
Abstract
To comply with the International Maritime Organization’s sulfur regulations, shipping companies have mainly favored scrubber systems. Even though the ship’s operations might be continued provided regulatory constraints are followed, the installation presents system-based risks depending on the scrubber type. This study’s primary aim is to inform the shipping industry about the risks associated with various scrubber applications on ships and to propose guidelines to ensure safer scrubber operation on marine vessels. Consequently, a risk evaluation is conducted on all kinds of scrubber systems. Experts in the marine industry identify the main subsystems and components and evaluate their failure modes and consequences. Using the fuzzy failure modes and effects analysis method, the acquired judgments are analyzed. The risk value of each failure scenario is computed using the Mamdani fuzzy inference technique and the evaluation of expert ratings. The riskiest failure modes identified by the investigation include the sensing element, injection nozzles, packed peds, and seawater system valves.
Introduction
Environmental concerns about air pollution which could cause acid rain, ozone depletion, and human diseases are increasing day by day worldwide. 1 In particular, maritime transportation has a huge portion of global cargo carriage which is more than 80% with approximately 1.86 billion deadweight tonnages.2,3 Accordingly, it has been stated in the last greenhouse gas (GHG) study conducted by International Maritime Organization (IMO) that ship-based GHG emissions increased by 9.6% from 2012 to 2018. Global anthropogenic emission of maritime transportation has shared as 2.89% in 2018. 4
In recent years, there has been a concerted effort to decrease and regulate emissions created by the shipping sector. In this regard, the IMO has released the Initial IMO Strategy, which aims for a 70% decrease in carbon emissions and a 50% reduction in GHG emissions by 2050 compared to 2008. 5 In addition, the IMO established strict regulations for air pollution under Annex VI of the International Convention for the Prevention of Marine Pollution from Ships (MARPOL) and defined Emission Control Areas (ECAs) in seas.
Within the frame of the regulations, the worldwide sulfur limit for marine fuels has been lowered from 3.5% to 0.5% as of January 1, 2020, whereas it has been 0.1% in ECA since January 1, 2015. As a result, shipping companies and academics have lately examined several approaches to comply with sulfur restrictions.6–11 There are some general strategies for this problem, including operating with distilled and low-sulfured fuel, utilizing exhaust after-treatment equipment such as scrubbers, and retrofitting maritime vessels with LNG systems.
Kim and Seo 12 specified some criteria for the three approaches described above and conducted a study of the Korean shipping industry. They showed that the cost of investment is the most important consideration when selecting a SOx abatement technology. Zhang et al. 13 employed a multinomial logit model to determine the factors that can affect shipowners’ decisions to implement sulfur reduction strategies. They claimed that when it comes to building a new vessel, the type of vessel, the price of fuel, and the nationality of the shipowners all influence the choice. Fan et al. 14 analyzed the cost-benefit status of fuel switching and adapting scrubber system on ships. They proposed that while fuel switching is the best choice for the specific route, scrubber could be more suitable in the case of higher Sulfur-ECA distance and fuel price cap. These two strategies are also evaluated by Abadie et al. 15 based on some factors such as operation time, cruise area, age of a marine vessel, and fuel price. Schinas and Stefanakos 16 proposed a multi-criteria decision-making (MCDM) model based on the analytical network process (ANP), revealing that scrubbers have a faster redemption time than dual-fuel systems.
The scrubber, which is one of the pollution abatement strategies, is usually favored by marine enterprises because it allows ships to run at reduced fuel costs by allowing the use of HFO while complying with SOx restrictions. In line with this, the growth of scrubber installation amounts on the ships is demonstrated in Figure 1.
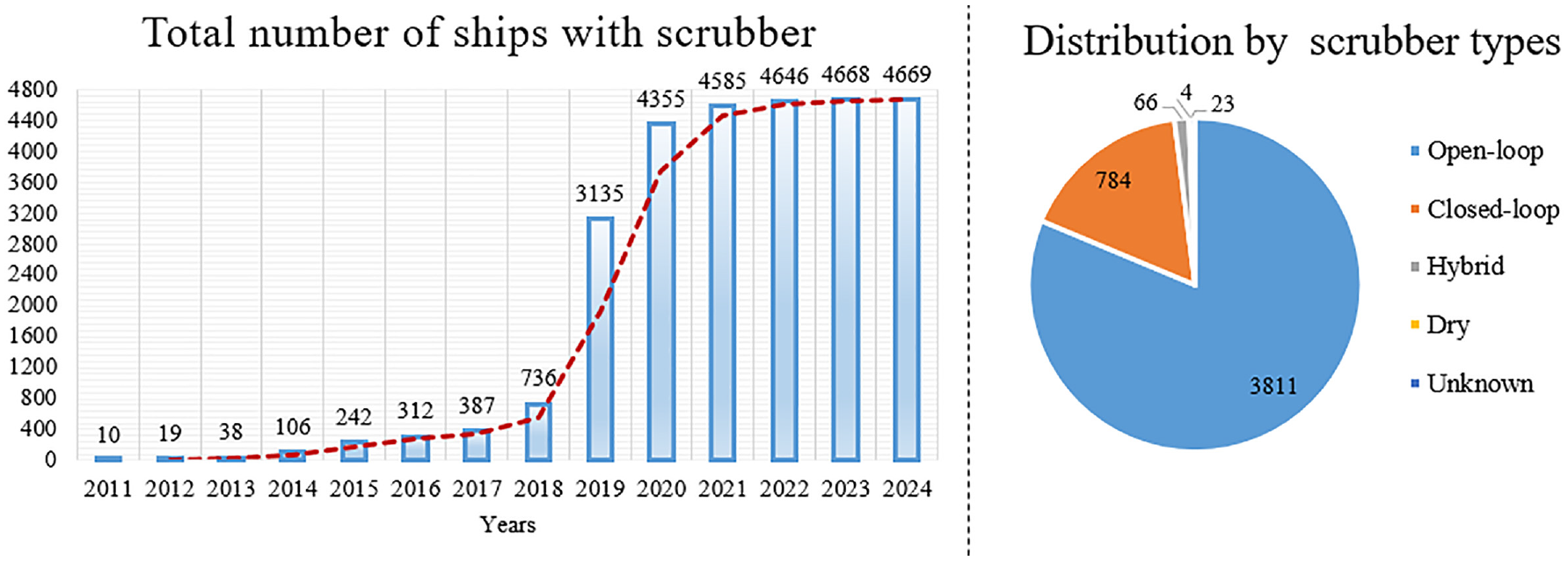
The growth of scrubber installation amounts in both operation and order. 17
Wet, dry, and hybrid scrubbers are the three types of scrubbers available, and the De-SOx efficiency of the application might vary depending on the scrubber type. According to the experimental investigation of Yang et al. 18 on a container vessel route from Tacoma, Washington to Anchorage, Alaska, the efficiency of a wet scrubber is greater than 95% for SOx and less than 10% for PM2.5. In another experiment, Caiazzo et al. 19 evaluated the effectiveness of an open-loop scrubber and found that SO2 was eliminated at a rate of 93%. Furthermore, several types of diesel engines with scrubbers have been examined in terms of eliminating SOx under various engine load circumstances, with a reduction ratio of up to 99% recorded. Wilailak et al. 20 have defined the De-SOx process’s effective parameters and provided a new open-loop scrubber design that reduces the system pumps’ power requirements.
On the other hand, scrubber installation in the marine vessels poses lots of system-based risks. These differ depending on the structure and components of the system. Several studies look at scrubber use from a financial and environmental perspective, however to the best of the authors’ knowledge, there is a gap in the literature on risk assessment based on scrubber installation on a marine vessel. As a result, all sorts of scrubber system designs were evaluated in this study, and the major sub-systems and their components were identified. The fuzzy failure modes and effects analysis (FFMEA) approach were used to conduct a thorough risk assessment. Marine experts have scored the occurrence, severity, and detection degrees of component failure mechanisms according to their local and global effects presented. Then, the acquired data was evaluated under a fuzzy inference system approach.
Scrubber systems
The scrubber is an equipment that eliminates SOx in large levels from the exhaust gas. Its usefulness for PM cleaning is also reported in the literature, but not as much as SOx. 18 As indicated in Figure 1, during the transition to the next phase of the sulfur rule in 2020, maritime companies’ attention to its application on ships has increased.
