
Abstract
The value of using permanently installed monitoring systems for managing the life of an engineering asset is determined by the confidence in its damage detection capabilities. A framework is proposed that integrates detection data from permanently installed monitoring systems with probabilistic structural integrity assessments. Probability of detection (POD) curves are used in combination with particle filtering methods to recursively update a distribution of postulated defect size given a series of negative results (i.e. no defects detected). The negative monitoring results continuously filter out possible cases of severe damage, which in turn updates the estimated probability of failure. An implementation of the particle filtering method that takes into account the effect of systematic uncertainty in the detection capabilities of a monitoring system is also proposed, addressing the problem of whether negative measurements are simply a consequence of defects occurring outside the sensors field of view. A simulated example of fatigue crack growth is used to demonstrate the proposed framework. The results demonstrate that permanently installed sensors with low susceptibility to systematic effects may be used to maintain confidence in fitness-for-service while relying on fewer inspections. The framework provides a method for using permanently installed sensors to achieve continuous assessments of fitness-for-service for improved integrity management.
Introduction
The life of an engineering component is conventionally managed by a combination of structural integrity assessments and periodic manual non-destructive evaluation (NDE) inspections as shown in Figure 1. At regular intervals during service, an NDE inspection is carried out to ensure no defects exceeding a certain critical size are present (a negative inspection result). Following a negative inspection result (i.e. no defects detected), the fitness-for-service (FFS) is evaluated by postulating the existence of ‘the largest defect that might be missed’ and forecasting its growth. The remaining life of the component is then calculated based on the size of the postulated defect and the projected time to a limiting critical integrity state. This subsequently provides assurance on the integrity of the component and confidence in its FFS for a calculable period. Illustration of the typical life-cycle management of a component and the addition of monitoring data (shown in red).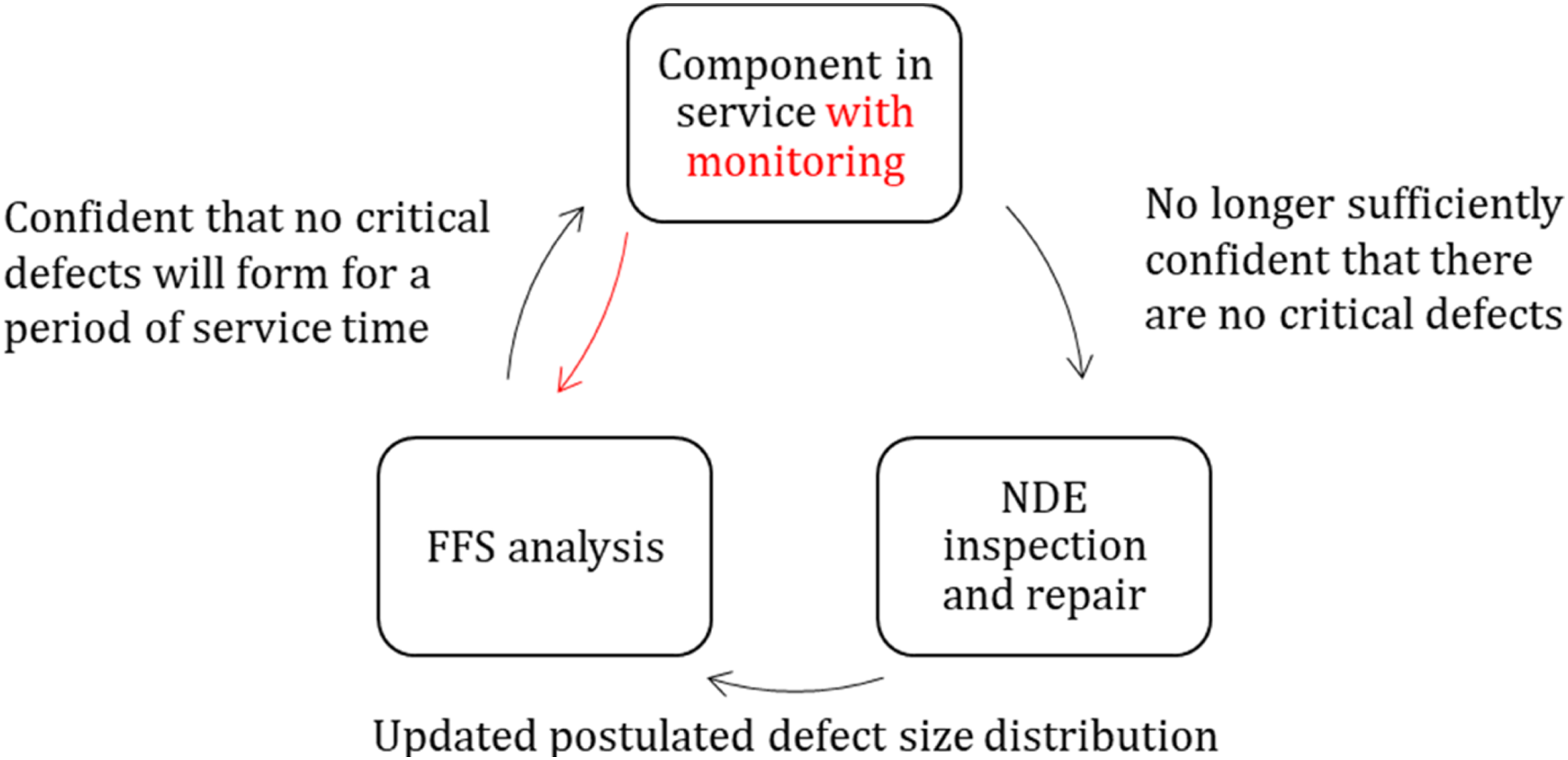
Advances in technology mean that permanently installed monitoring systems for structural health monitoring (SHM) are becoming increasingly viable and attractive. The availability of regular in-situ measurements from permanently installed monitoring systems enables frequent, in-situ assessments of FFS. Figure 1 illustrates the management of an engineering component with monitoring (shown in red) as similarly described in Reference 1. Notably, incorporating data collected from permanently installed monitoring systems has the potential benefit of reducing the need of in-service inspections while ensuring the integrity of the monitored component to the same confidence level. In particular, industrial applications have shown that the deployment of permanently installed monitoring systems is valuable for components that are difficult or hazardous to access and inspect. 2
The field of SHM covers a wide variety of technologies and applications, ranging from technologies for global monitoring on a structural level, to the monitoring of localised defects at specific hotspots of an engineering structure. 3 Technologies for global monitoring on a structural level include methods for real-time load monitoring for improved structural reliability estimations,4–6 as well as structural response monitoring using techniques such as vibration-based methods7,8 and acoustic emissions9,10 to detect the presence of any substantial damage. Frameworks for probabilistic reliability analysis based on information collected by SHM for global monitoring have also been extensively studied and developed in the literature.11–14
This research focuses on the use of SHM technologies to monitor more localised defects. Substantial research and development has been carried out recently to develop permanently installed monitoring systems to detect a variety of defects in different engineering applications15–18 and also how damage growth data can be used for failure prognostics.19–21 The majority of the research focuses on monitoring the growth of a detected defect where permanently installed monitoring systems are used to size a defect to reduce uncertainty in remnant life predictions. Notably, the use of particle filtering (or sequential Monte Carlo) methods have been used for performing failure prognostics using time-series data due to their versatility in a wide range of applications.21–23
In many situations, a detectable defect will not be present for the majority of a component’s life and so sizing techniques are not applicable. In this study, it is proposed that binary results (i.e. defect free/defective) can also provide valuable information on the damage state and therefore FFS. Negative measurement results provide evidence that defects of a given size are not present and therefore inform a postulated probability distribution of defects that may be present. This postulated defect distribution then allows for predictions of the remaining useful life of the component using an appropriate defect growth model.
