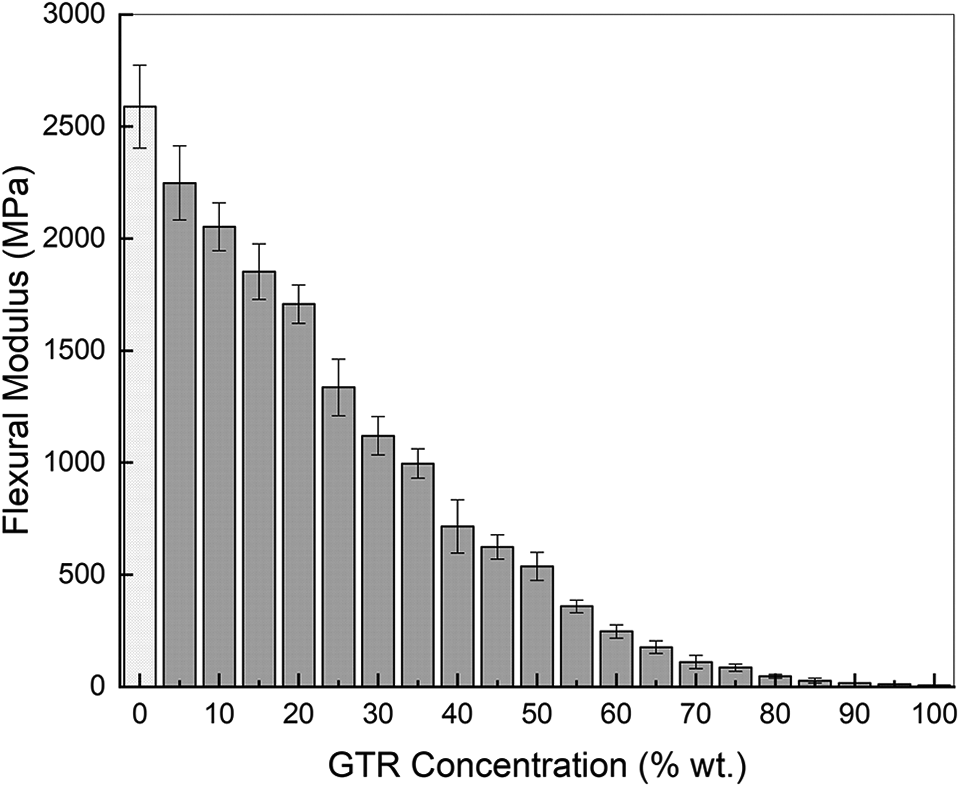
Flexural modulus of the TPE as a function of the GTR content.
Finally, Figure 9 reports on the flexural strength and the Charpy impact strength as a function of the GTR content. Similar to the tensile strength (Figure 7(b)), the addition of low strength/elastic rubber particles decreases the flexural strength of the neat matrix. In our case, the values decrease from 84 MPa for the neat PA6 down to 0.32 MPa for the neat GTR sample (100% wt.). But the most interesting result is the behavior under impact loading. As expected, the Charpy impact strength can be improved by the incorporation of rubber particles into a brittle thermoplastic matrix. 43
In TPE, substantial improvement can be obtained by the addition of an elastomeric phase which can absorb more energy during the impact.19,20,39,44,45 So, the GTR particles act as impact modifiers for the PA6 matrix. In our case, the values for the neat PA6 and GTR are 62 J/m and 54 J/m, respectively, and all the specimens broke completely. Excluding the low GTR range (5–35%) and the very high one (95–100%), all the values are higher than the neat matrix. But a maximum occurs around 75% GTR with an impact strength of 143 J/m which represents a 123% improvement over the neat matrix.