The IMO established a guideline on scrubber compliance in 2009, including the procedures for scrubber testing, survey, certification, and verification. 21 Two basic schemes, A and B, have been issued for scrubber certification, and each of them needs documentation such as a SOx Emission Compliance Plan (SECP), an Onboard Monitoring Manual (OMM), and an Exhaust Gas Cleaning (EGC) Record Book or Electronic Logging System. While Scheme A is concerned with unit certification and parameter and emission checks, Scheme B is concerned with continuous emission monitoring and parameter checks. 22
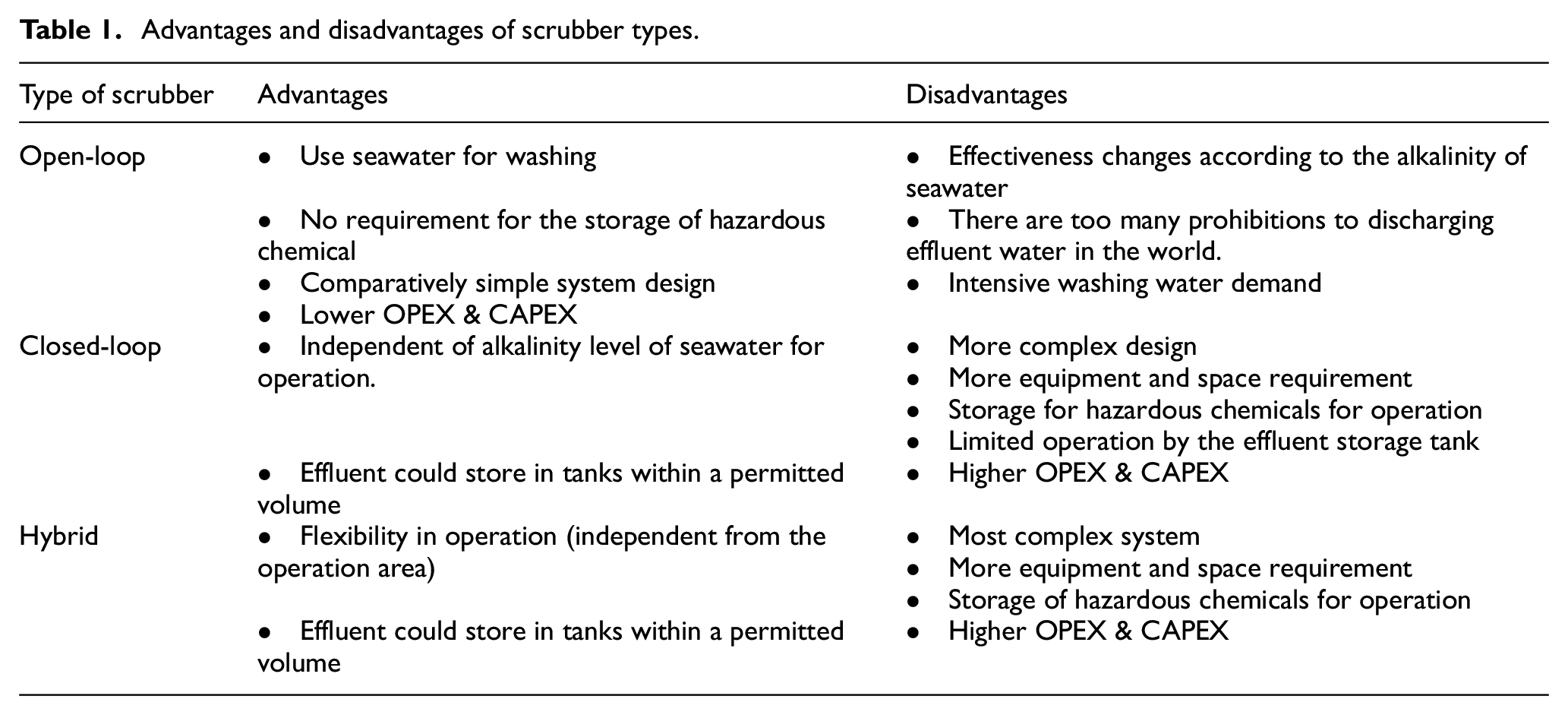
Scrubbers are classified into two categories: dry and wet. Some chemicals are utilized in the purification process in the dry type of scrubber, 20 and are not favored for maritime applications owing to the heavy equipment component, instability, and need for large areas. 7 Wet scrubber designs, on the other hand, are divided into three categories: open-loop, closed-loop, and hybrid. 23 The closed-loop system uses chemically treated freshwater, whereas the open-loop system uses seawater. The open-loop scrubber is the most popular, accounting for around 81% of all scrubbers. It has been proven that shipping companies with bulk carriers, container ships, and tanker ships benefit greatly from the installation of scrubbers on their ships. 17 Each idea has distinct benefits and drawbacks based on the equipment it includes, the effluent generated at the end of the process, usage restrictions, and so on, as shown in Table 1. 22
Advantages and disadvantages of scrubber types.
Materials and methodology
Using a rule-based fuzzy FMEA method, this study intends to conduct a thorough risk evaluation of the ship’s scrubber systems. This section outlines the paper’s research methodology within the framework of this aim.
Due to its strong analysis capability and methodical simplicity, FMEA is a very popular and commonly used risk assessment tool in academic studies.24–27 Risk Priority Number (RPN) calculation under FMEA provides a simple and effective method for risk assessment.28–30 The primary objective of this approach is to define the risks and prioritize every failure mode. The following formula is used to calculate the RPN by multiplying the values of the occurrence (O), severity (S), and detection (D) risk factors 31 :

Although FMEA is the most extensively used and favored risk assessment approach, some academics point out that it has several shortcomings such as variability of findings based on minor changes in O, S, and D scores and ignoring the relationship between input parameters.32–37 At this point, the realization of FMEA under a fuzzy environment (FFMEA) which ensures coping with the specified drawbacks using fuzzy logic (FL) has been recommended.38–40
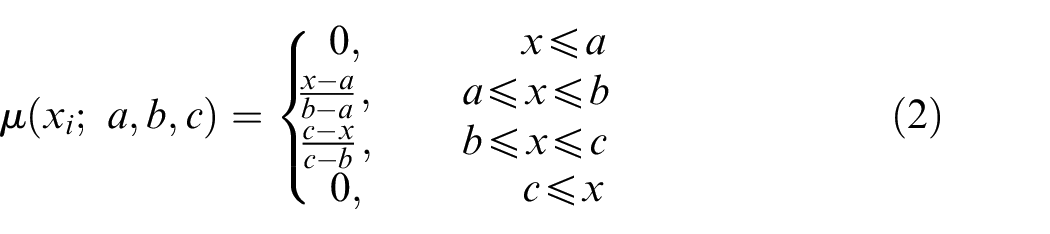
FL which was formed by Zadeh 41 allows for the integration of linguistic and numerical data. It helps to make it possible to account for uncertainties.42–44 There are different membership functions under FL and a triangular one is used in the analysis. Its expression is as follows:
Within the aim of the study, a rule-based FFMEA is conducted based on the fuzzy inference system (FIS) approach. The basic procedure of the FIS is illustrated in Figure 2.35,45
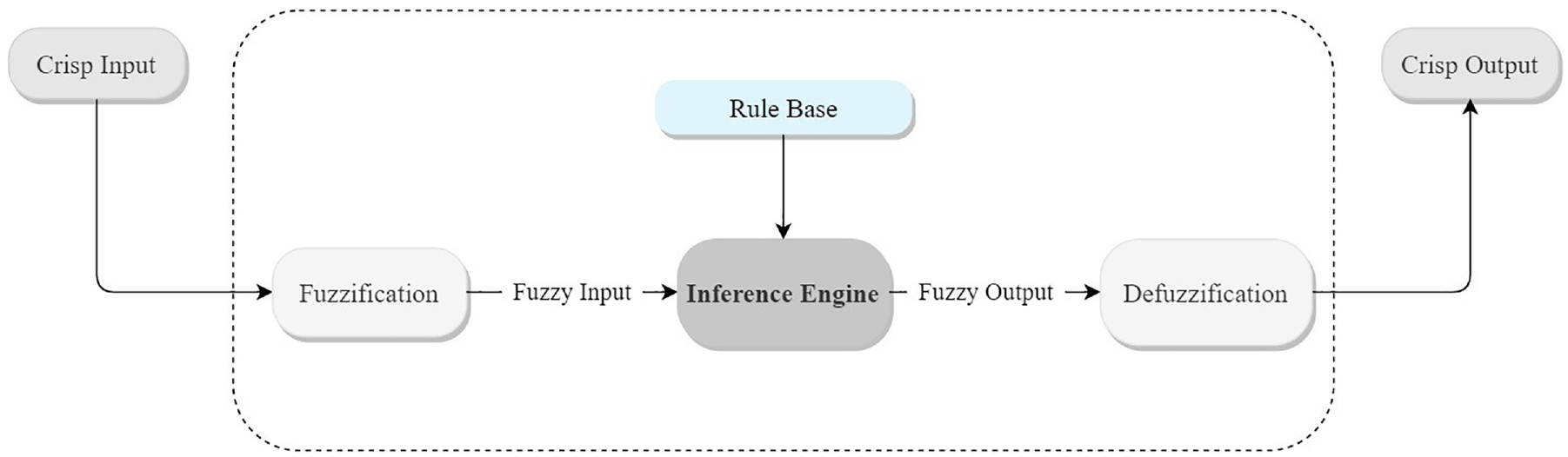
The basic illustration of the fuzzy inference system.