This article proposes a framework that uses a particle filtering method to integrate damage detection data collected from permanently installed monitoring systems into a probabilistic FFS assessment. As schematically illustrated in Figure 2(a), uncertainty in the initial condition, material properties and operating conditions leads to uncertainty in the damage progression and the number of cycles until a limiting damage state is reached. Successive negative monitoring results are used to recursively filter potential cases of substantial damage based on the detection capability of the monitoring system, which is quantified by its POD curve; this is illustrated in Figure 2(b) for a single successive negative measurement. This in turn recursively updates a probability distribution of the number of cycles until a limiting damage state is reached, thus continuously quantifying the FFS of the monitored component. Schematic illustrations demonstrating the proposed framework, showing (a) the prediction in failure time given the initial conditions; (b) the prediction in failure time following a negative measurement.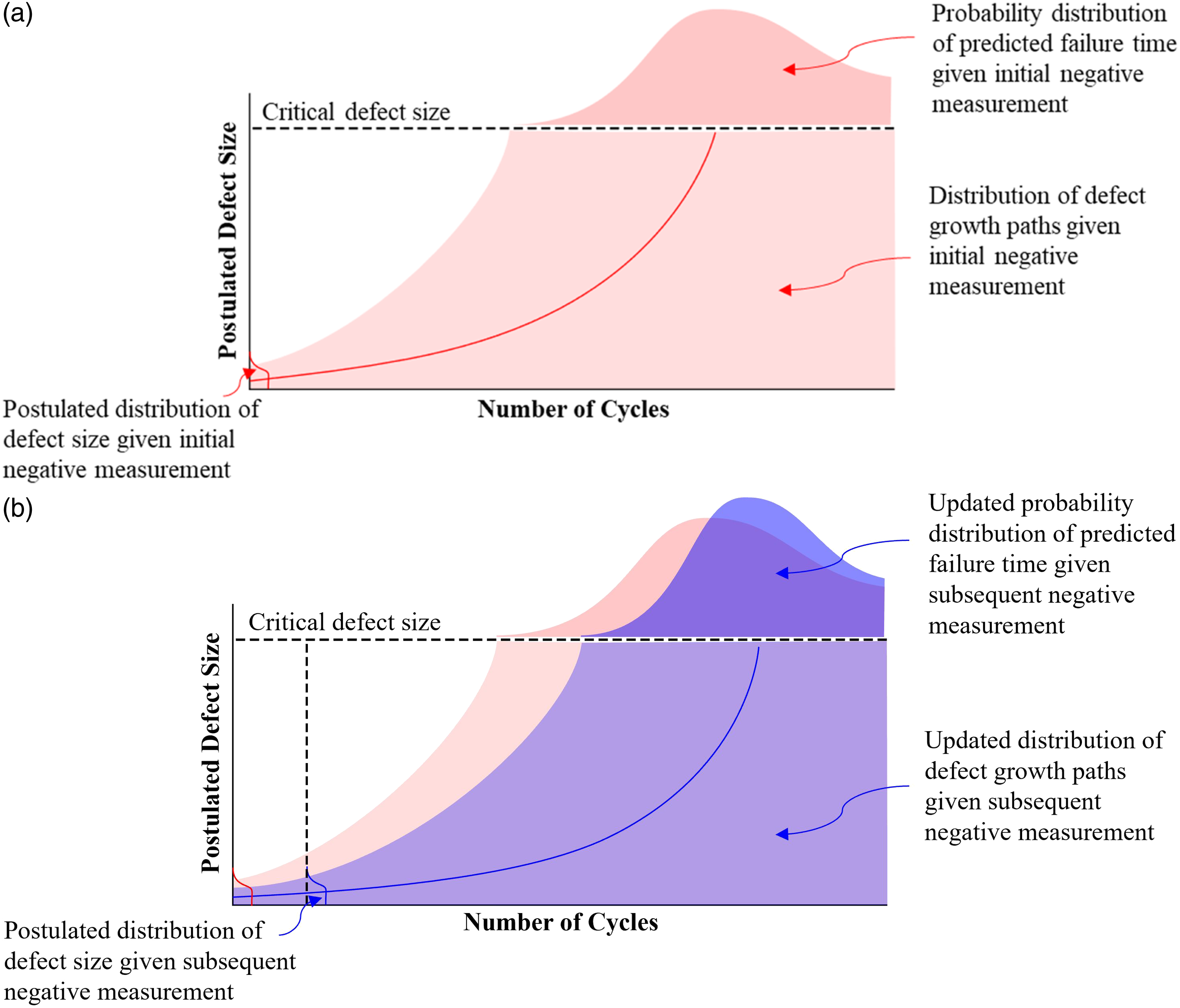
An implementation of the particle filtering approach that takes into account the systematic uncertainty in the detection capabilities of permanently installed sensors is also proposed. As permanently installed sensors are, by definition, fixed in position, uncertainty in the location of the sought defect would result in systematic uncertainty in the detection capability of the sensor. Previous work has demonstrated how to incorporate systematic uncertainties into a receiver operating characteristic (ROC) analysis to quantify the confidence in detection capabilities. 24 In this article, these POD curves are used in the particle filtering scheme to postulate possible defect extent.
This article is structured as follows. In the Description of Example Problem section, a description of an example problem that is used to demonstrate the proposed framework is first provided. The theory of particle filtering methods and the subsequent update of probability of failure will be described in the Method section. The particle filtering based FFS assessment approach is then applied to the example problem, with the results being discussed in the Results for the Example Problem section. A method of incorporating the effect of systematic uncertainties on the detection capabilities of permanently installed monitoring systems is demonstrated in the section the Effect of Systematic Uncertainty in the Detection Capability of Permanently Installed Monitoring Systems. Finally, a discussion on the results and conclusions are presented in the Discussion and Conclusions sections.
Description of example problem
To illustrate the proposed framework, a hypothetical example of a steel pipe undergoing three-point fatigue bending is used. The life cycle of the pipe may be managed by one of two approaches. First is the use of periodic inspections only; second is the use of a combination of permanently installed monitoring systems and less frequent manual inspections. Details of the structural problem as well as the inspection and monitoring techniques used in the example problem will be outlined in this section.
Description of the structural problem and damage growth model
A hypothetical example of managing the life cycle of a welded steel pipe with nominal diameter Schematic illustration of the welded pipe used in this study. The red line and patch represent the planar thumbnail fatigue crack.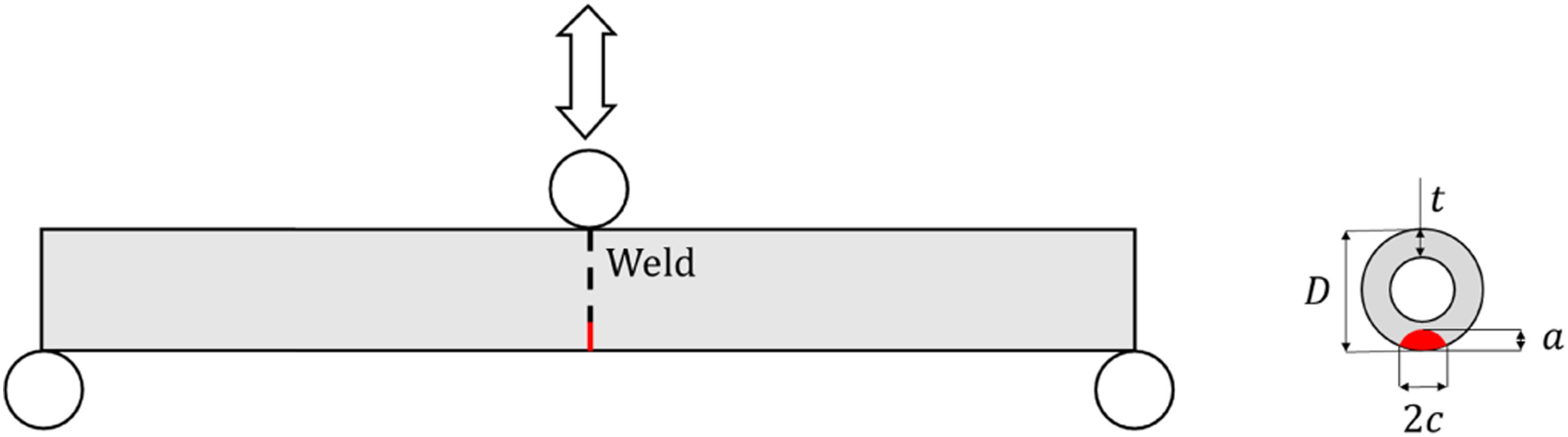
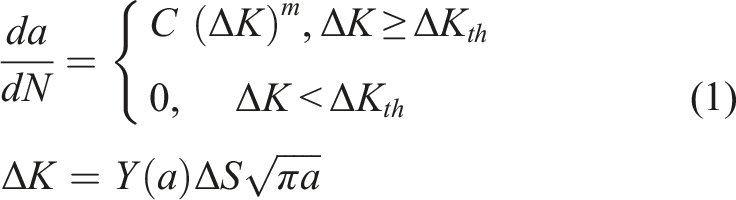
To evaluate the FFS of the pipe, a defect growth model is required. Many empirical fatigue crack growth models are available in the literature. The commonly used Paris’ crack growth law with a cut-off at the threshold stress intensity factor is used in this study as shown in Figure 4 and equation (1); any combination of loading and defect size resulting in Schematic plot of Paris’ crack growth law with threshold stress intensity factor, 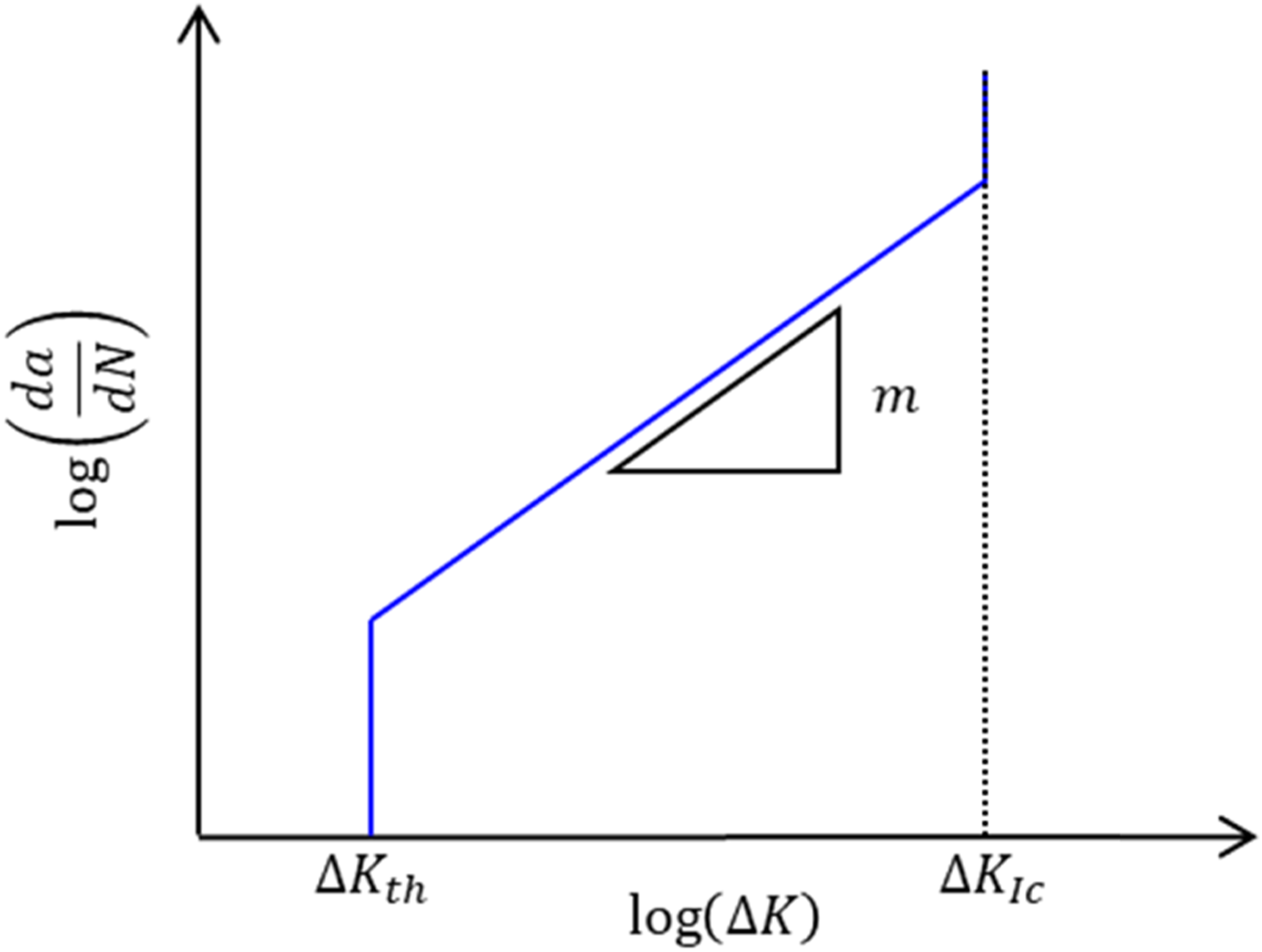
Welded steel parameters for the defect growth model used from British Standard 7910 and the AFGROW Handbook for Damage Tolerant Design.