This phenomenon is probably associated to the chemical nature and elastic properties of GTR. In this case, the incompatibility between GTR and PA6 produced different scenarios according to the GTR content. At lower GTR contents (up to 35%), the samples have impact strength similar (slightly lower) than PA6. This can be related to the morphology obtained as reported in Figure 4(a) and (b) where a uniform structure mostly composed of polyamide is observed. However, when the GTR content increases (between 35% and 75%), its effect becomes more significant producing higher impact strength. Contrary to other mechanical properties (tensile/flexural) that are reduced with increasing GTR content, it is widely reported that the use of reinforcements with low compatibility increases impact strength due to a pull-out effect since more energy is dissipated by the detachment of GTR particles from the PA6 matrix during fracture. 43
Once a critical value (75% GTR) is reached, the remaining PA6 is not able to cover all the particles as observed in Figure 4(c). From this point (75–100% GTR), the impact resistance significantly decreases reaching values close to neat GTR (100%) with a morphology shown in Figure 4(d). It is important to highlight the impact strength improvement in the range of 35–75% GTR. These TPE can have significant increases (up to 143 J/m) even if both individual materials (PA6 and GTR) have similar impact strengths in the range of ∼60 J/m. This positive trend has been reported for composites based on rubber particles and PA6, 39 PP, 19 and PS. 45
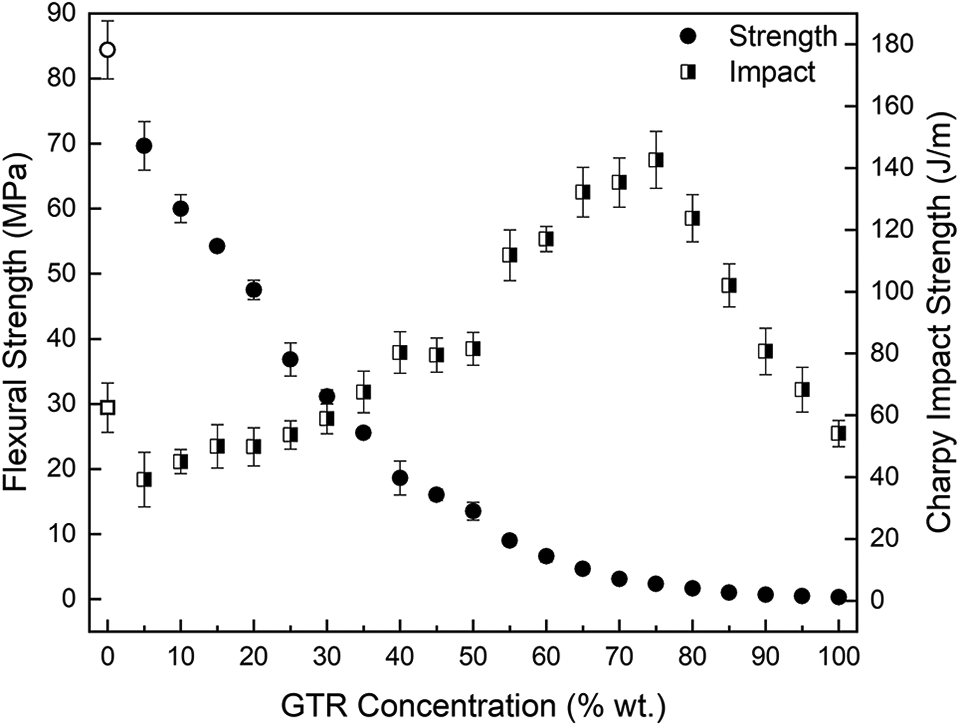
Flexural strength and Charpy impact strength of the TPE as a function of GTR content.
Conclusion
In this work, ground tire rubber (GTR) was added to a thermoplastic resin (PA6) to produce thermoplastic elastomer (TPE) compounds. To study the complete GTR range (0–100% wt.), a simple dry blending method was performed on the materials in a powder form to produce plates via compression molding. This mixing-molding combination is interesting, especially for waste/recycled materials (such as tire rubber), as it represents a simple, fast and easy production step, limiting costs and degradation compared to standard techniques such as melt mixing (extrusion) and molding (injection). It is also expected to limit thermo-mechano-oxidative degradation of the materials. It represents a sustainable way to use these environmentally friendly materials via mechanical recycling.
From the micrographs obtained, it was observed that the quality of the GTR/PA6 interactions in terms of compatibility, dispersion and adhesion varies depending on the rubber concentration. Nevertheless, some impurities were observed due to the recycled nature of the rubber used. The results also showed that increasing the GTR content led to more particle agglomeration particle-particle interaction and poor interfacial adhesion limiting stress transfer and the presence of defects (voids, defects and weak points) which have a direct effect on the TPE properties. Although the moduli and strengths (tensile and flexural) monotonically decreased with GTR content, the elongation at break (elasticity/ductility) and impact strength (energy absorption through elastic deformation) were highly increased compared to the neat matrix. These trends are associated to the low strength/elastic nature of GTR compared to the high strength/rigidity of PA6.
Although this work only represents a first step toward the development of good TPE based on recycled materials, the results are interesting since a very wide range of properties was obtained for the complete GTR concentration range (0–100%). Nevertheless, more work is under way to improve on these results. For example, methods to improve the interfacial adhesion/compatibility between the thermoplastic matrix and the rubber particles should lead to better homogeneity and mechanical properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Financial support was obtained from the National Council of Science and Technology of Mexico (CONACyT), grant numbers 711143 and 740545. The technical assistance of Mr. Yann Giroux for the experimental part was highly appreciated.