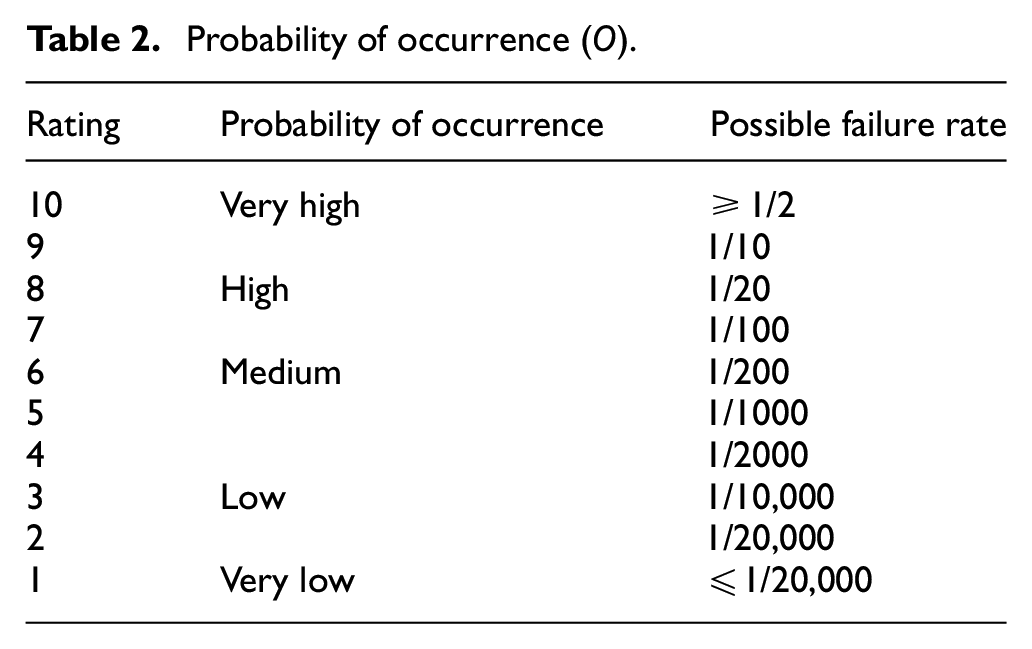
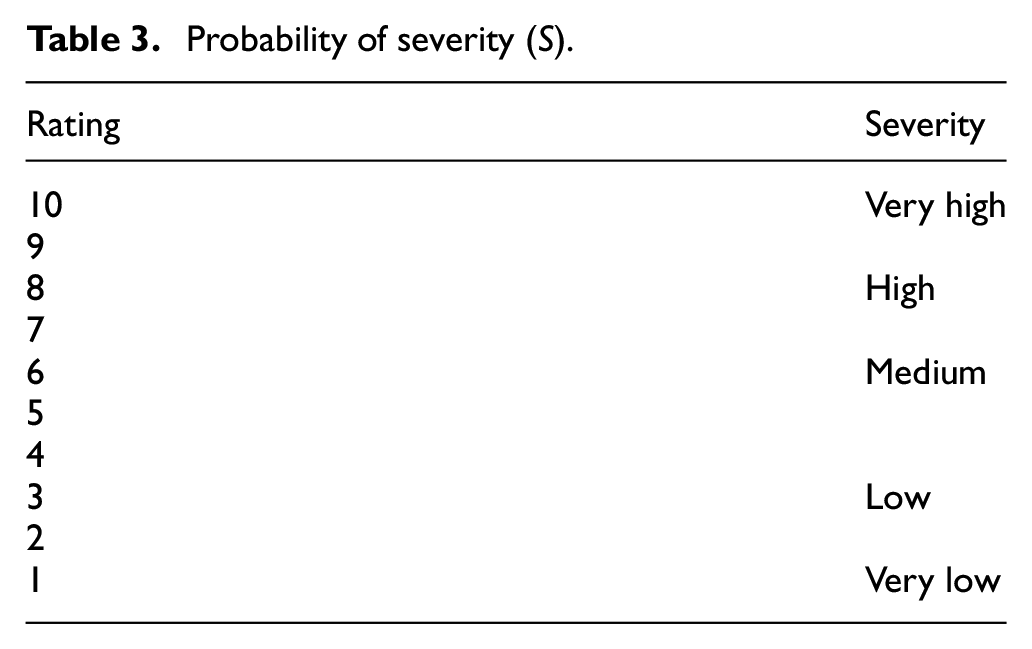
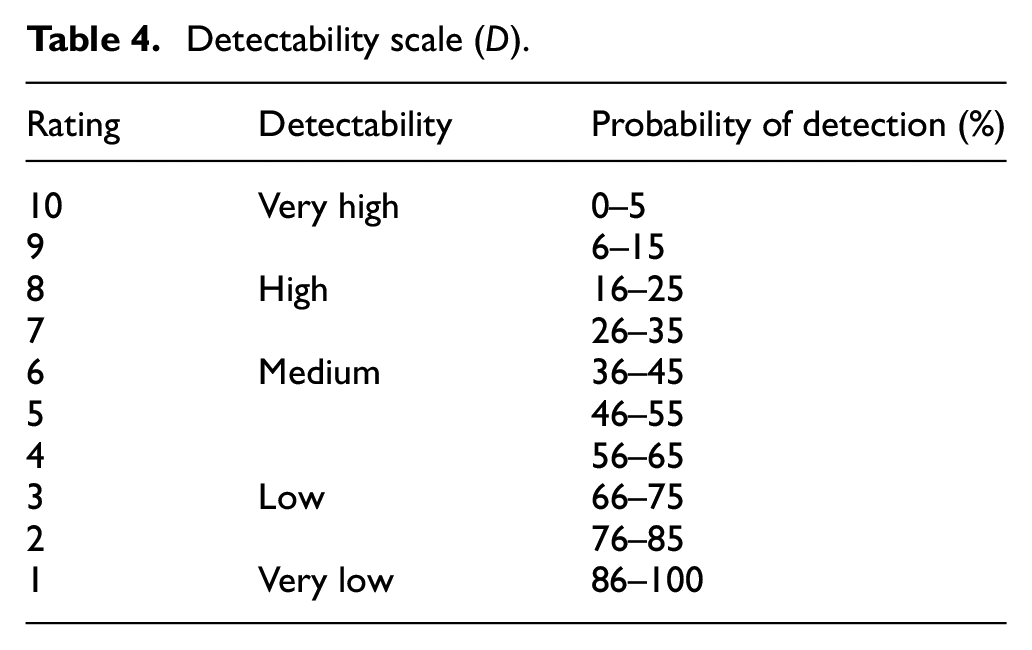
In the analysis, the crisp inputs corresponding with O, S, and D have been acquired from the marine experts whose specifications are presented in the next section. Experts have scored the O, S, and D of each failure mode according to scales that are presented in Tables 2–4, which cover five scales and a 10-point range. 46
Probability of occurrence (O).
Probability of severity (S).
Detectability scale (D).
The fuzzification process is used by the FL system to transform crisp input into fuzzy input. With the aid of the rule base, the inference engine converts fuzzy inputs to fuzzy output. The defuzzification method provides crisp output from the fuzzy output in the final stage.
The followed methodology of the study is given in Figure 3. Accordingly, the developed model contains three input membership functions, a rule-based inference engine, and a fuzzy RPN output function.