All postulated initial cracks are assumed to be semi-circular. However, the growth of the semi-circular crack in both the depth,
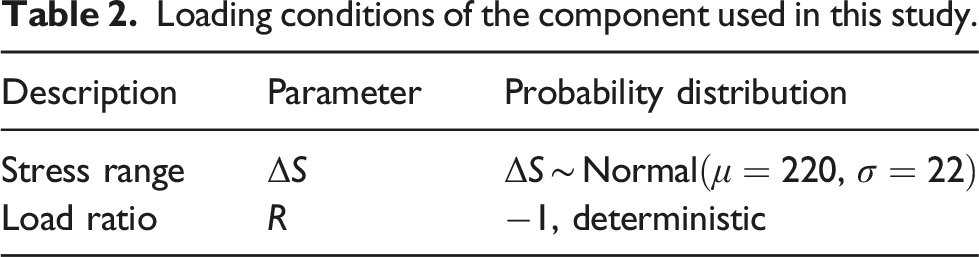
Loading conditions of the component used in this study.
With the loading conditions and defect growth parameters defined, defect growth may be modelled and predicted by numerically integrating the crack growth law. A sample deterministic result of a Sample result of fatigue crack growth, showing (a) growth in the depth (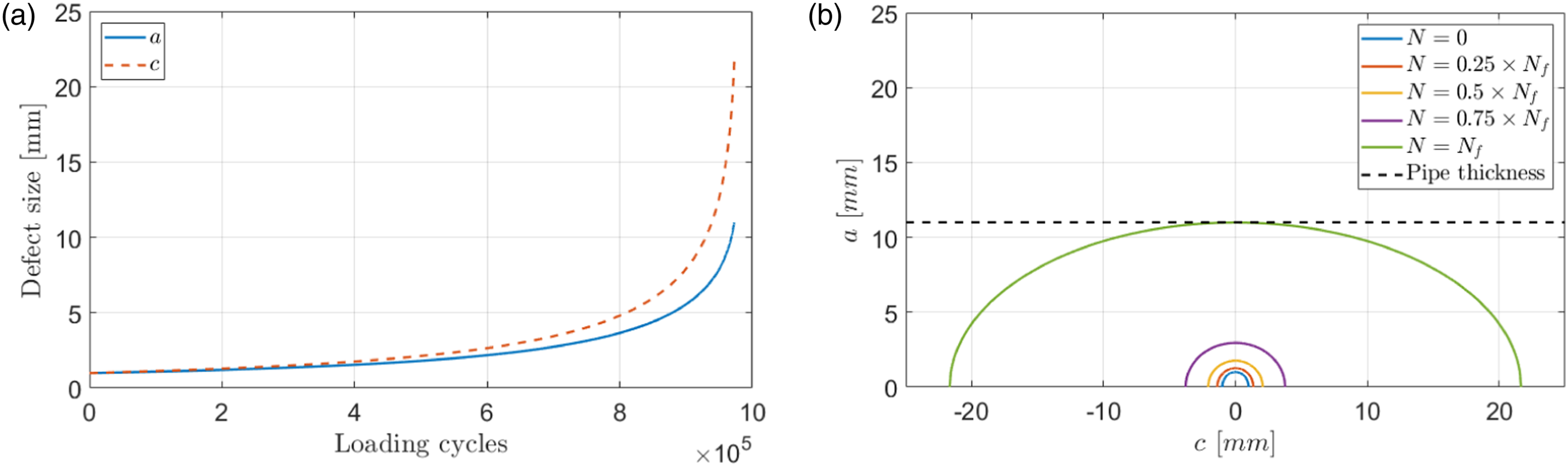
Description of the inspection and monitoring schemes
Although the measurement technology is arbitrary, in this example problem an eddy current sensor will be considered for periodic manual inspections, and a permanently installed ultrasonic guided wave sensor will be used for defect monitoring. The POD curves of the two sensors are shown in Figure 6; descriptions of the setup and detection capability of the two sensors are given in the following sections. POD curve of (a) the eddy current sensor and (b) the guided wave sensor used in this study.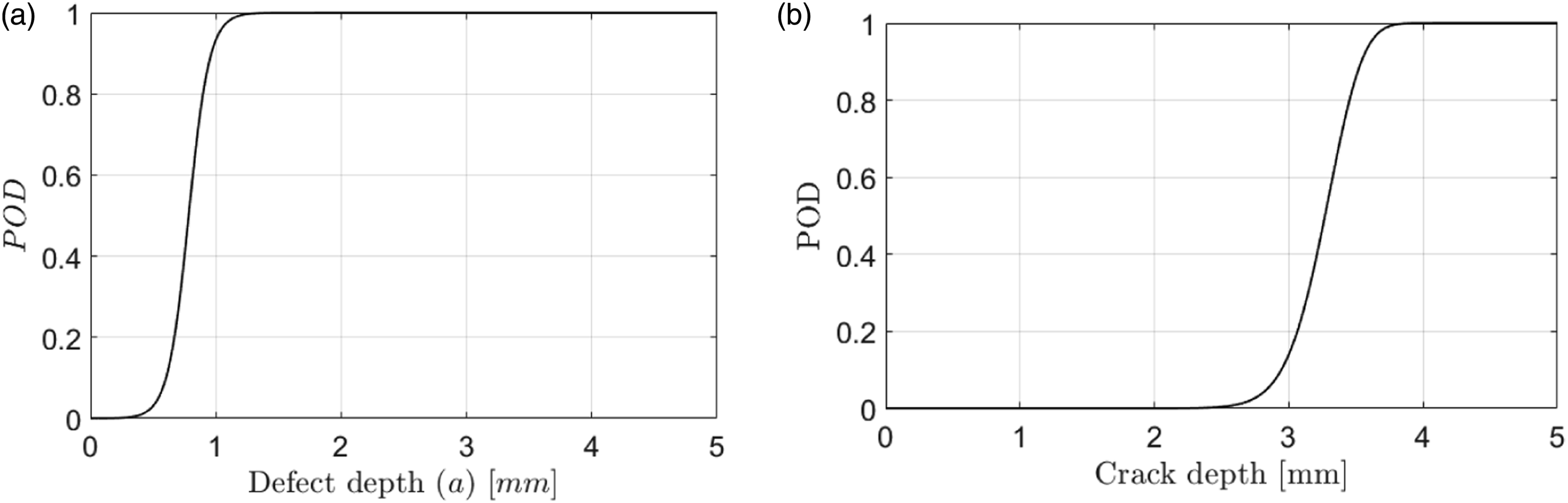
Eddy current sensor for inspection
An eddy current sensor is considered for manual inspection in this study. The POD curve of the eddy current sensor for a crack-like defect is obtained from existing literature for an eddy current sensor by Mohseni et al. 36 where its detection capabilities are evaluated experimentally with qualified inspectors and fitted to a logistic function. Though this POD study was done on steel plate structures instead of pipes, it provides a reasonable estimate on the typical detection capabilities of an eddy current sensor. The aim here is to demonstrate the framework, and the numerical results produced is not intended to be used in any real-life problems. A more thorough POD study will certainly be needed when applying the framework to assessments in real-life.
As a metric of detection capability, the eddy current sensor is expected to have a
Guided wave sensor for monitoring
For defect monitoring, a short-range shear-horizontal guided wave permanently installed monitoring system as described in Reference 18 is considered. The POD curve of the guided wave sensor is evaluated using a combination of analytical solutions and experimental results produced by Chua et al.18,37 A separate study on long-term stability of guided wave systems also yielded similar results in terms of signal noise level.
38
A low target PFA of
As a metric of detection capability, the guided wave sensor has a
Method
This section details the framework proposed in this research to integrate damage detection data collected from both inspections and permanently installed monitoring systems to perform probabilistic FFS assessments. It is important to note that only sources of random uncertainty from the inspection and monitoring systems will be considered in the analysis in this section; this implies that all measurements are assumed to be independent. An extension of this method to incorporate sources of systematic uncertainty in the monitoring systems will be discussed in the section the effect of systematic uncertainty in the detection capability of permanently installed monitoring systems.