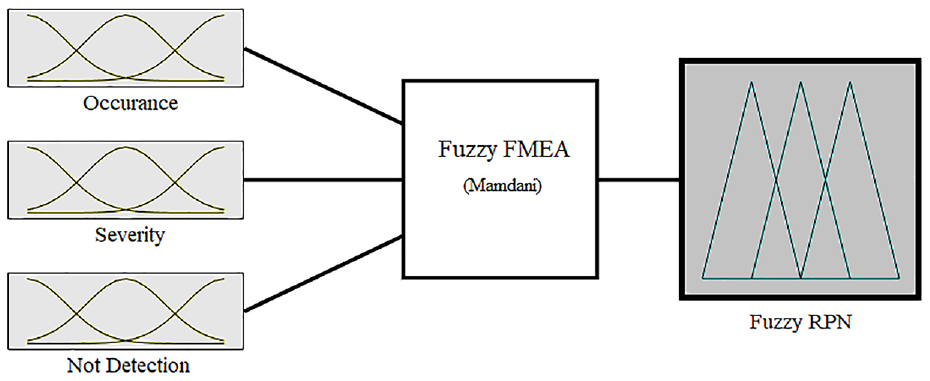
Fuzzy FMEA model.
MATLAB R2020b Fuzzy Logic Designer Tool was employed in the study, and Mamdani was mainly used for aggregating nonlinear factors in the program interface. For defuzzification, minimal input and maximum aggregate method inference techniques, as well as the center of gravity approach, were applied. Triangle membership functions were employed in both the O, S, and D inputs and the FRPN output, as shown in Figures 4 and 5.
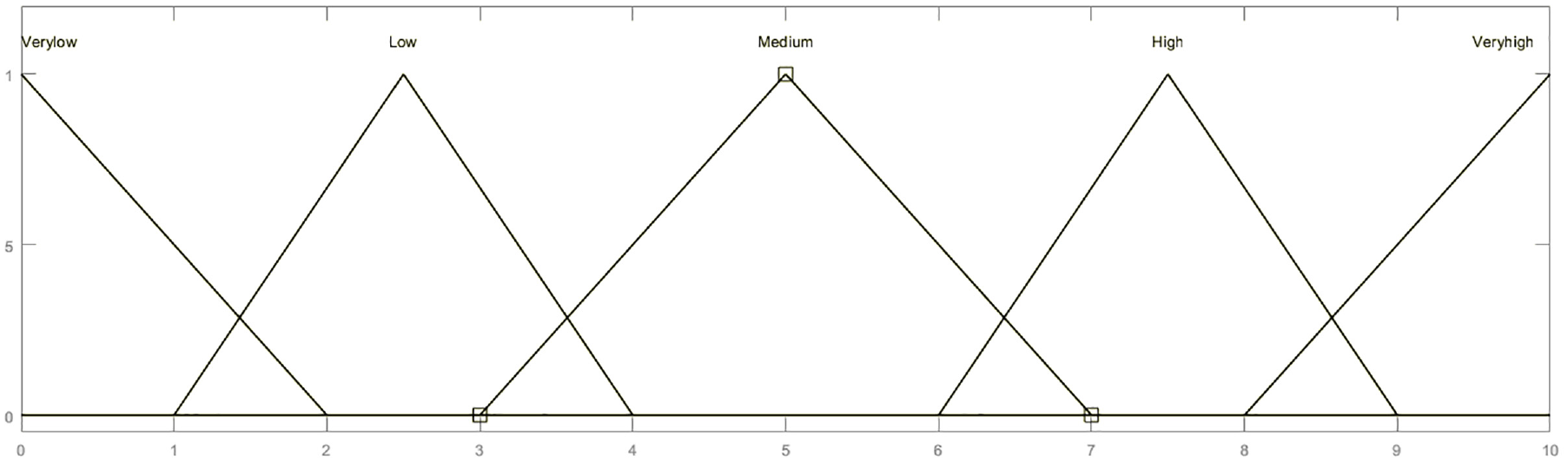
Input membership function.
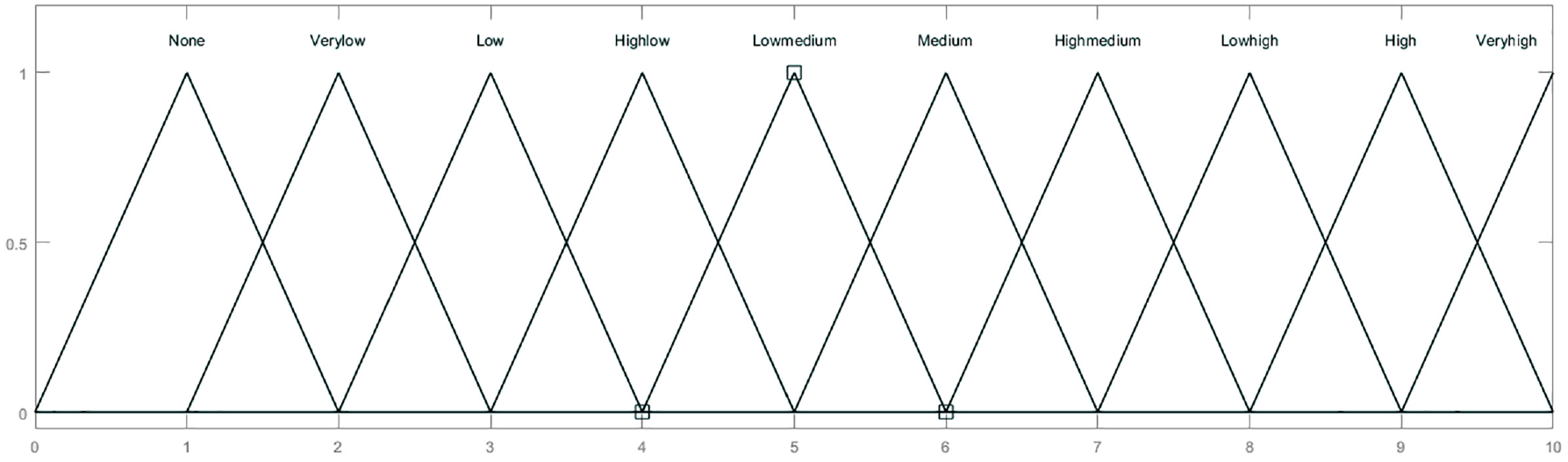
Output membership function.
Case study
To perform the case study, several types of scrubber system designs were evaluated initially, and important subsystems such as the monitoring system, seawater system, exhaust gas cleaning chamber, and water treatment system were identified as a result. Diverse components such as a cooler, injection nozzle, packed ped, hydro cyclone unit, and others were used to separate these subsystems. Then, as illustrated in Appendix 1, the failure modes of each component were established, as well as possible causes and local and global effects.
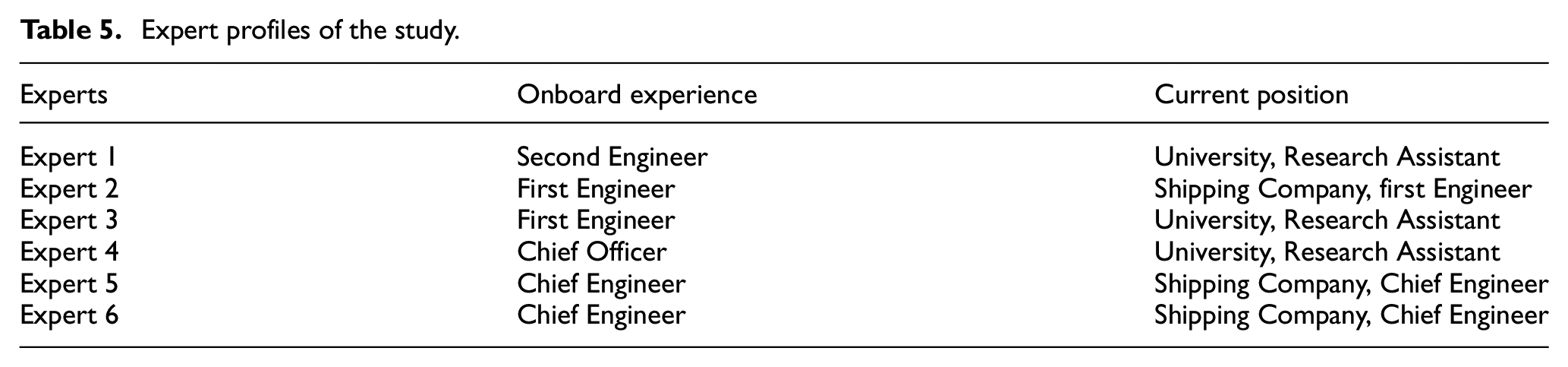
Six maritime experts with academic and onboard expertise on various types of ships were specified and their opinions were asked to determine the risk score of the failure modes. Table 5 presents the onboard experience and current position data of these experts.
Expert profiles of the study.
After obtaining expert judgments, membership functions and 125 if-then rules were established via the support of maritime engineering experts and previous rule-based FMEA investigations. 35 Some instances of constructed fuzzy if-then rules are as follows:
Based on the created rules and the expert judgments, the relationships of the fuzzy RPN with different combinations of O, S, and D are demonstrated in Figure 6.
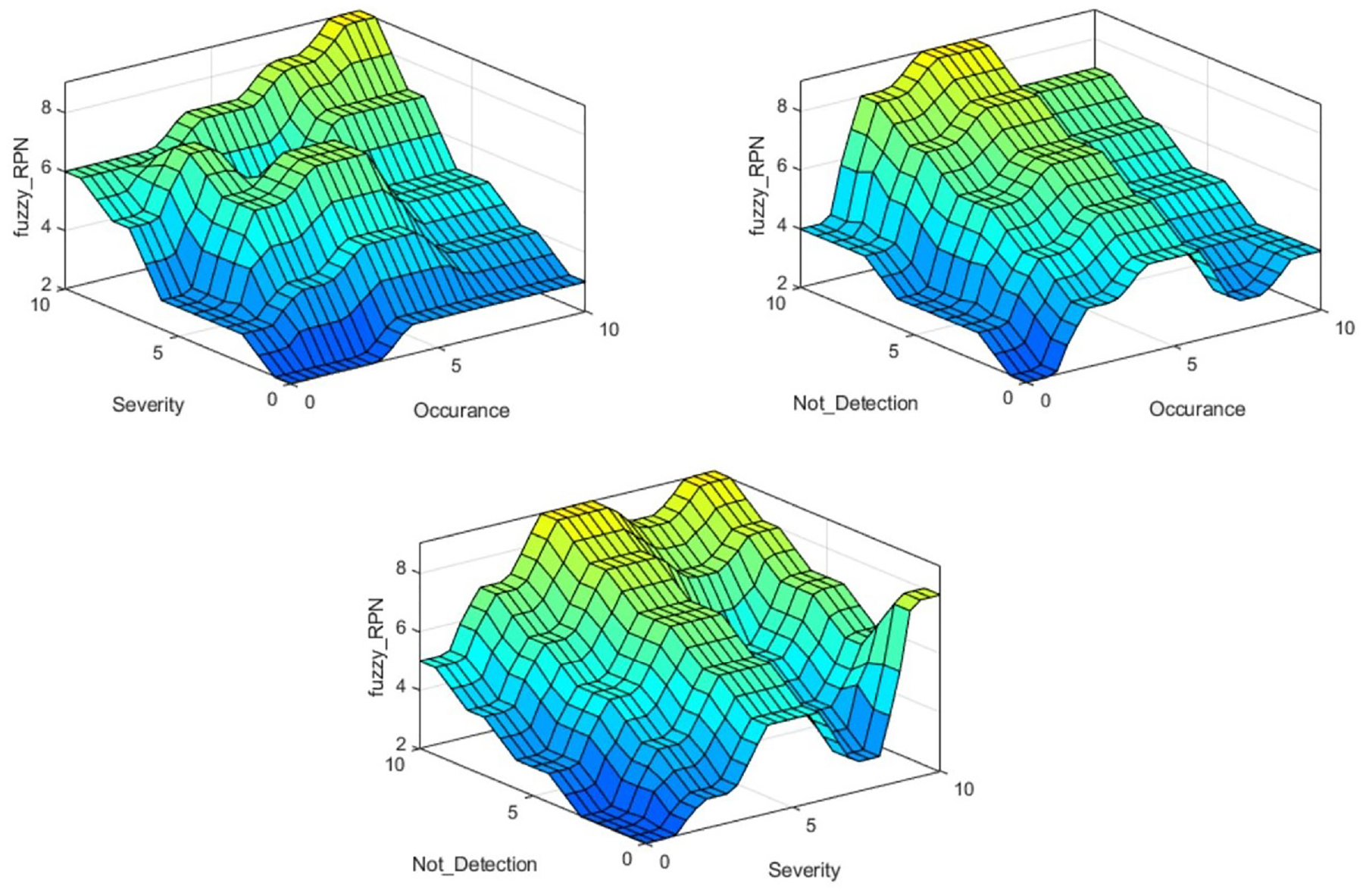
The surfaces of the rule base.
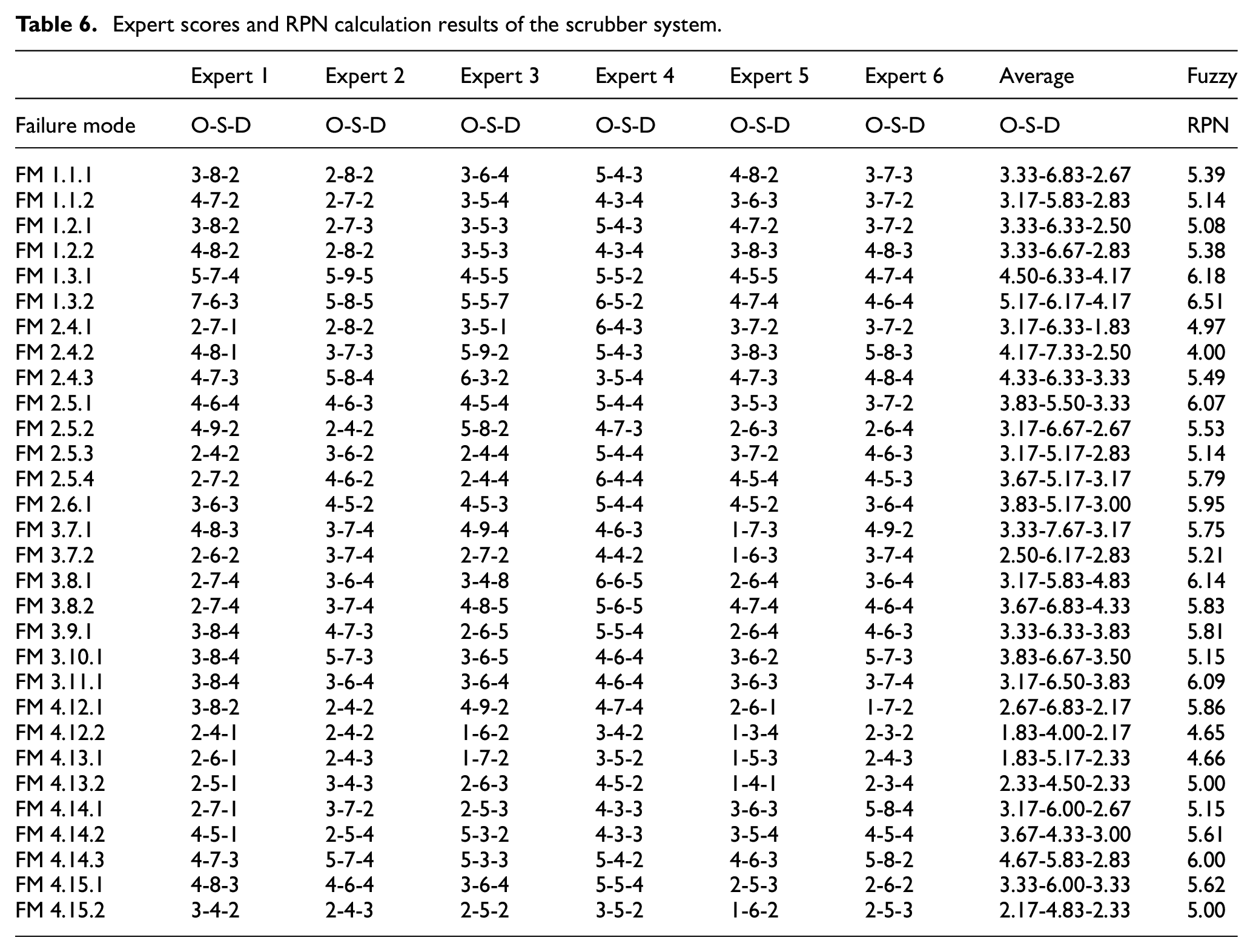
Finally, utilizing min. and max. or min implication, max aggregation, centroid defuzzification procedures under the triangle membership functions, and Mamdani inference approach, experts’ O, S, and D scores were transformed into Fuzzy RPN numbers. Table 6 depicts the study’s failure mechanisms, experts’ scores, and fuzzy RPN scores.
Expert scores and RPN calculation results of the scrubber system.