Bayesian inference for a single measurement result
In this study, we are seeking to determine the probability of a defect of postulated severity (i.e. defect size),
A negative measurement occurs when the output of the inspection or monitoring system, 

The distribution
The prior distribution,
The distribution Schematic illustration of the probability distributions of the system output, 
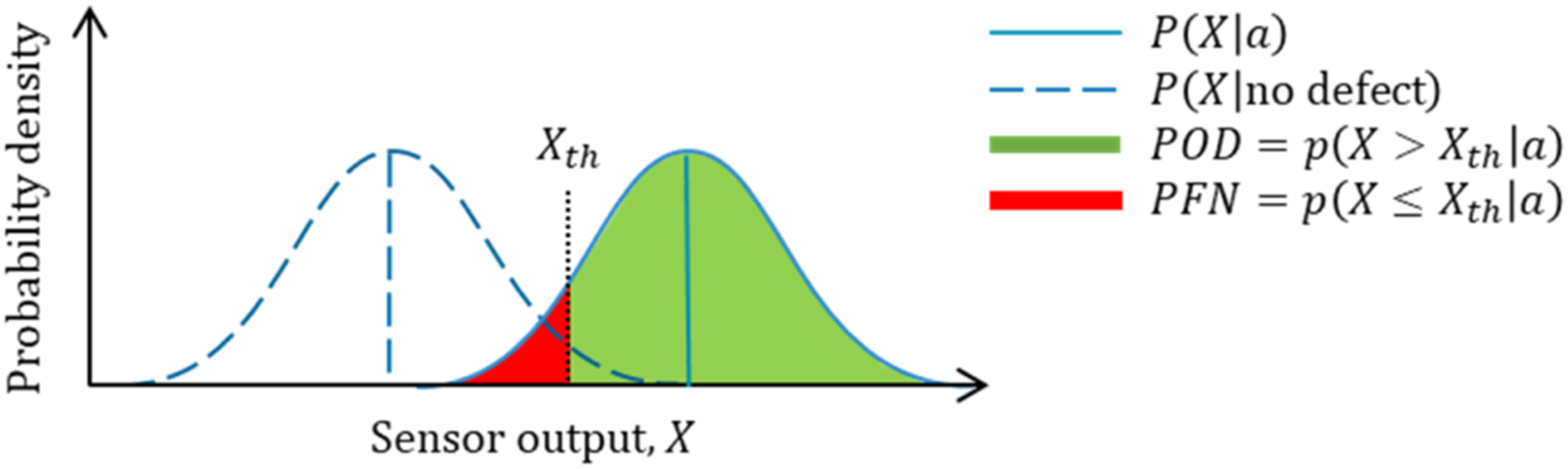
In this study, 
Or in alternative notation Schematic illustration of a probability of detection (POD) curve and its corresponding probability of false negative (PFN) curve.

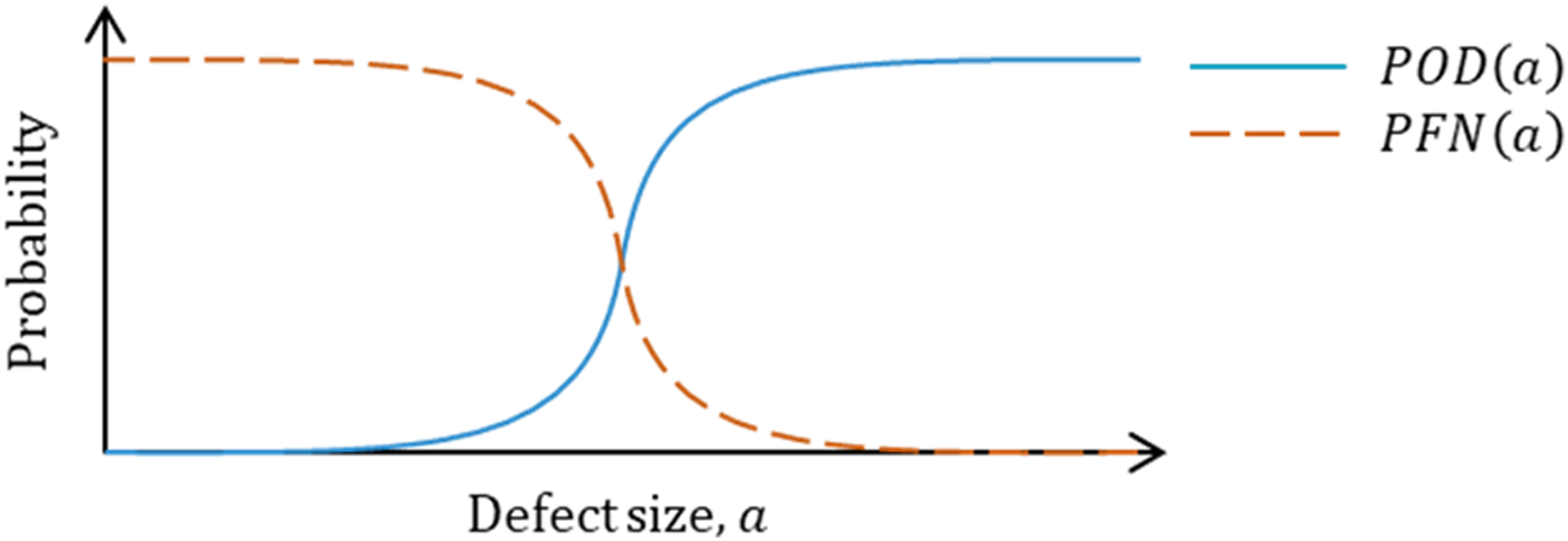
The postulated defect size distribution can now be estimated as the product of the prior and the likelihood as illustrated in Figure 9. The probability density function will need to be normalised so that it integrates to unity. This posterior distribution gives an updated estimation of defect size distribution based on the inspection or monitoring result. The posterior postulated defect size distribution only contains negative information providing information of what size defects are not present. It is worth noting how the posterior distribution takes the same shape as the likelihood function in Figure 9. This is due to the fact that a naïve prior is being used; this will not be the case if a different prior is used. With the use of a naïve prior, the probability distribution function is flat as Schematic illustration of how the posterior postulated defect size distribution is formulated based on the naïve prior and likelihood from the POD curve.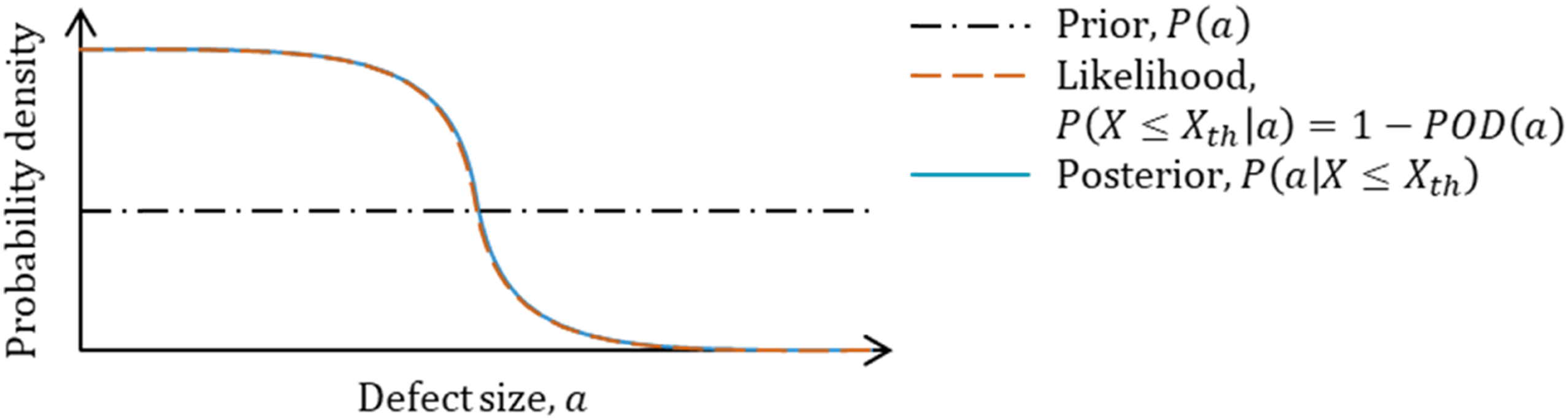
Particle filtering for repeated measurements
The previous section outlined the use of the POD curve to infer possible defect sizes from a single measurement. In practise, multiple inspections are performed, and if permanently installed monitoring systems are used, measurements are frequently collected throughout the service life of the component. Each new measurement should inform the possible defect sizes. The process of updating the distribution of defect sizes is not as straightforward as recursively applying Bayes’ theorem by using the previously evaluated posterior distribution as the prior distribution for the latest measurement. This is because the size of any potential defect in the component would evolve with time.