Results and discussion
A complete risk evaluation of scrubber systems has been structured in the fuzzy environment in this paper. As a result of the examination of all types of design, monitoring, seawater, exhaust gas cleaning chamber, and water cleaning systems were determined as the key subsystems of the scrubber system in the first stage of the research. These systems were divided into categories based on their components, and the failure modes of each component were then identified. Then, according to indicated maritime specialists, various causes and effects of failure modes were analyzed. The FRPN values of each failure mode were calculated using the average O-S-D scores and the fuzzy if-then rules that were generated. Figure 7 shows the distribution of failure mode O, S, and D values, as well as associated FRPN scores.
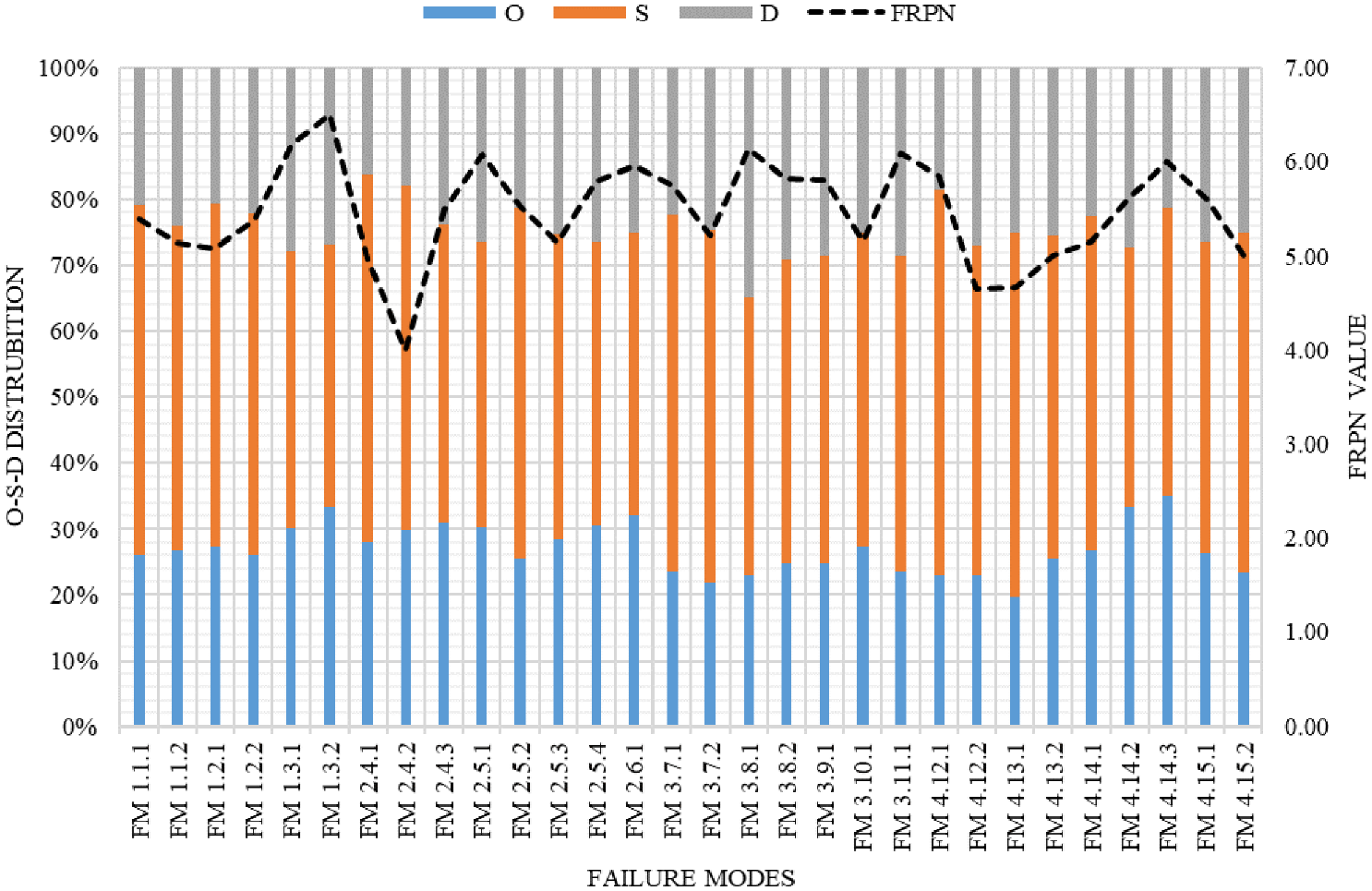
Average O-S-D and fuzzy RPN scores of the scrubber system.
The most critical five failure modes, according to fuzzy RPN analysis results, are FM 1.3.2, FM 1.3.1, FM 3.8.1, FM 3.11.1, and FM 2.5.1, respectively. With an FRPN rating of 6.51, FM 1.3.2 wrong sensing element adjustment under the monitoring system has the highest FRPN value. The improper adjustment of the sensing element is a common failure onboard ship, according to the maritime experts’ occurrence score, which has the highest O value of 5.17. In local consequences, this failure mode has the potential to create serious issues such as fuel changeover or scrubber operation stops, and in global effects, an out of compliance scenario. Similarly, FM 1.3.1 sensor error of sensing element with a fuzzy value of 6.18, which has the second-highest FRPN among the other factors, is another critical failure mode under the monitoring system. The other important factor in the investigation is that FM 3.8.1 plugged/choked injection nozzles under the exhaust gas cleaning chamber, which had the third-highest FRPN score. With a fuzzy score of 6.14, this failure mode has the potential to result in insufficient spraying of local effects and potential out-of-compliance situations with global impacts. Furthermore, with a 6.09 FPRN score, FM 3.11.1 plugged/choked packed ped beneath the exhaust gas cleaning chamber ranks fourth among all failure modes. This failure scenario might result in excessive backpressure and non-compliance. Furthermore, the 6.07 fuzzy score for FM 2.5.1 plugged/choked system valves under the seawater system. Low or no water flow and out-of-compliance effects result from this system valve failure.
Furthermore, the failure mode distribution for each subsystem was independently evaluated, and ratios were displayed in Figure 8. FM 1.3.1 and 1.3.2 have the highest rates under monitoring sub-systems as like the highest in the general. In the seawater system, FM 2.5.1 plugged SW system valves and FM 2.6.1 plugged SW cooler share the biggest risk percentages. For the cleaning chamber sub-system, almost all components have similar risk ratios. When the effects of these failure modes have been examined, it is seen that there are significant issues like insufficient spraying, no water dispersion, and too high back pressure. Thus, the risks of these failures should be handled carefully and these components continuously checked since these could cause catastrophic accidents and ineffective cleaning. The water treatment sub-system has static tanks in general. In this sub-system, the vibrant working of the recirculation pump that is used for the circulation of the liquid has occurred as the riskiest failure mode.
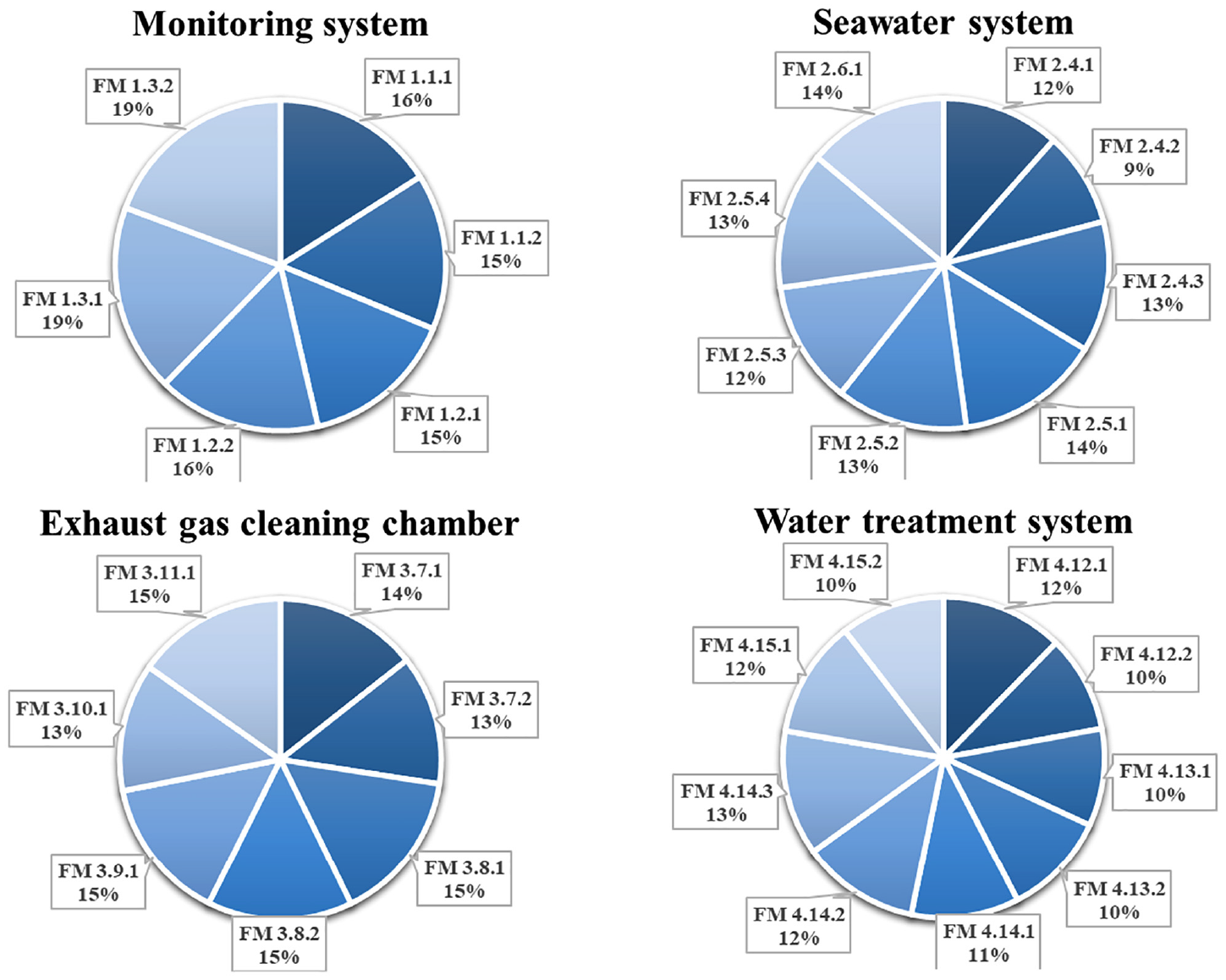
Distribution of the failure modes for each subsystem.
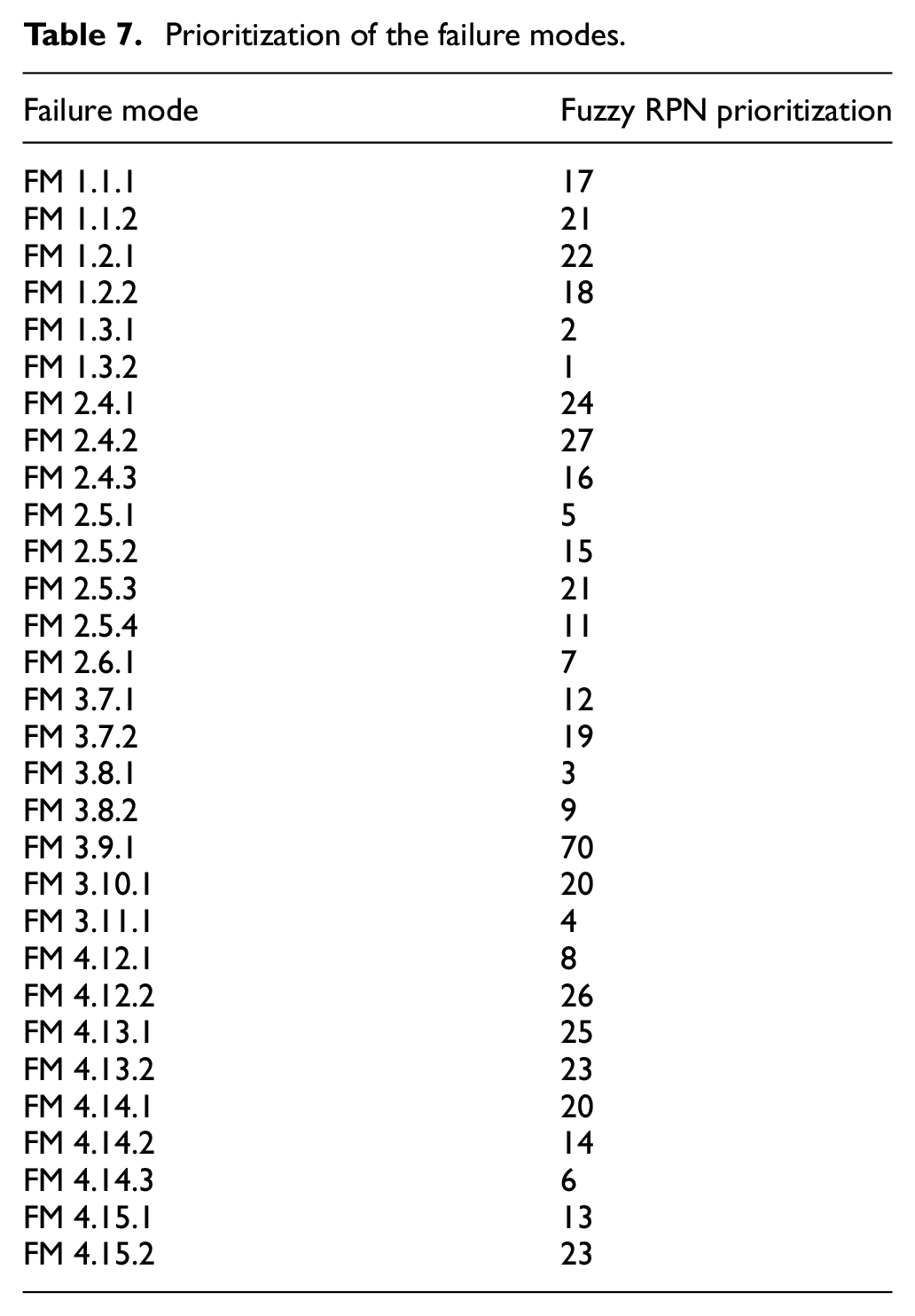
As a result, failure modes are ranked by FRPN scores, respectively, as shown in Table 7.
Prioritization of the failure modes.
Conclusions
In 2020, a new phase started in the IMO-enforced marine legislation governing the emission of sulfur, which is one of the ship-based pollutants. The installation of scrubbers on ships has been widely preferred by shipping companies in the process of complying with the stricter sulfur restriction. Because the investment pays off faster than alternative solutions and allows the ship to operate while complying with regulations while using less fuel. However, depending on the type of scrubber used, numerous system-based faults and risks emerge as a result of the application. To the best of the authors’ knowledge, there is a gap in the literature on risk assessment for scrubber implementations. Thus, this study aims to achieve a comprehensive risk evaluation of scrubber applications onboard including all sorts of scrubber designs for analysis. In this regard, the configurations of many types of scrubbers have been investigated, and common sub-systems have been identified. The components of each sub-system were then classified, with failure modes, likely causes, and local-global implications discussed. Six maritime specialists with academic and onboard expertise on various types of ships assessed the failure modes. A fuzzy rule-based technique was used to determine the risk degree of each failure scenario, and then risk prioritization was achieved.
This research contributes to the marine sector and related literature by examining the risks associated with scrubber applications on board and introducing them to shipping companies. The sensing element as a component and the exhaust gas cleaning chamber as a subsystem has been determined to have high-risk scores, and regular maintenance and frequent monitoring of the condition should be carried out at these places. Furthermore, the FMEA table generated as part of the research might be customized based on the onboard application and scrubber type. In addition, risk-based maintenance on ships by the marine operators for the scrubber systems could be easily followed using the key findings presented as a result of the analysis. Finally, this article is regarded to be useful in performing safer scrubber operations on maritime vessels. It is intended to approach this subject from the perspective of maintenance in the future work.
Footnotes
Appendix
Scrubber system FMEA table.