As a result, a dynamic state-space modelling approach is required. Particle filtering methods (also known as sequential Monte Carlo methods) are of growing popularity for probabilistic damage prognosis in multiple applications given their flexibility and ease of implementation and will be used in this study.21,39,40 The theory of particle filtering methods is widely discussed in existing literature; a summary of the method is given here in the context of managing the life cycle of engineering components. The aim is to evaluate the defect size distribution after 
The overall process is illustrated in Figure 10, with the individual steps outlined in the following text. Illustration of the particle filtering approach to recursively update the defect size distribution given inspection or monitoring results. Numbers in orange circles represent the corresponding steps.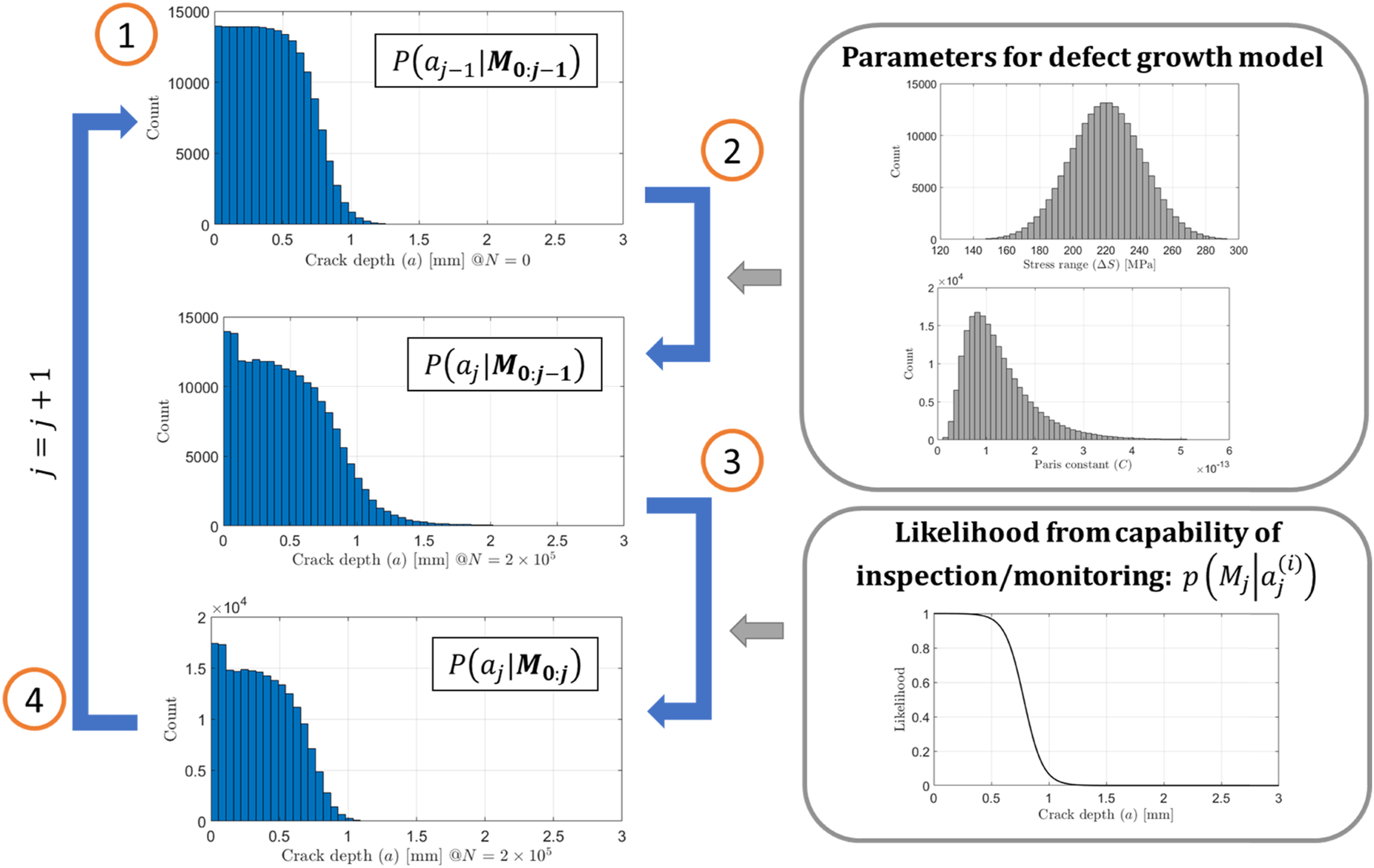
Specify the prior To initiate the process, a distribution of postulated initial defect size, There are numerous approaches to postulating the initial defect size distribution. One approach is the use of an equivalent initial flaw size; this approach uses the defect growth model to backward-extrapolate the equivalent initial flaw size such that the evaluated component life matches that evaluated using the stress-life approach.
42
Alternatively, the postulated initial defect size distribution can be defined in view of knowledge from ‘service experience, the manufacturing process, resolution limits of a NDE technique’.
43
As previously discussed in the Bayesian Inference for a Single Measurement Result section, in the example problem the prior will initially be a naïve uniform distribution. However, the negative result of an inspection prior to service will immediately filter out the probability of the presence of defects larger than the detection capability of the inspection as illustrated previously in Figure 9; thus
Time dependence of defect evolution From one measurement to the next, any postulated defects would have likely grown in size. It is therefore necessary to evaluate the evolved distribution according to the assumed defect growth model. At the instance where the A Monte Carlo approach is used to evaluate the evolved defect size distribution. An appropriate sampling method such as the Latin hypercube sampling method
44
used in this study is used to draw An illustration of evaluating the defect size distribution from the example problem is shown earlier in Figure 10. From the results, it is clear that a significant portion of the postulated defects have grown in size. Note that a portion of smaller defects did not evolve; this is due to the fact that the combination of defect size and defect growth parameter results in stress intensity is below the growth threshold (see equation (1)).
Particle filtering using the POD curve With the distribution 

Resampling (optional) and updating Typically when performing particle filtering, resampling is performed using the posterior distribution, Therefore, resampling is not used in this study; an appropriate number of samples are used to ensure that there are sufficient non-zero weight samples throughout the evaluation process to provide accurate results; Finally, the weighted (or resampled) samples from
Forecasting estimated probability of failure
Once a distribution of the postulated defect size has been evaluated, it is possible to forecast the distribution forwards using the assumed damage model and Monte Carlo methods. With this, the probability distribution of the number of cycles until a chosen critical severity, Plot of the results of forecasting the distribution forwards using the assumed damage model and Monte Carlo methods.
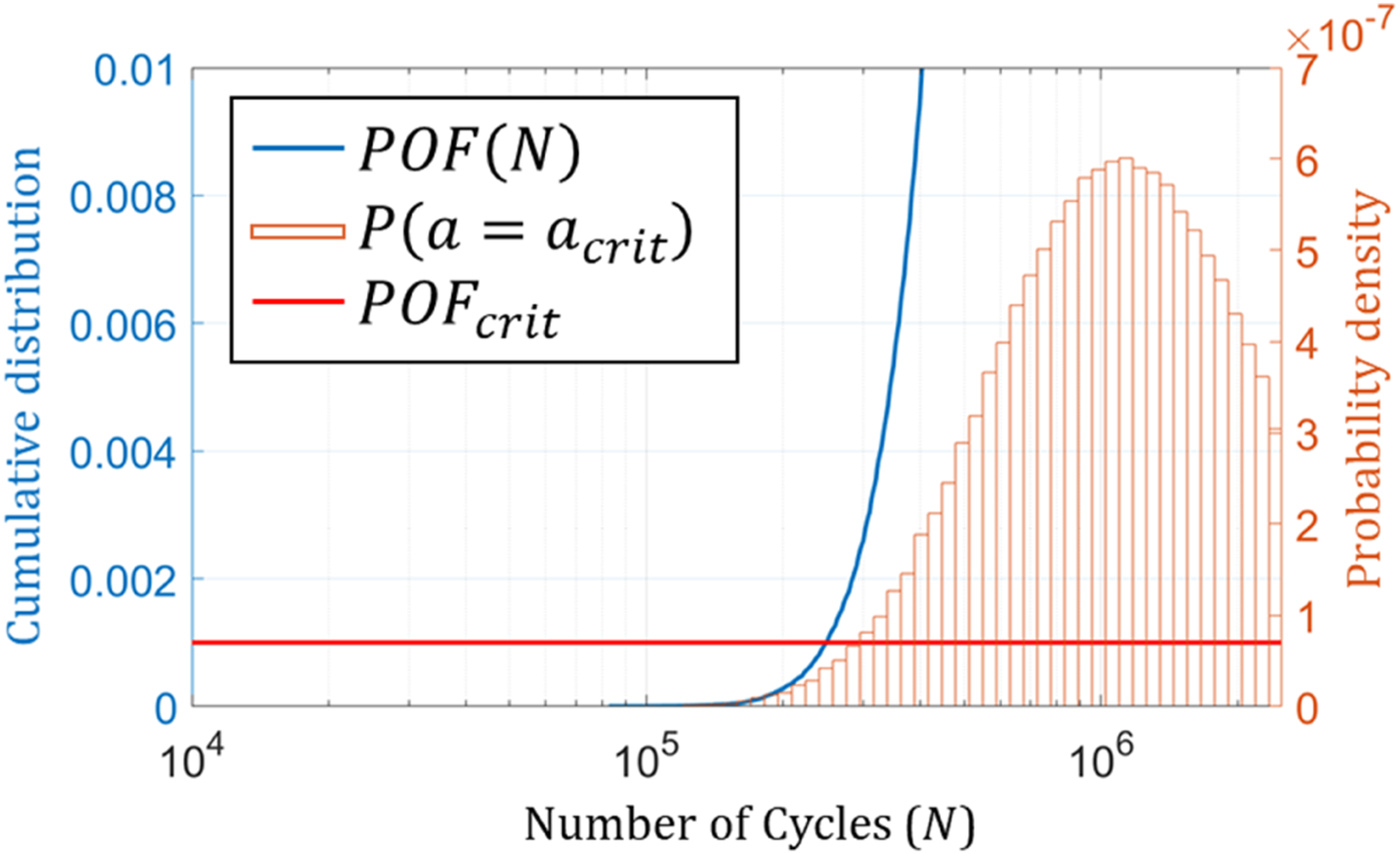