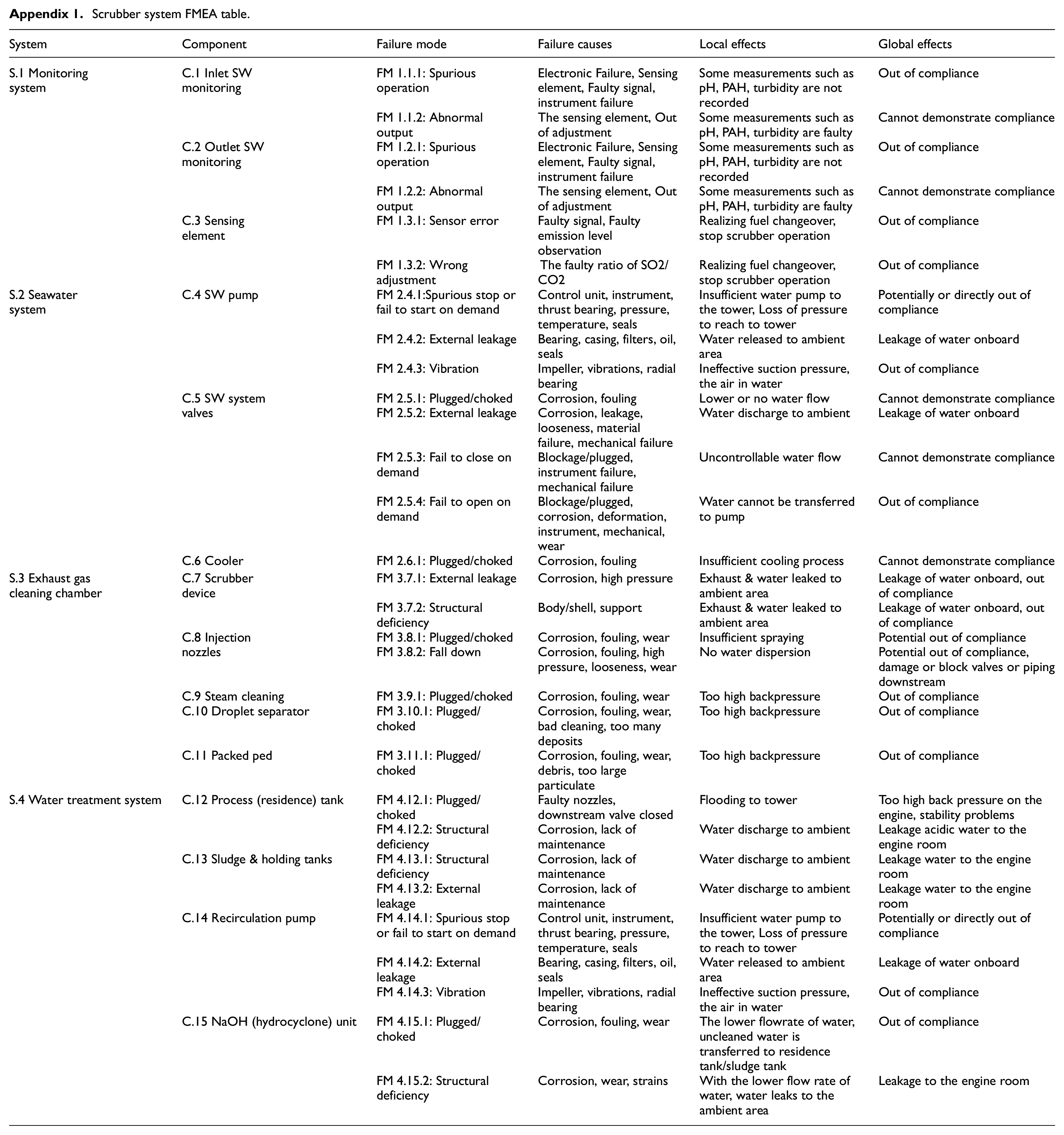
| System | Component | Failure mode | Failure causes | Local effects | Global effects |
|---|---|---|---|---|---|
| S.1 Monitoring system | C.1 Inlet SW monitoring | FM 1.1.1: Spurious operation | Electronic Failure, Sensing element, Faulty signal, instrument failure | Some measurements such as pH, PAH, turbidity are not recorded | Out of compliance |
| FM 1.1.2: Abnormal output | The sensing element, Out of adjustment | Some measurements such as pH, PAH, turbidity are faulty | Cannot demonstrate compliance | ||
| C.2 Outlet SW monitoring | FM 1.2.1: Spurious operation | Electronic Failure, Sensing element, Faulty signal, instrument failure | Some measurements such as pH, PAH, turbidity are not recorded | Out of compliance | |
| FM 1.2.2: Abnormal output | The sensing element, Out of adjustment | Some measurements such as pH, PAH, turbidity are faulty | Cannot demonstrate compliance | ||
| C.3 Sensing element | FM 1.3.1: Sensor error | Faulty signal, Faulty emission level observation | Realizing fuel changeover, stop scrubber operation | Out of compliance | |
| FM 1.3.2: Wrong adjustment | The faulty ratio of SO2/CO2 | Realizing fuel changeover, stop scrubber operation | Out of compliance | ||
| S.2 Seawater system | C.4 SW pump | FM 2.4.1:Spurious stop or fail to start on demand | Control unit, instrument, thrust bearing, pressure, temperature, seals | Insufficient water pump to the tower, Loss of pressure to reach to tower | Potentially or directly out of compliance |
| FM 2.4.2: External leakage | Bearing, casing, filters, oil, seals | Water released to ambient area | Leakage of water onboard | ||
| FM 2.4.3: Vibration | Impeller, vibrations, radial bearing | Ineffective suction pressure, the air in water | Out of compliance | ||
| C.5 SW system valves | FM 2.5.1: Plugged/choked | Corrosion, fouling | Lower or no water flow | Cannot demonstrate compliance | |
| FM 2.5.2: External leakage | Corrosion, leakage, looseness, material failure, mechanical failure | Water discharge to ambient | Leakage of water onboard | ||
| FM 2.5.3: Fail to close on demand | Blockage/plugged, instrument failure, mechanical failure | Uncontrollable water flow | Cannot demonstrate compliance | ||
| FM 2.5.4: Fail to open on demand | Blockage/plugged, corrosion, deformation, instrument, mechanical, wear | Water cannot be transferred to pump | Out of compliance | ||
| C.6 Cooler | FM 2.6.1: Plugged/choked | Corrosion, fouling | Insufficient cooling process | Cannot demonstrate compliance | |
| S.3 Exhaust gas cleaning chamber | C.7 Scrubber device | FM 3.7.1: External leakage | Corrosion, high pressure | Exhaust & water leaked to ambient area | Leakage of water onboard, out of compliance |
| FM 3.7.2: Structural deficiency | Body/shell, support | Exhaust & water leaked to ambient area | Leakage of water onboard, out of compliance | ||
| C.8 Injection nozzles | FM 3.8.1: Plugged/choked | Corrosion, fouling, wear | Insufficient spraying | Potential out of compliance | |
| FM 3.8.2: Fall down | Corrosion, fouling, high pressure, looseness, wear | No water dispersion | Potential out of compliance, damage or block valves or piping downstream | ||
| C.9 Steam cleaning | FM 3.9.1: Plugged/choked | Corrosion, fouling, wear | Too high backpressure | Out of compliance | |
| C.10 Droplet separator | FM 3.10.1: Plugged/choked | Corrosion, fouling, wear, bad cleaning, too many deposits | Too high backpressure | Out of compliance | |
| C.11 Packed ped | FM 3.11.1: Plugged/choked | Corrosion, fouling, wear, debris, too large particulate | Too high backpressure | Out of compliance | |
| S.4 Water treatment system | C.12 Process (residence) tank | FM 4.12.1: Plugged/choked | Faulty nozzles, downstream valve closed | Flooding to tower | Too high back pressure on the engine, stability problems |
| FM 4.12.2: Structural deficiency | Corrosion, lack of maintenance | Water discharge to ambient | Leakage acidic water to the engine room | ||
| C.13 Sludge & holding tanks | FM 4.13.1: Structural deficiency | Corrosion, lack of maintenance | Water discharge to ambient | Leakage water to the engine room | |
| FM 4.13.2: External leakage | Corrosion, lack of maintenance | Water discharge to ambient | Leakage water to the engine room | ||
| C.14 Recirculation pump | FM 4.14.1: Spurious stop or fail to start on demand | Control unit, instrument, thrust bearing, pressure, temperature, seals | Insufficient water pump to the tower, Loss of pressure to reach to tower | Potentially or directly out of compliance | |
| FM 4.14.2: External leakage | Bearing, casing, filters, oil, seals | Water released to ambient area | Leakage of water onboard | ||
| FM 4.14.3: Vibration | Impeller, vibrations, radial bearing | Ineffective suction pressure, the air in water | Out of compliance | ||
| C.15 NaOH (hydrocyclone) unit | FM 4.15.1: Plugged/choked | Corrosion, fouling, wear | The lower flowrate of water, uncleaned water is transferred to residence tank/sludge tank | Out of compliance | |
| FM 4.15.2: Structural deficiency | Corrosion, wear, strains | With the lower flow rate of water, water leaks to the ambient area | Leakage to the engine room |
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by The Scientific and Technological Research Council of Turkey BIDEB 2214-A International Doctoral Research Fellowship Program (Grant no. 1059B142100431) and the Research Fund of the Istanbul Technical University (Project No. 43048).