The fitness-for-service can be evaluated in terms of the probability of failure. A maximum allowable probability of failure is set,
It is worth considering the nature of the distribution
Inspection decision and updating
Typical opportunities to inspect the component are governed by a calendar or usage-based maintenance scheme. In Figure 12, arbitrary opportunities for inspection, Schematic plot of how 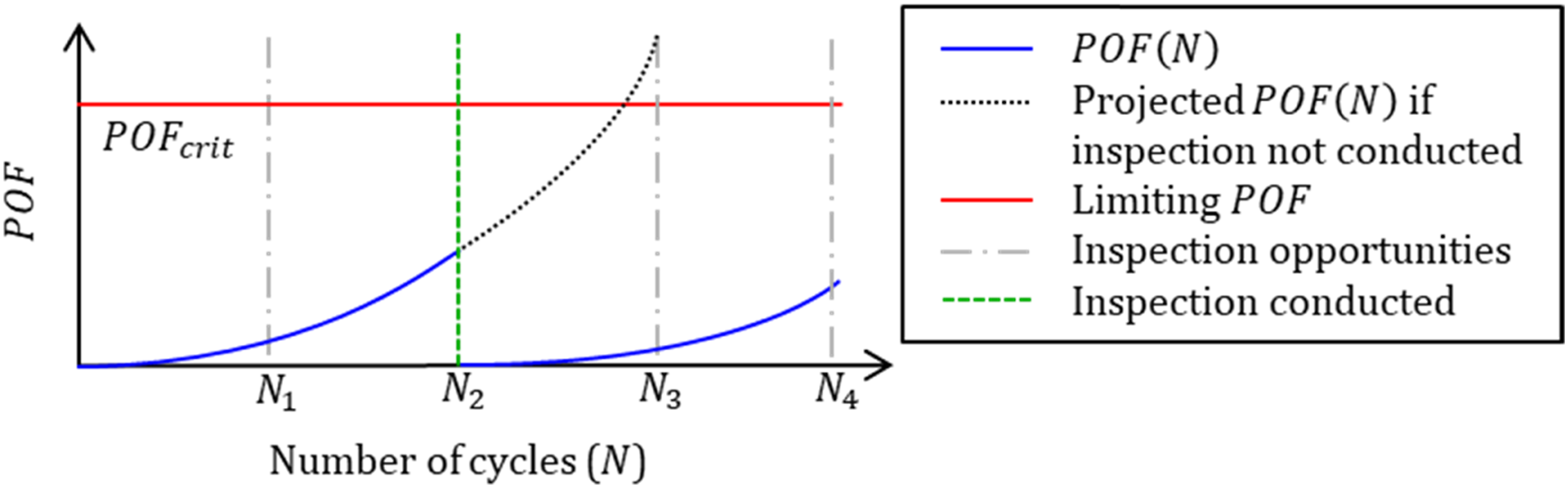
If monitoring is used, then predictions of the probability of failure are based on the assumption that no measurements will be available before the next inspection, even if permanently installed sensors are present; this is necessary to provide an equivalent comparison to only having inspections. These trajectories are only used to decide if an inspection is required. In practise, the estimated probability of failure will follow a different trajectory depending on future positive or negative monitoring results.
Results for the example problem
The previous sections detailed the process of updating the distribution of possible defect sizes and evaluating the FFS of the component. Using the process detailed, simulations can be conducted to illustrate how the estimated probability of failure evolves over time when managed by inspection only or a combination of inspection and monitoring.
Recall from the Description of Example Problem section that we are considering a pipe undergoing three-point fatigue bending that is susceptible to the initiation and propagation of a planar thumbnail fatigue crack. It is assumed that the pipe is designed to leak-before-break, so the failure criterion is defined as having a through-wall crack (i.e.
Evaluation on the number of inspections required is conducted for the first
Integrity assessment with inspections only
We begin by looking at the scenario where only in-service inspections are used to manage the welded pipe. The plot of estimated probability of failure against the number of loading cycles, Evolution of confidence in FFS (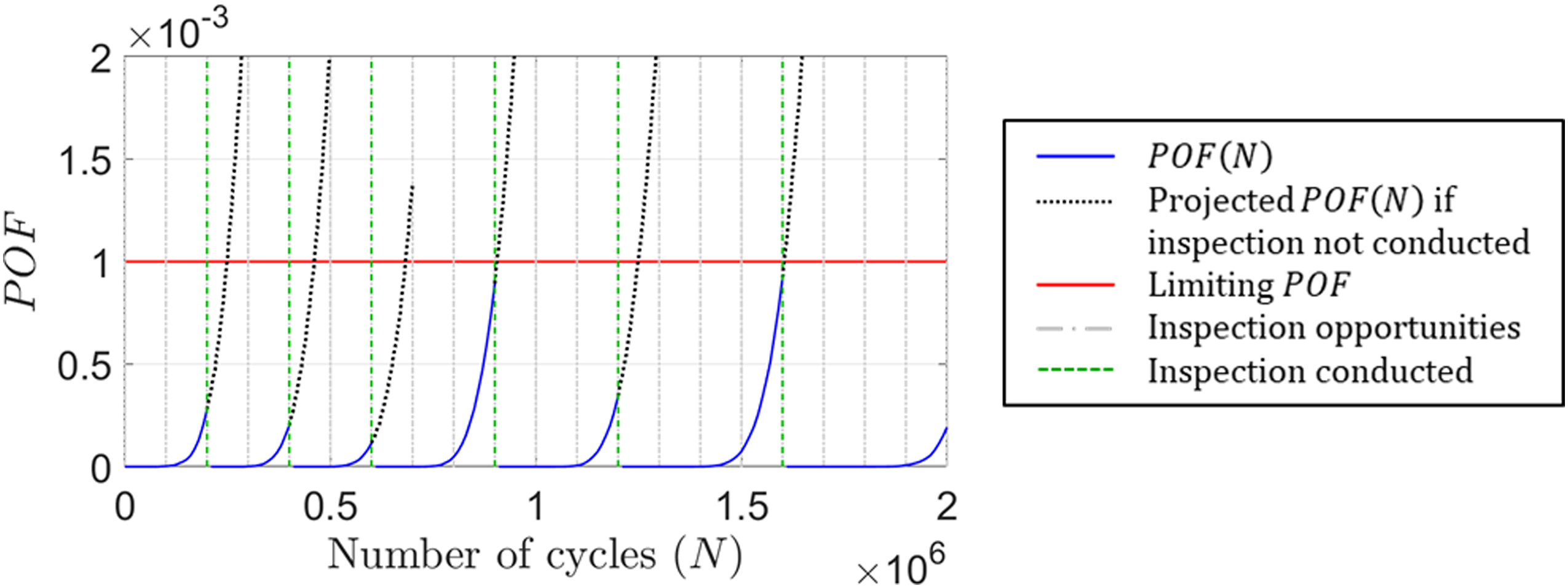
Integrity assessment with inspections and monitoring
We now proceed to consider the scenario where a permanently installed monitoring system is installed on the welded pipe. It is assumed that monitoring data are collected every Evolution of confidence in FFS (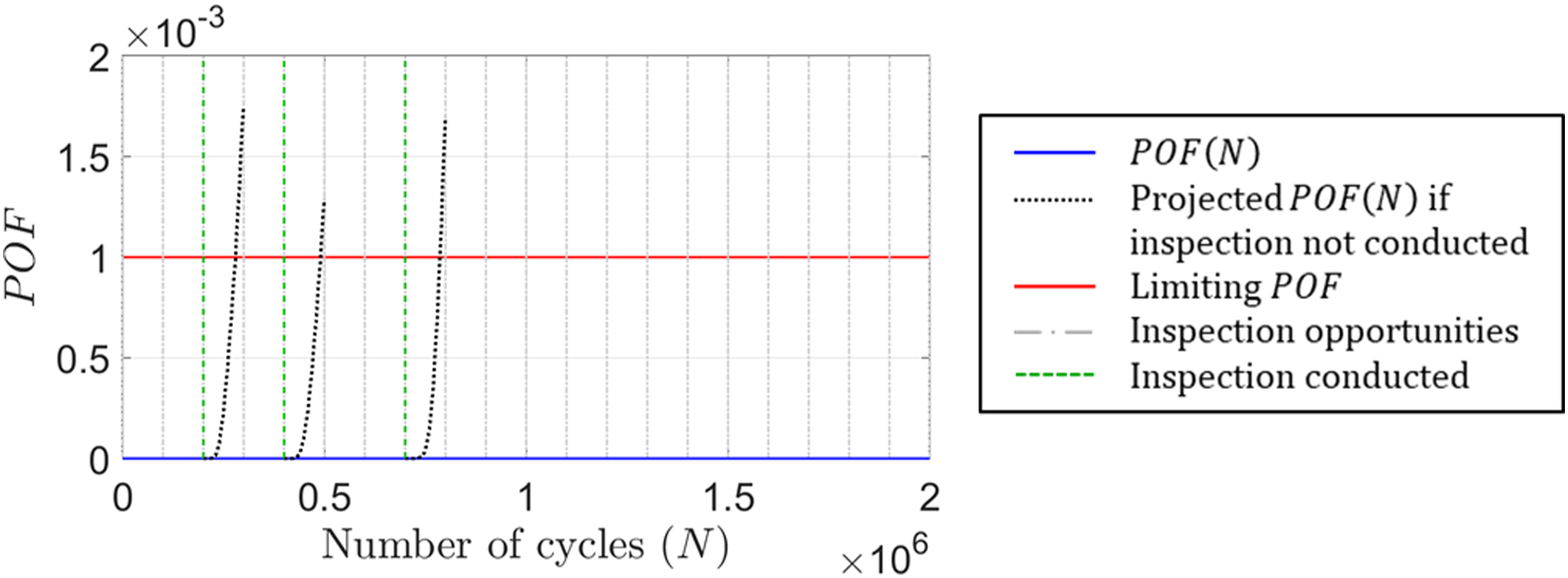
However, it can be seen that the projected
It can be seen from the results that in this particular example the value of having a monitoring system installed is relatively limited during the early stages of component life. Recall that the detection capability of the monitoring system is inferior compared to the inspection technique (
As more measurements with negative results are obtained, there is greater confidence in the fitness-for-service of the component, and thus an inspection is no longer required from Weighted histograms of the sampled postulated defect sizes at (a) 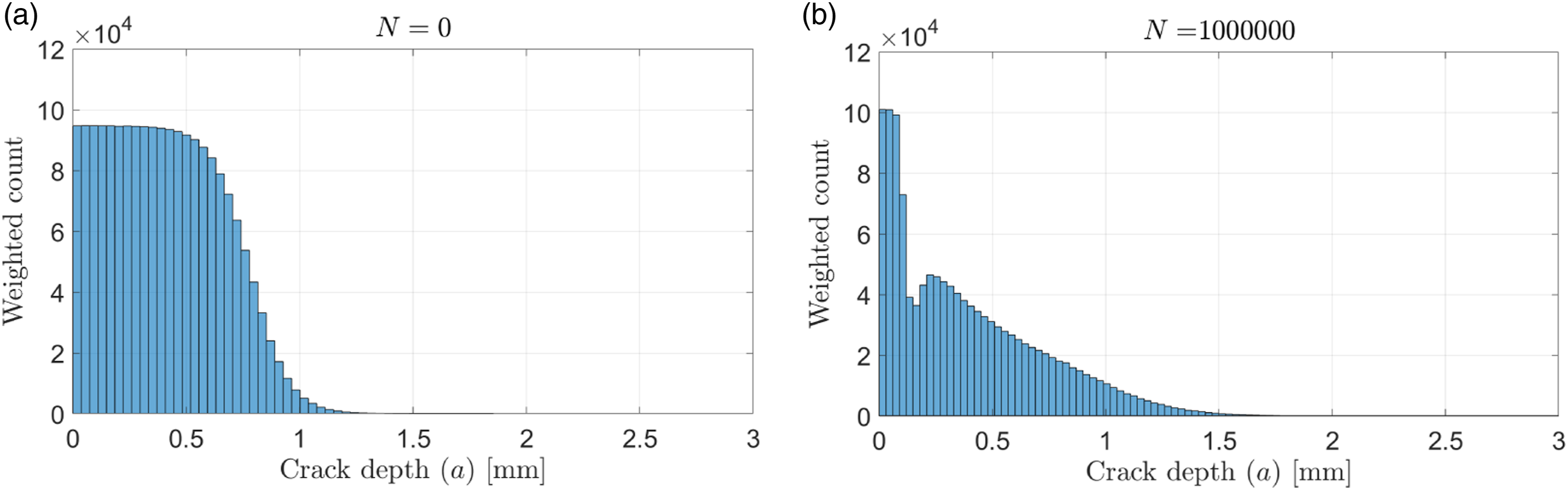
In this specific example, the results show that introducing the monitoring system reduced the number of required inspections from six to three. This result is dependent on the detection capabilities of the inspection and monitoring system. It was found that a monitoring system with
The effect of systematic uncertainty in the detection capability of permanently installed monitoring systems
So far in this study, the uncertainties in the sensor outputs are well characterised and only considers random sources of uncertainty. Consequently, the POD curves used are themselves deterministic, suggesting that a certain POD is assured for a given damage severity. In reality, a number of sources of systematic effects can cause uncertainty in the POD curves, warranting a probabilistic treatment. Systematic effects are especially acute in permanently installed sensors which are in a fixed location.48,49 Most notably, the probability of detection may be highly dependent on the relative position between the installed sensor and the sought defect 49 ; if the sought defect happens to occur outside the field of sensitivity of the installed sensors, the probability of detection is going to be severely compromised. Other examples of sources of systematic uncertainty are any imperfections and dynamic responses of the beam that would alter the sensor output, defect morphology 50 and the quality of the coupling between the sensor and the component. 51 The possibility that negative measurements are a consequence of unfavourable systematic effects such as a defect occurring outside of the field of sensitivity must be taken into consideration.
Particle filtering incorporating uncertainty in POD curve
An implementation of the particle filtering approach which incorporates the effect of systematic uncertainty in the detection capability of permanently installed monitoring systems is proposed. Previously, a single POD curve was used as the likelihood function to weight all samples following a negative result (Step 3 in the Particle Filtering for Repeated Measurements section). It is proposed that instead of using a single POD curve, a distribution of POD curves that capture the effect of systematic uncertainty is used. The distribution of POD curves can be produced with model-assisted methods, where different systematic effects are studied using computational parametric studies. This uncertainty quantification approach has been applied for permanently installed monitoring systems 24 and in commercial software for evaluating inspection techniques. 52 With a distribution of POD curves defined, the uncertainty in POD can be incorporated into the particle filtering method, whereby each sampled postulated defect is also assigned a sampled POD curve. This sampled POD curve would be fixed with their respective postulated defect throughout the particle filtering process to model the systematic uncertainty in the detection capability of the monitoring system. With this, each sample would not only represent components of varying operating conditions, material properties and damage state, but also the systematic uncertainty in detection capabilities of the monitoring system.
Results incorporating uncertainty in POD curve
To demonstrate the proposed approach, a distribution of POD curves is arbitrarily defined as plotted in Figure 16(a), (c) and (e) for varying degrees of uncertainty as a result of different systematic effects such as uncertainty in defect location. The expected (mean) curve is the same as the example monitoring system used previously in this study. The uncertainty modelled by assuming the defect size at a given POD is lognormally distributed Various amount of systematic uncertainty in detection capabilities of permanently installed monitoring systems, represented as POD curves in (a), (c) and (e); the corresponding life-cycle management results, represented with the plot of projected remaining cycles until 
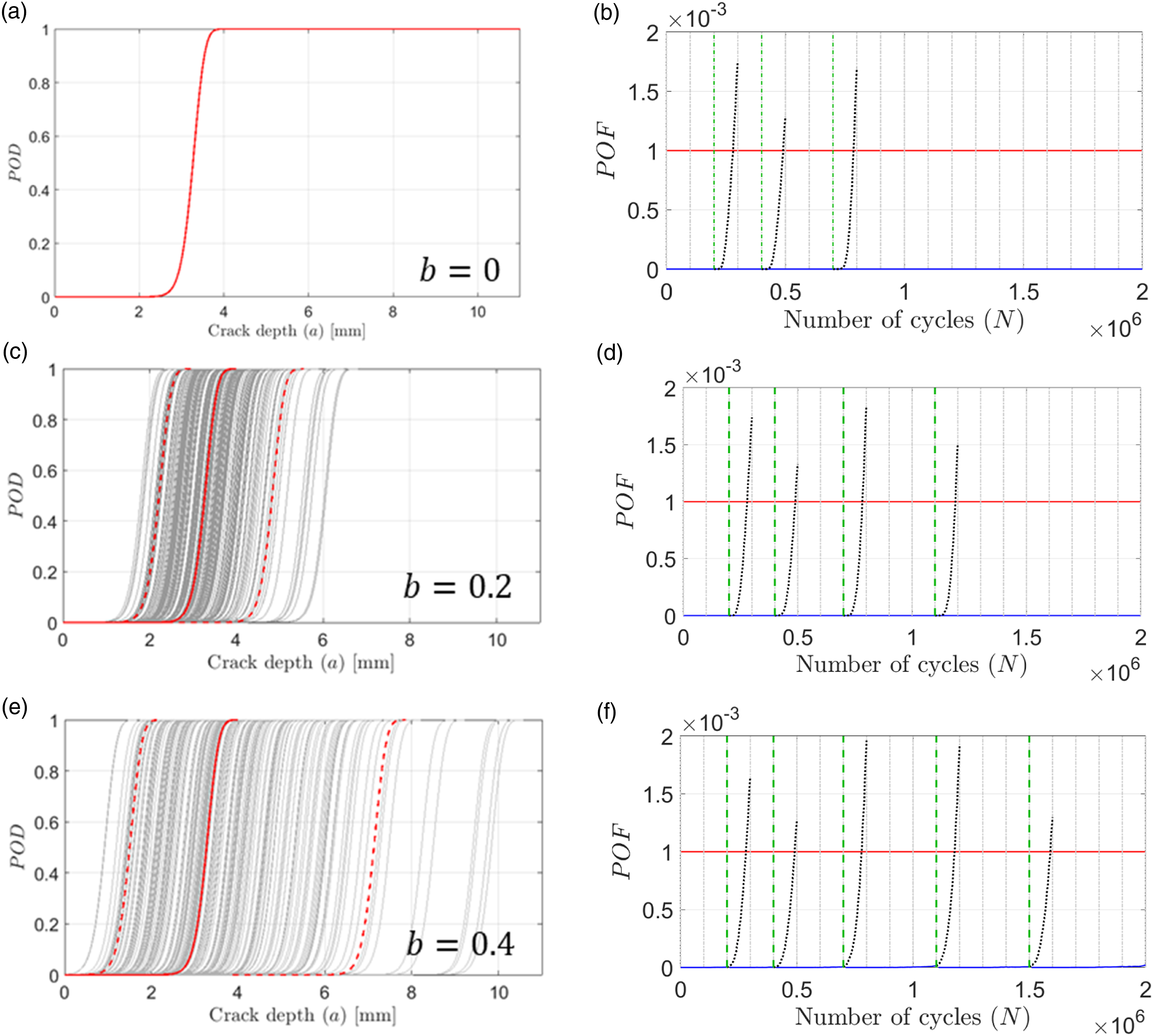
This distribution of POD curves is applied to the example problem with various values of
Figure 16 illustrates that as the confidence in the monitoring system is reduced, so too is the confidence in the integrity of the structure, resulting in the requirement of more manual inspections. With systematic uncertainty introduced, it becomes possible that a series of negative measurements is caused by an unfavourable combination of systematic effects hindering the detection capabilities of the monitoring system (e.g. defect being in an unfavourable location). To address the reduction in confidence in the monitoring system, more manual inspections need to be carried out to ensure the integrity of the component of interest.
Conversely, an increase in the confidence of the monitoring system leads to improved confidence in FFS. Clearly, the uncertainty in the detection capabilities defined here is arbitrary, but the results demonstrate the importance of taking into account the systematic uncertainties in the POD curves of the monitoring system. To be able to take advantage of frequent measurements from a monitoring system, there must be sufficient confidence in the detection capability of the monitoring system.
Discussion
The value of permanently installed monitoring systems becomes evident when their use in life-cycle management is quantified. The framework proposed in this article uses particle filtering methods to integrate damage detection data and probabilistic defect growth models for FFS analysis. With successive negative results from the monitoring system, the less probable defect growth paths are filtered based on the results, thus recursively updating the estimated FFS of the monitored component.
Using the successive negative results from permanently installed monitoring systems to filter the possibility of substantial damage can be a very effective way of maintaining confidence in the FFS of engineering components. Due to the stringent safety requirements of most engineering applications, the required probability of failure must be maintained at a very low level. The life of a component is usually limited by the remote chance that there is a severe defect. In such cases, monitoring is shown to be an effective tool as it facilitates the near-continuous screening for extreme cases providing assurance that failure is not imminent.
Due to the fixed position of permanently installed sensors, systematic uncertainty due to the relative positions of the sensor and the growing defect can result in poor confidence in the detection capabilities. It has been demonstrated that lack of confidence in the detection capability can severely undermine the estimated probability of failure as successive negative measurements may simply be a result of an inappropriate choice of sensor where area coverage is insufficient, or that the sensor has been poorly placed. It is therefore important to design a monitoring system with adequate area coverage to sufficiently cover all regions where defects may occur, such that the minimum detection capabilities are not too low, a concept which is explored in more detail in. 24
There is a well-known compromise between area coverage and sensitivity with permanently installed sensors. There is therefore a strong link between the confidence in defect location and the potential utility of permanently installed monitoring systems. The more confidence there is in defect location the more localised a monitoring system can be, which typically translates to greater sensitivity. Greater sensitivity means that the detection capabilities are improved which provides greater confidence in the fitness for service. If the detection capabilities of the monitoring system can reach a sufficient level, then the need for inspections can be completely eliminated.
The proposed approach simply treats the output of permanently installed monitoring systems as binary detection/no detection results similar to what is proposed in Reference 1 and 53; the key benefit being that the method can be used throughout the life of the component before any detectable damage is present. It is useful to consider the eventuality of a positive detection. Once a defect has been detected, its size can typically be estimated using the measurements from the monitoring system. The uncertainty quantified size estimate can then be used as the likelihood function to forecast failure time and FFS as schematically illustrated in Figure 17. Comparing this to the schematic illustration in Figure 2, the uncertainty in damage growth is considerably reduced as a growing defect has now been detected and sized. Successive measurements and sizing through monitoring or inspections would further reduce the uncertainty as to when the detected defect would reach the critical size. Methods of doing so has been the focus of previous literature on the use of particle filtering methods for FFS assessment and remnant life predictions.21,40,54 Schematic illustration of when a positive monitoring result is obtained, where sizing using the monitoring data can be done to perform more accurate remnant life predictions.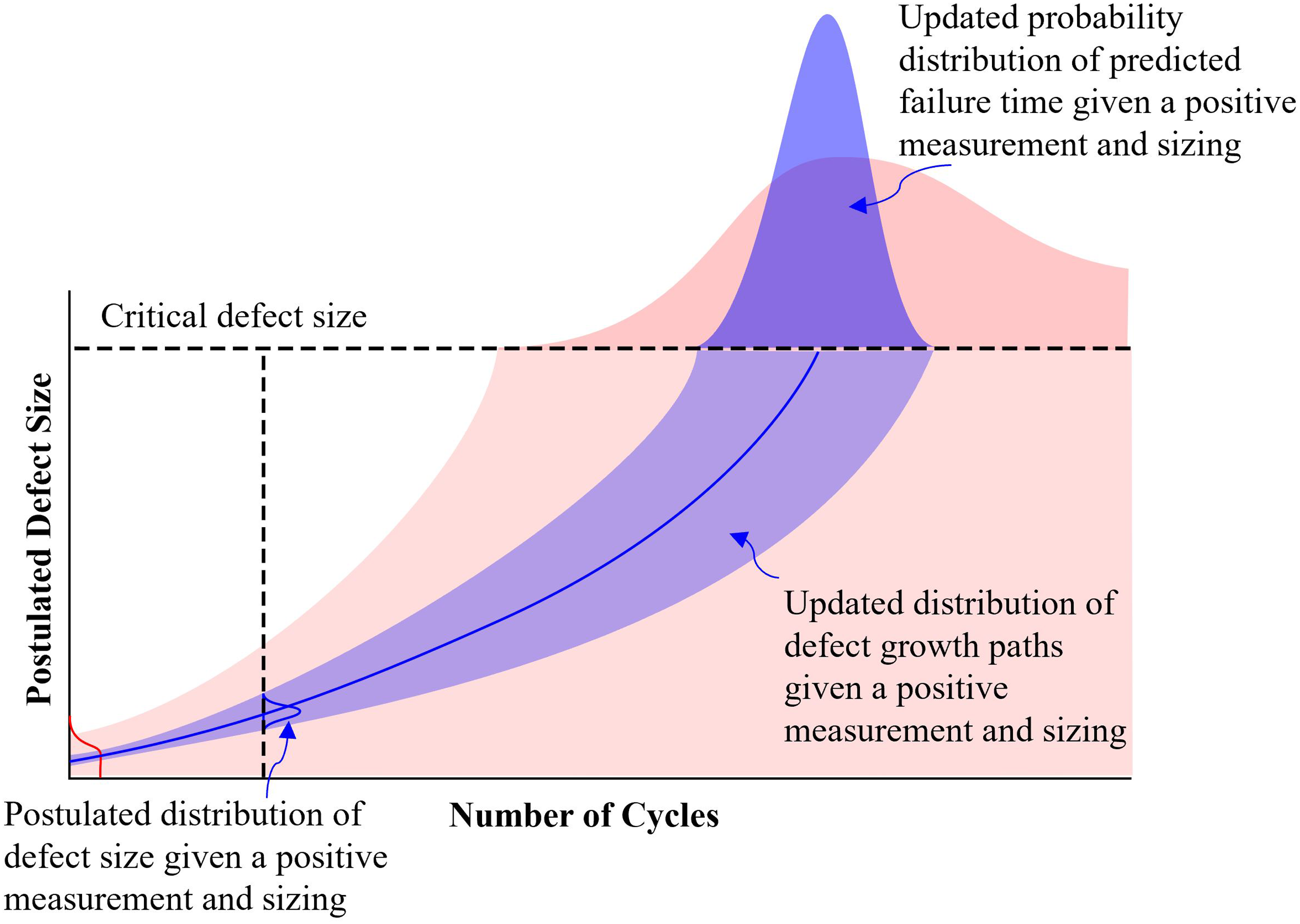
A hypothetical example problem was used in this article to demonstrate how the proposed framework can be applied to different problems. Despite simplifications in defect growth models and the choice of POD curves, the modularity of the proposed framework means that different defect growth models and POD models can be easily substituted as necessary for the specific problem. The only limitation to this proposed approach would be requirements in computational power and the amount of complexity in the models used.
Overall, the ability to take measurements near-continuously using permanently installed monitoring systems was shown to provide more confidence on the state of damage of the monitored component. This research demonstrated in particular how simply using a series of negative measurements can effectively filter the possibility of any substantial damage being present, thereby near-continuously updating our confidence in the FFS of the monitored component.
Conclusions
A framework that utilises detection data from permanently installed monitoring systems to estimate the FFS of engineering components is proposed. Using particle filtering methods, frequent measurements from permanently installed monitoring systems may be used to recursively update the distribution of postulated defect size, which in turn can be used to update the probability of failure.
A simulated example of a welded pipe undergoing three-point fatigue bending is used to demonstrate the value of the proposed framework. The hypothetical cases of managing the pipe using periodic inspections only or a combination of inspection and monitoring are evaluated. Results of the study show that the ability of permanently installed monitoring systems to filter cases of substantial damage is an effective way of maintaining confidence in fitness-for-service of engineering components. This translates to fewer in-service inspections required that may be costly and hazardous to conduct.
An implementation of the particle filtering method to incorporate the effect of systematic uncertainties in the detection capability of permanently installed monitoring systems is also proposed. By defining a distribution of POD curves, the effect of systematic uncertainties can be quantified and incorporated into the proposed particle filtering approach. Hypothetical distributions of POD curves were implemented into the example problem to demonstrate the importance of considering confidence in the detection capabilities of permanently installed monitoring systems and how the proposed method can take into account the effect of systematic uncertainties.
The effectiveness of using permanently installed monitoring systems is dependent on multiple factors such as the detection capabilities of the monitoring system, operating conditions, the failure criterion and the number of opportunities to inspect. It is proposed that the framework can be used to quantify the benefit of using permanently installed monitoring and promoting their adoption in suitable engineering applications.
Footnotes
Acknowledgements
The authors would also like to thank Prof. Peter Cawley and Prof. Michael Todd for their valuable guidance and support in this research.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the UK Engineering and Physical Sciences Research Council via the UK Research Centre in NDE, grant EP/L022125/1.